

日々、改良を重ねている自作アユプロノットマスター用仕掛巻きラインカウンター(がまかつGM-1898仕様)を再改良してみました。今まではスプールの回転に自作マグネットハンドルや自作圧入ハンドルを使用していましたが必要無くなり汎用性が高くなります。改善の見込みとしては以下のような事が上げられます。
- スプール側の改造が必要なくなりコストダウン。
- 巻きやすくなるので高速回転が可能!
駆動には「モーターを取り付けて自動巻きにしてみた!」で培った技術?を生かし、GT2という規格のプーリー&タイミングベルトを使用。巻取りもスムーズで問題ありません。
ハンドルつまみの作製
Part3からの続きです。
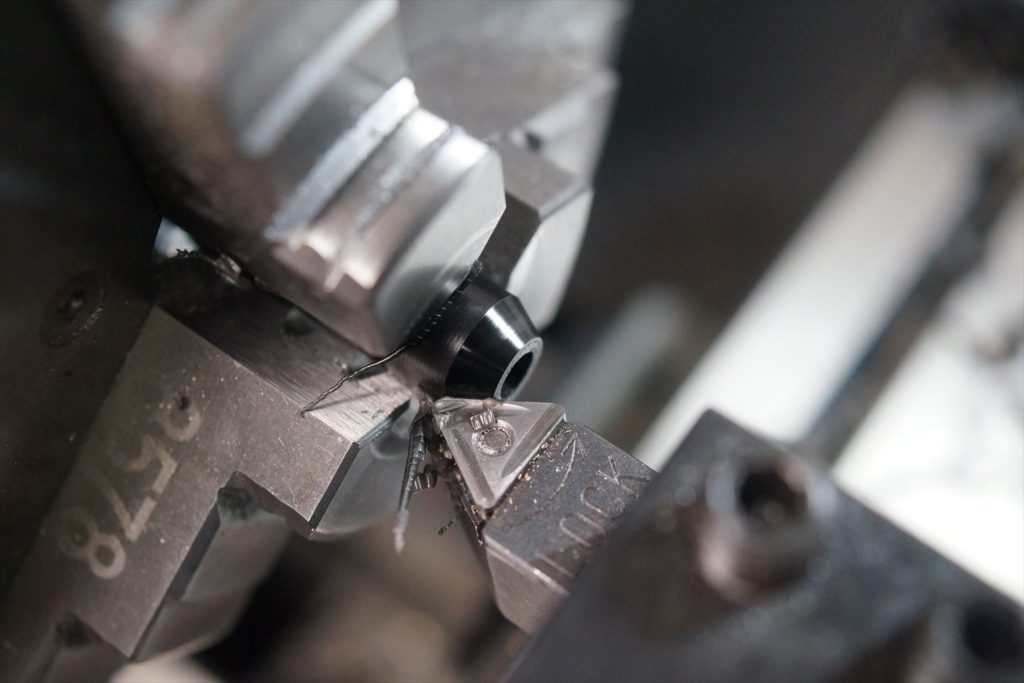
つまみはPOM樹脂Φ10mmの丸棒から製作しました。

取り敢えず一皮剥いて・・・

軸穴はM4ボルトを通すので少し大きめの穴Φ4.2mmで開けます。
ボア加工(ザグリ)をします。

深さは4mm程度。この穴の深さはボルト締め付け後に調整します。

つまみ外側の面取り。
長さは38mmでカット。
こんな感じで切り出します。
内側は少し径を絞りたいので少し大きめに面取りします。
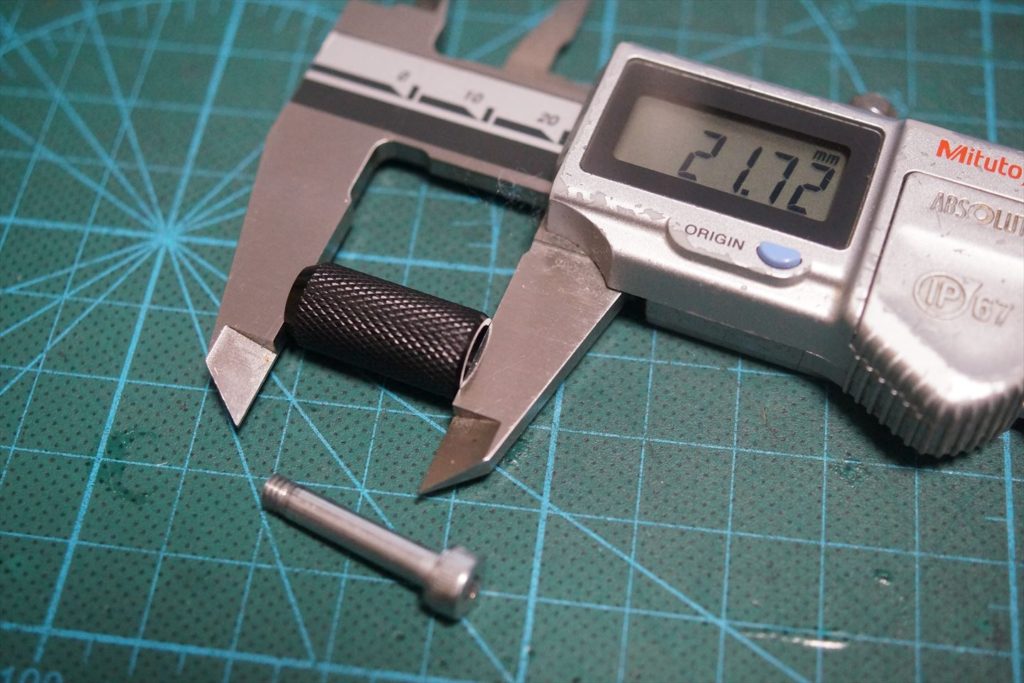
最終的にはローレット加工して滑り止めを付けました。
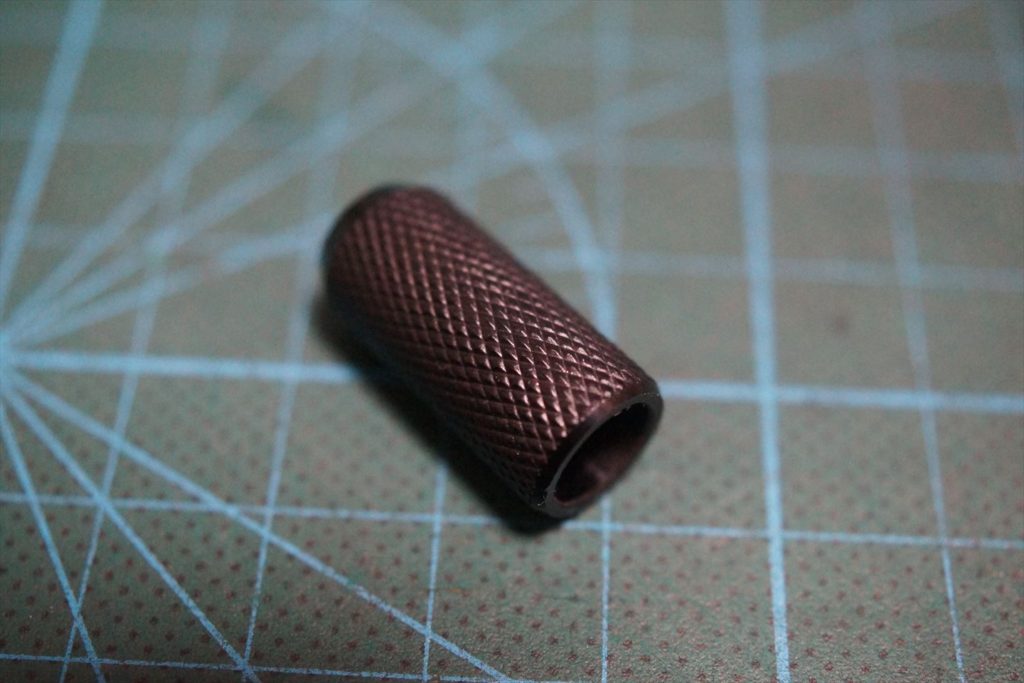
転造ローレット加工をしたものを作り直しました。

M4ボルトを挿入するとこんなに感じになります。
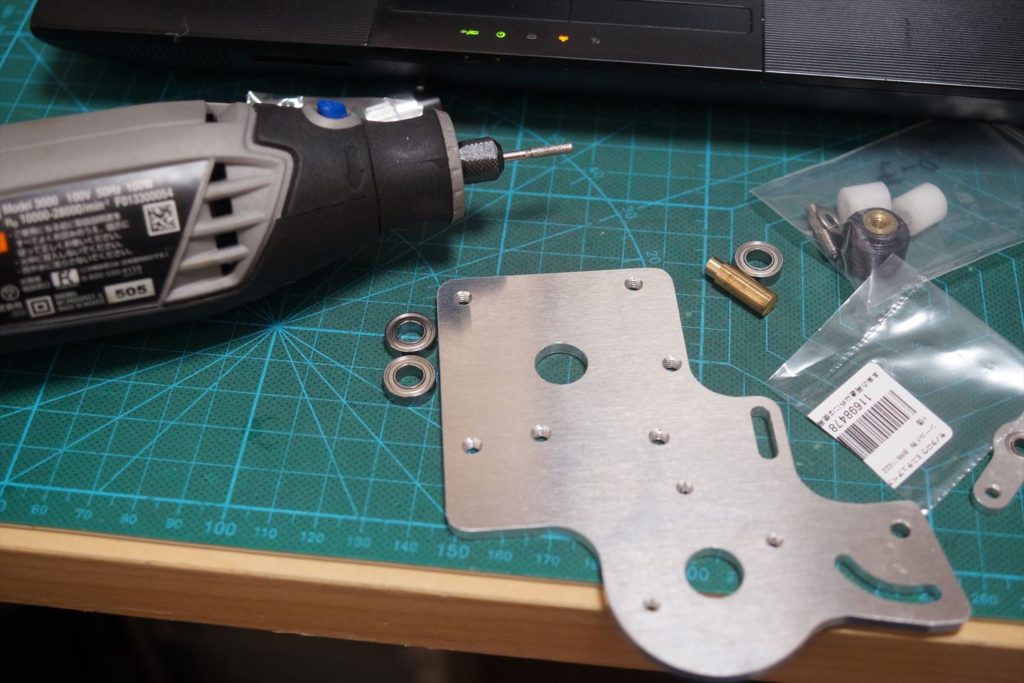
ベースプレートにベアリングを圧入する
ベースプレートにベアリングを搭載する初の試みです。

ベアリングの適正圧入穴サイズがイマイチわからずテストをしてみました。ベアリングの外径はΦ12mmですがそれより若干、穴の径を小さくしないと圧入にはならないのでΦ11.9mmとΦ11.95mmで試してみました。どちらも入るには入るのですがΦ11.9では狭くて潰れてしまいました。潰れてしまうと内部の輪がゴリゴリしてスムーズに動きません。
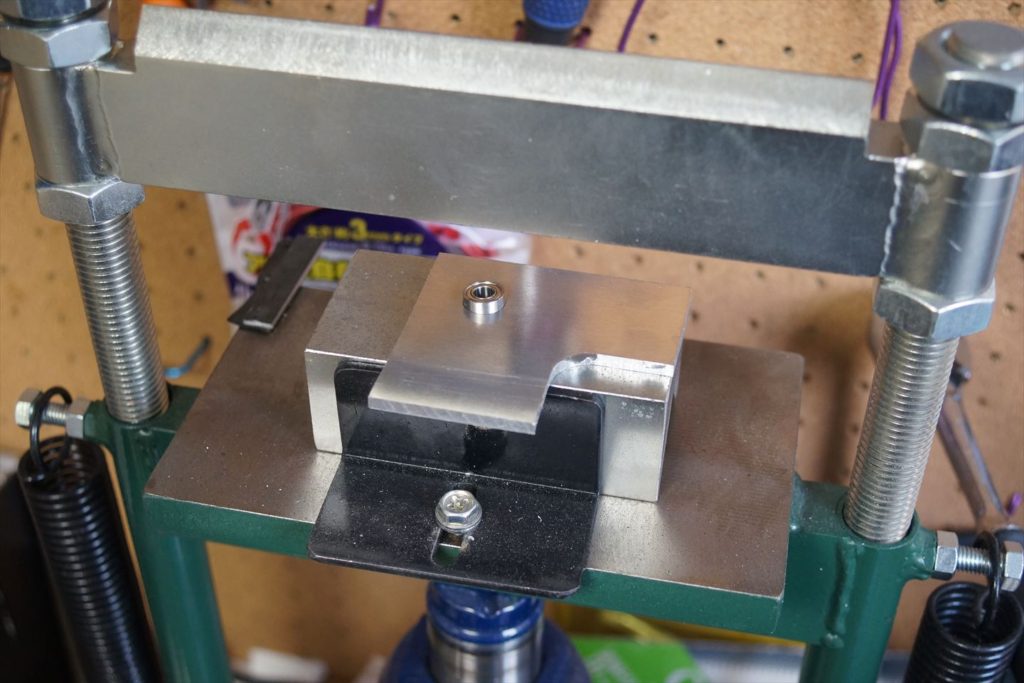
試作の結果、Φ11.95で開けた穴が比較的よかったのでこの大きさで製作する事にしました。このテストで解ったことは油圧プレスで挿入しなければならない穴はNGと言う事です。指で強く押して入っていく位の穴がGOOD!

ベアリングはモノタロウ製のミニチュアベアリング 両側鋼板シールド形 「BR6/12ZZ」外径はΦ12mm内径Φ6mmです。このベアリングも今月から値上がりするらしいです。部品価格が上昇してDIY工作もお手軽には出来なくなる時代が来るのか!?

指で強めに押せばベアリングが挟まります。Ver.4を製作する時にアルミ板を2枚重ねて製作しましたが、下の板の穴が若干小さくなっていいるのでドリメルのハンドルーターで微調整研磨して挿入しました。
ちょっとずつ削りベストな径を探ります。
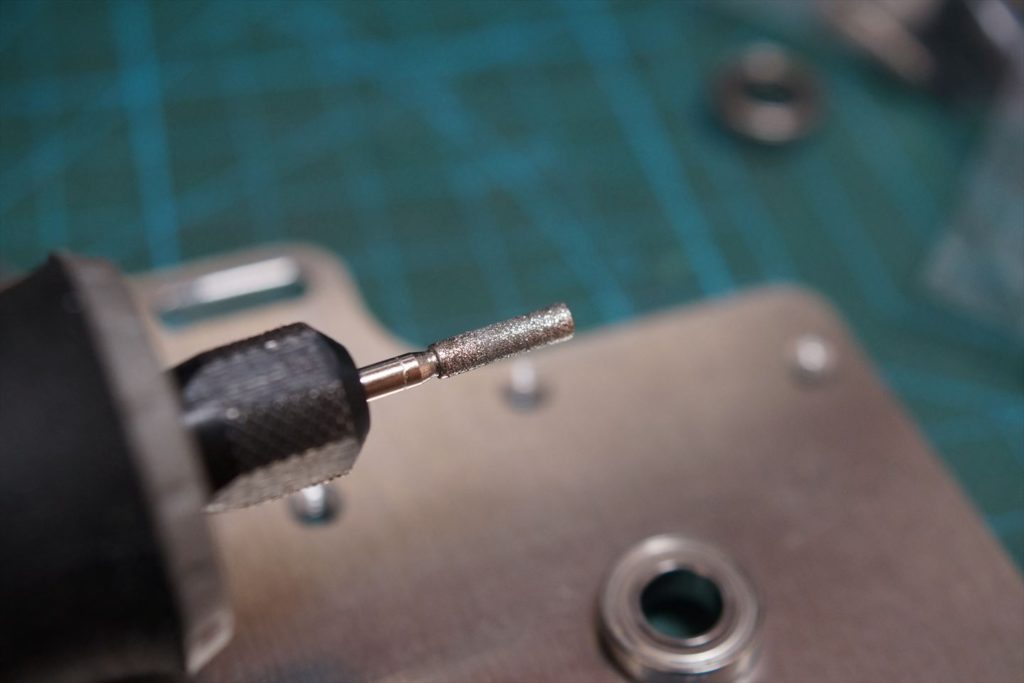
ダイヤモンドリュータービットで「グリグリ」と円の内側を少しずつ研磨。
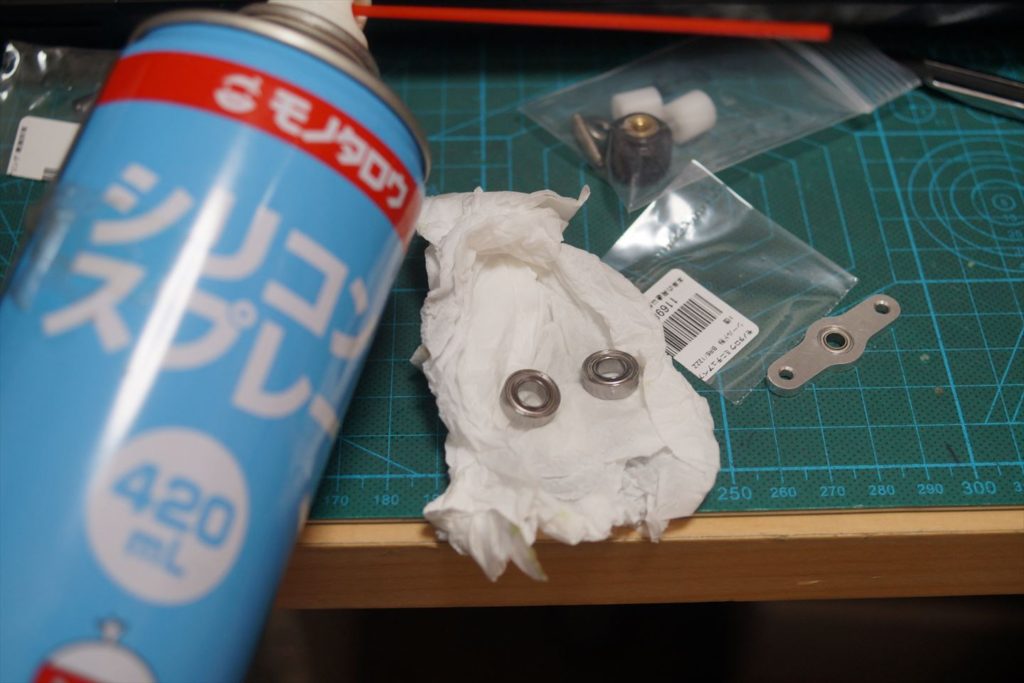
穴の大きさが決まったらベアリングにシリコンスプレーを塗布します。

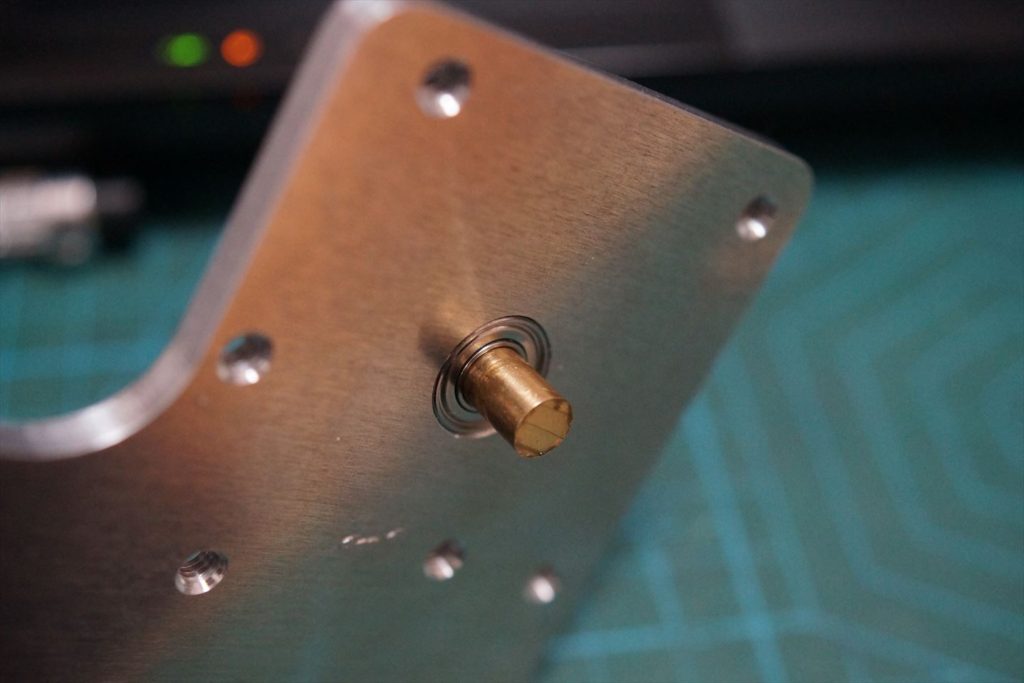
仮軸を挿してグリグリとベアリングを回してゴリゴリ感が無いことを確認します。
Part5へ続く
にほんブログ村
にほんブログ村


コメント