

当方所有の旋盤市場PSL450-VDRに中華製ピストン式クイックチェンジツール(250-100)を取り付けてみました。既存の刃物台では素早くバイトが交換できないので時間が掛かりストレスになります。効率的に加工するにはクイックチェンジツールを取り付ける必要性があり、当方も交換してみました。購入したのは「品番:250-100」です。購入時は初心者素人だった為、何も分らずこれを購入しましたが取り付けは難有りでした。ポン付けは不可!要加工です。この記事は取り付け加工の備忘録です。
*この記事の写真は3年前の写真と最近の写真が混在しています。取り付け当時、写真に写し忘れた重要部分も多々あるのでザックリ説明記事になります。説明の前後で辻褄が合わない箇所があるかもしれませんので参考にする方はご注意ください。分らない所はお問い合わせください。分る範囲でのお答えします。再編集するかも・・??
土台底面を切削して中央ピストンの押し当て面積を増やす改造
Part1からの続きです。
記事Part1では「250-100」の取り付けまで完了しました。当方Part1の状態でしばらく使いましたが特に問題は発生しませんでした。しかし気になるところが有ります。それは固定の中央ピストンがツールホルダーを均等に加圧しない所です。ツールホルダー「250-101」の下部を切削したデメリットです。PSL450-VDRはチャク芯が低くて基本的に「250-100」の取り付けには無理があることが否めません。ピストンの位置をずらすことも物理的に無理なので現状のまま改造するしかありません。比較的簡単にできる修正方法として本体底面を切削して少しでもピストン部分の接触面積を大きくすることしか思い付きませんでした。

出来るだけピストンの押し当部分が大きくなるように改造します。写真の右に写っているのは本体土台中央のスリーブです。このスリーブが出てこない位まで本体下部を削ります。
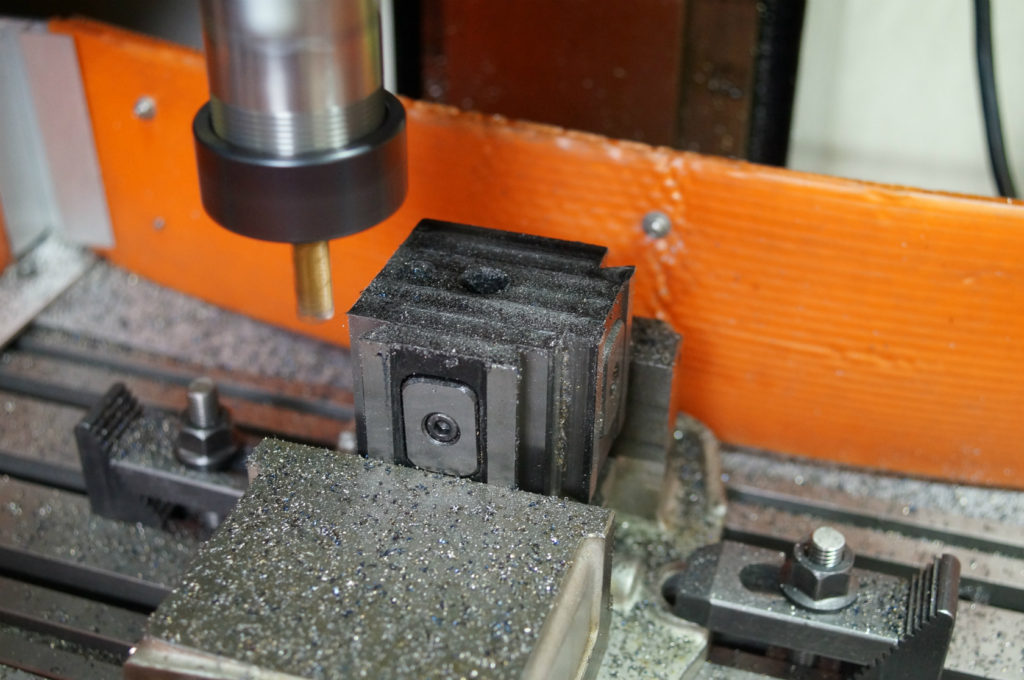
本来はピストン部分をばらして切削する方が水平が出やすいのですが、当時はバラシ方が分からずそのままバイスにセットしました。後にばらし方が分りましたので次はばらしてみたいと思います。

切削油をちょこっと付けながら切削。フライス盤「PSF550-VDR」CNCではチョット剛性不足で大きい振動が発生します。
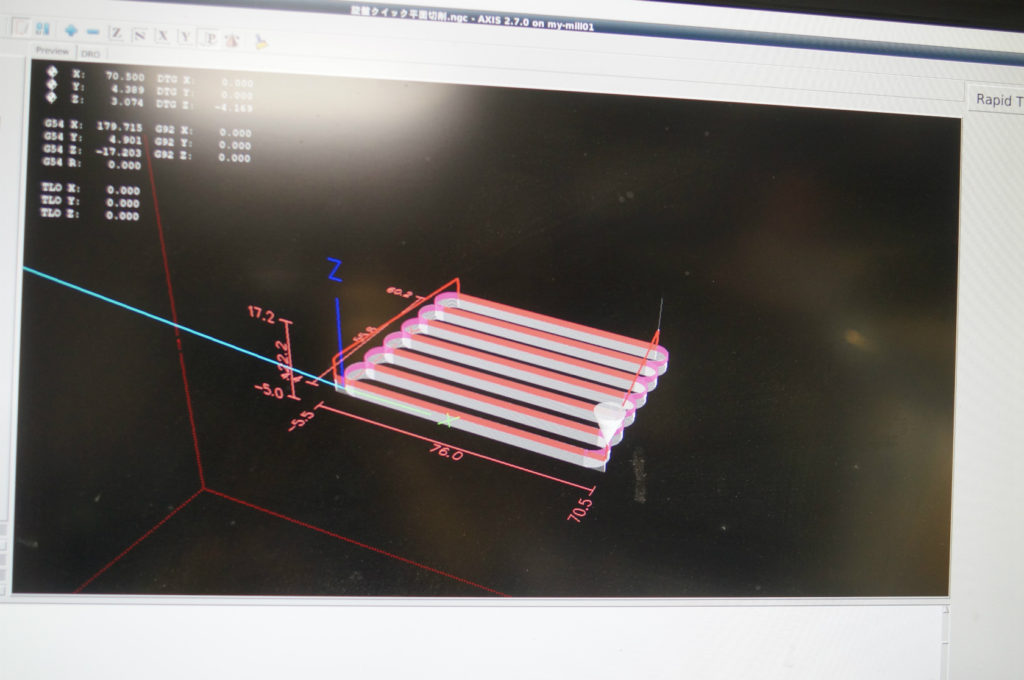
LinuxCNC制御画面。
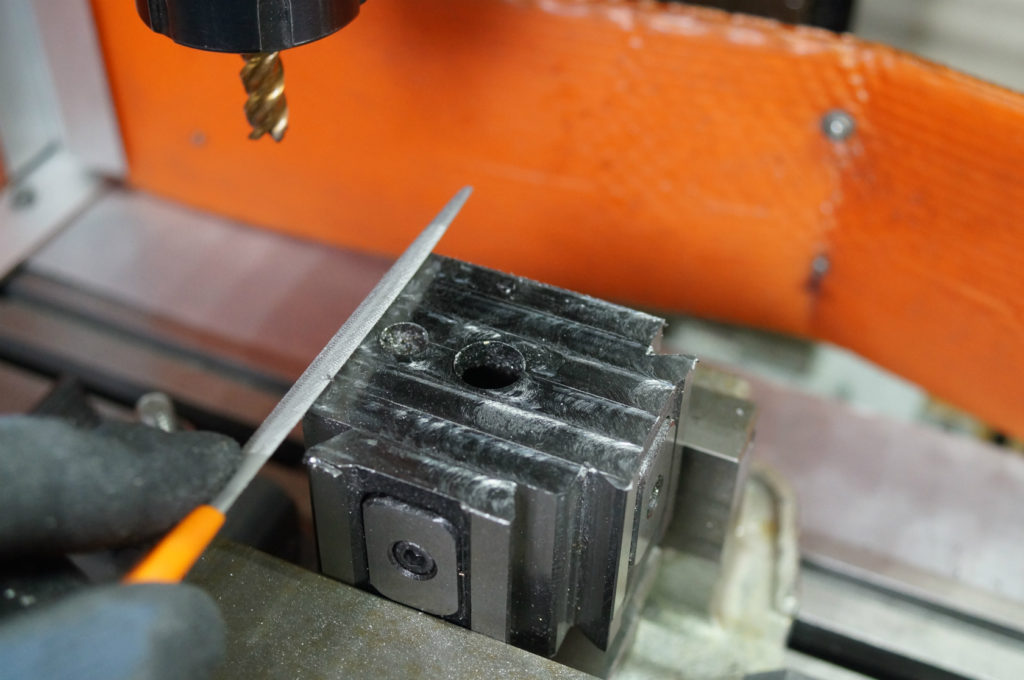
バリをヤスリで落とします。

研磨パッドで少し磨きました。
この加工改造はピストン押し当て部分の構造上(位置)に限界があり削れる量が限られています。
以上な状態で現在まで使用してますが今の所、不具合はありません。すこし強引な改造ですので真似はしないほうがよろしいかと思いますが、初心者向けということでご了承ください。
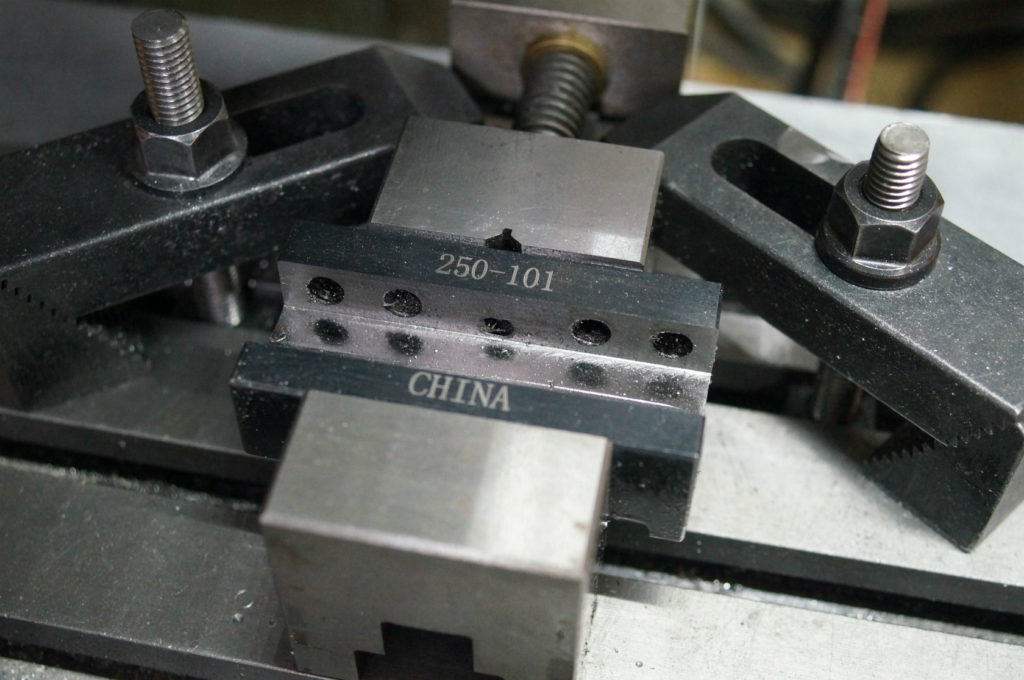
中華製 ツールホルダー 「250-101」
「250-101」は12mm角のバイトまでしか掴めませんのでとても不便です。日本国内で幅広く流通している20mm、25mmも使えるようにしたいです。今回は16mm角バイトが掴めるように溝幅を広げたいと思います。

10mm角はチップが小さく不便に感じることもあります。剛性・コスト的にもイマイチ!?

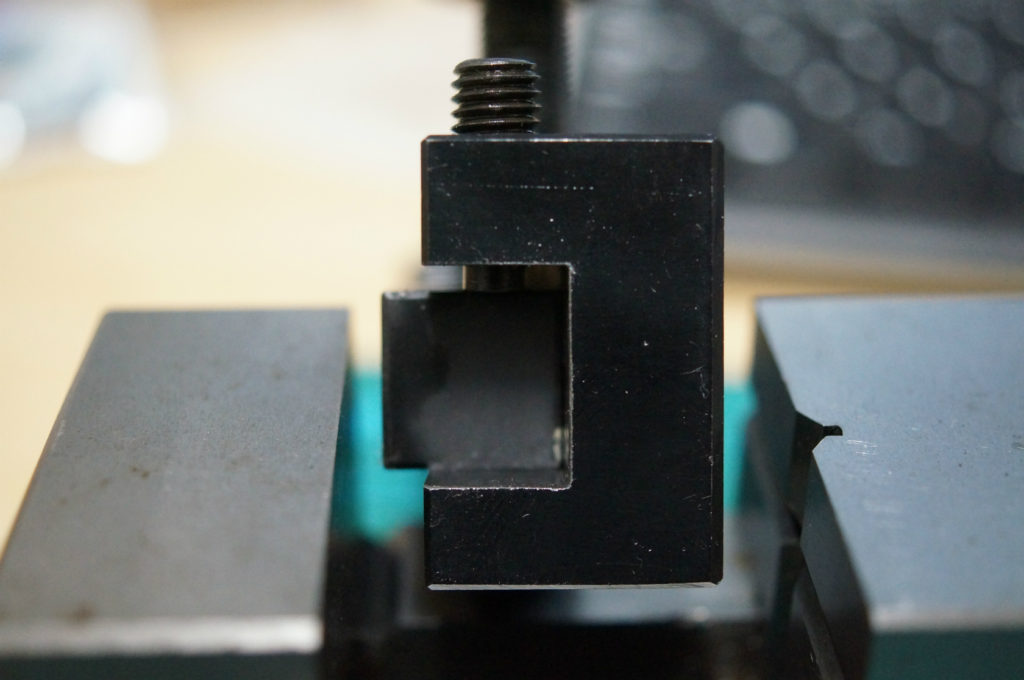
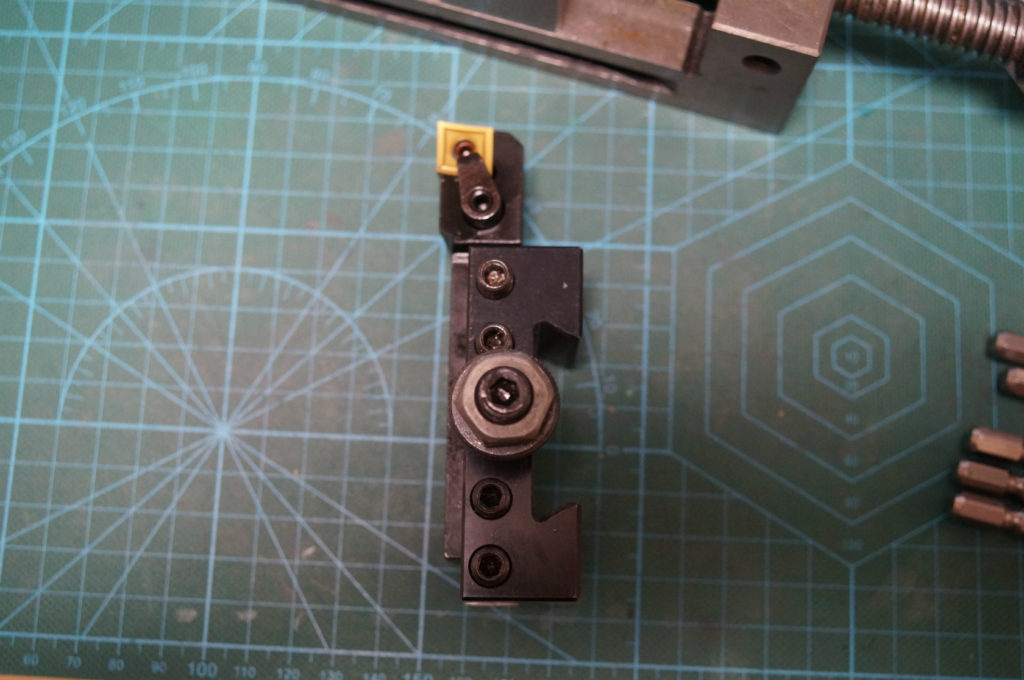
加工前準備として余計なねじ類を外します。
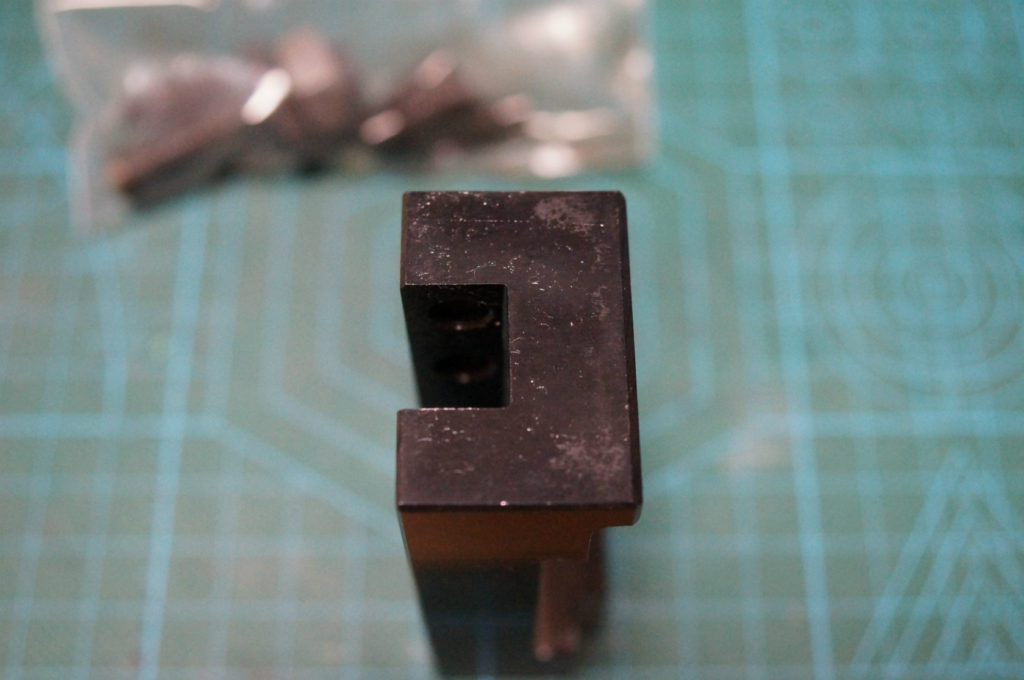
この溝の幅を広げます。深さはあまり削らないで行こうと思います。深く削ると押し当て面に到達してしまいます。

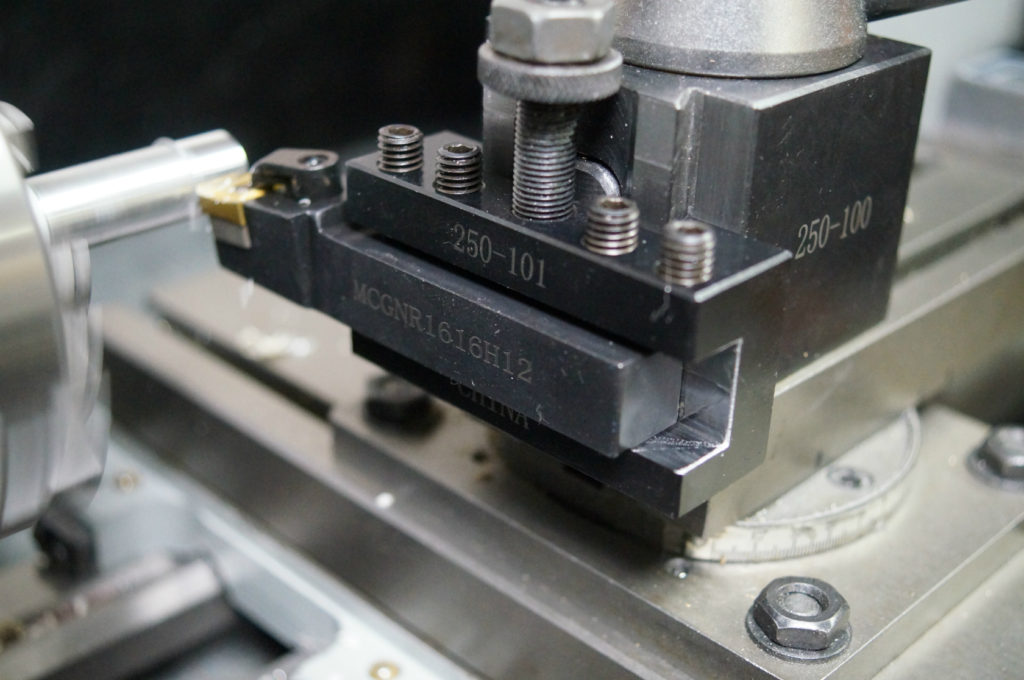
今回はこの中華製のバイトを掴めるように改造します。「MCGNR1616H12」

16mmのバイトはやはり10mm や12mm のバイトよりも剛性UPが見込まれます。またチップも国内製品のものが使えるのでGoodです。オークションなどで国内外一流メーカーの物が安価に手にはいるのでわざわざ中華製にこだわる必要がなくなります。
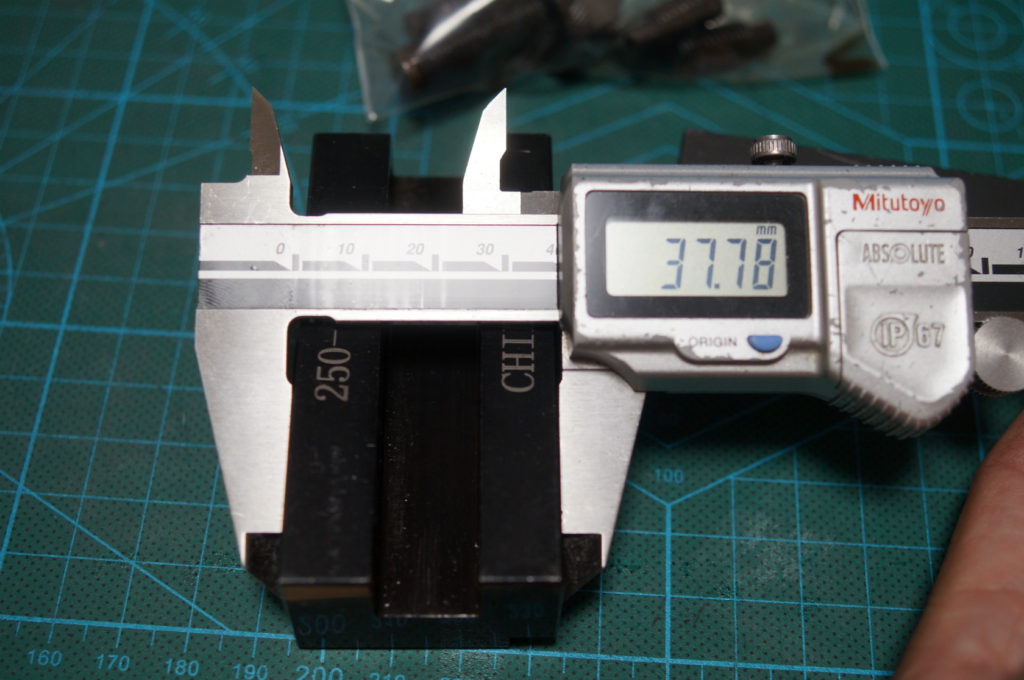
250-101 幅約38m
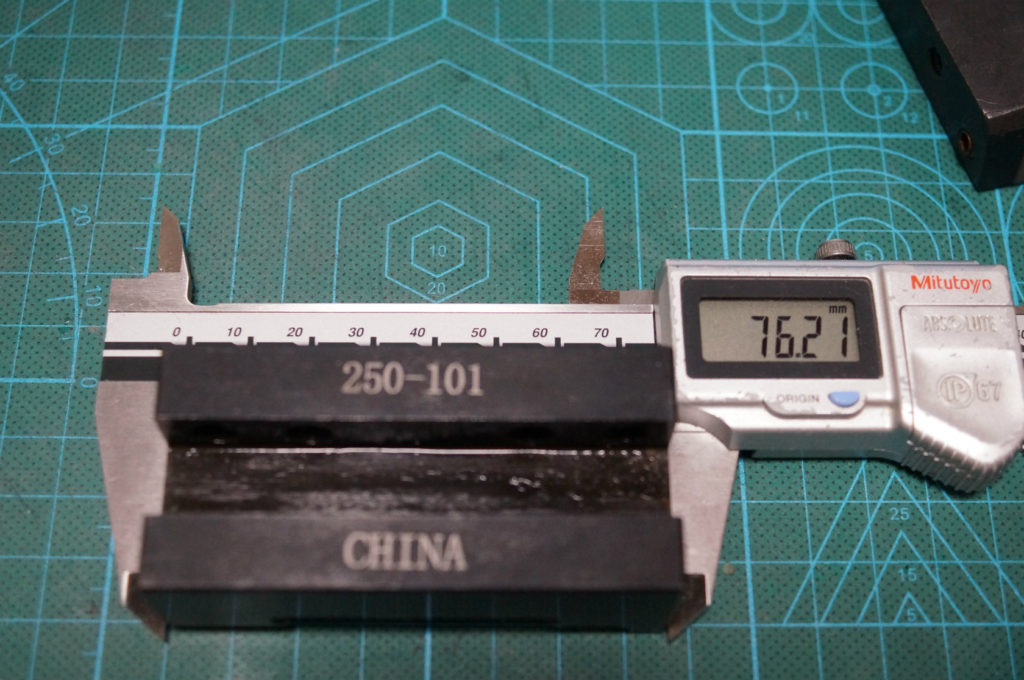
250-101 長さ約76mm
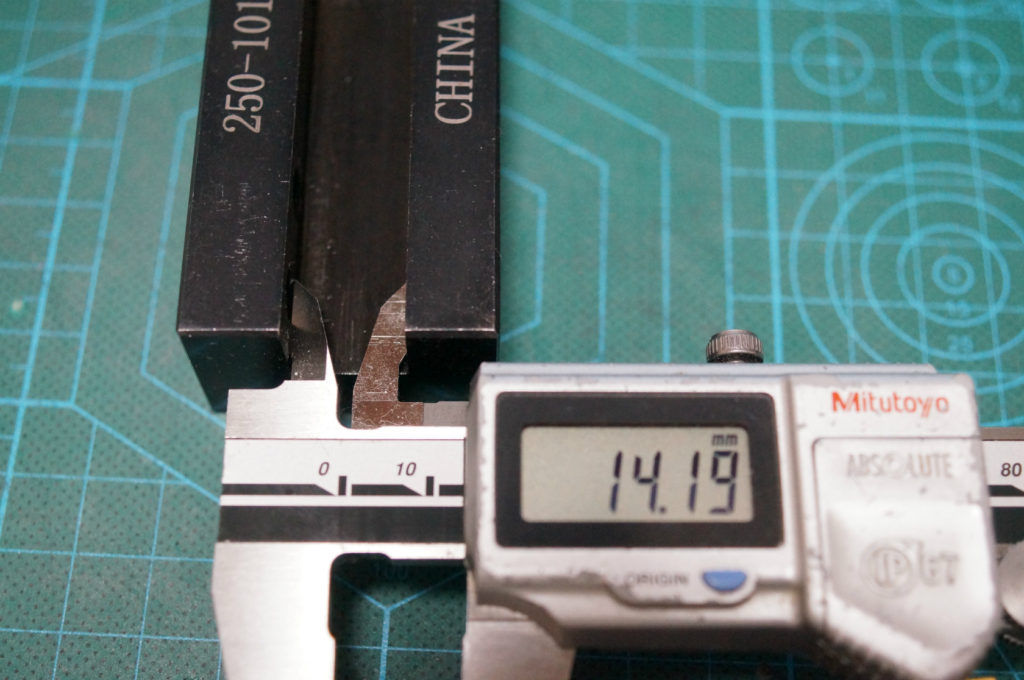
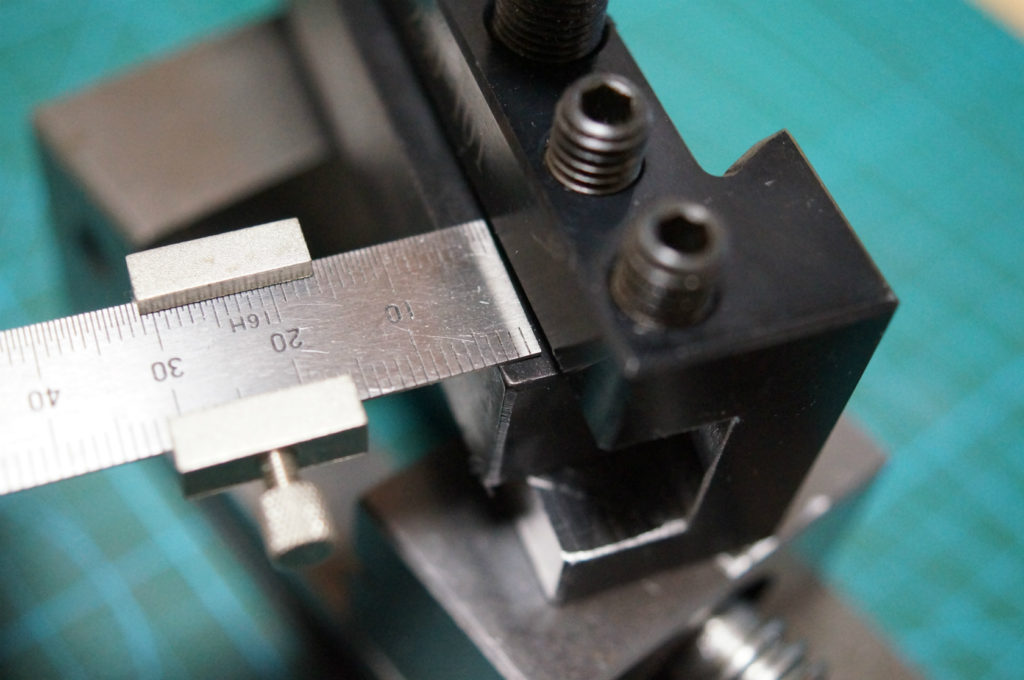
溝幅は14mm なので16mm は入りません。
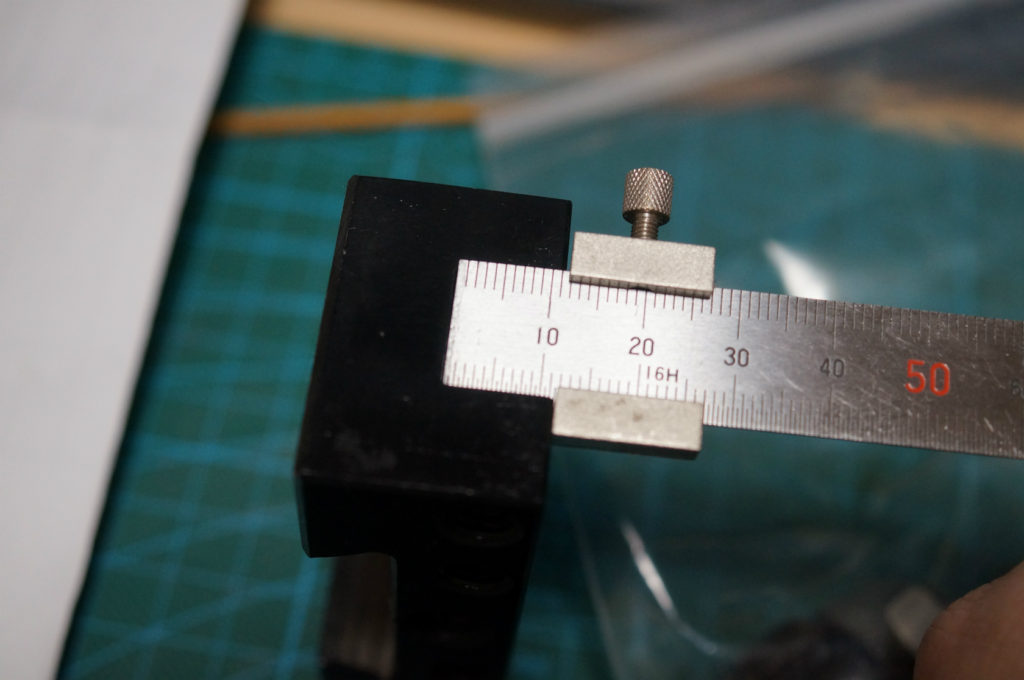
深さは12mm
切削加工
切削はバイスにセットして行いました。

マニュアル(汎用)操作で切削もできますがCNCで切削しました。CNCでの切削は思いのほか時間が掛かるので汎用的に使って削るほうが加工は早いかもしれません。
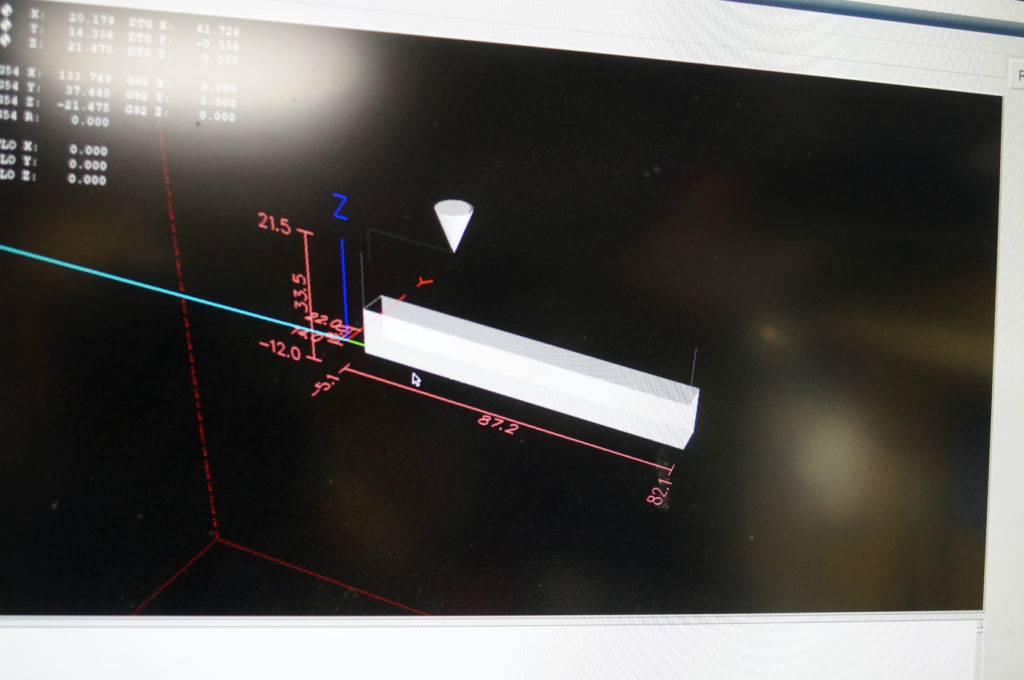
LinuxCNC制御画面
材質(S50C?)は不明ですがフライス盤「PSF550-VDR」だと振動が大きめに出ます。鉄系は切削油をジャブシャブ掛けながら切削するイメージがあるのでドライ加工はあまりよろしくないのかも・・・今後はクーラントが循環する切削環境を考えねばなりません。初心者にはチョットハードルが高いです。

幅18mmで切削

仕上げで面取り・バリ取りをヤスリで行ないます。

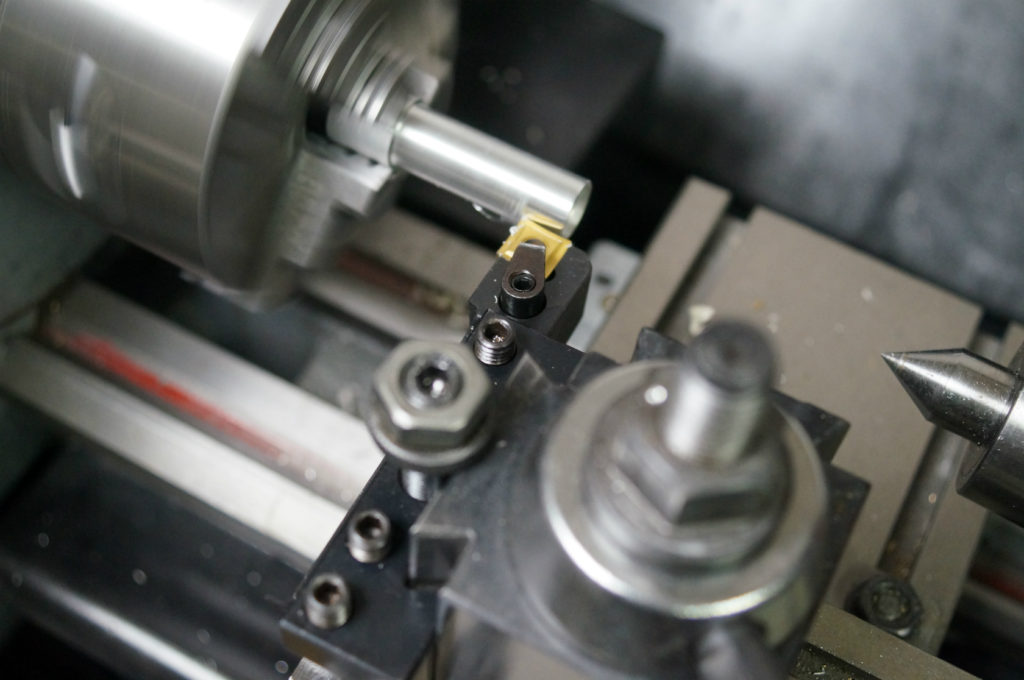
高さ調整ボルト・バイト固定ボルトを取り付けます。

高さ調整用のねじ穴下部が見えてしまいました。ですがボルトは締め付けても貫通せず何とかなりそうです。

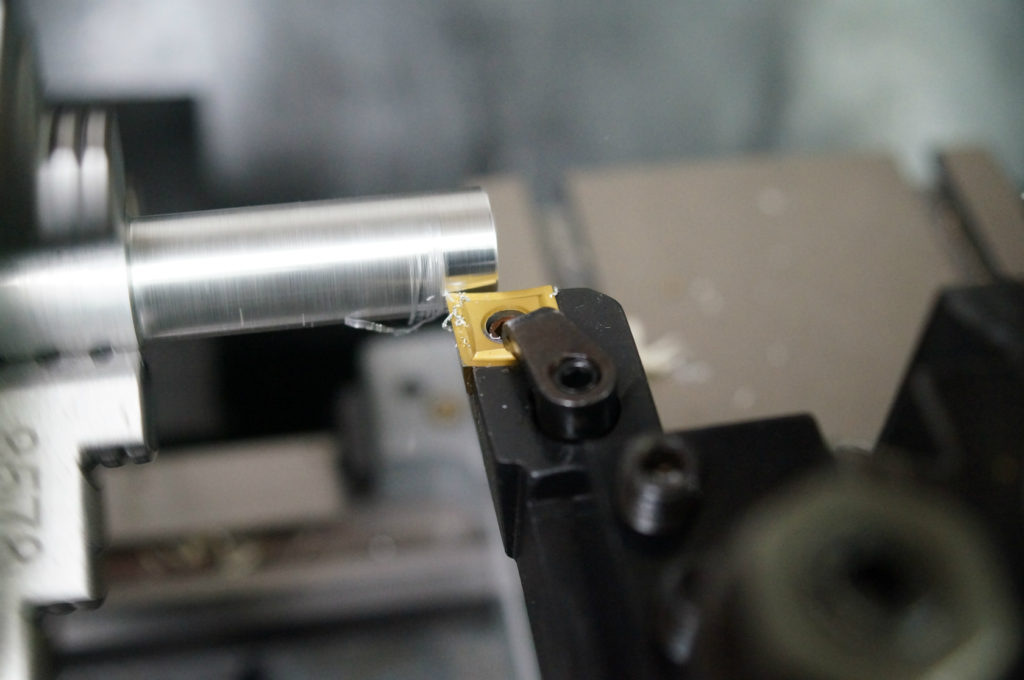
16mm角バイトをセットしてみました。
深さ方向は切削してないのではみ出す感じになります。
はみ出しは約2~3mm程度
上からみるとこんな感じです。
テスト切削
問題無さそうです。10mm角、12mm角しか使ったことがなかったのですが16mm角は明らかに剛性がUPしてるような気がします。(振動が少ない??)
これで16mm角バイトが使えるようになりました。次は20mm角、25mm角とステップアップして行きたいと思います。
完
コメント