

フライス盤「PSF550-VDR」CNC に中華製クーラント噴霧装置を装着してみました。当方、製作物のほとんどがアルミのドライ加工がメインでしたので必要性が感じられませんでしたが最近、鉄やステンレスもちょこちょこ加工する機会が出て来たので装着する事にしました。工具の長寿命に期待です!この記事は取り付け加工の備忘録です。
エアー設備の構築
Part1からの続きです。

マキタのエアーコンプレッサーから供給するエアー配管の構築をします。取り合えず手持ちの部品をかき集めて考えます。
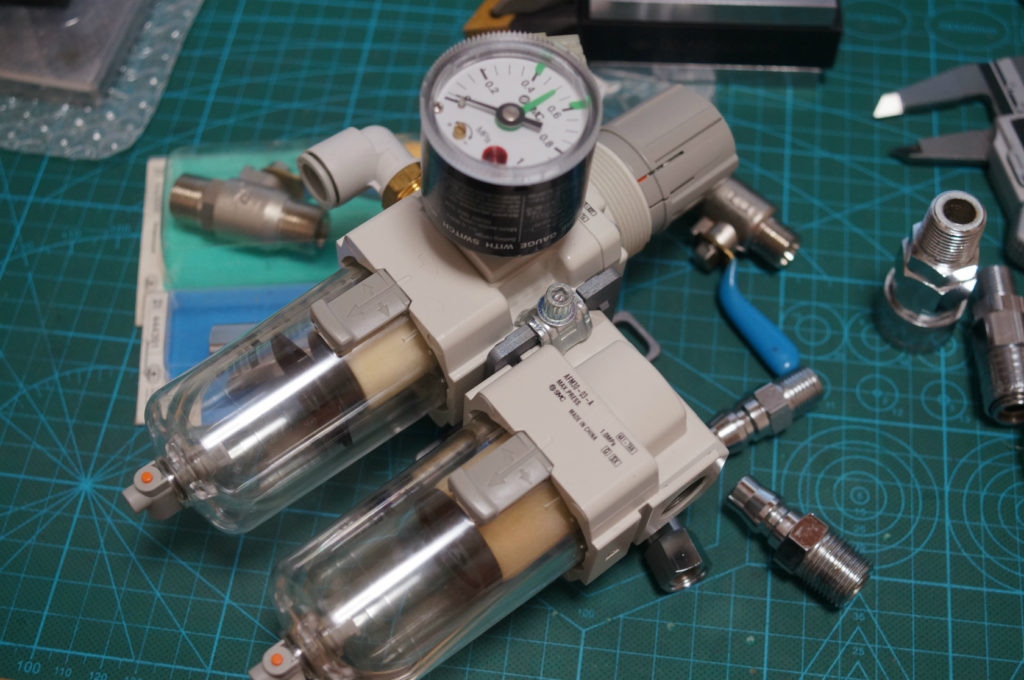
レギュレータの中古品をヤフオクでゲット。コンプレッサーからまずこれに繋ぎます。

ソケットはスーパーカプラ 01PNです。Φ8mmのチューブにピッタリ合います。

レギュレータの出口側(噴霧器接続)はスーパーカプラでホースはΦ8mmです。
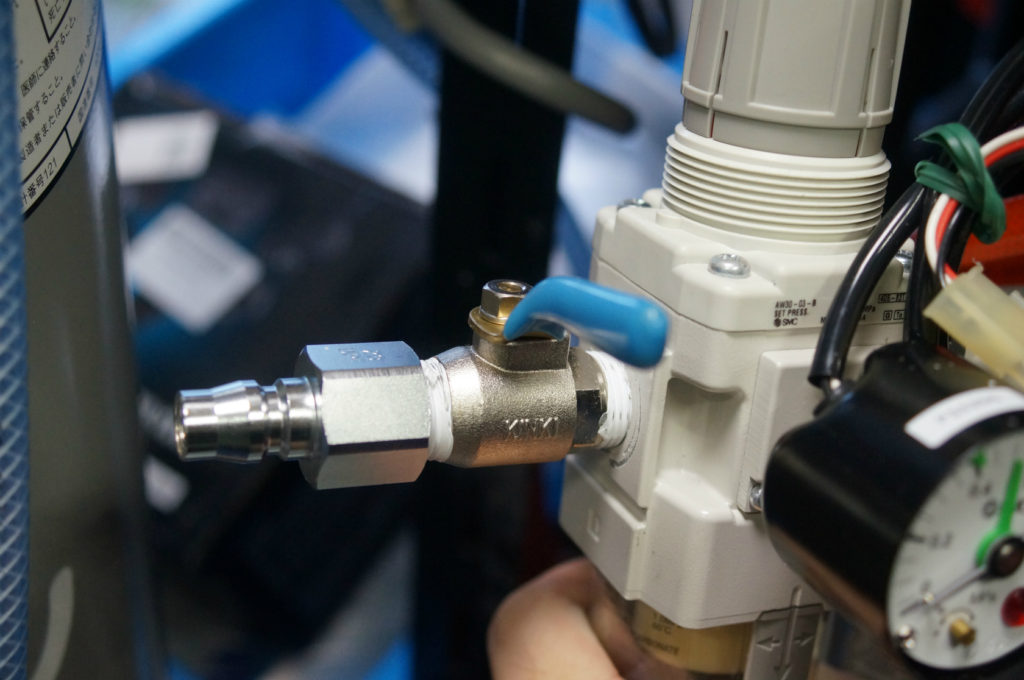
入り口側(コンプレッサー接続)にはハイカプラ+ボールコックを取り付けました。
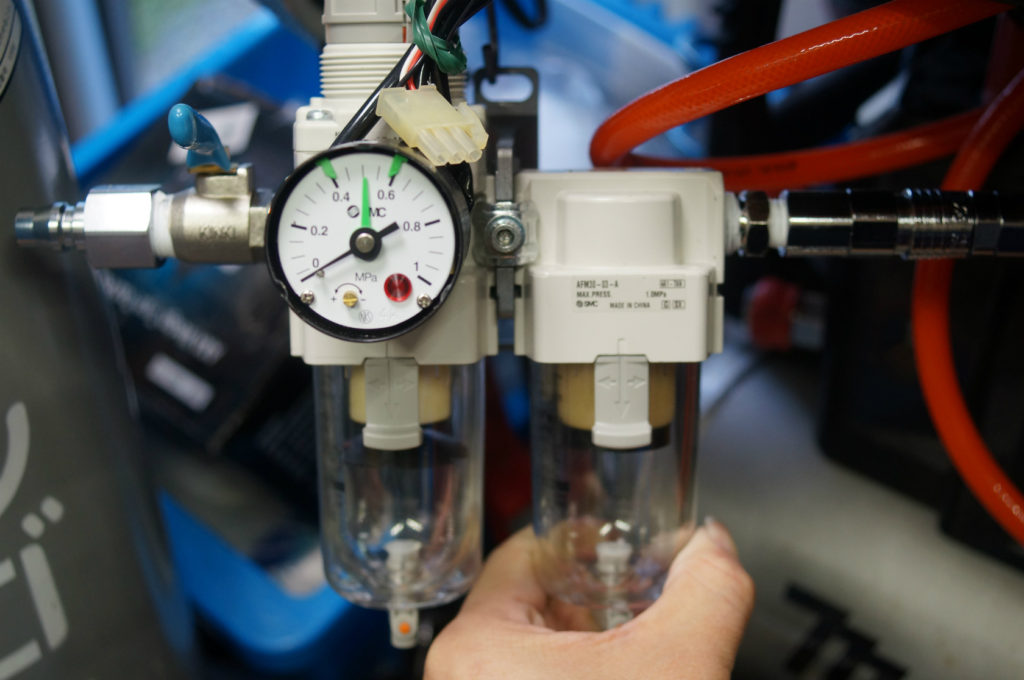
全体としてはこんな感じです。

当方が使用しているコンプレッサーはマキタの AC462XGBです。これをレギュレータに繋ぎます。
切削油(クーラント)のタンクをペットボトルで作る
切削油(クーラント)を入れるタンクは安価で手軽にてに入るペットボトルを使用しました。

切削油(AZ水溶性切削油1L)は水溶性の物を水で薄めて使います。水と油が混ざり合う不思議な?油ですが水と混ざり合うと牛乳のような乳白色になります。
いつもアマゾンで購入してます。
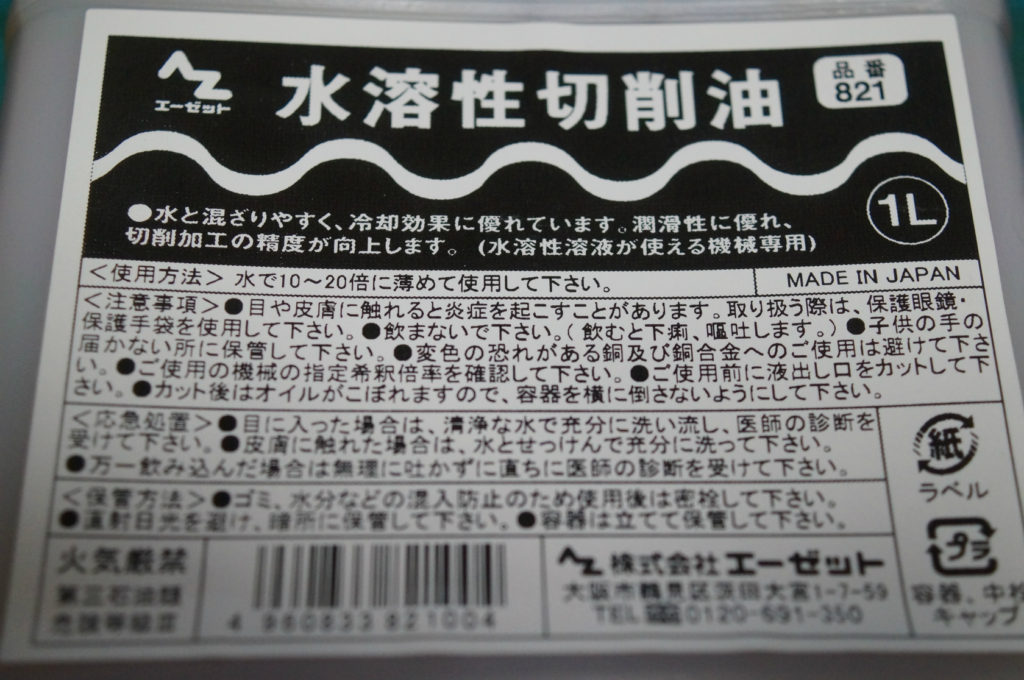
使用方法を見ると10~20倍とだいぶアバウトな範囲ですが、いっぱい取れる20倍で薄めてみます。
ペットボトルの改造は蓋の中心にΦ4mmのウレタンチューブを通すだけです。

ホースが上下に遊ばない様にこれまたアマゾンで購入したグロメットで固定しました。

タンク完成!!この蓋の改造が思いの外、密閉が良く倒しても液体が漏れませんでした。

これは20倍程度に薄めたクーラントです。これを使います。
完成!~テスト噴霧後の感想。
実際の切削でテスト噴霧して見ました!その結果、色々と改善点が見えてきましたので改善して使い易くして行こうと思います。

想像していたよりもエアーの圧力を出さないと切削油を吸い上げない印象です。自分の想像ではエアブラシのような圧力程度で霧状に噴霧出来るのかと想像していましたがそうでは無さそうです。エアーを結構使います。あと、切削油の吹き付け量の微調整が難しいです。
ホースのエアー漏れも確認出来ました。

タンクは密閉になってしまうとタンク内が負圧になってしまい、うまく吸い上げてくれませんので空気穴が必要だと思われます。蓋に小さい穴を開けるかキャップを緩めて使用するかのどちらかが必要です。
今後は噴霧のON-OFFをもっと簡単に出来るようにしたいと思います。エアーのコックだけを締めても切削油が漏れて(ダレ)しまうのでオイル側もコックが必要かも?
これからの改善で使い易なるかな?
完
Part1へ戻る
にほんブログ村


コメント