

「くさび式クイックチェンジツール(250-111)」用のバイトホルダーを自作で製作してみました。中華製バイトホルダー「250-101」をお手本に、国内メーカー等の20mm角シャンクを掴める仕様に製作チャレンジしました。初めての加工方法としてアリ溝加工がありました。機械の低剛性との兼ね合いで条件出しが難しかったです。基本はフライスのCNC加工ですが、アルミで試作の時は手動操作も併用しました。今後も製作すると思うので作業記録として綴っておきます。
初めてのアリ溝加工~その2
Part1からの続きです。
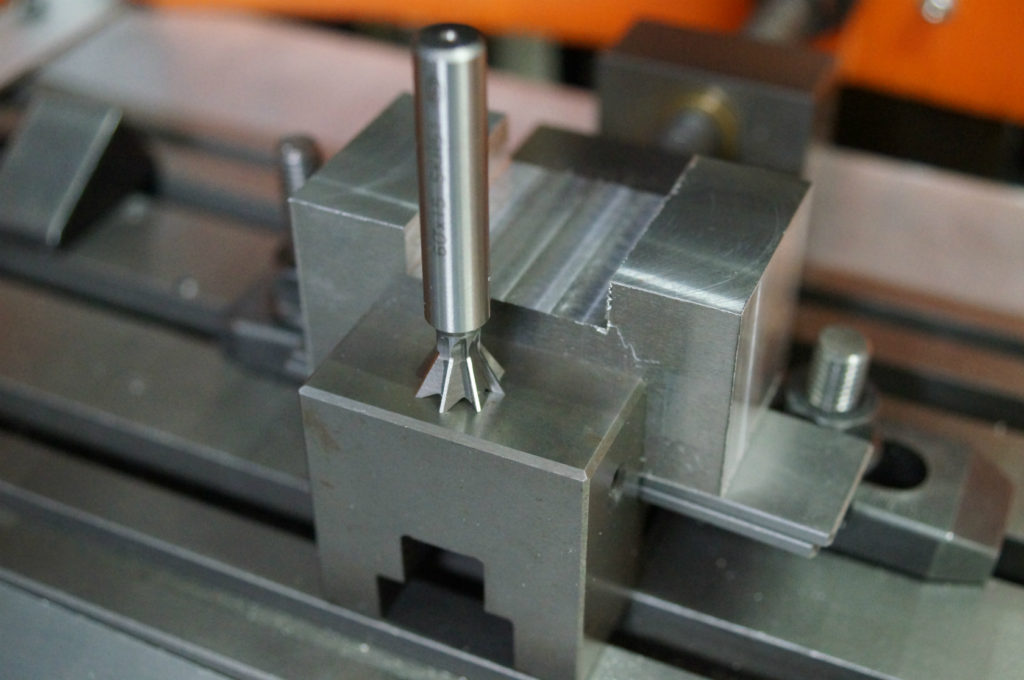
アリ溝加工を行なうにあたり下記のアングルカッターをアマゾンで購入しました。
フクダ精工 柄付アングルカッター60°×15 SAC60X15
- 刃径(mm):15
- 刃長(mm):6.9
- 首径(mm):7
- 首長(mm):7.1
- 全長(mm):59
- シャンク径(mm):10

ボトム(Z軸)を合わせてX軸を0.1mm~0.2mm程度づつ切り込んでY軸を行ったり来たりして切削しました。(アップカット、ダウンカット両方)
途中、手動コントローラーの操作を誤り深く切り込んでしまいました。失敗!!

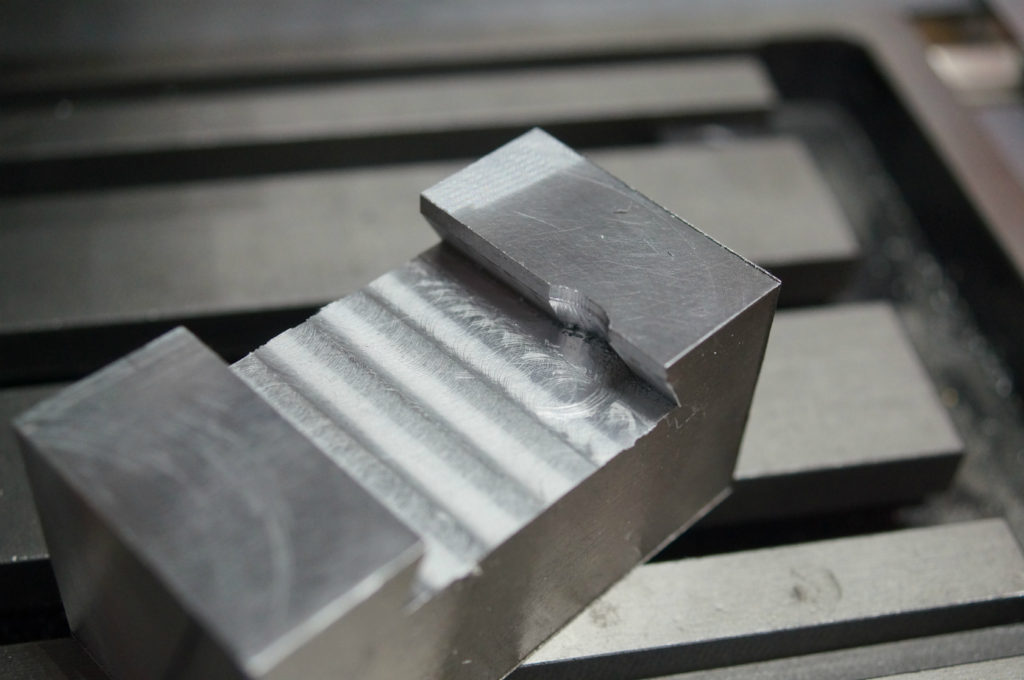
加工が終わり、仮合わせてみると以外にも一発で収まりました。微調整の加工はしていません。

最初(試作)から上手くは行かない様でチョット緩めです。SS400では少し寸法を詰めて行きます。

試作なので失敗などは気にせずにドンドン先に進みます。

シャンクを掴む20mm角の溝を削ります。

難なく完成!SS400だとこの溝加工は簡単には行かない様な気がしますが・・・どうでしょう??

上部に穴開けをしました。

全ての穴はM8で統一。

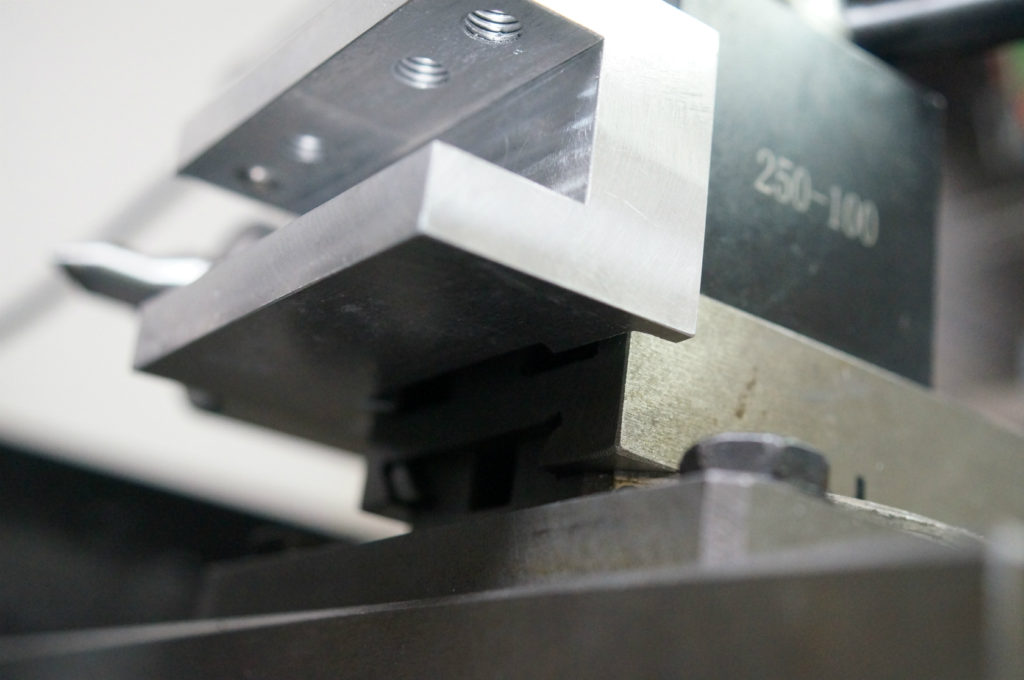
最後に複式刃物台に干渉する部分を削ります。
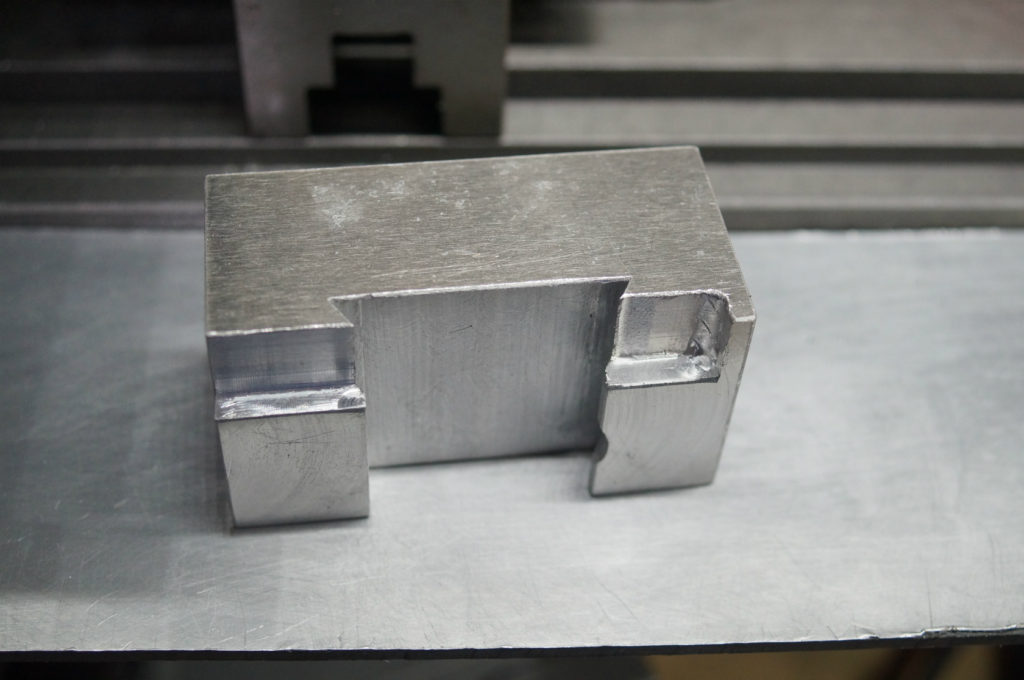
ここでもチョット失敗があり仕上がりがイマイチです。

干渉部分をカット(切削)する事によって20mm角シャンクでも使用出来るようになります。
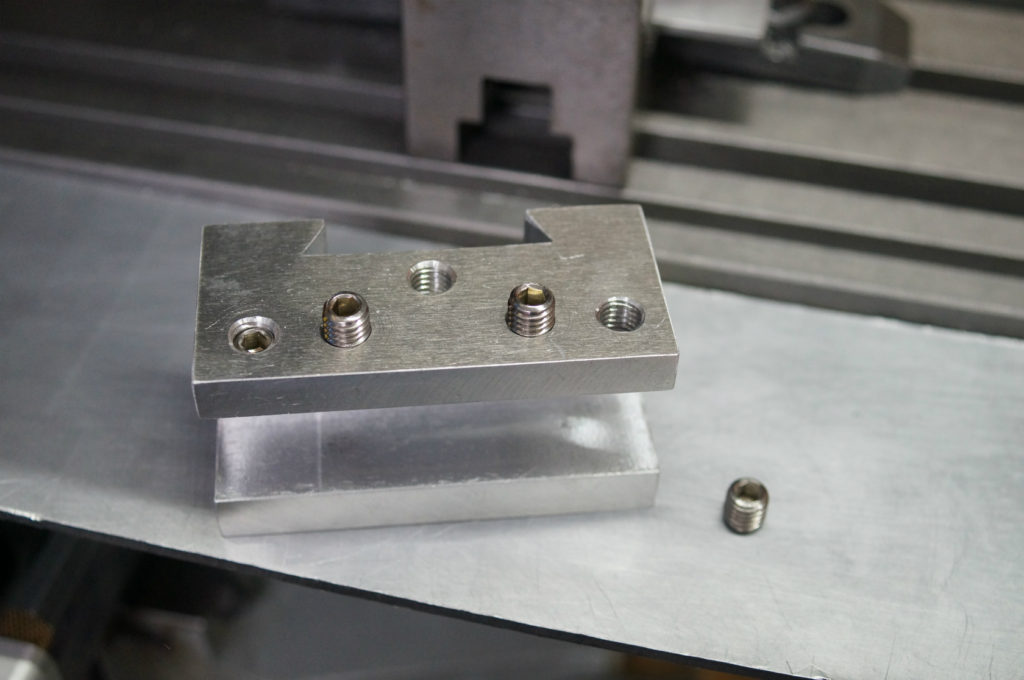
シャンクを固定するイモねじは手持ちの適当なM8です。試作で塩梅をみて新しい物を購入します。

バイトを装着してみました。すっぽりと収まり見た目はGood

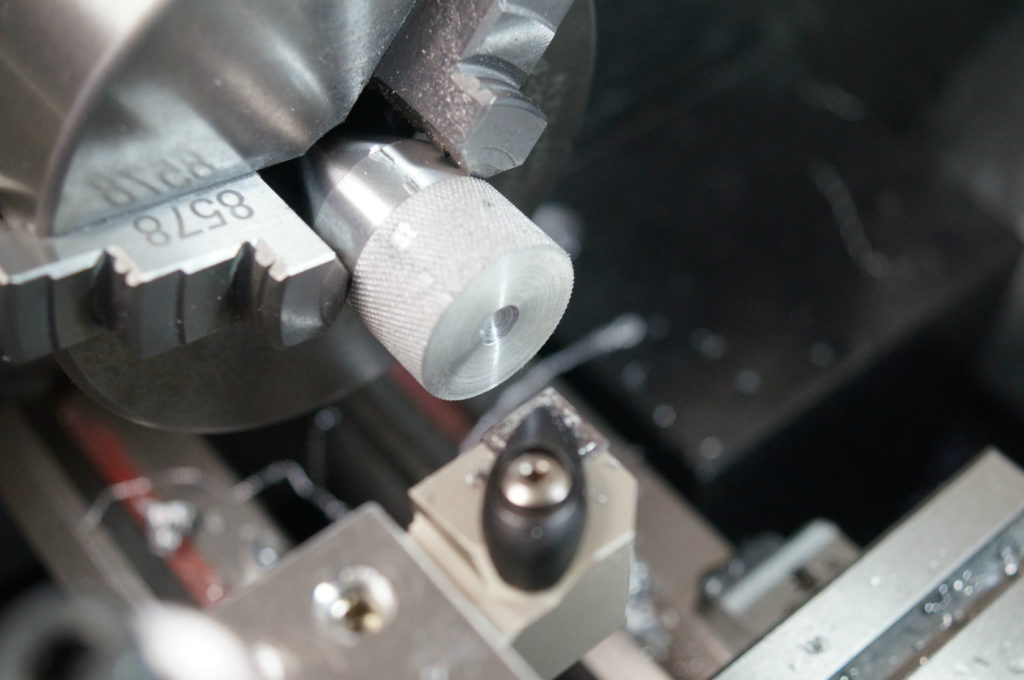
高さ調整部分を製作します。本体にはM8でねじ切りしてあるので手持ちの適合なM8ボルトを軸にし安上がりに製作します。

ストッパーの円盤はアルミで製作。

通常のナットとダブルナット方式で固定するため、ストッパーの円盤はねじ切りをして有ります。
適当にテスト切削しましたが、不具合はありませんでした。
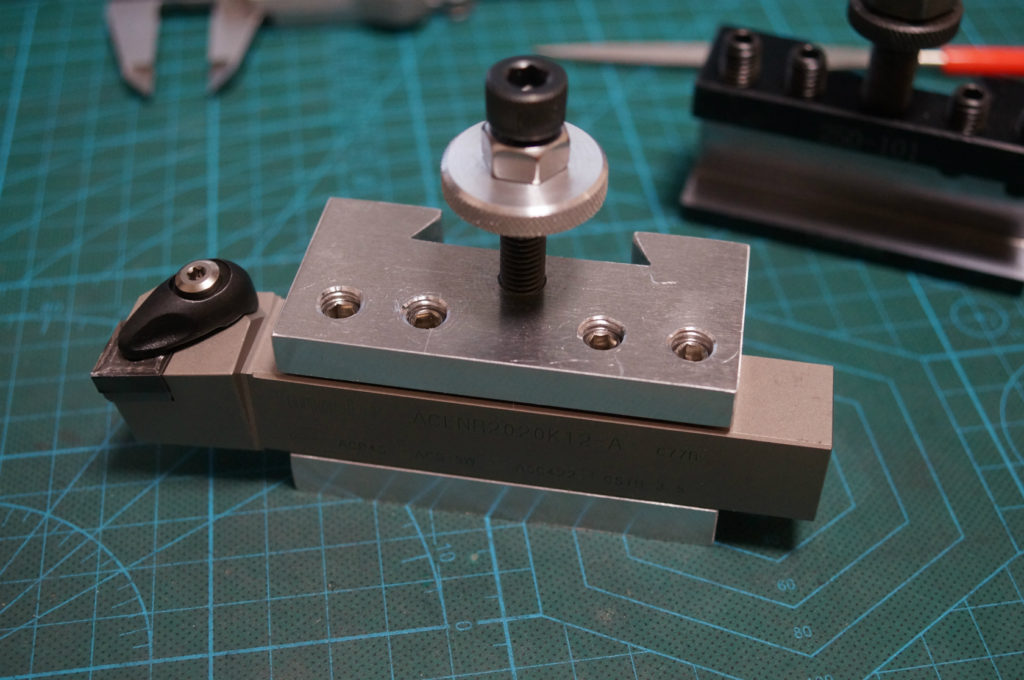
アルミでもしっかりガタが無く作れば使えると思います。但し、繰り返しチェンジしていると所詮アルミなので磨耗ですり減ってく可能性が有ります。
次は本番のSS400で製作します。
にほんブログ村


コメント