

この記事は当方が初めオリエンタルモーターαSTEPステッピングモーター(パルス入力)を動かす事に成功した体験記です。前記事ではACサーボモーターを動かしましたが、今回はαSTEPステッピングモーターです。素人なのであれこれ悪戦苦闘しながら希望する制御になったので設定等を忘れないように備忘録として綴っておきます。同じようαSTEP ARシリーズ初心者さんの参考になれば幸いです。
概要
まずαSTEP(ハイブリッド制御システム αSTEP ARシリーズ)の利用方法ですが当方所有のフライス盤(PSF550-VDR CNC)に使用します。CNC制御のフライス盤ですが、現在は中華製ステッピングモーターを使用しています。X軸のボールねじ換装に伴いステッピングモーターも日本メーカーの物にするべく計画を立てていました。この系統(αSTEPor5相)のモーターはまともに新品を購入すると非常に高価なのでオークション等を利用して安価な中古品又は新古品を数年前からかき集めていました。オリエンタルモーターの接続ケーブルは純正品の使用を推奨してますが純正ケーブルも正規に購入すると高価なので代用品または中古品を検討しています。
基本的にハイブリッド制御システムはサーボモーターのような動きをするので脱調が起き難いと思います。ドライバにもアラーム機能が有り異常時には停止する機能があります。基本的に当方の使い方としては中華ステッピングモーターからの脱却ですので同じ条件化で使用する計画です。

この記事を書いている2021年現在は上記のARシリーズは一つ型落ち機種になります。現在はAZシリーズになります。
中華ステッピングモーターにもハイブリッド制御システム?
一時期フライスCNC化のステッピングモータ 選定の二択で迷った事があります。
中華Nema34のクローズドループステッピングモーターと一般的なオープンループ制御 ステッピングモータの2つです。
↑脱調を防ぐ?サーボモーター的なモーターです。 脱調するとアラーム信号が出るようですが、制御ソフトに信号を接続しなければならないので配線処理&制御ソフト設定が複雑になりそうです。
↑一般的なステッピングモーターで当方も使い慣れています。ですがクローズドループステッピングモーターと価格差がさほど無いため迷いました。こちらのほうが価格は高い? 価格がほぼ変わらなのでクローズドループステッピングモーターにしようかと思いましたが、エンコーダーがついているので故障トラブルもオープンループよりも高いように感じます。 海外のYoutubeではオープンループ制御 ステッピングモータは時代遅れ的な事を発信している方もいらっしゃいます。いずれにしても脱調しない切削条件で切削するつもりです。
ですが・・・国内のモーターの方が性能・調達の面で圧倒的に良いのでオリエンタルモーター社にたどり着きました。
オリエンタルモーター 「ARM66AC-N10」
今回、用意したのは「ARM66AC–N10」です。仕様はパルス列入力タイプ,ギヤ付,□60mm,,PNギヤード,減速比:10,バックラッシ:2arcmin (0.034°),励磁最大静止トルク:5N・mとなっており大幅な能力向上が見込まれます。減速機が付いているのでモーターとボールねじはカップリング直結で使用します。
回路(ドライバ)は単相100-115Vの「ARD-A」と単相200-230Vの「ARD-C」を用意しました。電源の取りやすい方を使用します。取り合えずテストは100V、200Vの両方をテストしますが実際は電源の取り易い単相100Vを使用予定です。

取り合えず3軸必要なので3個調達。状態は良いです。

取付角寸法:60mm
タイプ:PNギヤード
軸タイプ:片軸
電磁ブレーキ:無し
ローター慣性モーメントJ:380×10-7kg・m2
減速比:10
分解能 1000P/R設定時:0.036°/パルス
バックラッシ:2arcmin (0.034°)
モーター部 質量:1.5kg
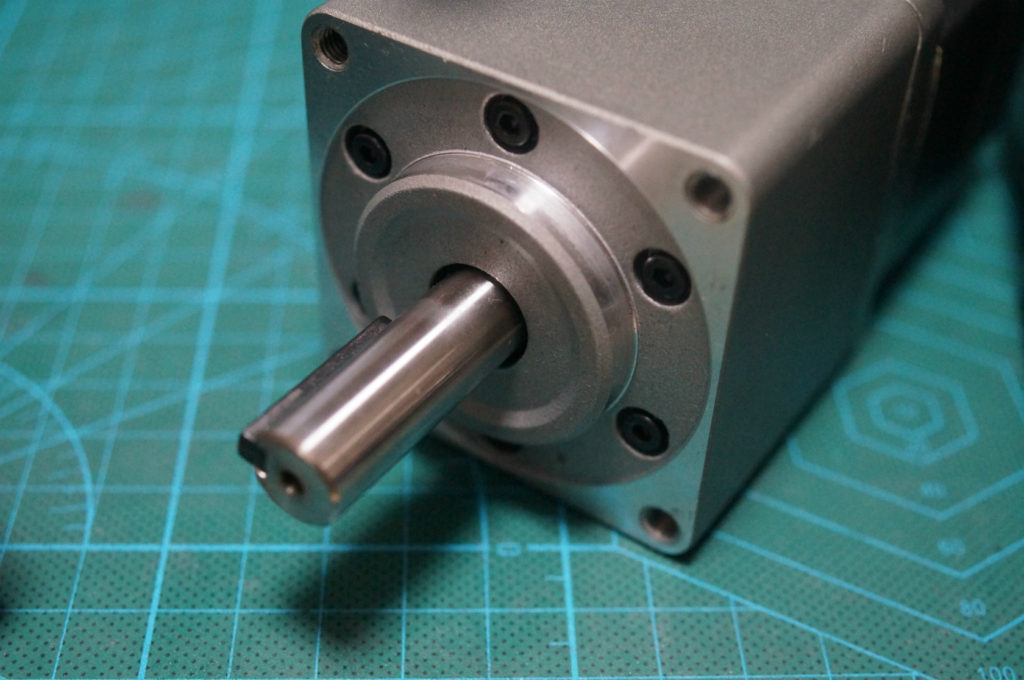
軸径はΦ12mmで平行キー有り。PNギヤードは軸が中心にあるので設計取り付けが容易です。

全長は本体部分109mm。小型モーターですがズシリと重い感じがします。現在使用している中華ステッピングモーターよりモーター自体は小型になります。1:10減速機が付いてるのでモータートルクはこのモーターの方が大きくなります。
ARD-AorC 「CN3」電源(単相AC100Vor200V) テスト配線 接続端子自作?
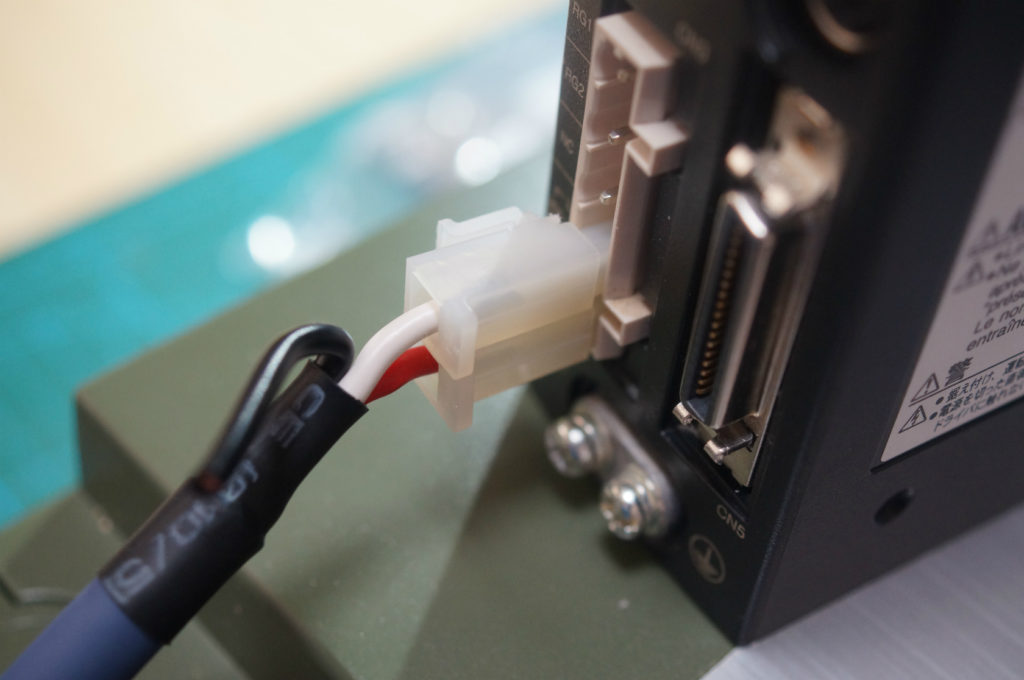
では最初の一歩として電源を配線します。今回は中古品と新古品を購入しました。新品又は新古品の場合は付属の接続端子類が付属されていて配線に苦労する事はありませんが、中古品のドライバだと接続端子類が付属していない場合が多いです。オリエンタルモーターのWebショップではこの接続端子バラ売りでなされていない様で調達するのに苦労します。結局バラで売っているところが余り見つからず調達コストを考えると高くつきそうなので自作?で端子(代用品)を作りました。

写真中央の白いコネクタがCN3用コネクタです。ちなみに品番は
・721-205(ワゴジャパン株式会社)
・54928-0570(日本モレックス合同会社)
上記、単品購入が一般個人ユーザーだとなかなか見つかりません!?あっても割高?
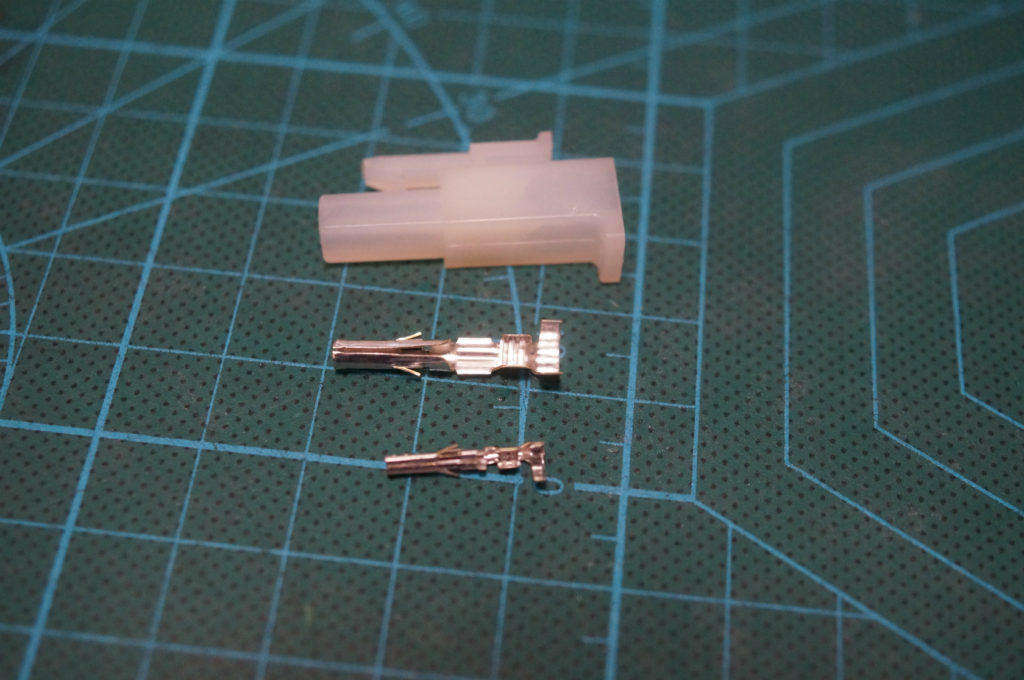
接続方法を色々と考えていたら手持ちの1Pモレックス端子がCN3端子の形状にピッタリ収まることが判明!!
中継用コネクタ 6.7mmピッチ 3191シリーズ リセプタクルハウジング 定格電圧 600V 定格電流 12A、3191-01R1を使用。

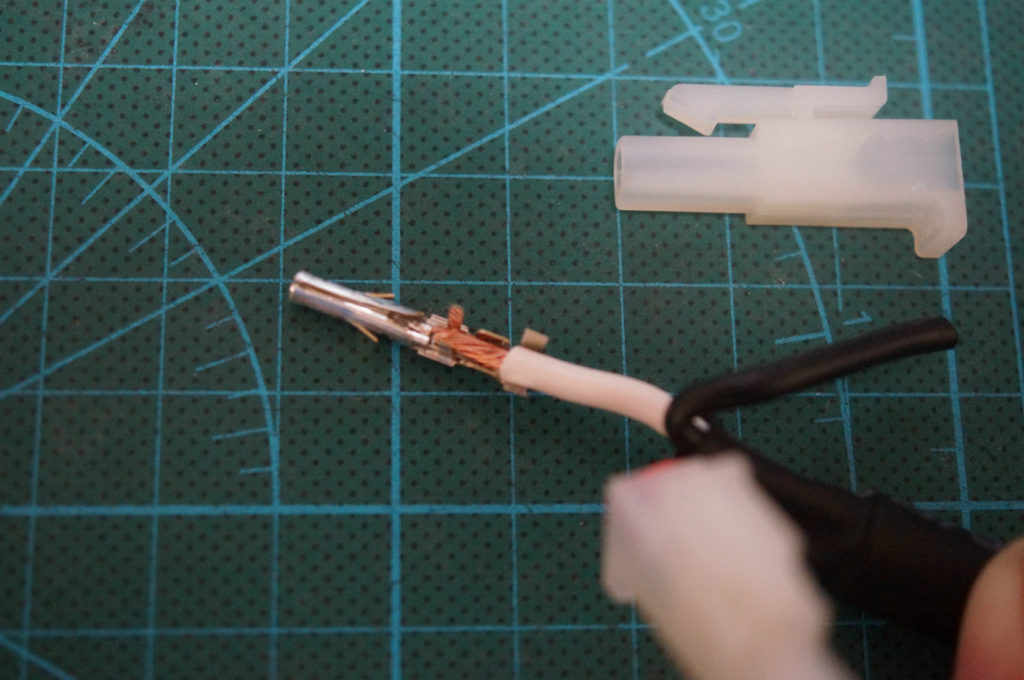
1P用:中継用コネクタ 6.7mmピッチ 3191シリーズターミナル 定格電圧 600V、定格電流 12A、1189ATLに中継用コネクタ 4.2mmピッチ ニューミニフィット ターミナル 5556 定格電圧 600V 5556TLの端子を組み込んで接続口を成型します。

中継用コネクタ 4.2mmピッチを中継用コネクタ 6.7mmピッチに入れるために少し成型準備をします。
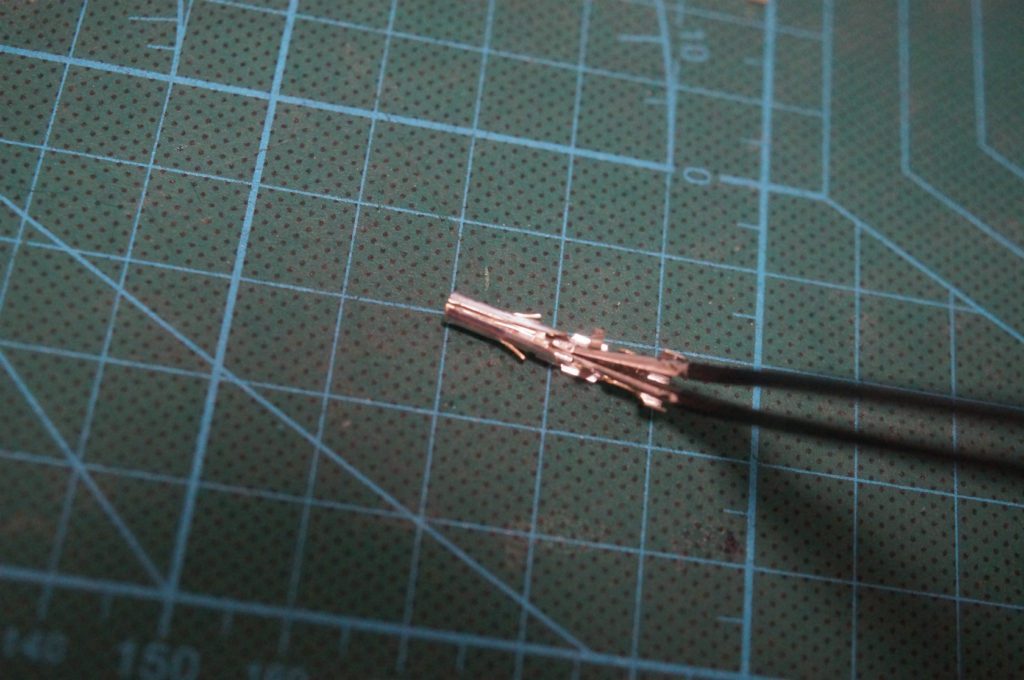
ピンセットを使い中継用コネクタ 6.7mmピッチに押し込みます。
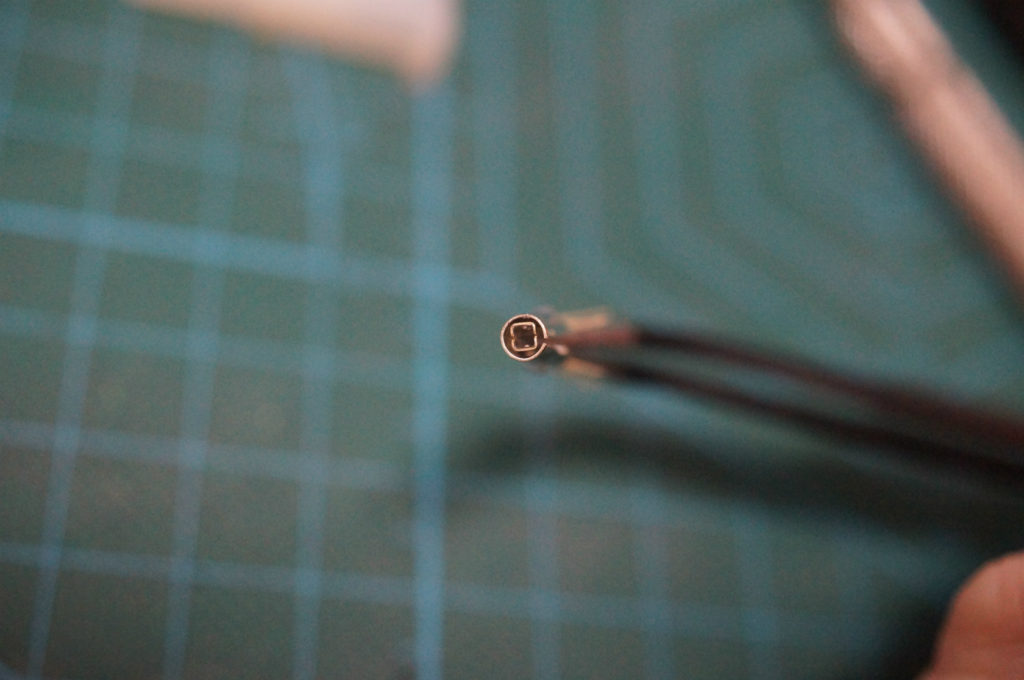
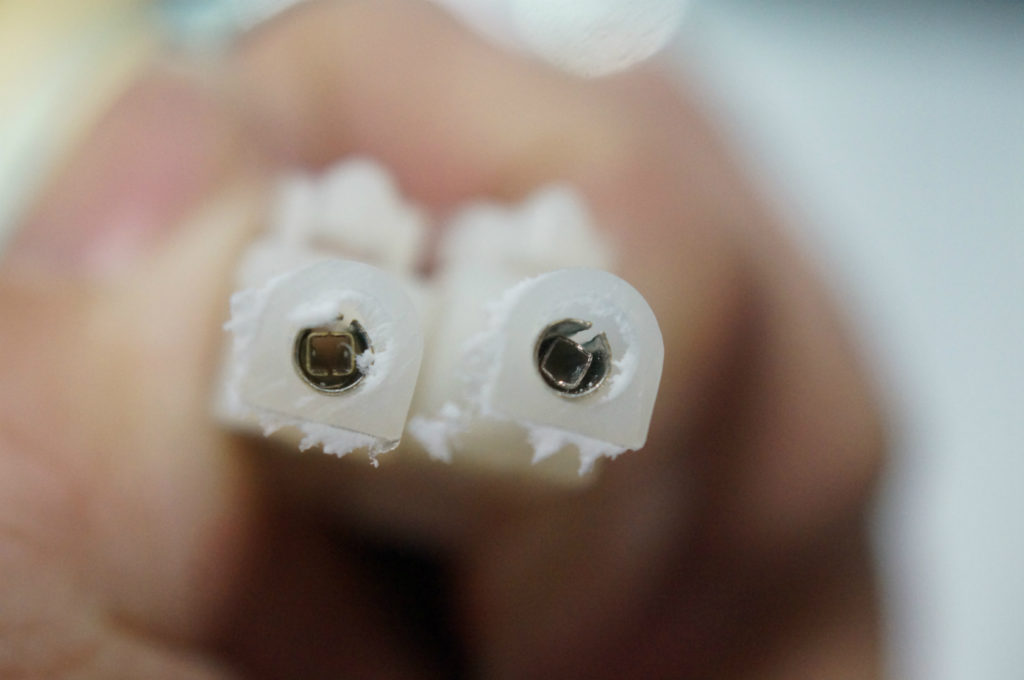
先端面はこんな感じ。ドライバーの電源端子棒が四角ですので中継用コネクタ 6.7mmピッチ端子がピッタリ?合います。
200V用電源ケーブルはミスミ製の型番:NASVCTF-2-3-10を使用(2.0(mm2))。100V用は汎用の0.75(mm2)を使用します。

2個の端子を同時にカシメます。圧着ペンチは万能電工ペンチ(ファストン端子用) FA103を使用。
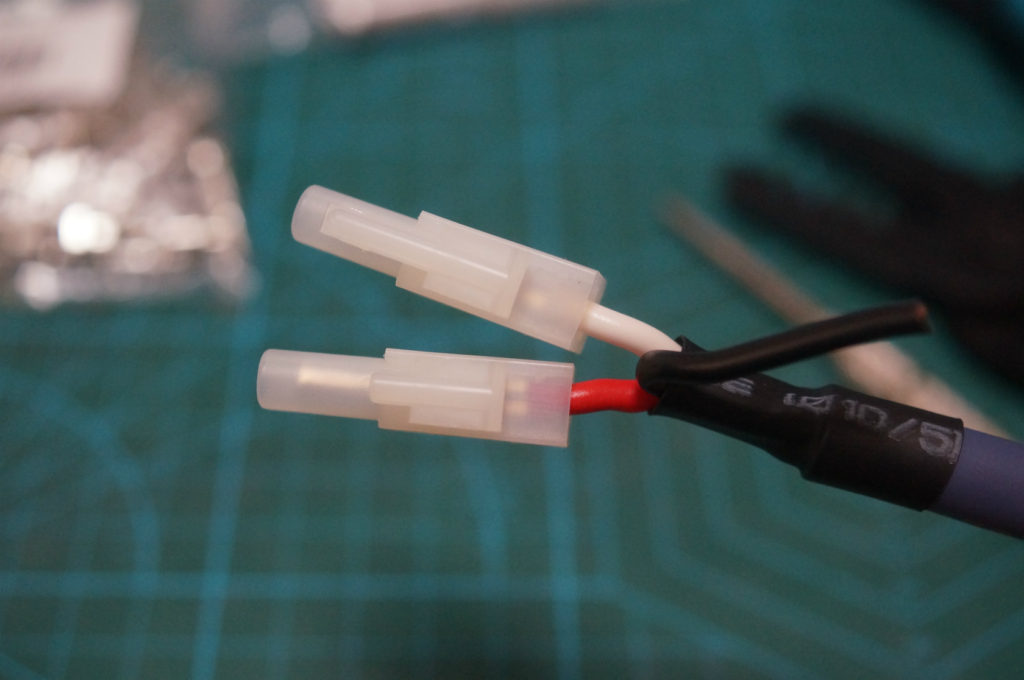
コネクタを装着します。
このままだと先端が部分がコネクターの空白部分で接続できないのでギリギリを切断します。

コネクタの返し部分もドライバ本体に干渉するのでニッパでカットします。
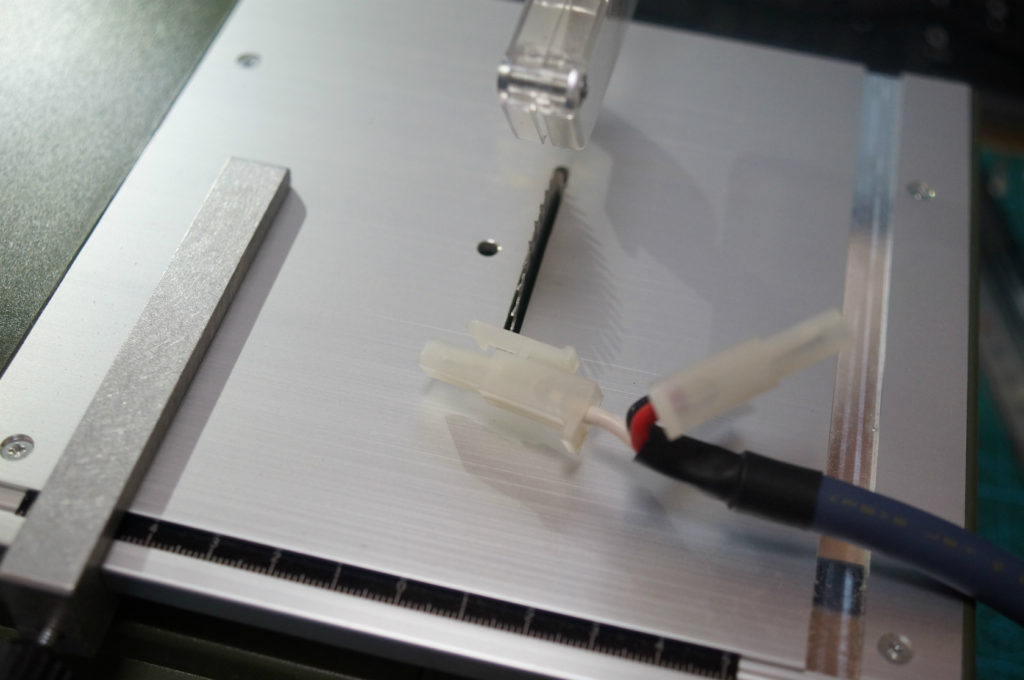
プロクソン(proxxon) ミニサーキュラソウテーブルEX 27006を使用してモレックス端子をカット。
最初はチョット硬めでコツが入りますが一度入ると次回からはすんなり入ります。基本的に何度も抜き差しする部分ではないのでこれで様子見です。端子抜け防止対策もする必要が有るかもしれません。取り合えず改良の余地が有りますが代用としては十分です。

単相200V電源ON!無事通電です。
Part2へ続く
にほんブログ村


コメント