
今回はX軸をボールねじ化するに辺りに最初の作業としてナットサポートブラケットの作成をしてみました。X軸の設計概要としては精度C7全長700mmボールねじを手に入れたのでこれを出来るだけ無加工(ボールねじ)で取り付けたいと思います。純正のねじサポートは使わなくなるのでテーブル両サイドのねじサポートも自作で製作します。中華ステッピングモーターもオリエンタルモーターのαSTEPシリーズに変更します。また接続はカップリングを用いて直動式にします。大幅な精度向上が見込まれます。
製作工程概要
X軸のボールねじはミスミ【C-VALUE】転造ボールねじ 軸径φ15 リード5(型番:C-BSSTH1505-700)の新品を入手しました。2年前に入手して寝かせてありました。
当初の予定は純正ねじサポートに収める予定でしたがオリエンタルモーターのαSTEP「ARM66AC-N10」を入手したのでそちらに変更するため全て自作で作り直す事にしました。

長さは700mmなので純正台形ねじよりちょっと長めです。

純正サポートに収める場合は旋盤による加工が必要です。

取り合えずX軸交換作業の第一歩としてボールねじナットサポートブラケットの製作を行ないます。
設計
設計は色々と考えましたが取り合えずナットの中心はブロックの中心にしました。純正よりは若干下部に芯は移動します。当然ながら芯がズレるので純正のねじサポートは使えなくなります。左右の支持は自作で製作する必要があります。
純正ねじサポートをそのまま流用される方はナットの干渉に気をつけて設計することが必要になります。
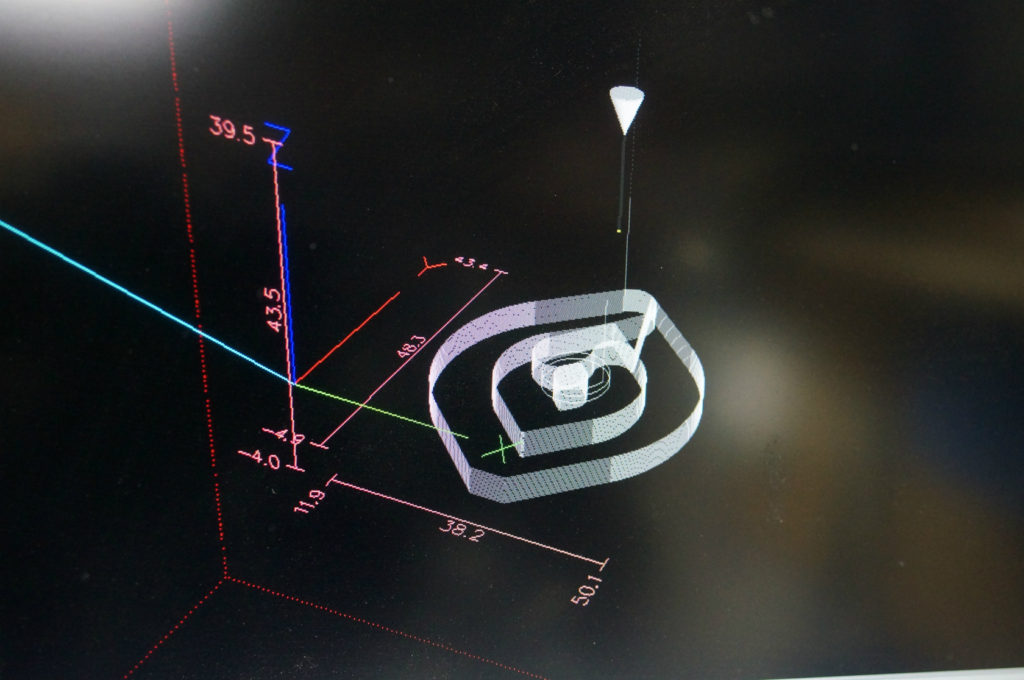
設計図は以下の通りです。
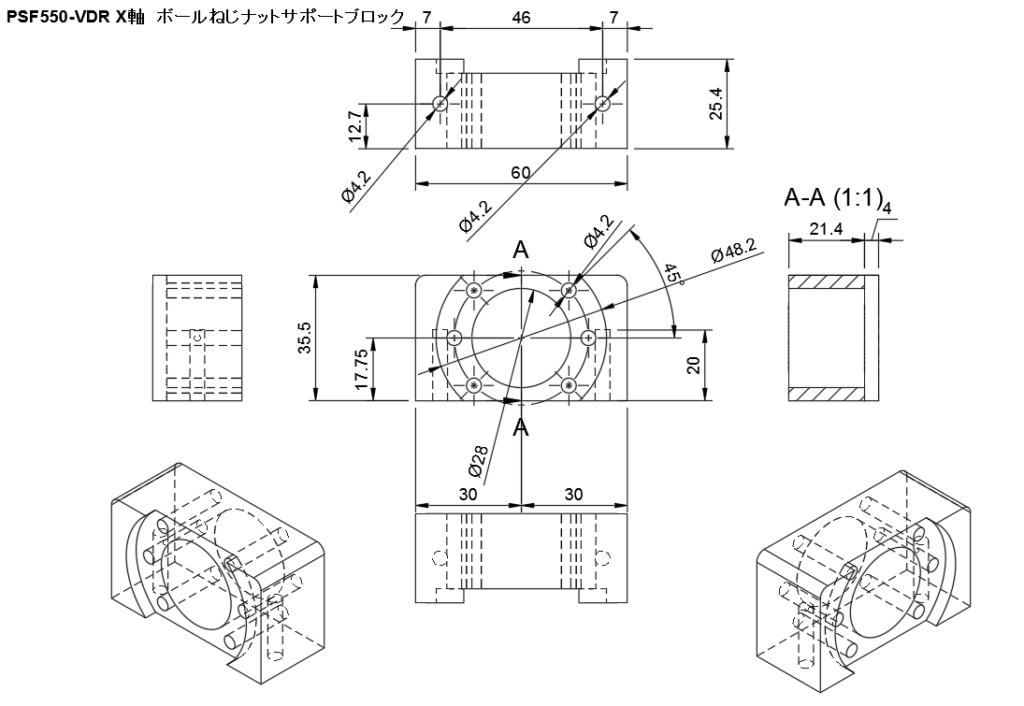
Y軸の時と同じくブロック自体の大きさは純正サイズと同じです。サイズを変えると本体の干渉部分が発生する恐れがあるので同じにすれば問題ないと思われます。

写真で見ての通りX・Y軸でねじ軸の中心が違います。同じ物では有りません。X軸はやや上部に中心が通っているのでボールねじに換装する場合はかなりの確立でナットが無加工では収まらないと思います。

下部の取付けピッチは同じだと思います。
材料
材料は アルミ A2017 厚25mm100×100の新品を購入。Y軸と同じです。
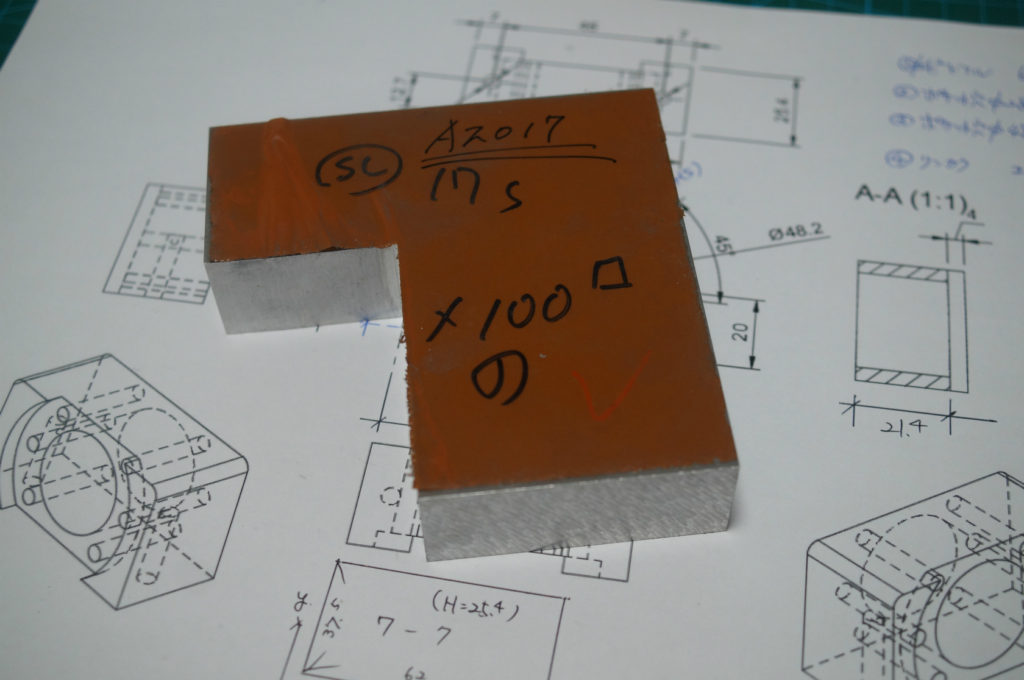
100mm×100mmで購入した材料です。フライス盤「PSF550-VDR」のブラケットならば2~3個取れます。
穴あけ加工
それでは加工手順をご紹介。
材料が適度な大きさなのでクランプで固定します。
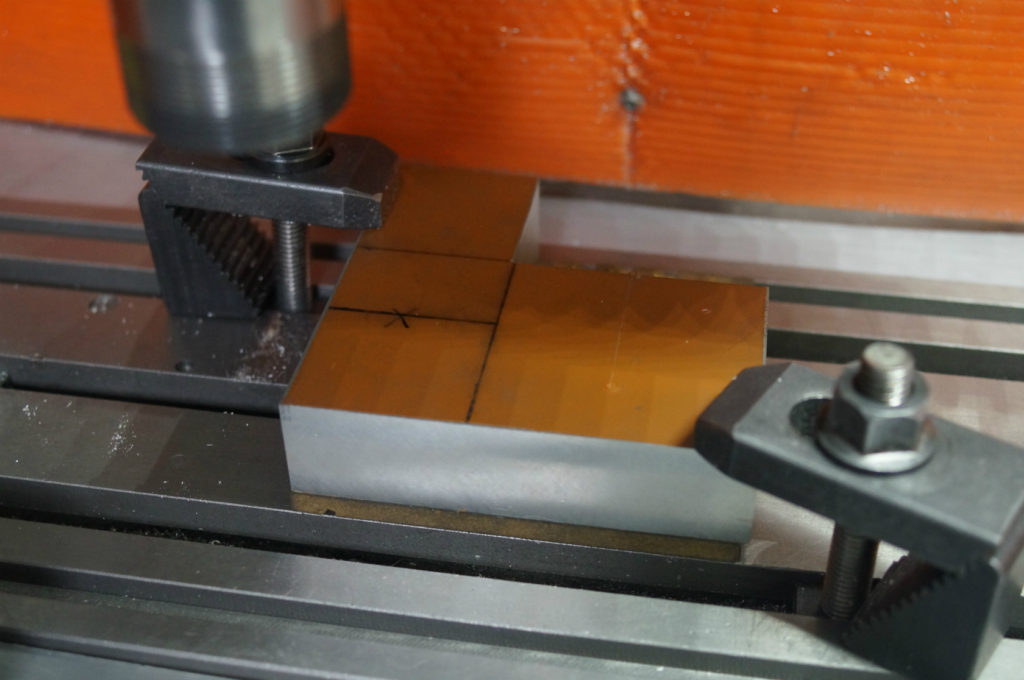
厚さは25mm

ドリル刃は長めの物を使用。(OSG-SUS-GDR4.2)

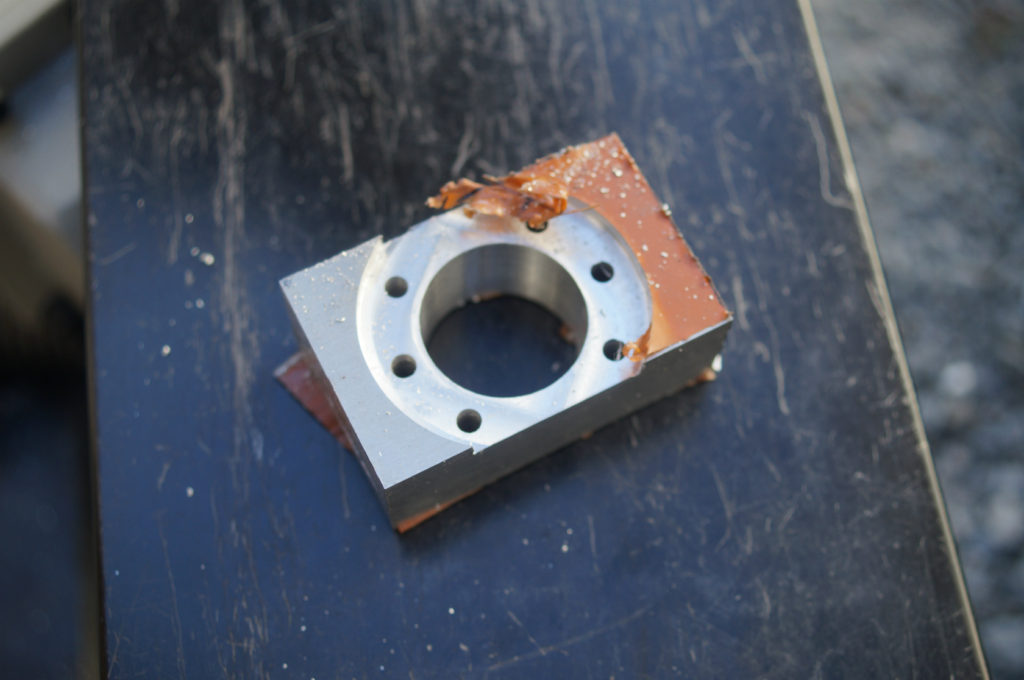
ナット取付けボルトの穴(M5)Φ4.2mm下穴を6個所開けます。
ナットポケット切削&輪郭切削
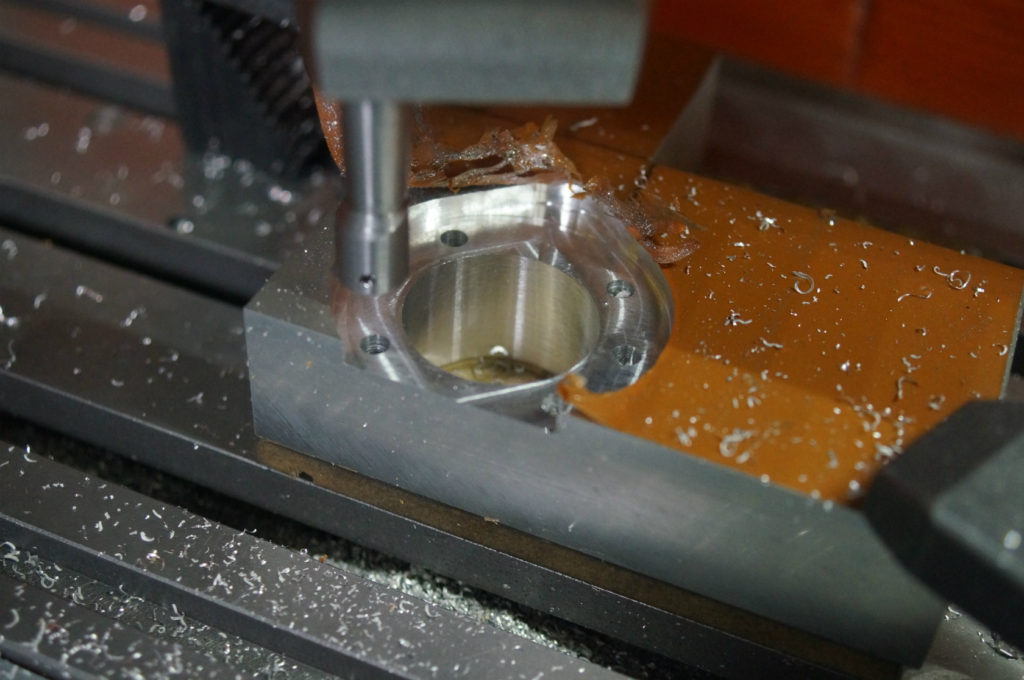
CNC加工でΦ28mmの円形ポケットの切削です。

25mmの厚さがあるので主軸の干渉を避けるため刃長が長い物をチョイス(NS TOOL Φ10×40)
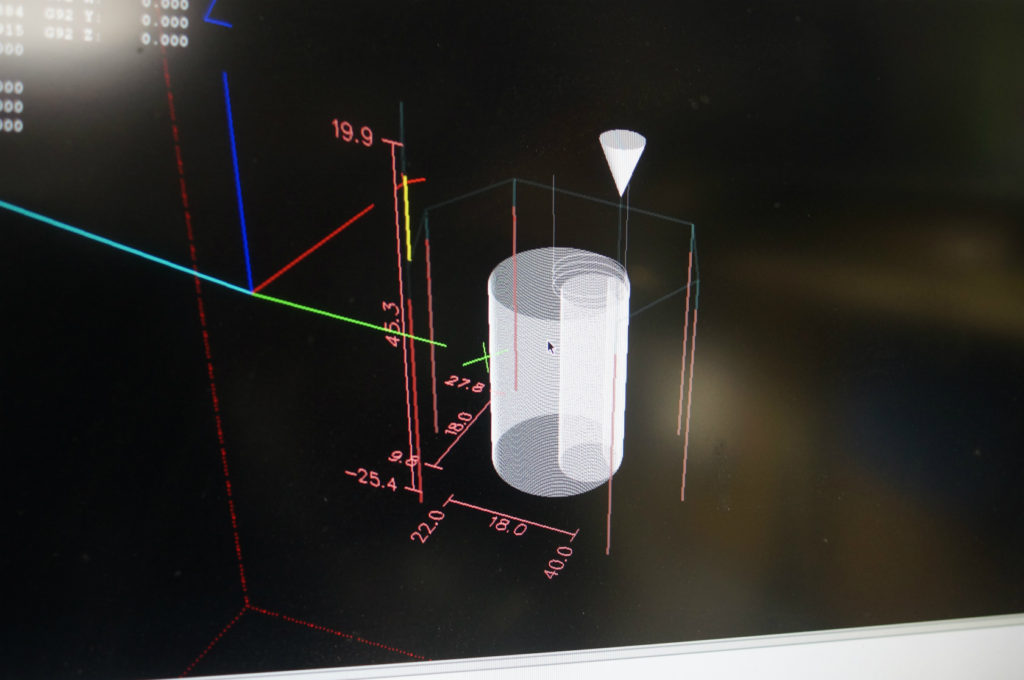
LinuxCNC制御画面

ジュラルミンの切削屑は写真の様な感じのフレーク状になります。サクサクっと削れる感じです。
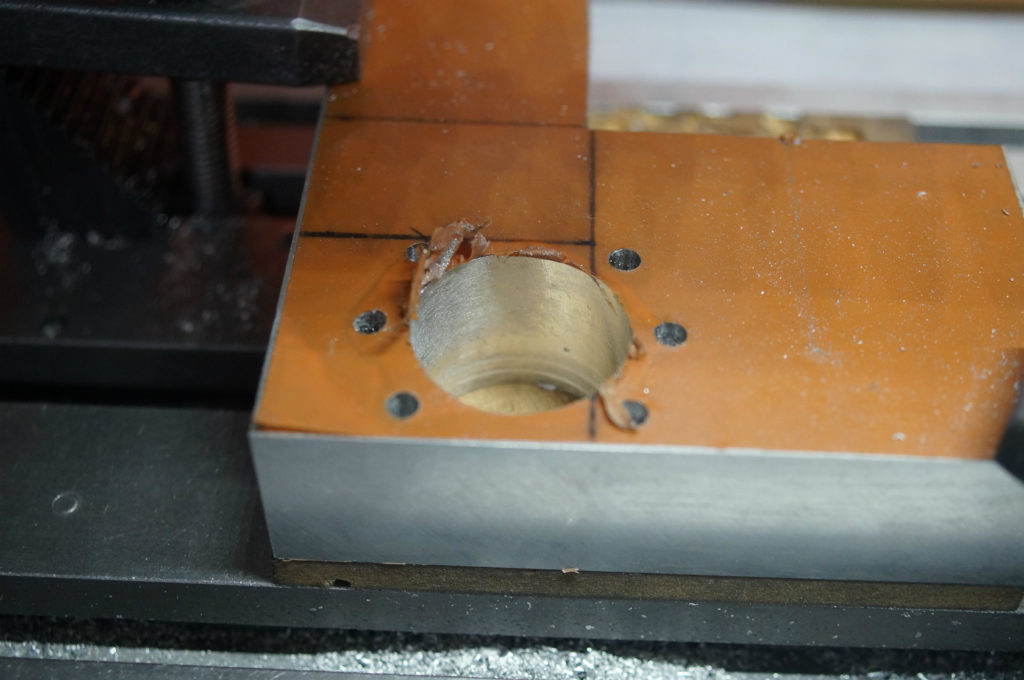
当方所有のCNC機械(PSF550-VDR)の精度はあまり良くないので当然ながら真円ではありません。

そこでボーリングバー&ヘッドの出番です。ヤフオクで購入したものでメーカー品ではなくおそらく自作品です。プロの仕事で非常に良く出来ており素晴らしいです。主軸交換型ではなくコレットに噛ませる事が出来るので取り扱いが便利です。

現状ではナットが入らなかったのでマイナスの公差です。圧入するわけでは無いのですんなり入るまで少しずつ削り仕上げていきます。
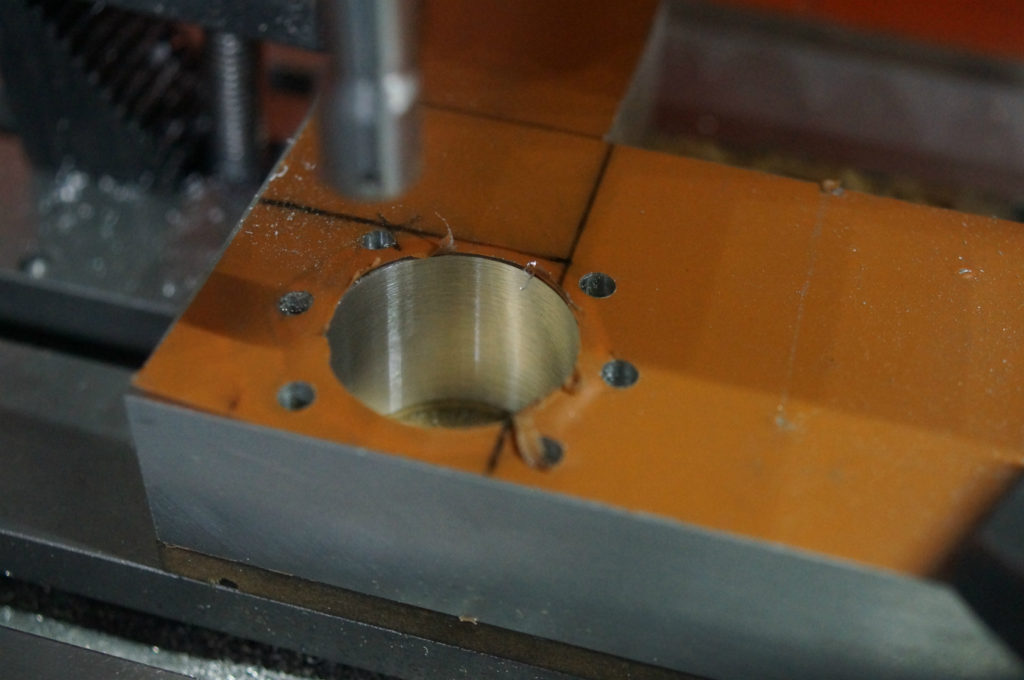
今回はCNCで中心を出して手動操作で上下しました。
良い感じに収まればOKです。
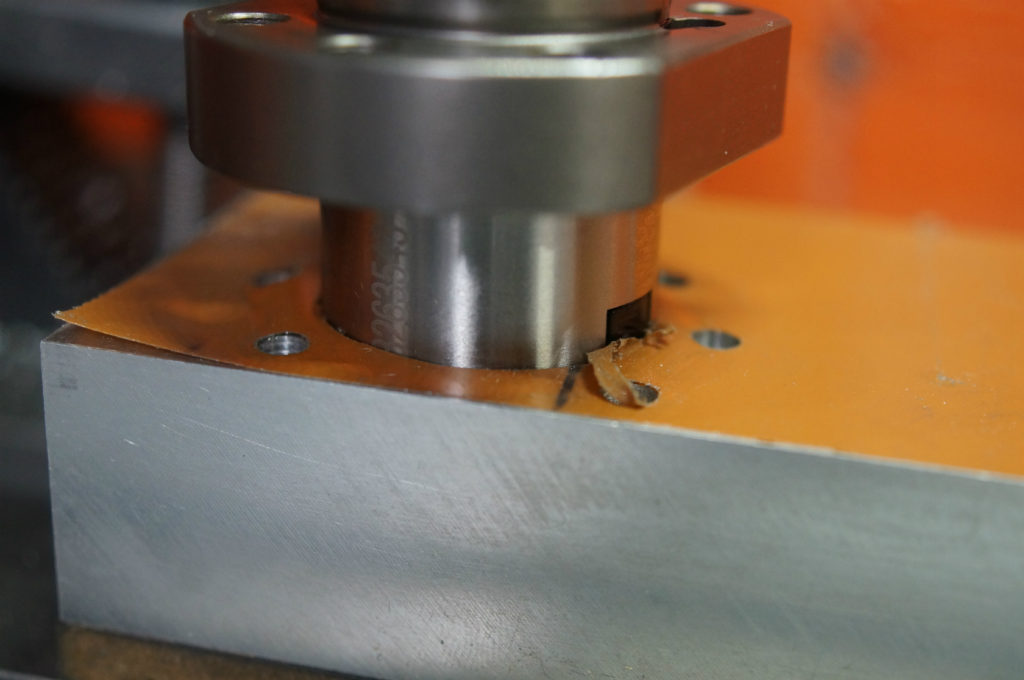
フランジ部分溝掘り切削
X軸はナットの長さがY軸のTHK製より短いのでブロック厚25mmに端部がツライチに収まるように溝を掘ってみた。
LinuxCNC制御画面

エンドミルΦ10mmで切削
こちらの円もボーリング バー&ヘッドで仕上げました。

外周の輪郭を切削するので余分な部分をカットします。
このバンドソーでのカット作業!もっと楽にならないかなと最近思います。切断機が貧弱なので結構な力を使いカットし終わると疲れますw
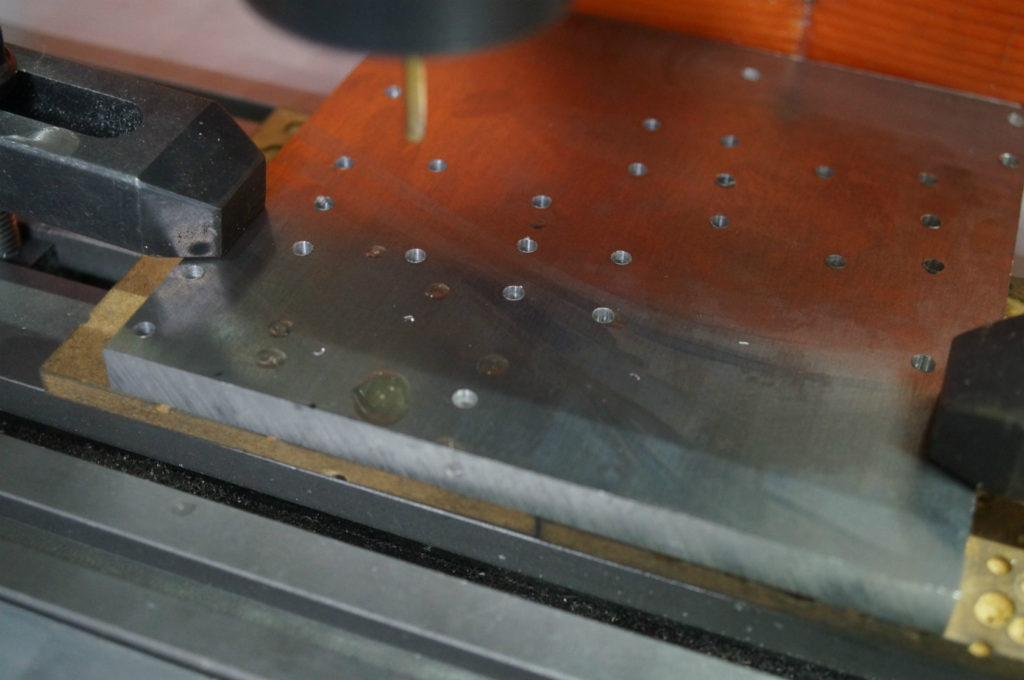
ワンオフな部品ですが、輪郭切削する際はベース治具を使いボルトで固定することで綺麗に精度よく切削できます。

CNCでベース治具専用のプログラムを実行して固定ねじ穴を作ります。
Part2へ続く
にほんブログ村


コメント