

日々、改良を重ねている自作アユプロノットマスター用仕掛巻きラインカウンター(がまかつGM-1898仕様)を再改良してみました。今まではスプールの回転に自作マグネットハンドルや自作圧入ハンドルを使用していましたが必要無くなり汎用性が高くなります。改善の見込みとしては以下のような事が上げられます。
- スプール側の改造が必要なくなりコストダウン。
- 巻きやすくなるので高速回転が可能!
駆動には「モーターを取り付けて自動巻きにしてみた!」で培った技術?を生かし、GT2という規格のプーリー&タイミングベルトを使用。巻取りもスムーズで問題ありません。
ハンドル製作(円盤) Part2
Part1からの続きです。
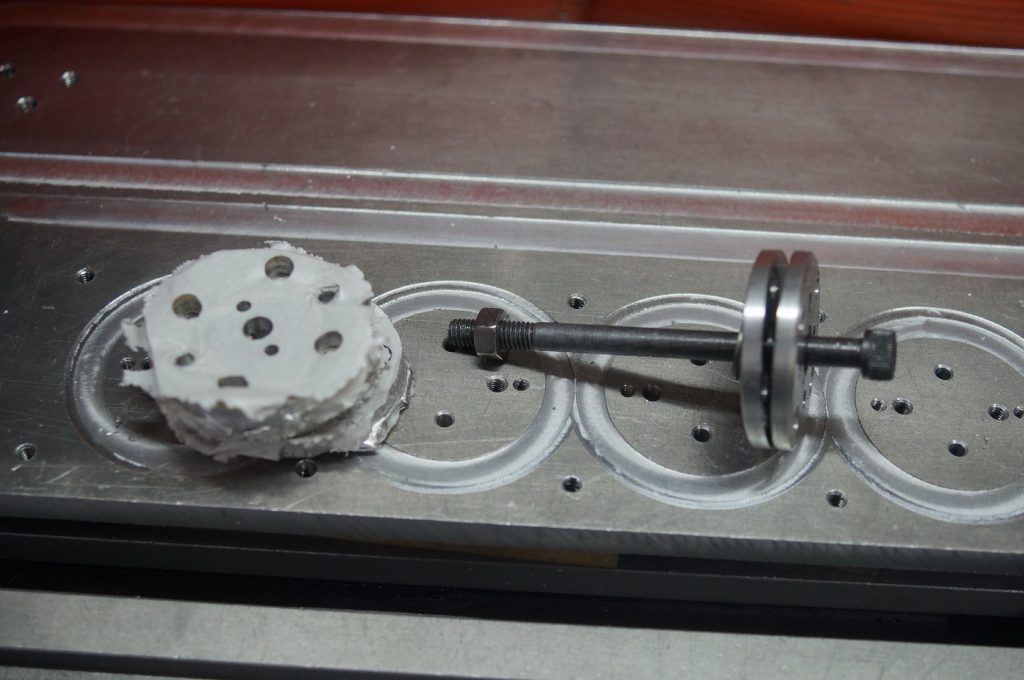
当方所有の卓上CNCフライス盤(PSF550-VDR)で削り出した円は残念ながら真円ではないので旋盤で真円に近づける修正切削します。
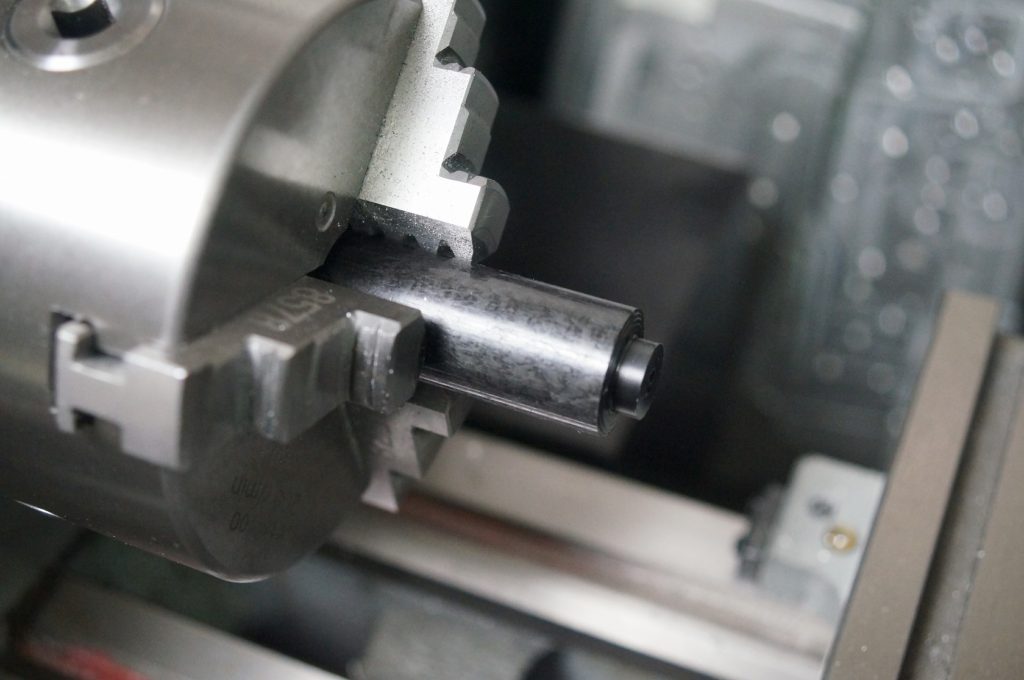
M6のボルトに差し込んで旋盤にチャックします。

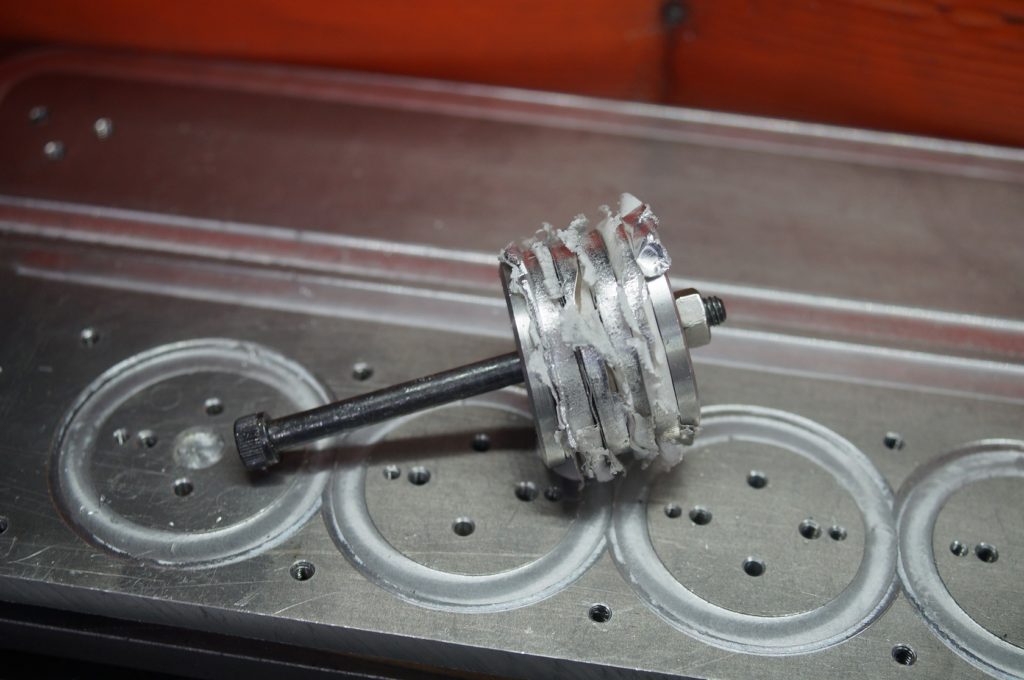
しっかりとチャックしてナットを閉め込まないと空回りしてしまいます。
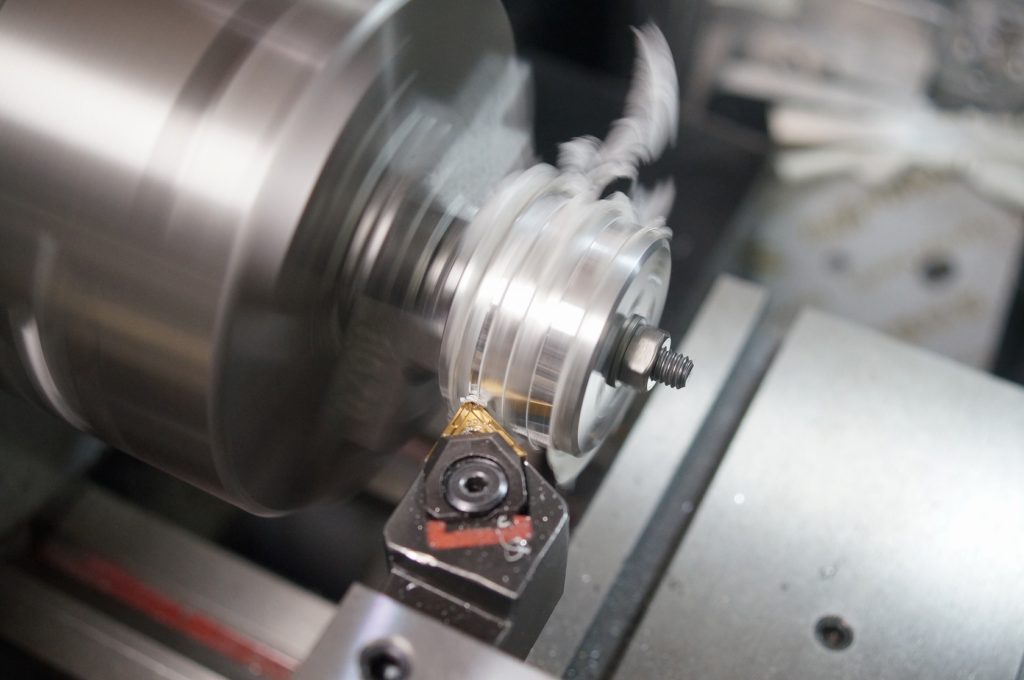
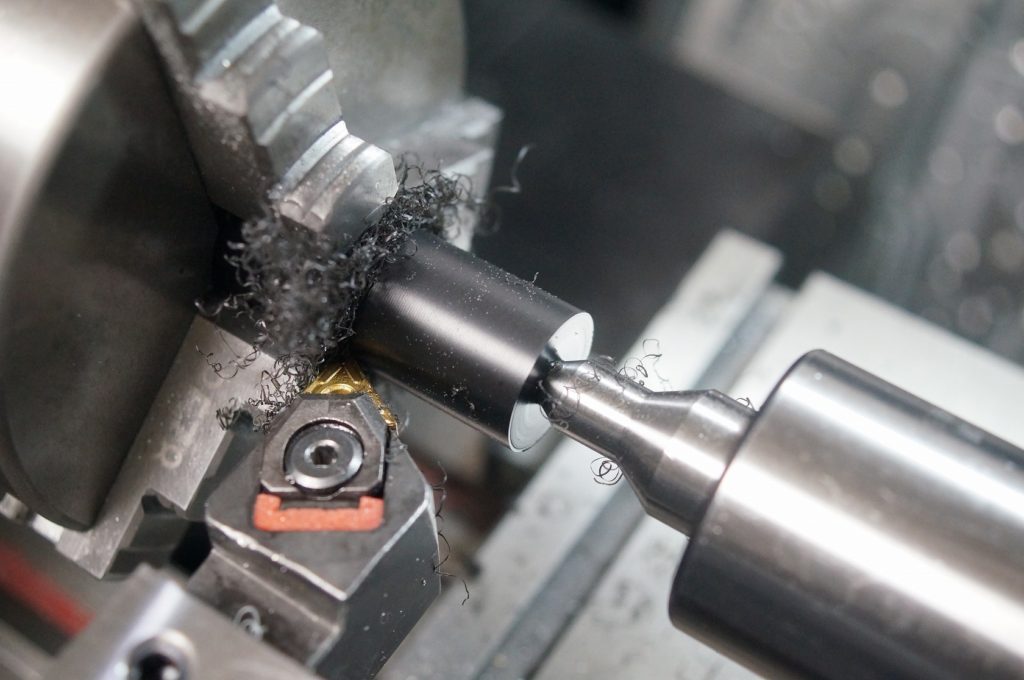
真円になるまで切削します。
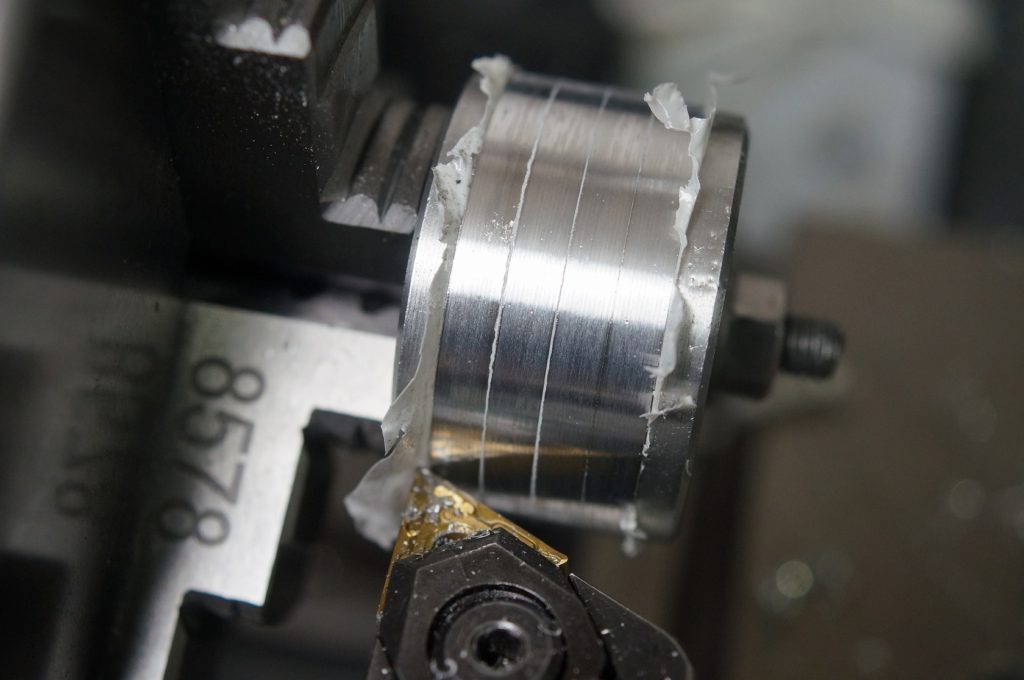
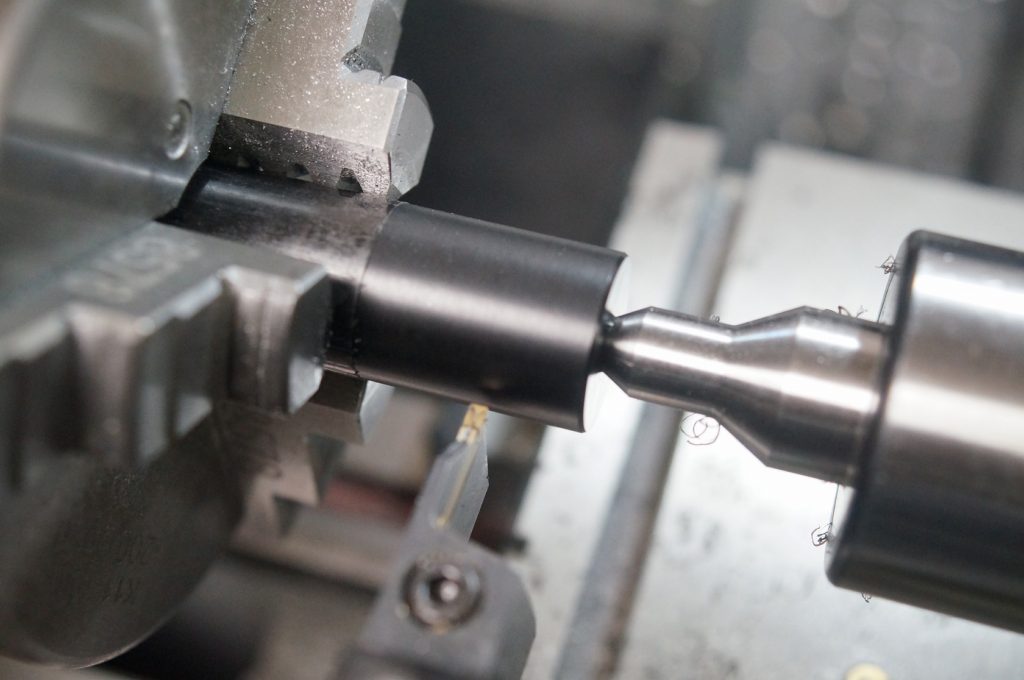
仕上げ切削をすると綺麗に仕上がります。

一枚一枚、表裏の面取りをします。
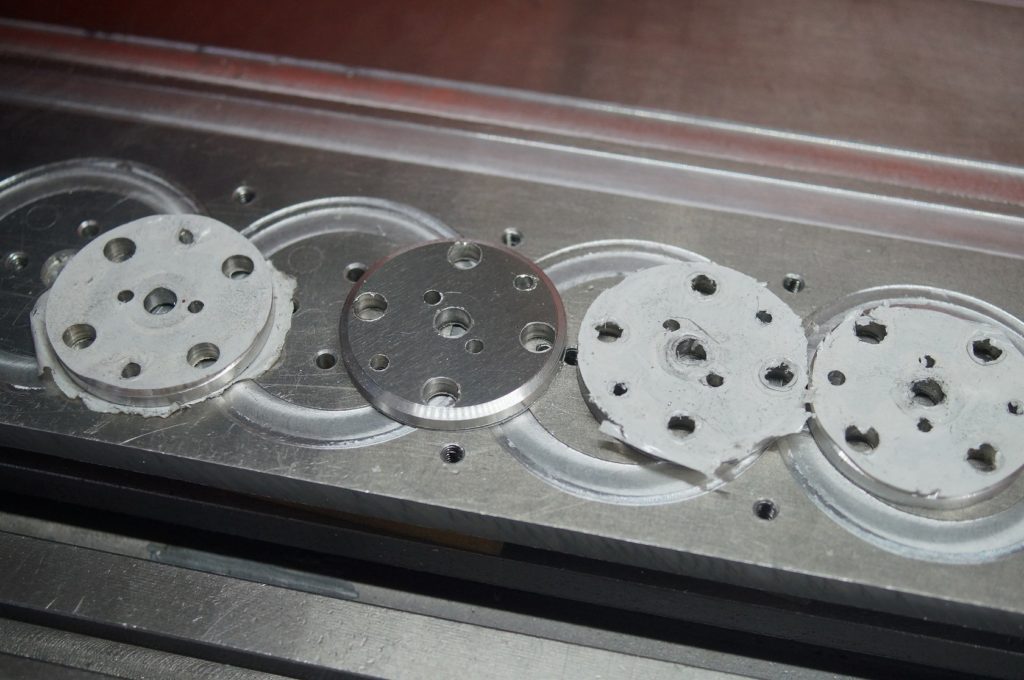
4枚とも同じ作業で旋盤加工は終了です。

ドライバードリルで穴を仕上げます。


M3&M4タップをして完了です。ハンドル取り付けのM4タップは垂直タップでないとハンドルが曲がってカッコ悪いので次はフライス盤のタッピング機能で垂直タップする予定です。
ハンドル円盤を軸に取り付けられるようにする。
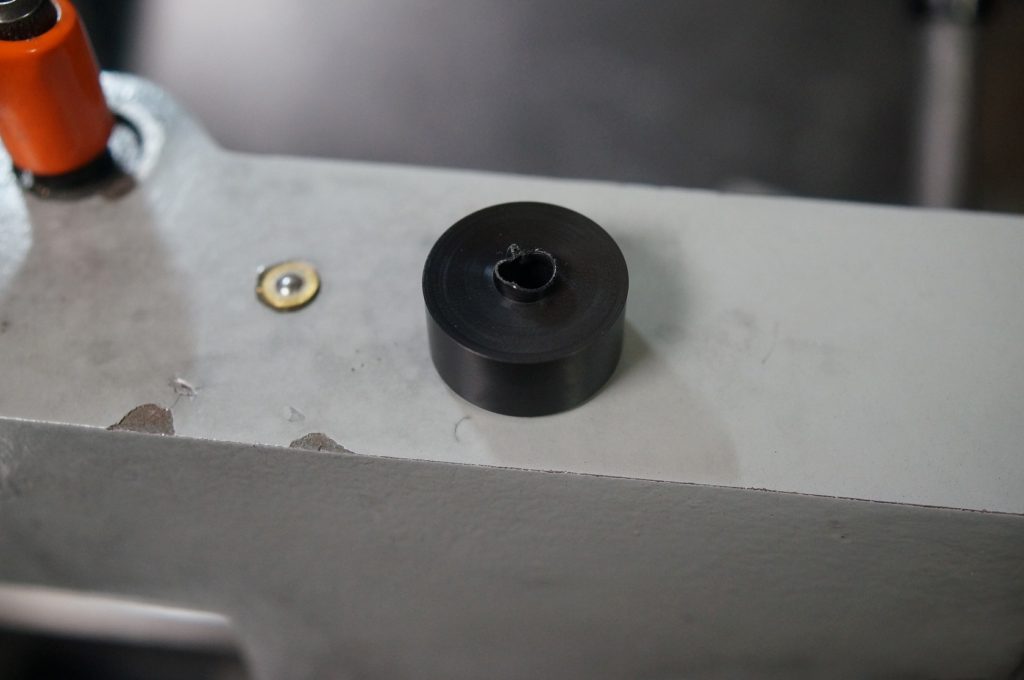
上記の円盤だけでは軸に固定できないのでPOM樹脂で取り付けられるように延長加工します。
Φ20mmの丸棒をセット。最近はコロナの影響で樹脂も入手困難気味です。

中心の軸穴はΦ6mmです。
一皮剥いて・・・
厚さ10mmでカット。
こんな感じで切り出します。

一応、面取りして仕上げます。
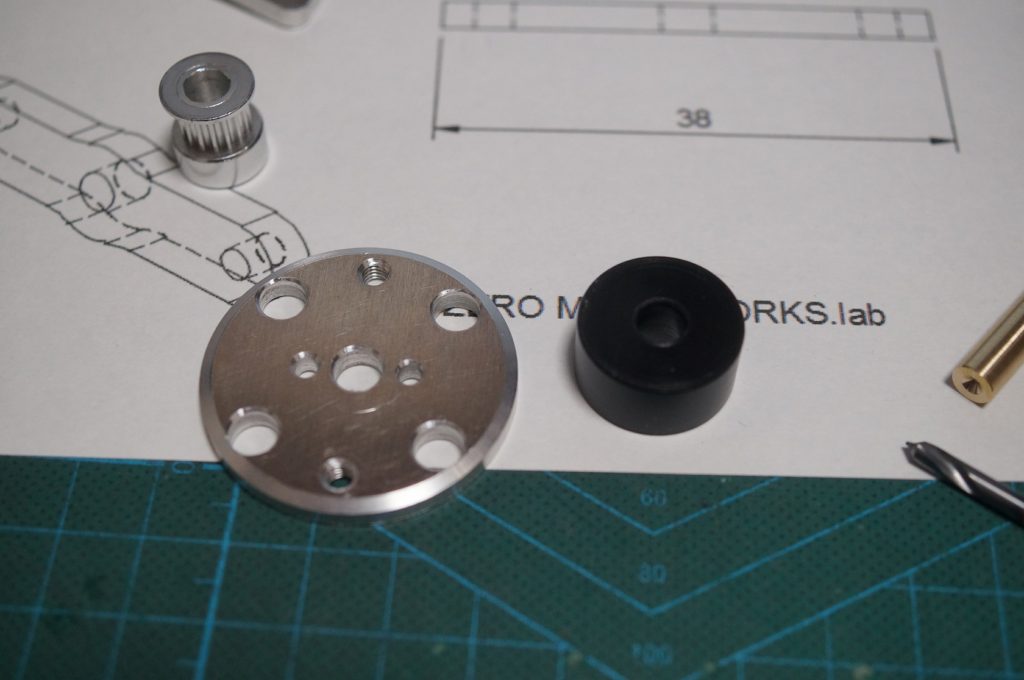
円盤に開いている取り付け穴とPOM樹脂の中心を合わせなければなりません。
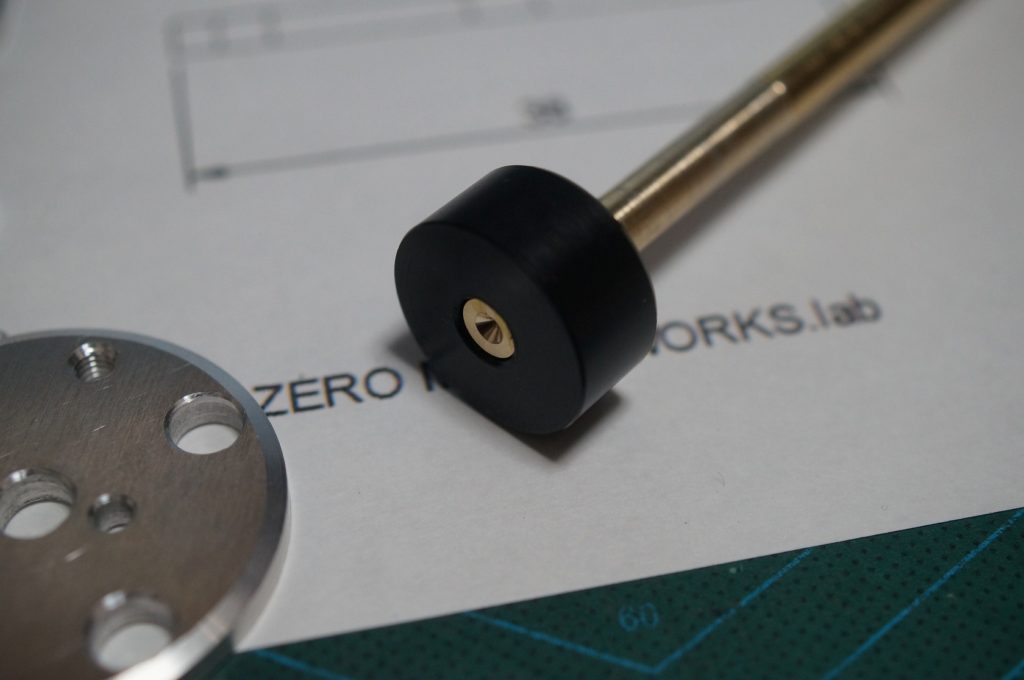
樹脂とアルミの中心軸にΦ6mmの真鍮丸棒を突っ込んで中心を出します。
こんな感じで中心(芯)が出ます。
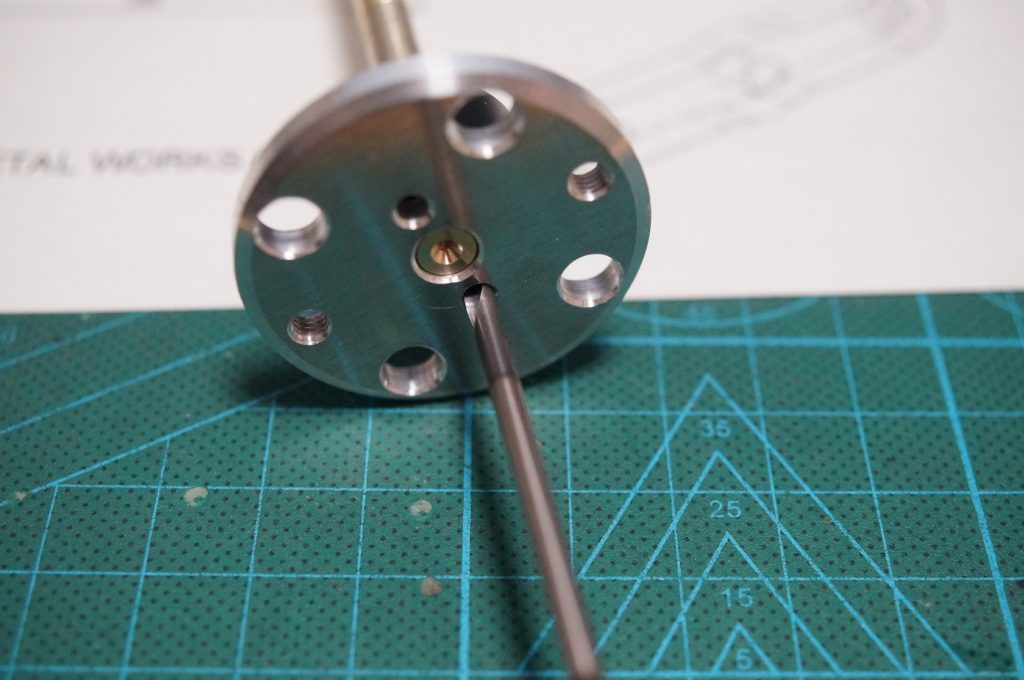
センタードリルを円盤側から突っ込んでポンチを打ちます。
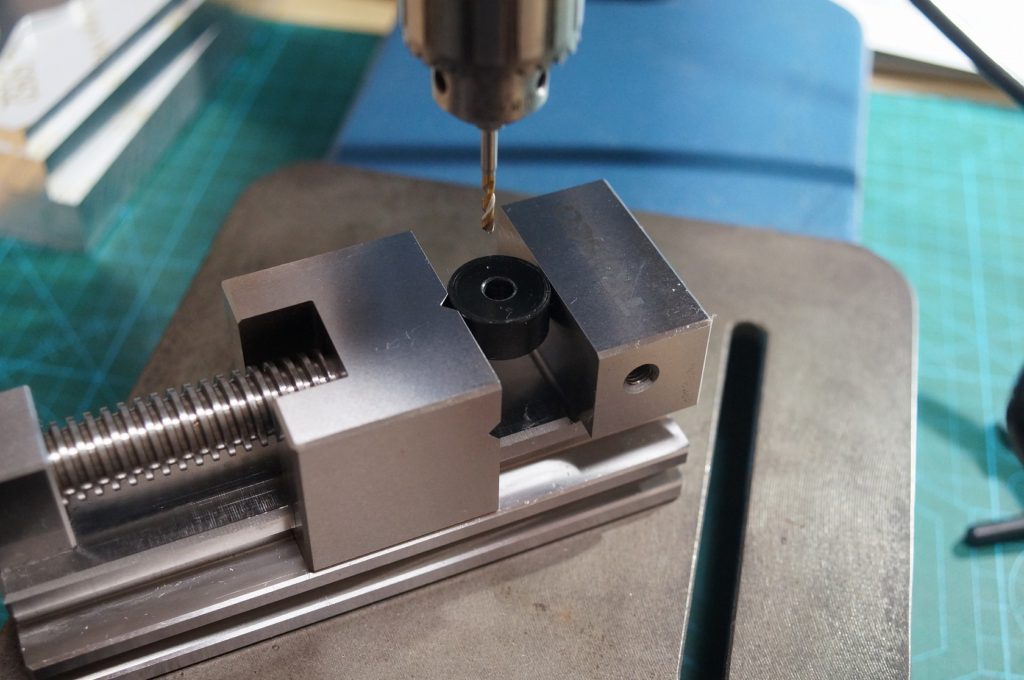
M3の下穴Φ2.5mmで穴開け。

プロクソンの卓上ボール盤からこちらのホーザン製(ホーザン(HOZAN) デスクドリルK-15)の卓上ボール盤に買い替えました。プロクソンとは剛性&振れ精度が全く別次元で良いです。



樹脂なので簡単に穴開けが出来ます。
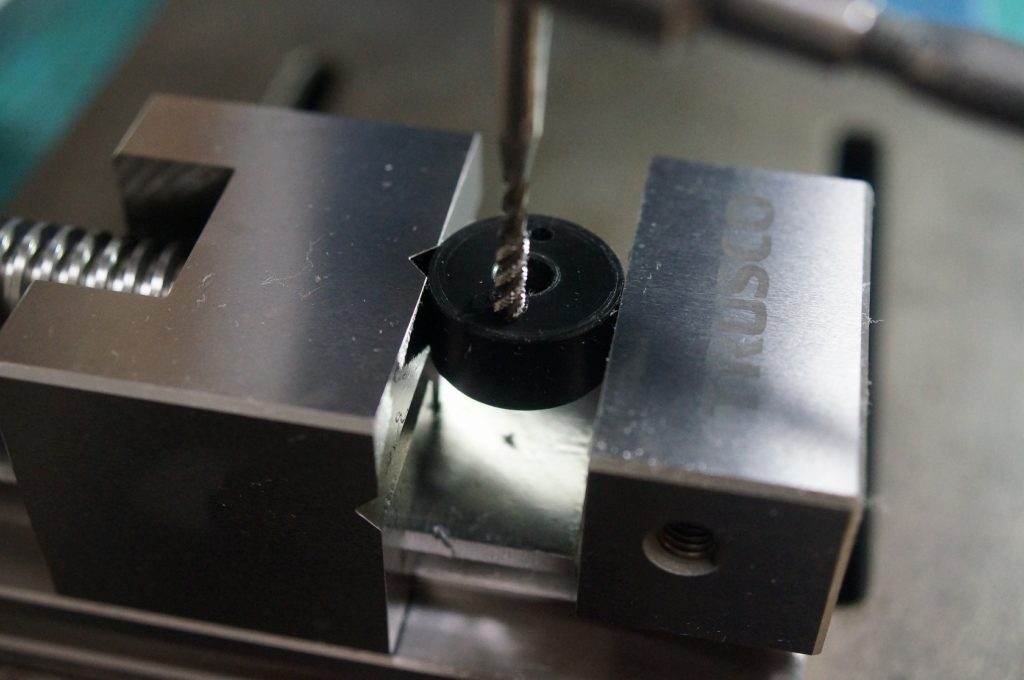
M3タップ

当初は低頭のプラスネジをチョイスしましたが・・・

締め付けトルクがでないので六角穴付きボルトに変更しました。

ハンドル裏側。
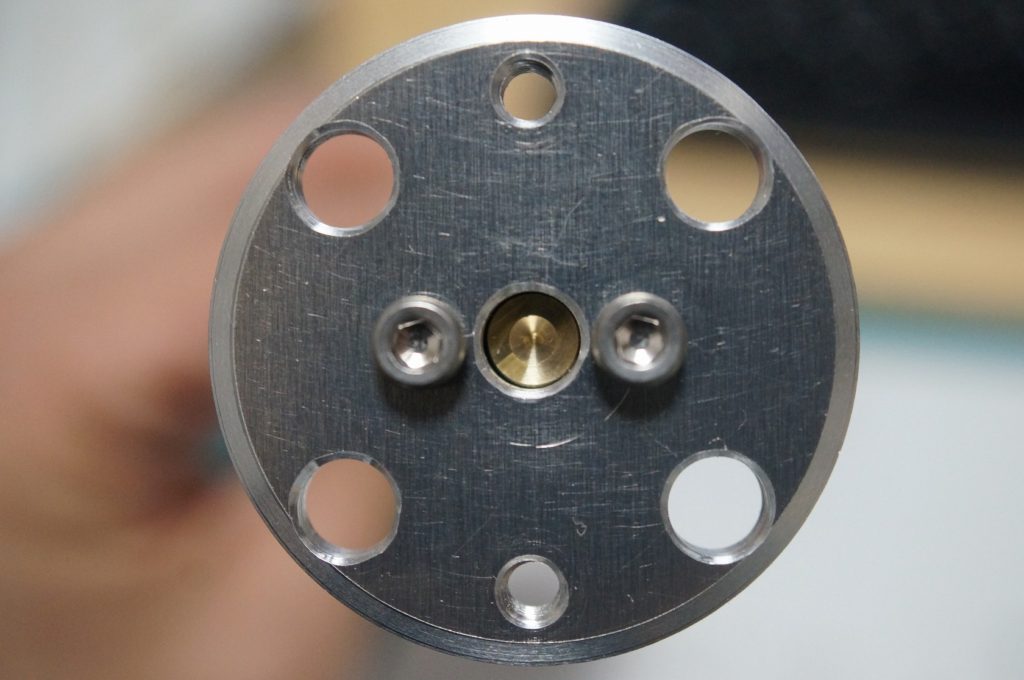
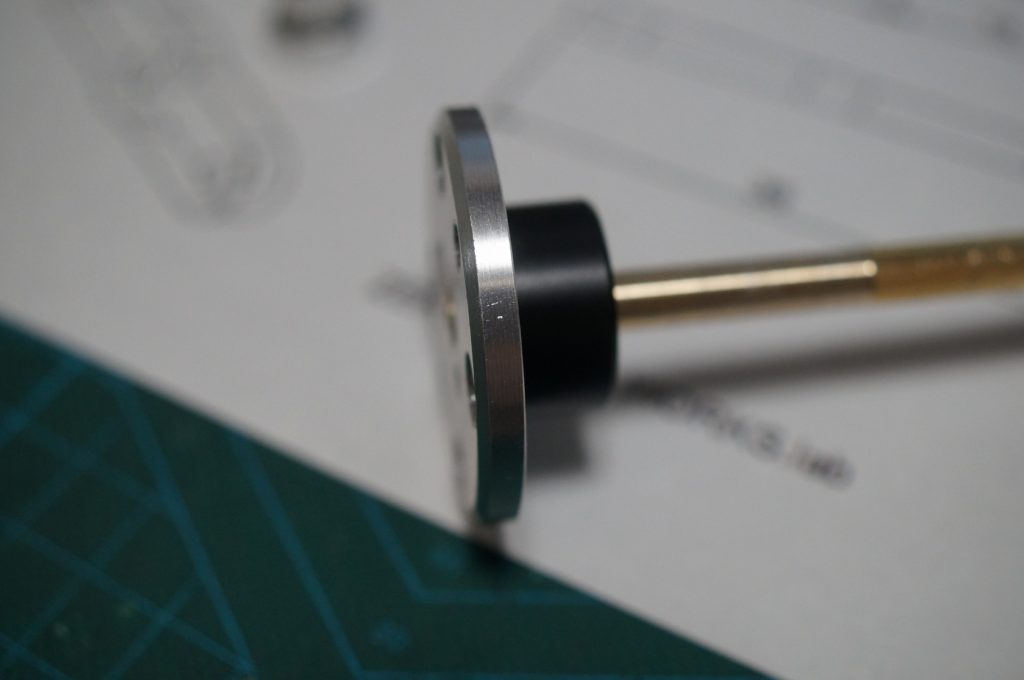
固定ボルトは軸を付けたまま芯ズレしないようのボルトを締め付けます。
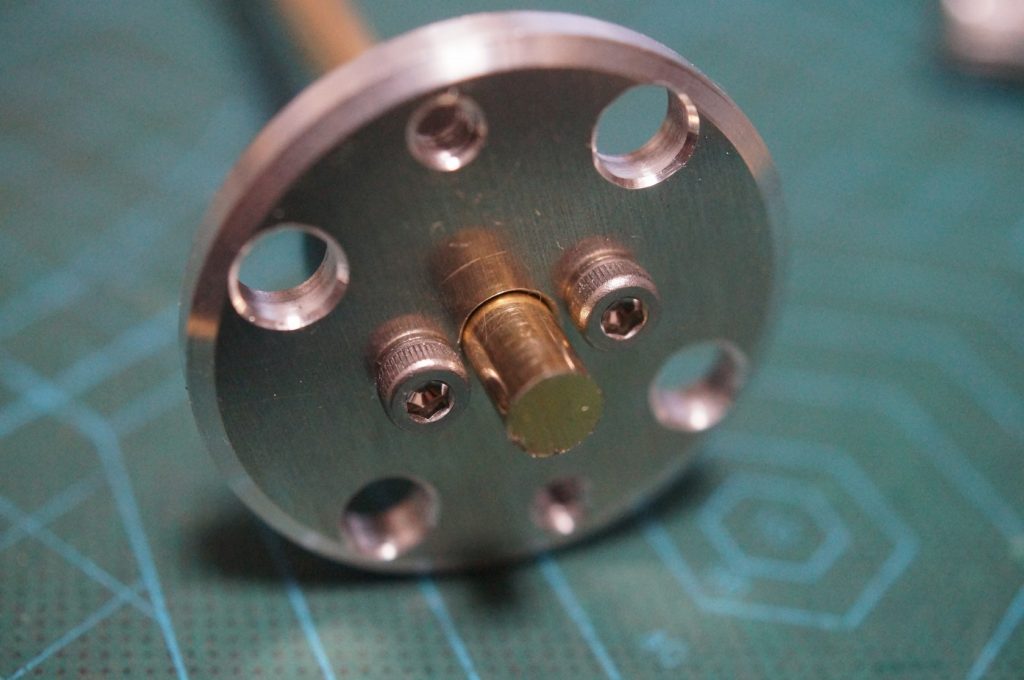
とりあえずこれで芯は出ているはず。この2本のボルトは基本的に緩めては駄目です。芯ズレが出てしまいます。
Part3へ続く
にほんブログ村
にほんブログ村


コメント