
当方所有のPSF550-VDRをCNC化してから3年目を期に自作でCNCを構築してみようと思います。この機械のCNC化は当方で設計・施工したものではなく業者様にお願いして取り付けてもらった物です。右も左も分からないド素人が数年で此処まで加工できたのはこのCNC施工業者様のお陰です。かなりの時短で学習でき挫折もしないまま此処まで来れました。ボールねじに換装するのを期に自分でベースプレートを設計してみようと思います。取り付けのねじ穴はすでに開いているのでそこはそのまま流用してキット化してみようと思います。将来的にはこのY軸もリニアガイド化に改造する計画があるのでこの仕様での形を残しておく事で今後のCNC初心者さん(PSF550-VDRユーザー)のお手伝いが出来れば良いかな?と思っています。
オリジナルY軸ベースプレート作製 輪郭切削編
Part2からの続きです。表面の切削が終了したので一旦、クランプを外してバンドソーで規定の大きさにカットします。

厚さが15mmあるのである程度の力で押さなければなりません。重労働?です。

カット終了!

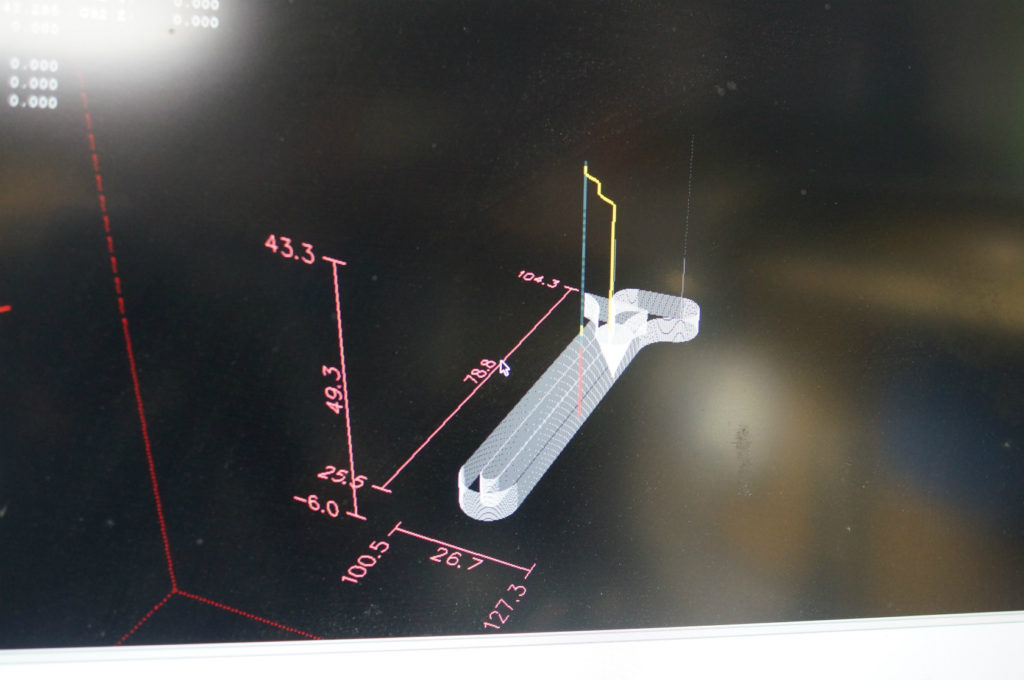
今回の設計はタイミングベルトテンショナーを取り付ける部分が飛び出しているのでそのアウトラインをカットしなければ輪郭切削時に取り残しが発生してしまいます。通常は1/1の図面をプリントアウトしてそれを型紙するのですが面倒なのでCNCフライスで輪郭切削プログラム(Gコード)を走らせてケガキをしてみました。

コレット10mmにマッキーマジックを挿してセットします。

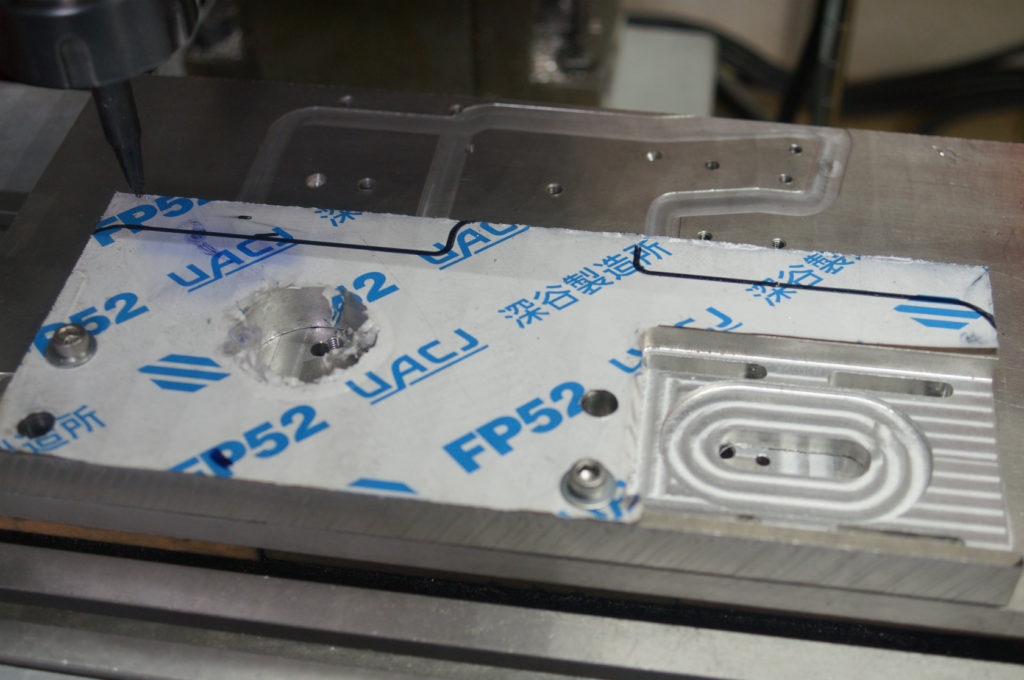
Z軸の高さ調整が微妙なので気を付けないとマジック先端が潰れます。

輪郭切削はエンドミルΦ10mmを使用するのでマジック幅の中心を狙ってバンドソーでカットすれば問題ないです。

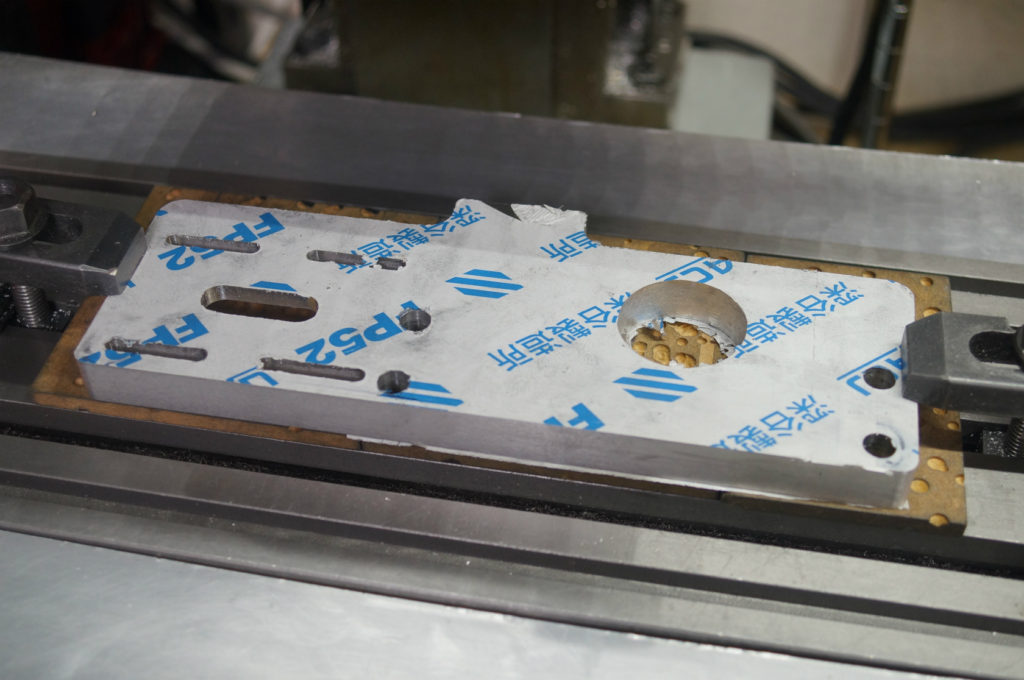
輪郭切削をする前の準備として固定ボルトのスペーサーを作りました。

固定ボルトはM5なのですがワーク側の固定穴はΦ9mmのバカ穴の為、中心を出しやすくするために外径Φ9mmのスペーサー(カラー)を作りました。

M6ワッシャーを挟んで固定。

6箇所M5ボルト固定。スペーサーを入れてるので位置出しは容易です。

超硬エンドミルΦ8mmで輪郭切削。本来はΦ10mmをチョイスするのですがR部分がR8で設計しているのでΦ8mmにしました。
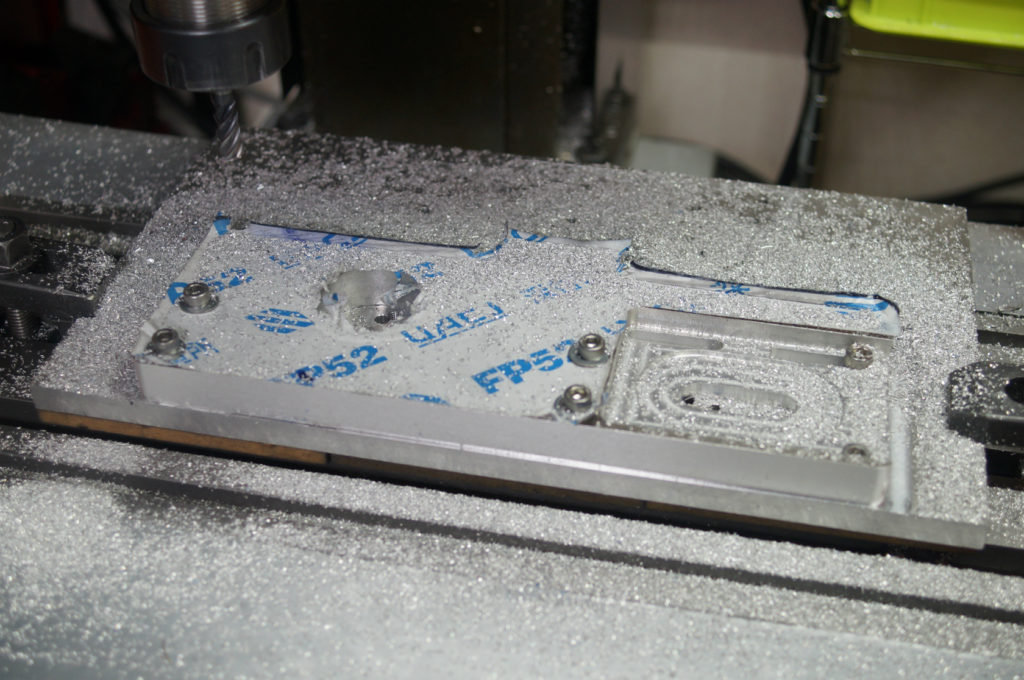

輪郭切削終了!
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/1da6d91f.545fbc7f.1da6d920.46dd02a6/?me_id=1303755&item_id=10137994&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fpainttool%2Fcabinet%2Fmem_item%2F659%2Fmecx-tnf250h-1.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")

オリジナルY軸ベースプレート作製 裏面編
切削最終段階です。ここまで来たら失敗は許されませんww
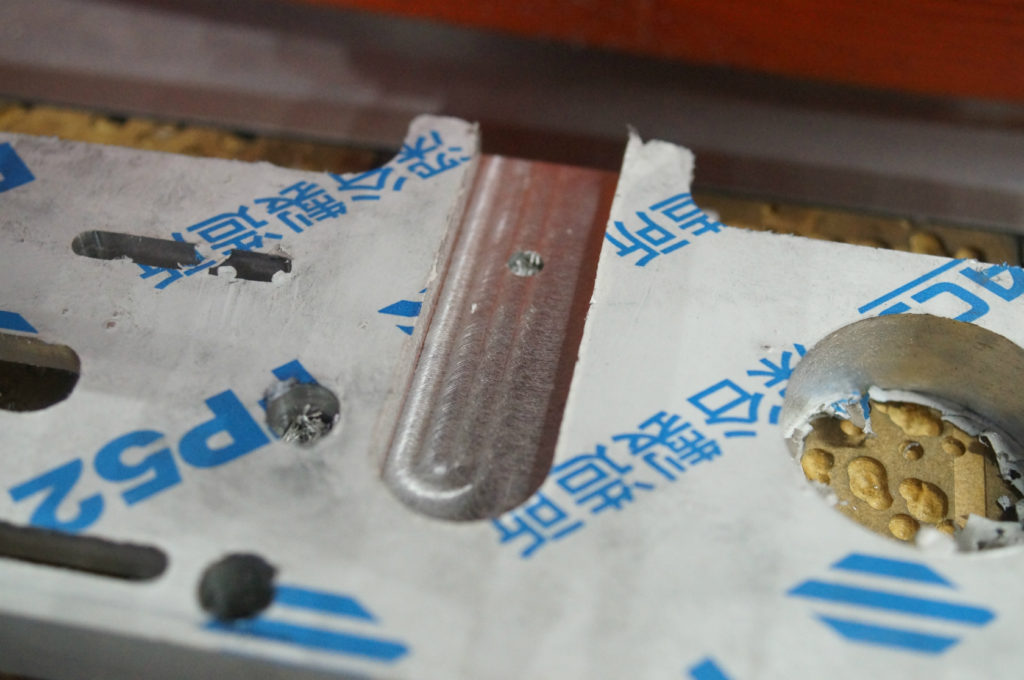
タイミングベルトテンショナーの溝ポケットを切削します。

先ずはテンショナーを固定するM6ボルトの下穴Φ5.0mmの穴を開けます。
LinuxCNC制御画面

エンドミルΦ10mmでポケット切削。
深さは6mm。
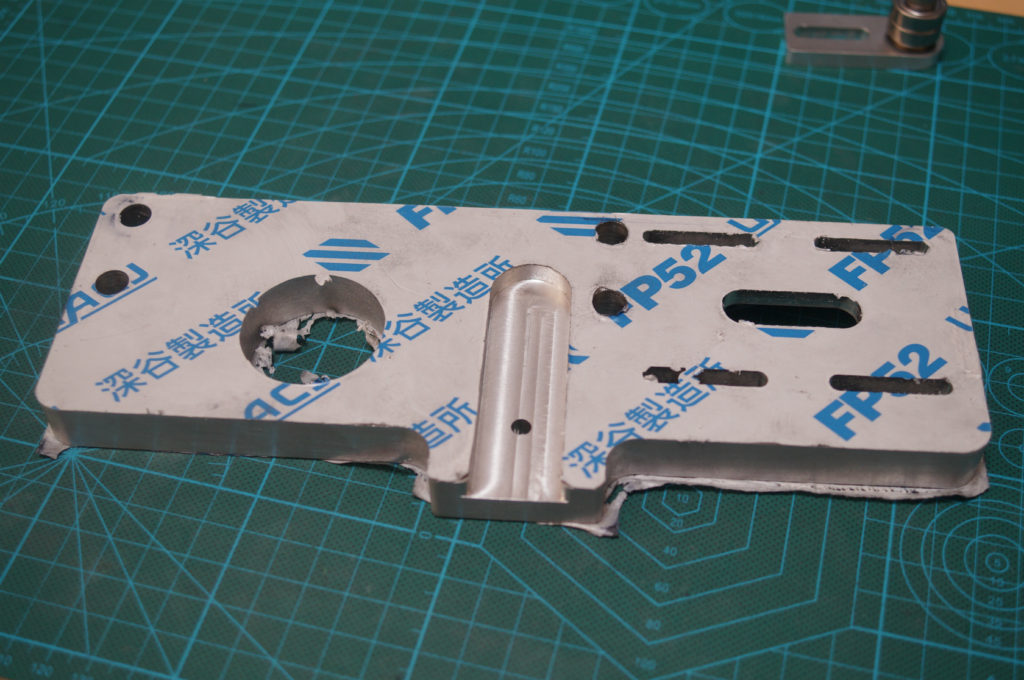
これで切削作業は終了です。加工工程が多いので後半で失敗するとショックが大きい作品ですw
加工の心得は「急がば回れ」です。
Part4へ続く
Part2へ戻る
にほんブログ村


コメント