

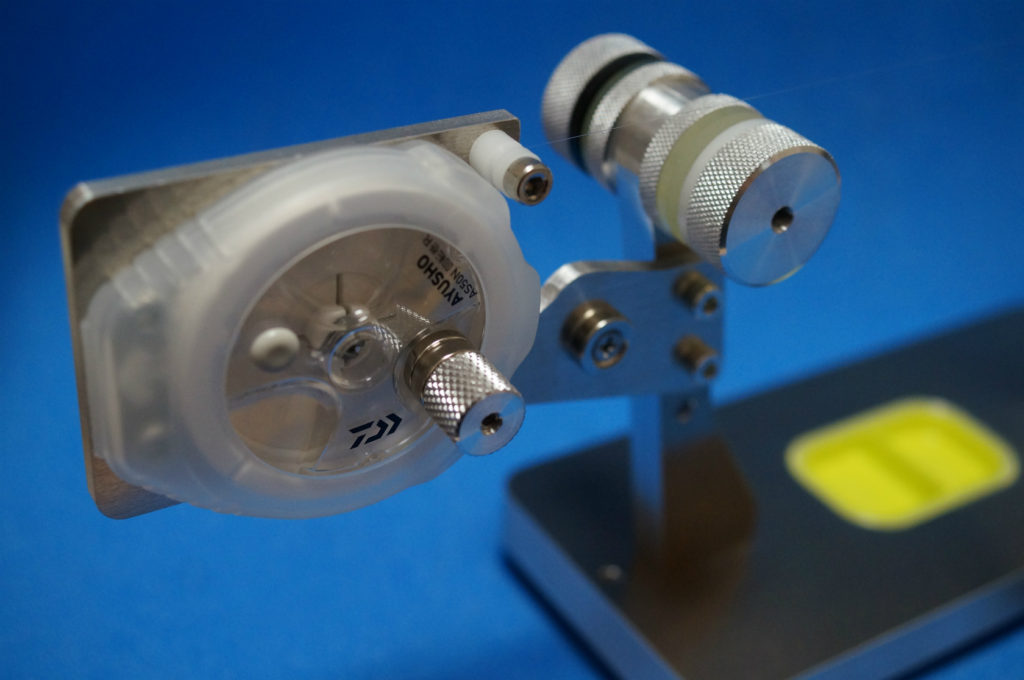
前回の記事に引き続き当方所有のTACKLE in JAPAN アユプロ・ノットマスター&自作編み込みホルダーにマッチする自作の仕掛け巻きユニットのご紹介です。鮎釣りの仕掛け作りにおけるストレスを軽減するべく設計しました。仕掛け巻き(スプール)は市販品を使用し各社から発売されている4機種をユニット化しました。その中で第二弾として「ダイワ Daiwa 鮎匠 AS50N 回転巻R」の製作工程をご紹介します。その1ではユニットの製作工程、その2ではハンドルの製作工程~取り付けインプレッションと2部構成で記事にします。
製作工程概要(脱着式ハンドル)
当方オリジナルのマグネットを用いたハンドル製作行程のご紹介です。
設計コンセプトは「がまかつ仕掛巻GM-1898」を巻きやすくする事。
当方、仕掛巻GM-1898をメインの仕掛巻きに使用している事から思いついた作品です。
基本的な構造は同じなのでダイワの仕掛け巻きにも付けて見ました。
この改造は仕掛け巻を回しやすくする為の改造です。人差し指でスプールを回すより断然回しやすくなります。しかしデメリットもありますので好みが別れる改造かもしれません。仕掛け作りの補助的な仕掛けとしての位置づけです。需要があるか分かりませんが、改善の余地はまだまだあると思います。
<作品特徴>
・自重:約6.5g
・ハンドル寸法:直径約12mm
高さ約14mm
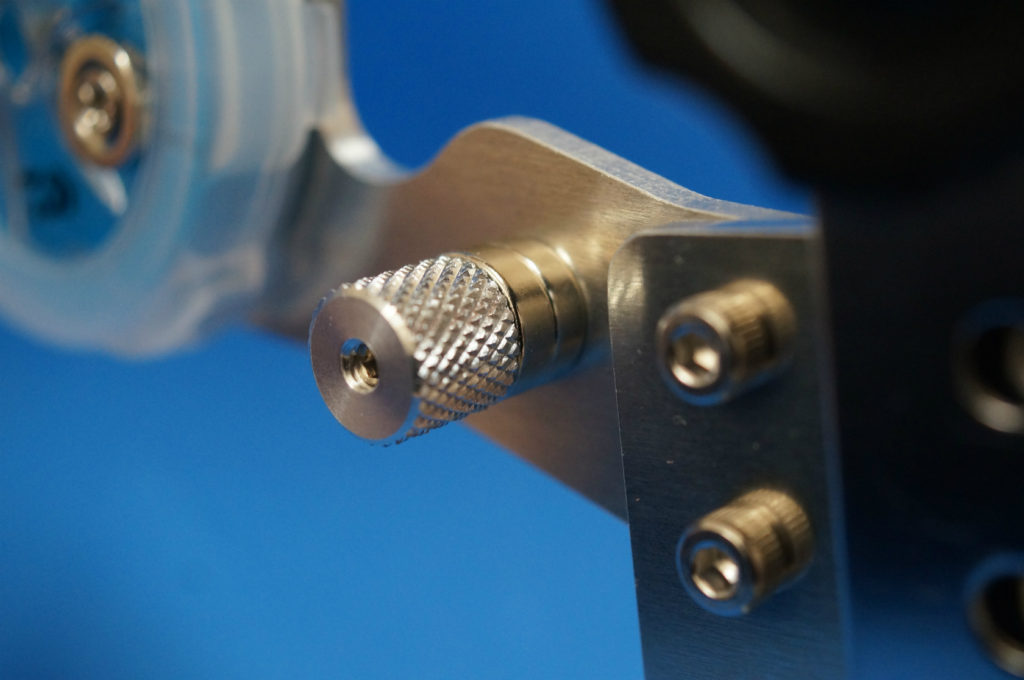
・マグネット中心部を磁性なしステンレス製イモネジにして僅かにマグネットがフリーになる用に調整して有りますので回転が軽くなっています。
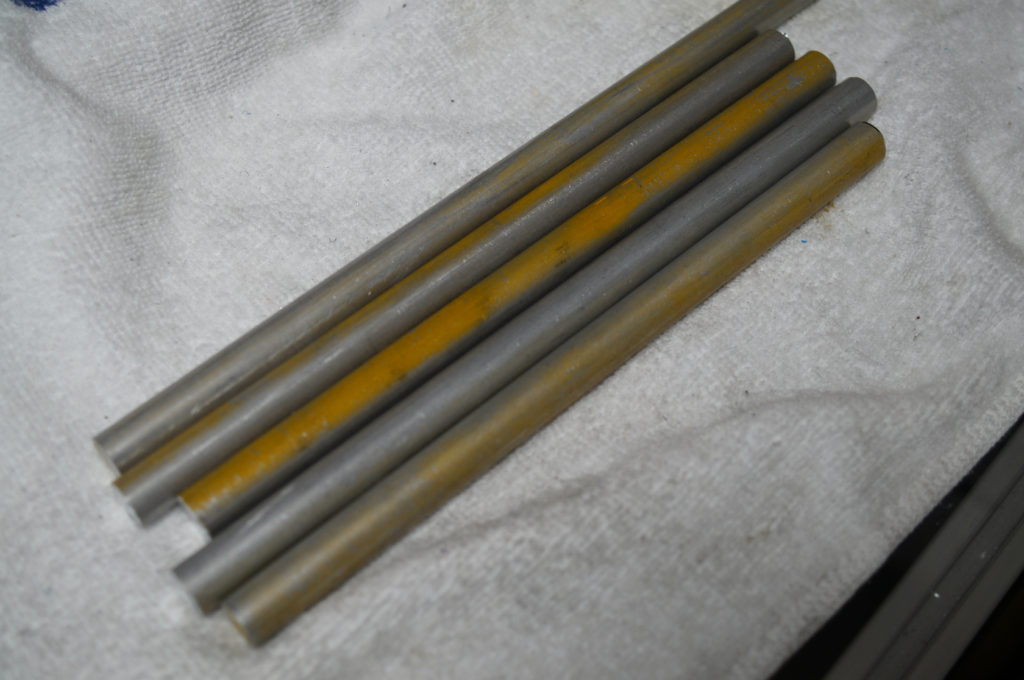
材料
アルミ丸棒(A2017)を主に使っています。いわゆるジュラルミンと言うアルミで切削が通常のA5052よりサクサクっと加工しやすいので使用しています。後に出てくる切削ローレット加工とも相性が良く綺麗に切削できます。強度も強いです。
Φ12mmの丸棒を200mm程度に切断。
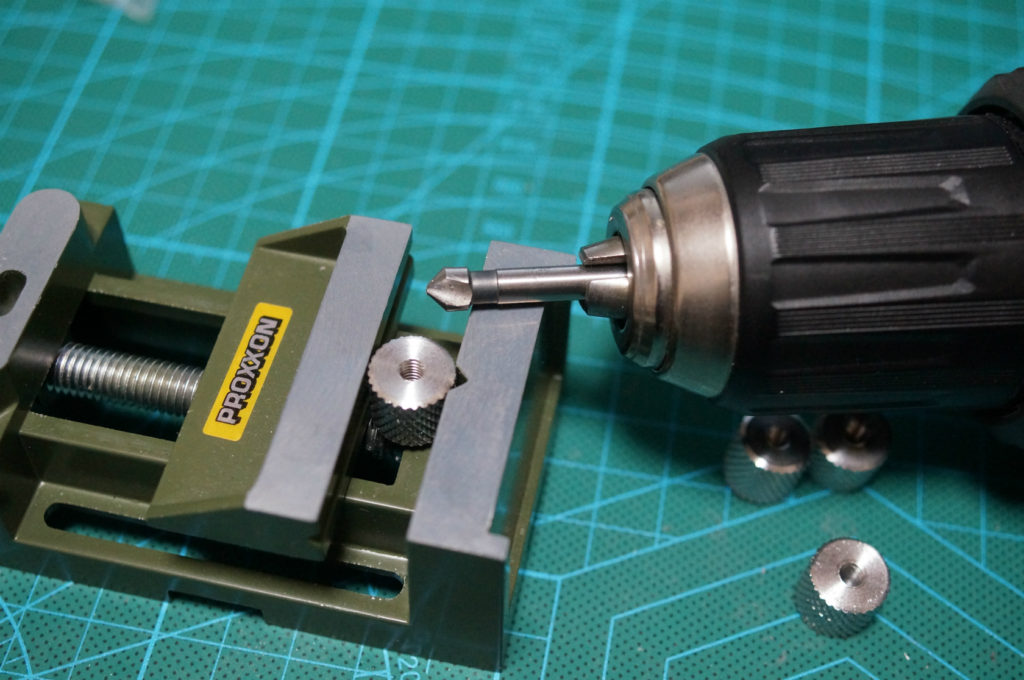
旋盤 切削加工
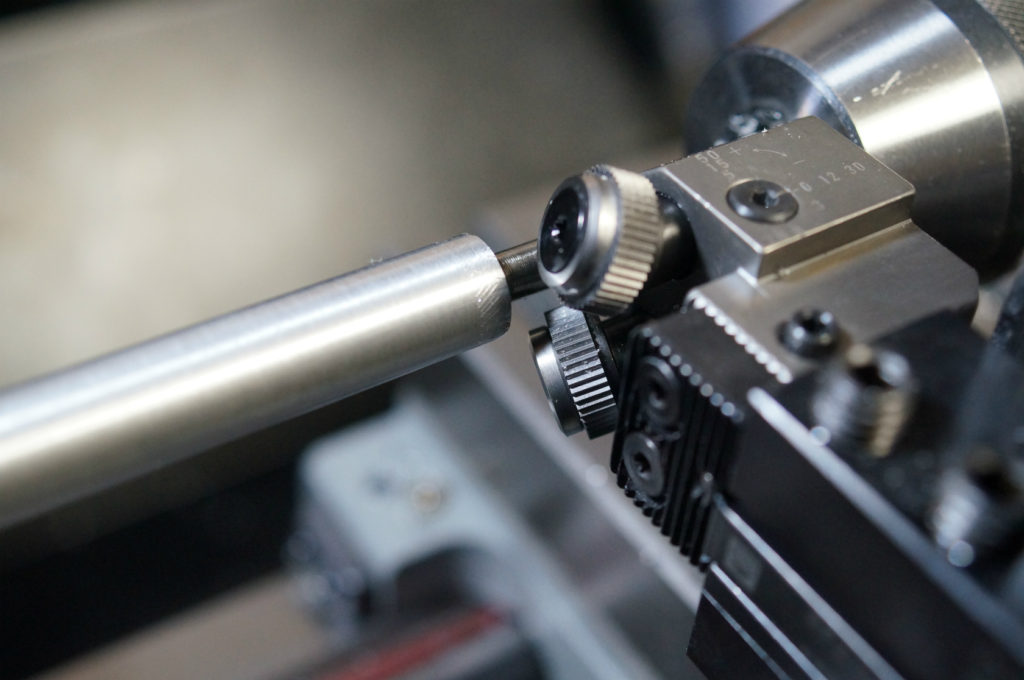
スクロールチャックに挟み、切り口の端面を綺麗にします。
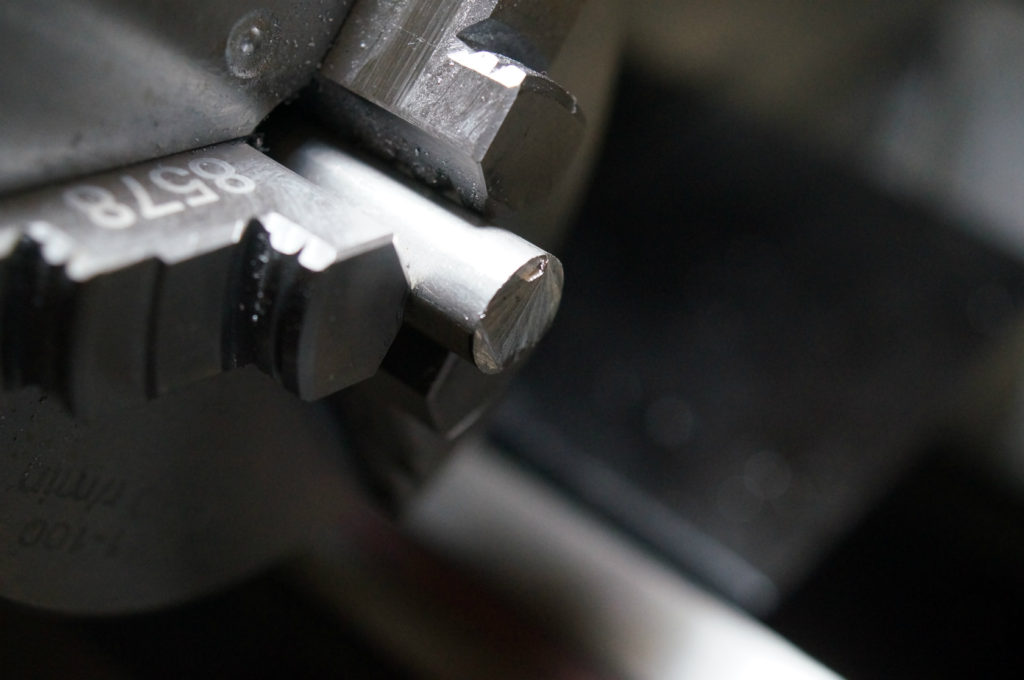
回転数は600~700rpm
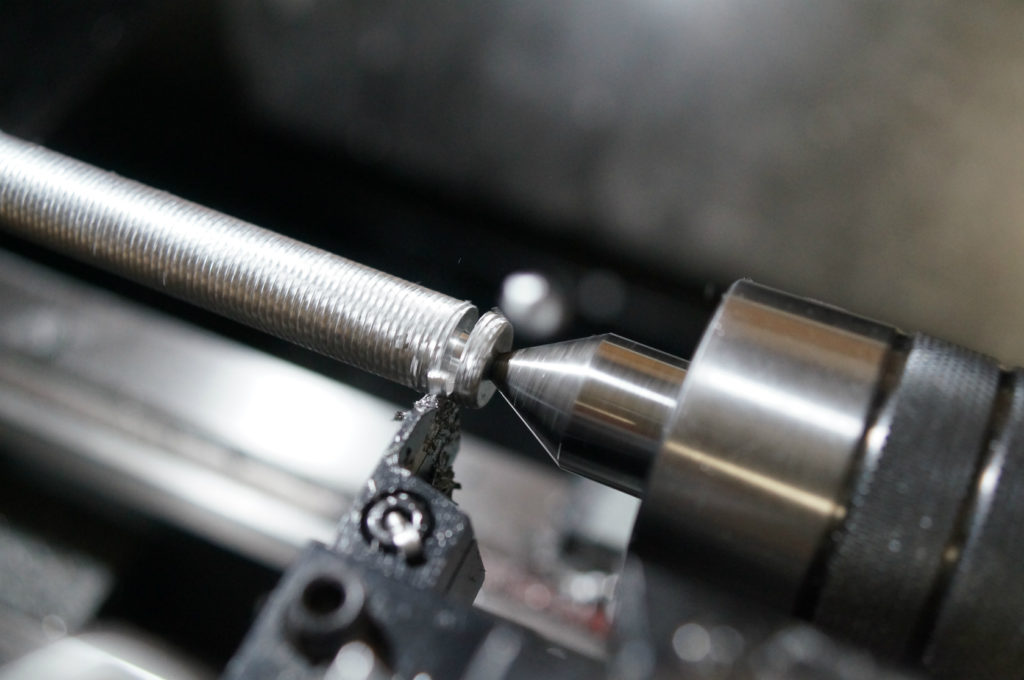
次にセンタードリルで中心を出します。

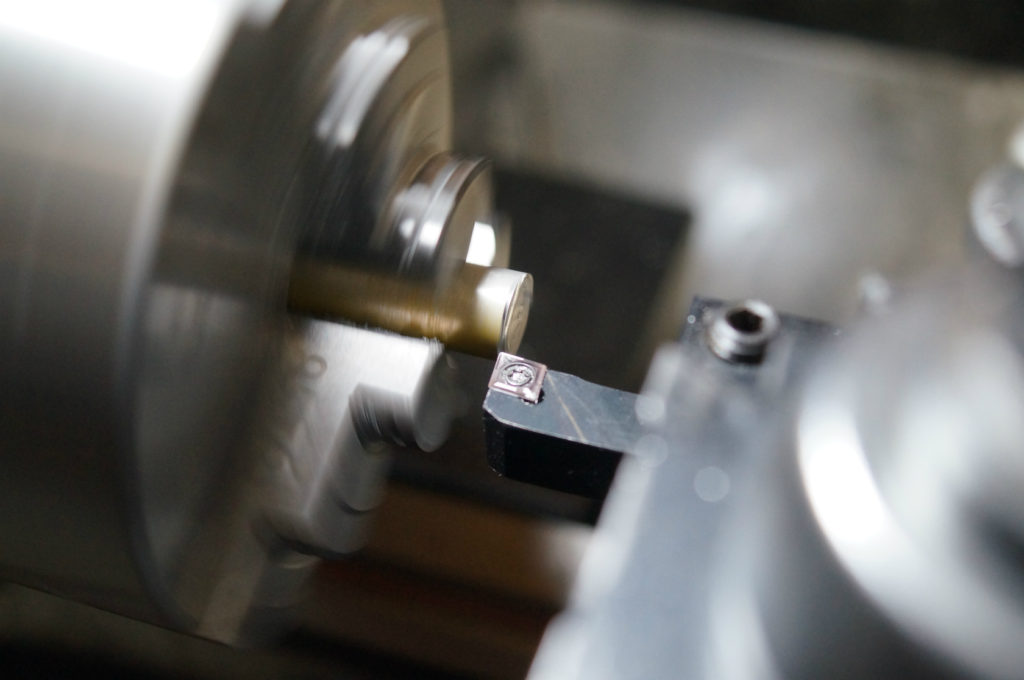
中心が出たらチャックを掴み直し側面を一皮剥きます。

旋盤 切削ローレット加工
切削ローレット加工です。ナーリングとも言うかもしれません。持ち手のギザギザ加工です。
ローレット加工には転造ローレット加工と切削ローレット加工がありそれぞれ特徴があります。当方製作のハンドルは切削ローレット加工で行ないます。
切削ローレットは文字の通り切削をしてギザギザを彫りこみますのでしっかりとした模様のローレット加工が特徴です。綺麗に切削するには難易度が高く未だに勉強中です。
未熟な腕をフォローすべく高価な工具を使用してごまかし?ていますww

ドイツ製 ホーメル・ケラー社 高精度ナーリング 「ゼウス」を使用。

あや目の駒です。

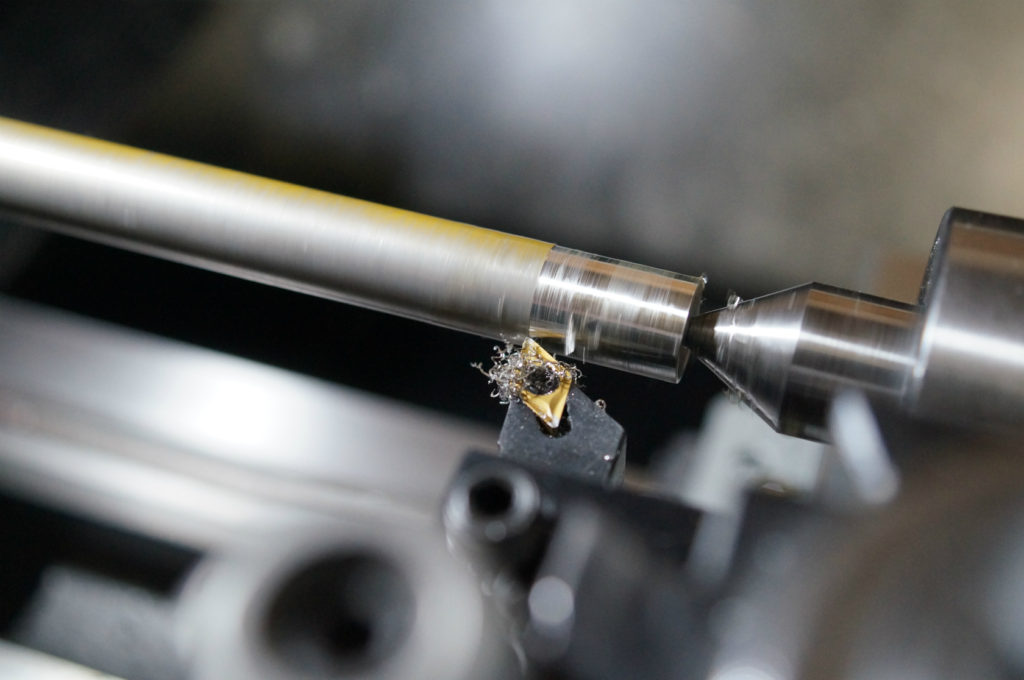
切削の切り込み量を0.7~0.8mm程度にして一気に切削します。
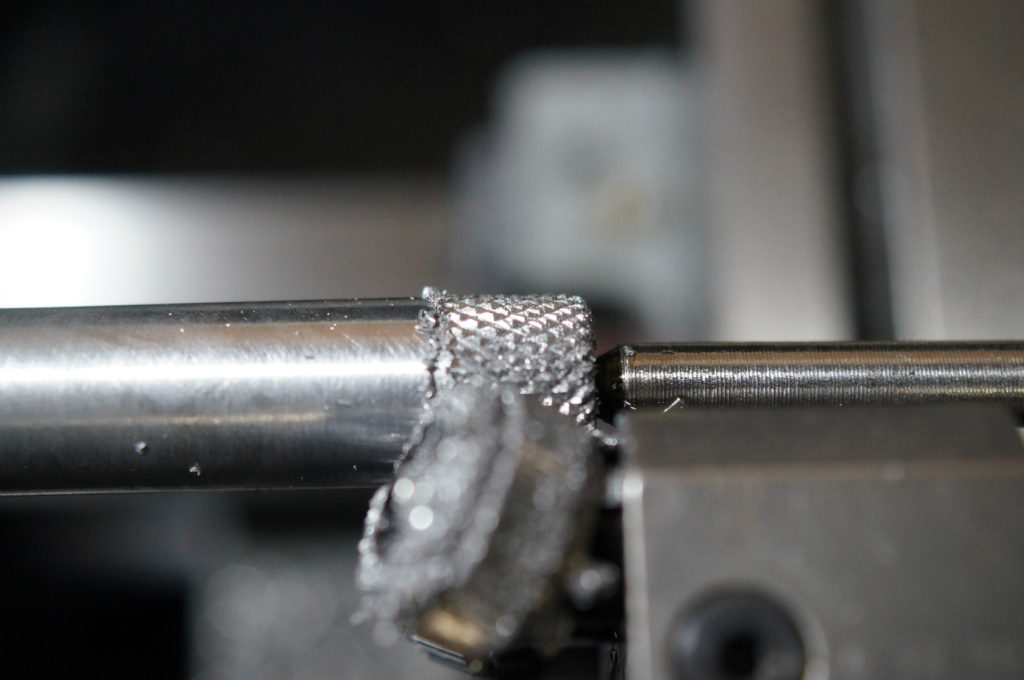
不水溶性切削油を適度に塗布しながら切り込みます。

綺麗な菱形山が出てるかチェックします。出ていない場合は失敗です。戻って再度、切削できれば良いのですが出来ない場合は残念ですが失敗作です。
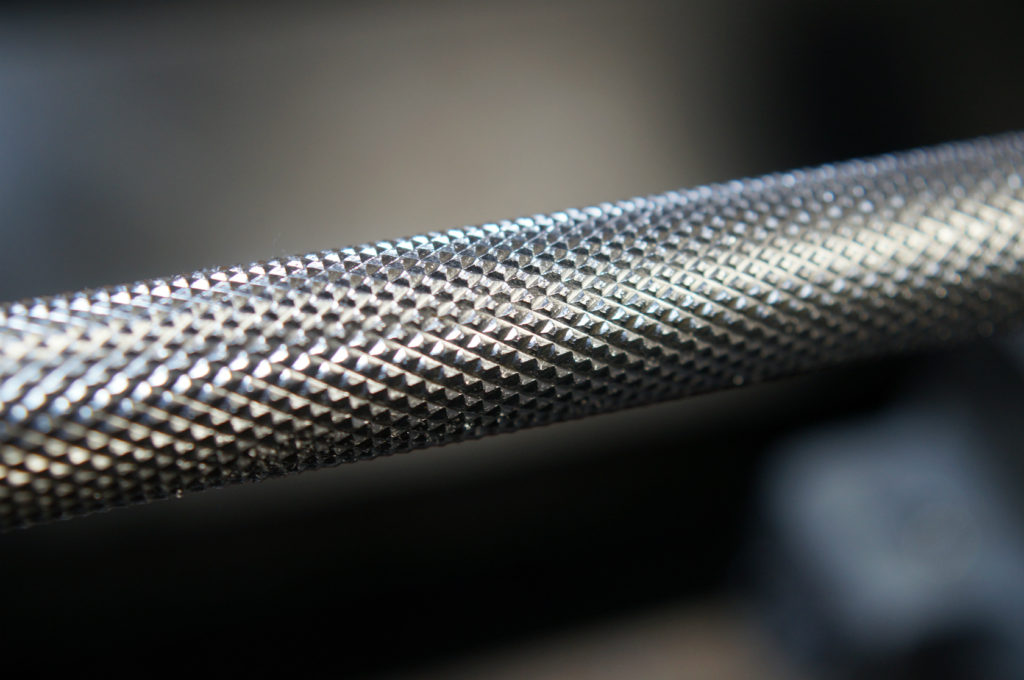
今回は綺麗に切削出来ました。
やるたびに出来具合が違うのでまだまだ修行が足りません!
旋盤 穴開け~切り出し(突切り)~面取り
ローレット加工が終わったら突切りバイトで10mmの長さに切ります。その前に
軸になるM4の下穴Φ3.3mmをドリルで穴を開けます。
ここでも切削油を適度に塗布しながら切り込みます。

片方は面取りします。コツコツ作業になるので結構な時間が掛かります。

バリはありますが切り出し終了です。穴の芯がズレた物は弾きます。
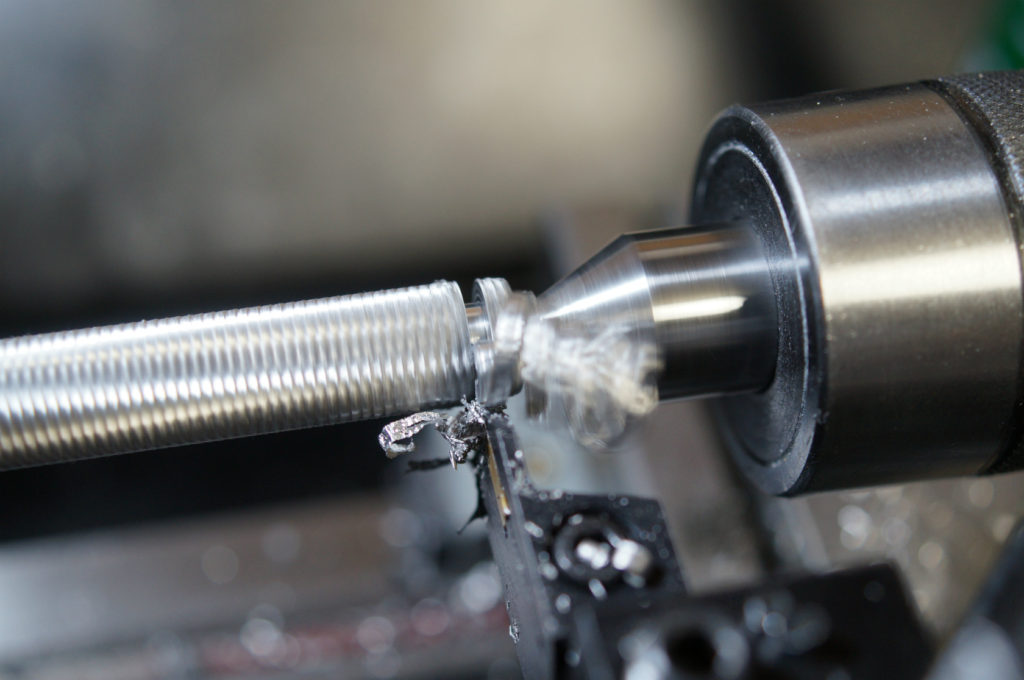
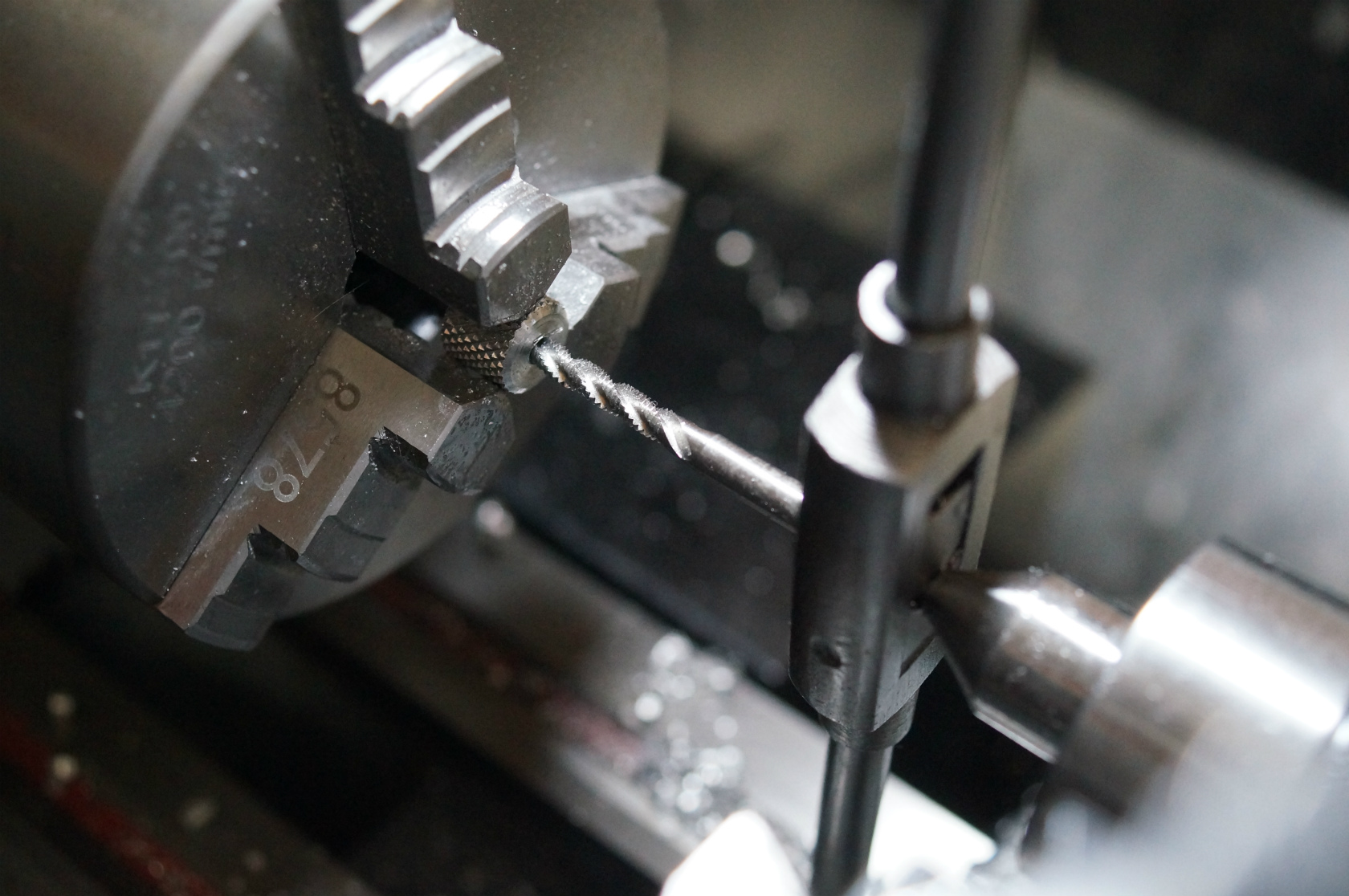
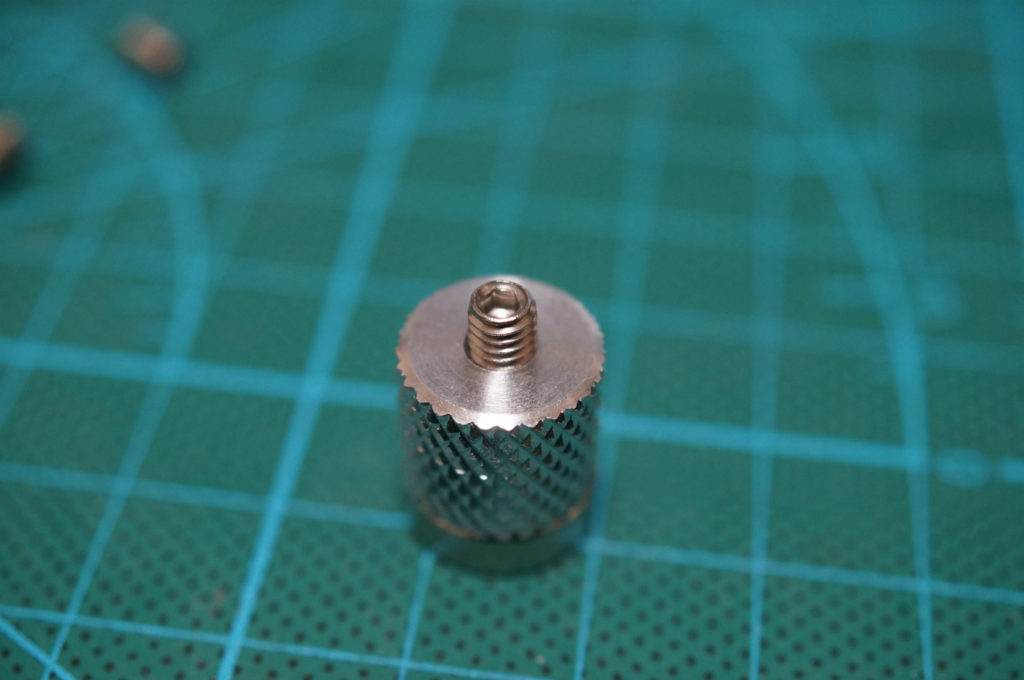
旋盤 ねじ切り(タップハンドル)
中央(軸)にM4のねじ切りをします。
三爪スクロールチャックを用いて適度な力でワーク(材料)を挟み込んで旋盤でねじ切りをします。
チャックは締め過ぎると折角のナーリングが潰れてしまいますので注意が必要です。またチャックが緩すぎて空転してしまうと同じくナーリングが潰れてしまいます。微妙な力での締め付けは経験が必要です。
ここでも切削油を適度に塗布しながら切り込みます。

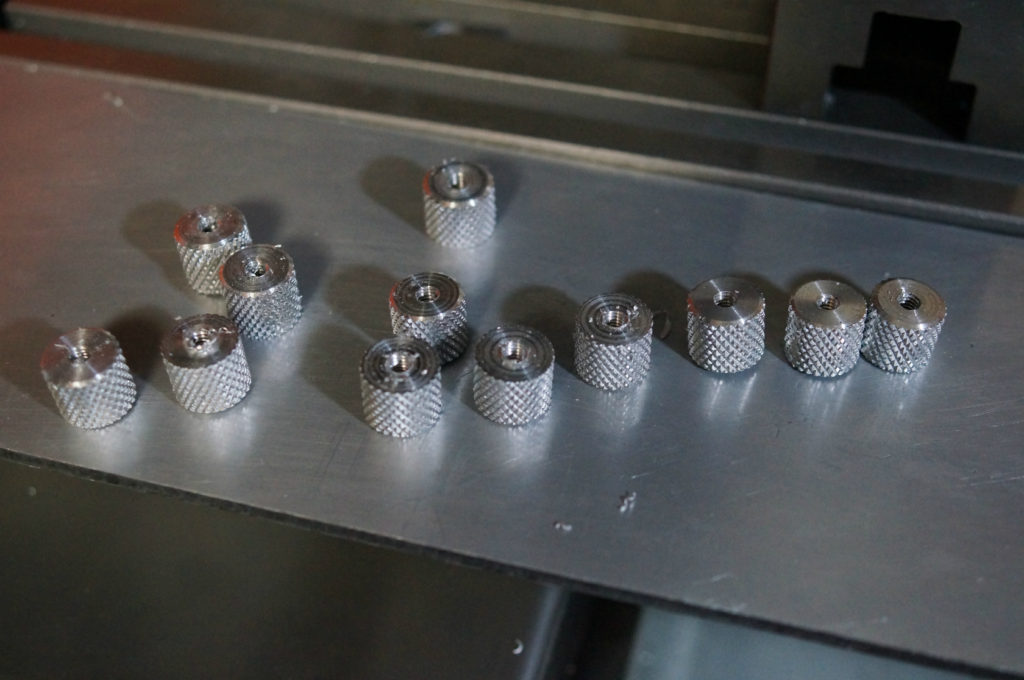
ねじ切り終了!
面取り~バリ取りをします。
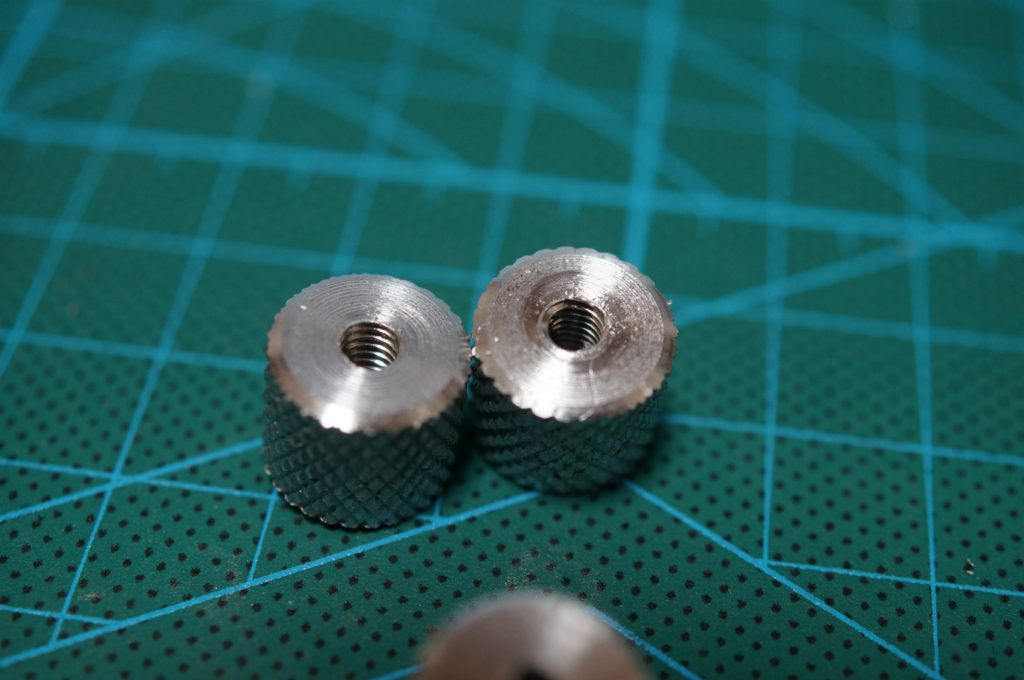
小型のバイスに挟んで穴の面取りします。
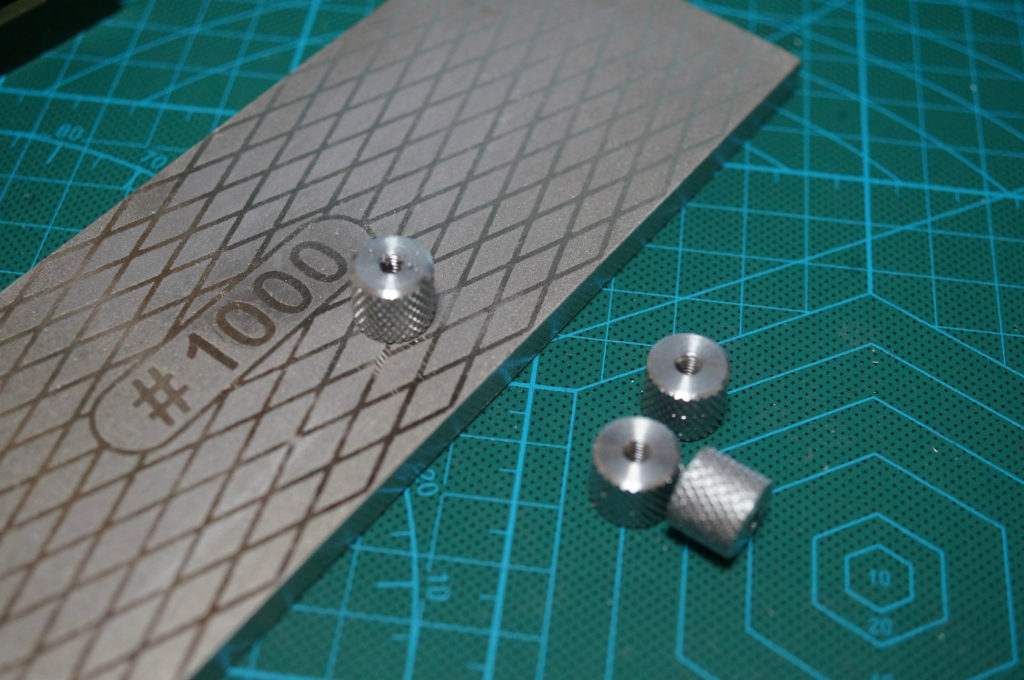
マグネット側の回転部分はダイヤモンド砥石#1000で研磨します。
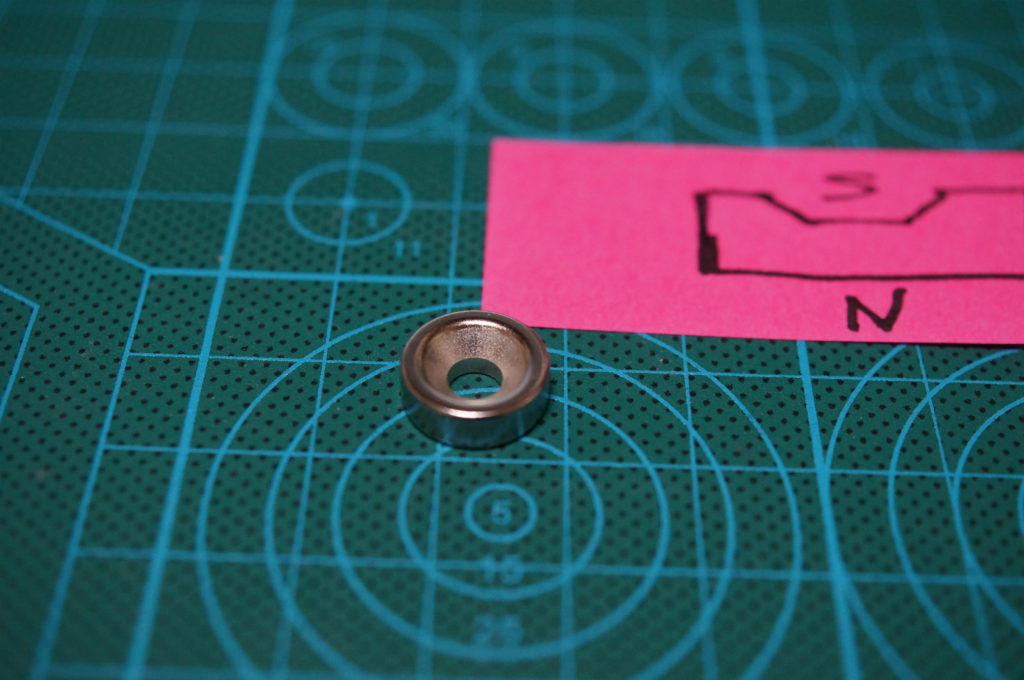
ハンドル部分のマグネットは上がS極です。要するにスプール側はN極になります。
こちらの強力リングマグネット(ネオジム磁石)は日本の会社(サンギョウサプライ)で購入。
通常は安価な中国製をAliExpressで購入していますが、極性が選べないので片方は極性が指定できる日本の会社で購入することになります。AliExpressのショップでも極性を指定できないか英語で何度かコンタクトを取りましたがダメでした。サンギョウサプライで購入した物は値段が高いですが品質はAliExpressのショップ品とは明らかに違い良いです。同じ中国産だとは思いますが・・・
その他にも国内の会社ではマグネット専門の「株式会社マグファイン」などが有ります。どちらの会社もネットで1個から極性指定注文が出来る為、DIYの強い味方になります。
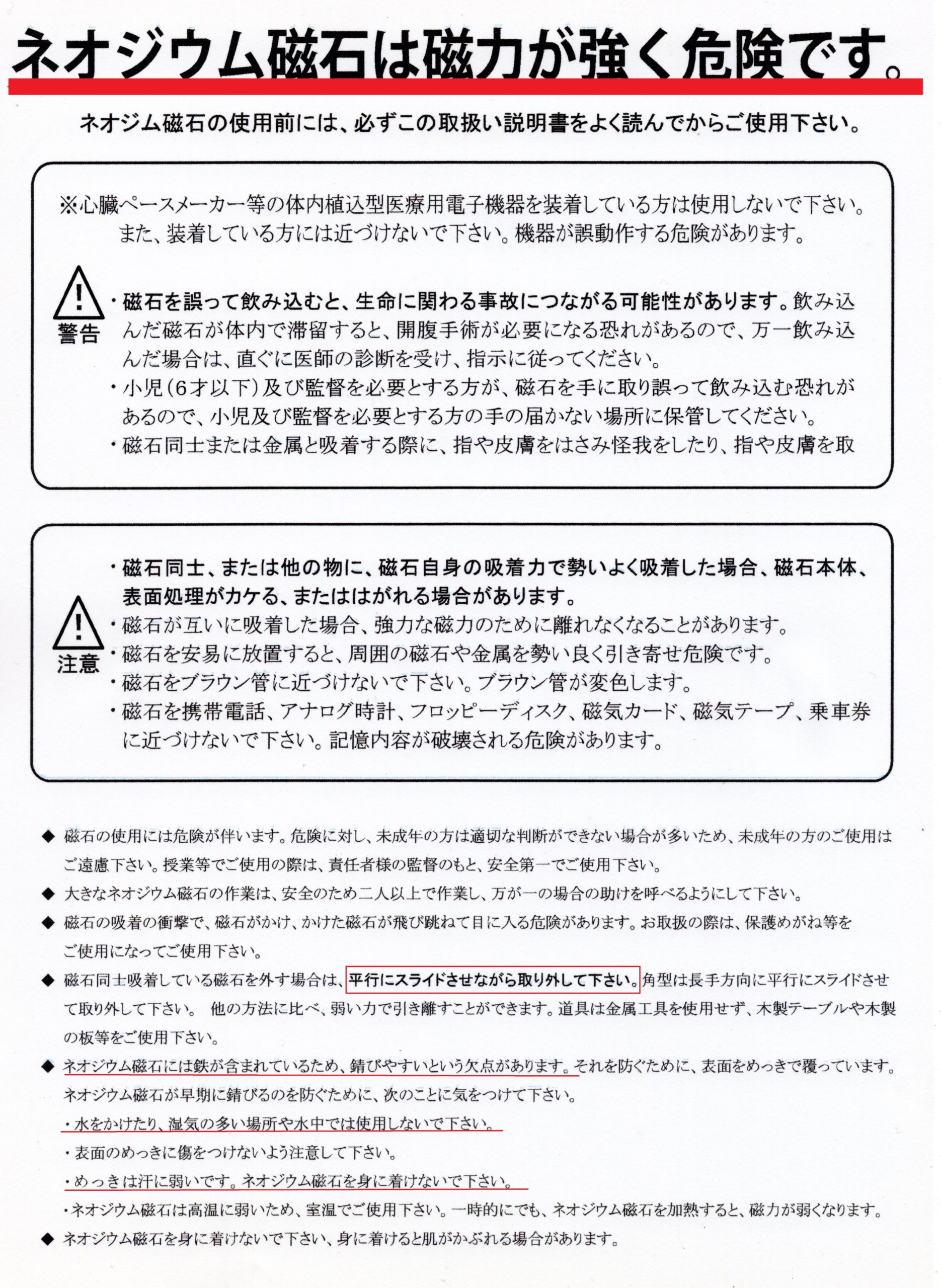
ネオジム磁石は磁力が強く便利なのですが、デメリットがありまして、まず強度が弱く割れ易い欠点があります。しかしながらこのハンドルを使用(脱着)していて割れたことは当方ありませんがショックには弱いようです。次に錆びやすいと言う点。水濡れした後はよく水分の乾燥拭き取りが必要です。防錆対策が必要なパーツです。基本的に消耗品扱いです。

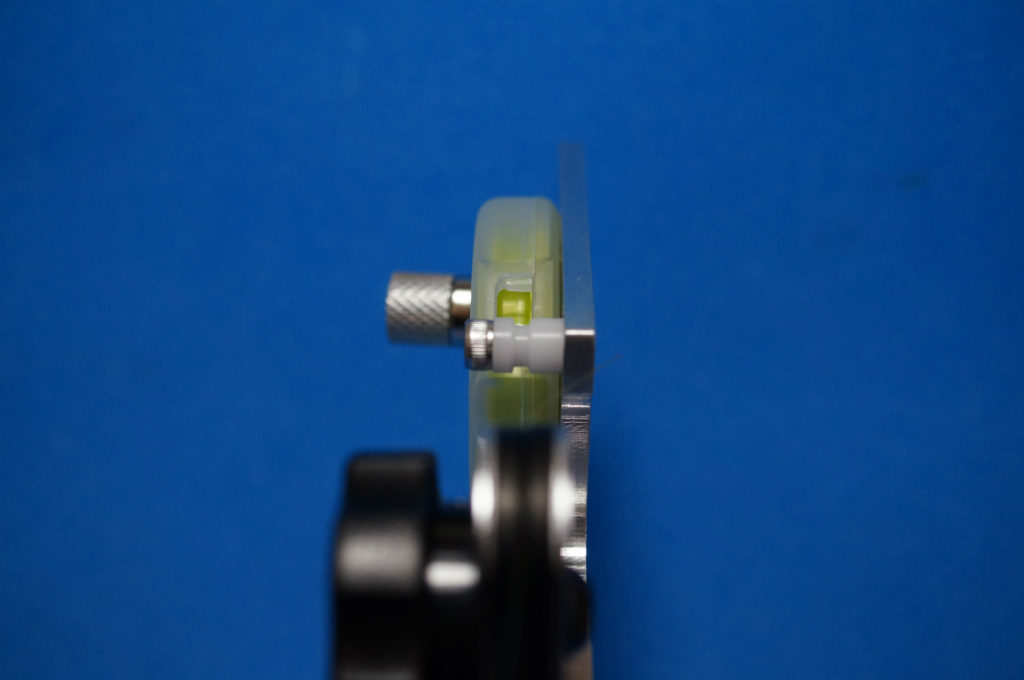
マグネットがフリーで回転するからくりの軸としてイモねじと皿ねじを使い、ハンドルとマグネットの間に微妙なクリアランスを作ります。


まず皿ねじを軽く締め込みマグネットを固定します。
反対側にイモねじを挿入しこちらも軽く締めます。
マグネット側の皿ねじを1/8程度緩めてお互いのねじを互いに締め合うことでスキマを作ります。
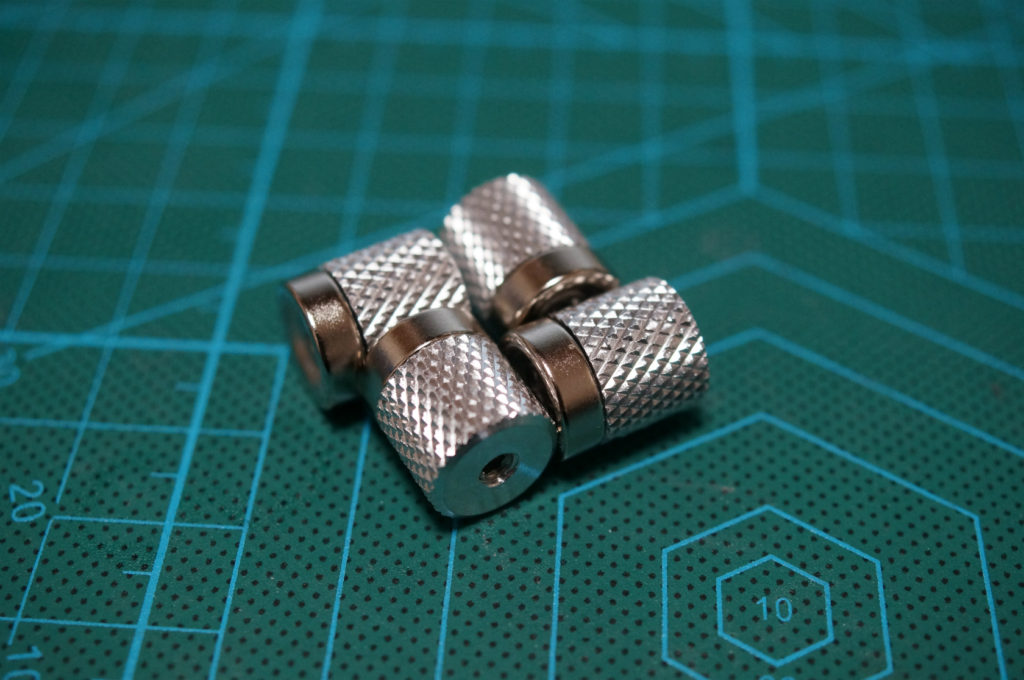
やっとこ完成です。
定期的に回転部分にシリコンオイルを塗布すると回転が軽くなります。

ベストにぶら下げられるようにホルダーも作ってみました。
取付けインプレッション
ダイワの公式HPによると「鮎匠AS50N 回転巻R」は
●1周約15cmで仕掛作りが楽
だそうです。
**ダイワ仕掛け巻きとスプールホルダによる水中糸等の長さ測定**
・当方のノギス計測によるとダイワスプールは直径48.07mm(半径24mm)
よって円周2πr=150.72mm 約15cm
<参考>
- 3m(300cm)=20.0周=約20周
- 4m(400cm)=26.7周=約27周
シマノの「仕掛け巻きCS-301L」は4mで約32周なのでこちらのほうが約5周分楽ですねw
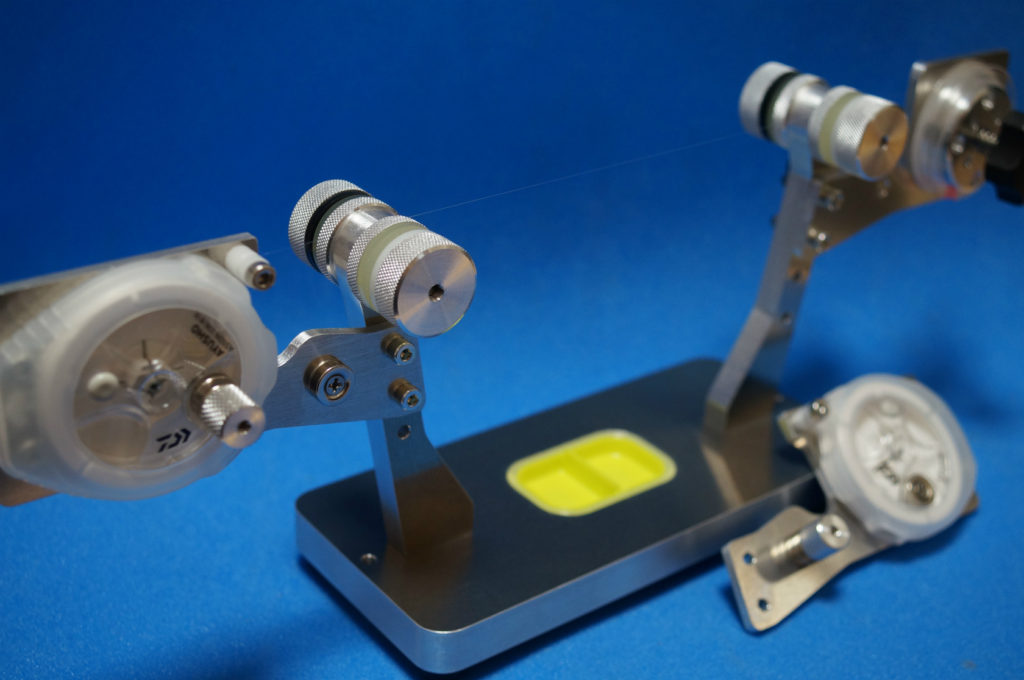
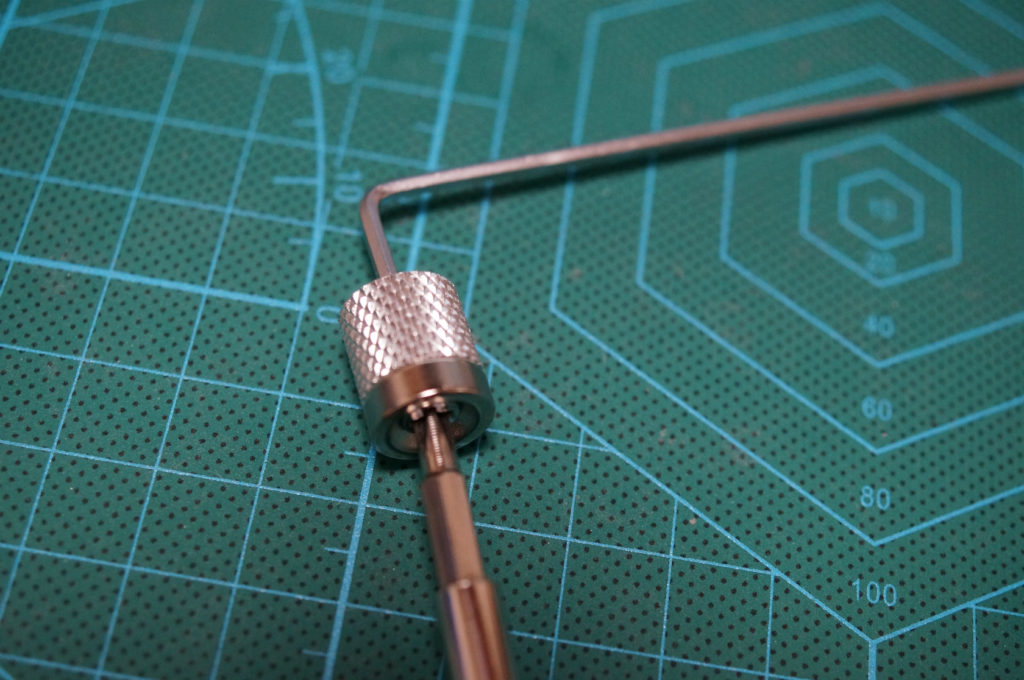
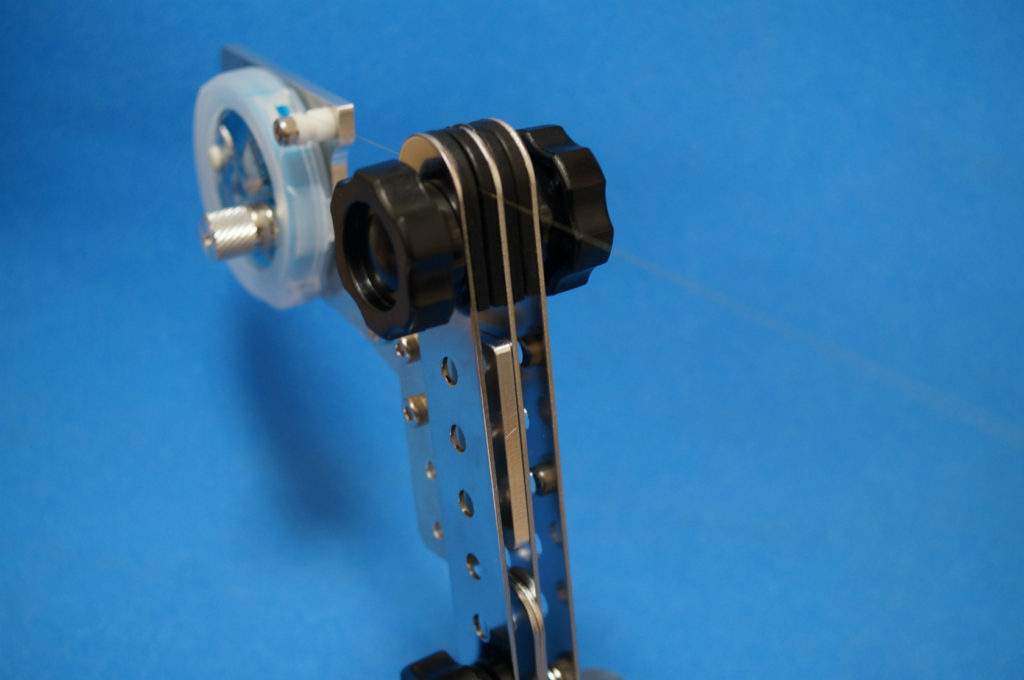
当方、自作の編み込みホルダーへの装着例です。後方にも装着する事により効率的に仕掛け直し(作り)が出来ます。
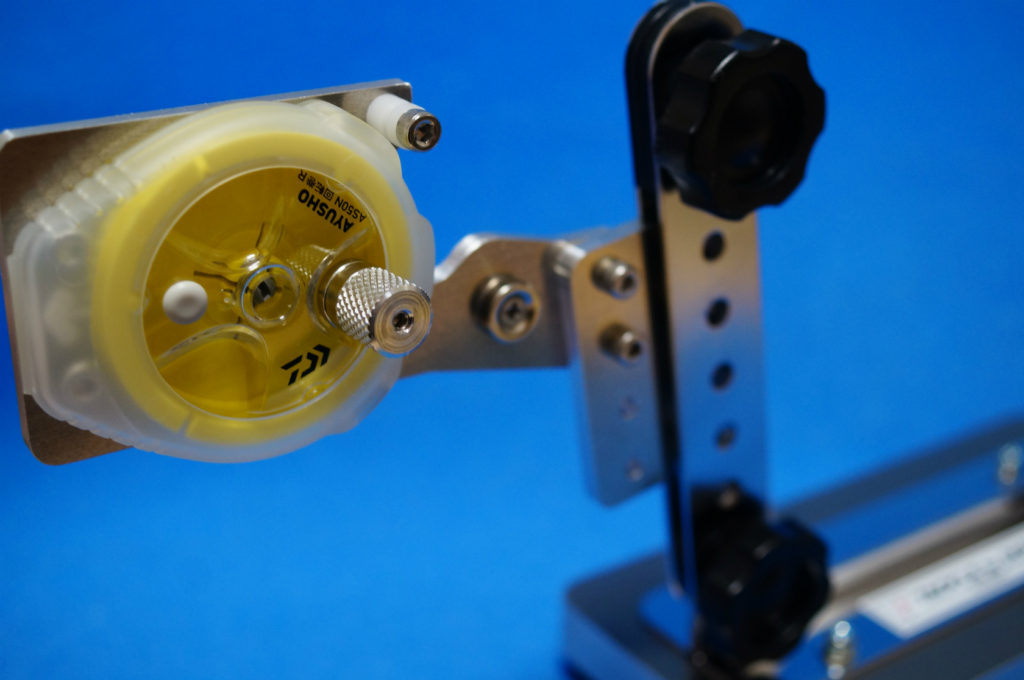
こちらはTACKLEinJAPAN編み込みホルダーアユプロBTypeへの装着例です。
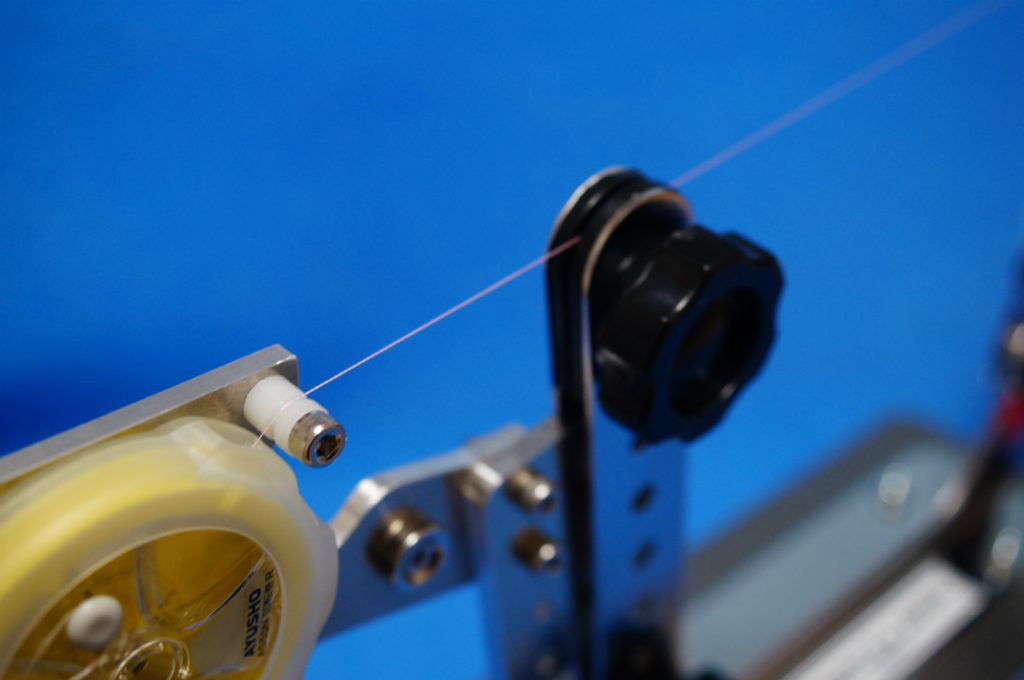
ラインガイドを支点にスムーズな巻き取りが可能になりました。

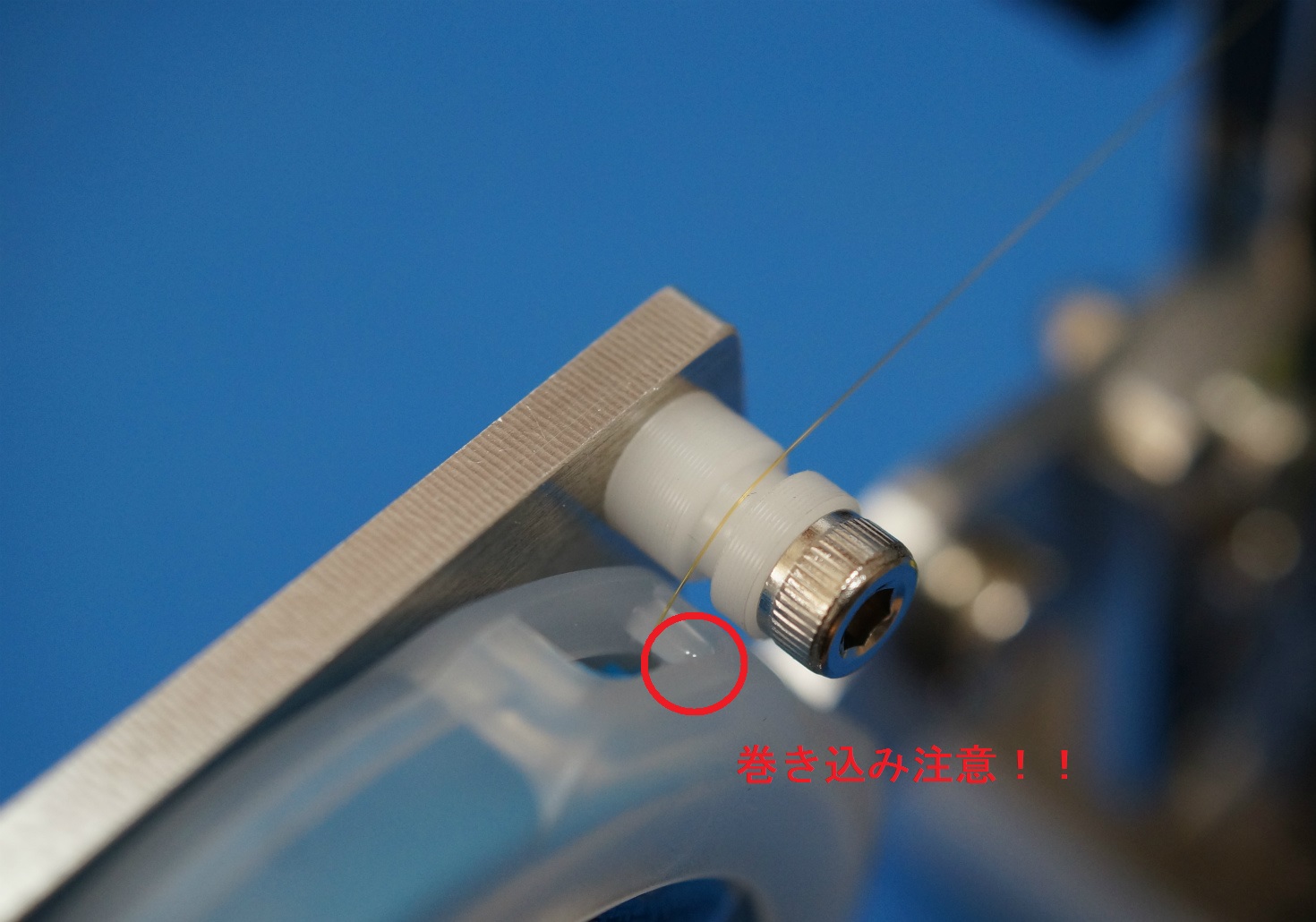
ダイワの欠点と言いますか注意としては上記写真の赤丸部分にどうしてもラインがよってしまう事があります。適度なスピードで巻けば大丈夫なのですが・・・
こちらはXTypeへの装着。
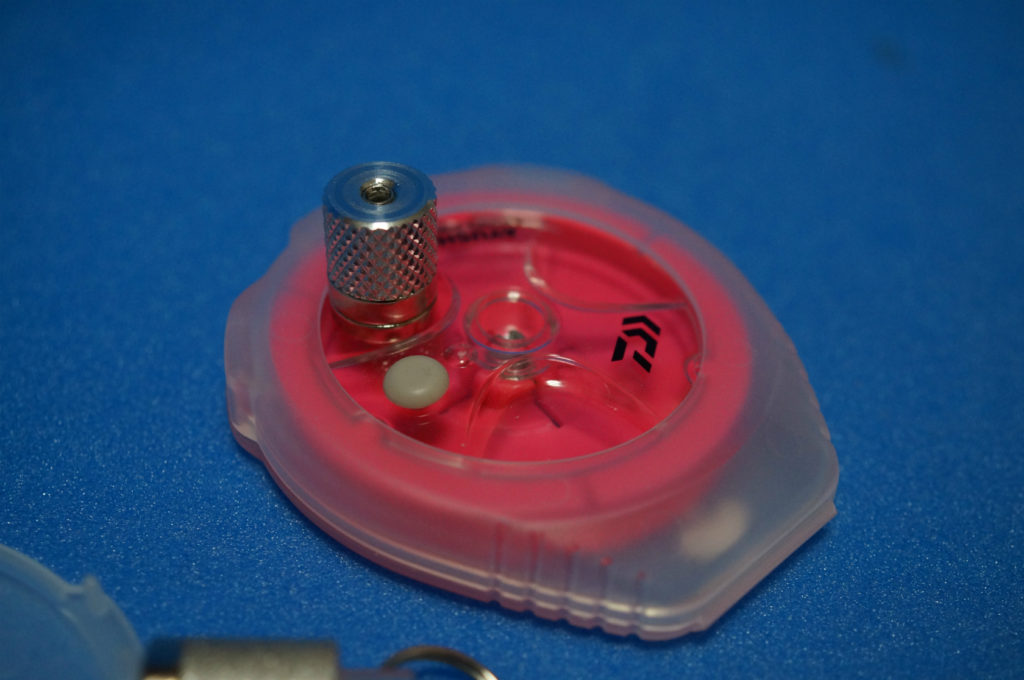
ハンドルを使わない時は紛失防止の為、ホルダー部分に装着。
今後も改良は続きます・・・
以上 ダイワ鮎匠 AS50N 回転巻R仕様ユニット編でした。
本文記事の誤字・脱字はご了承ください。

にほんブログ村


コメント