

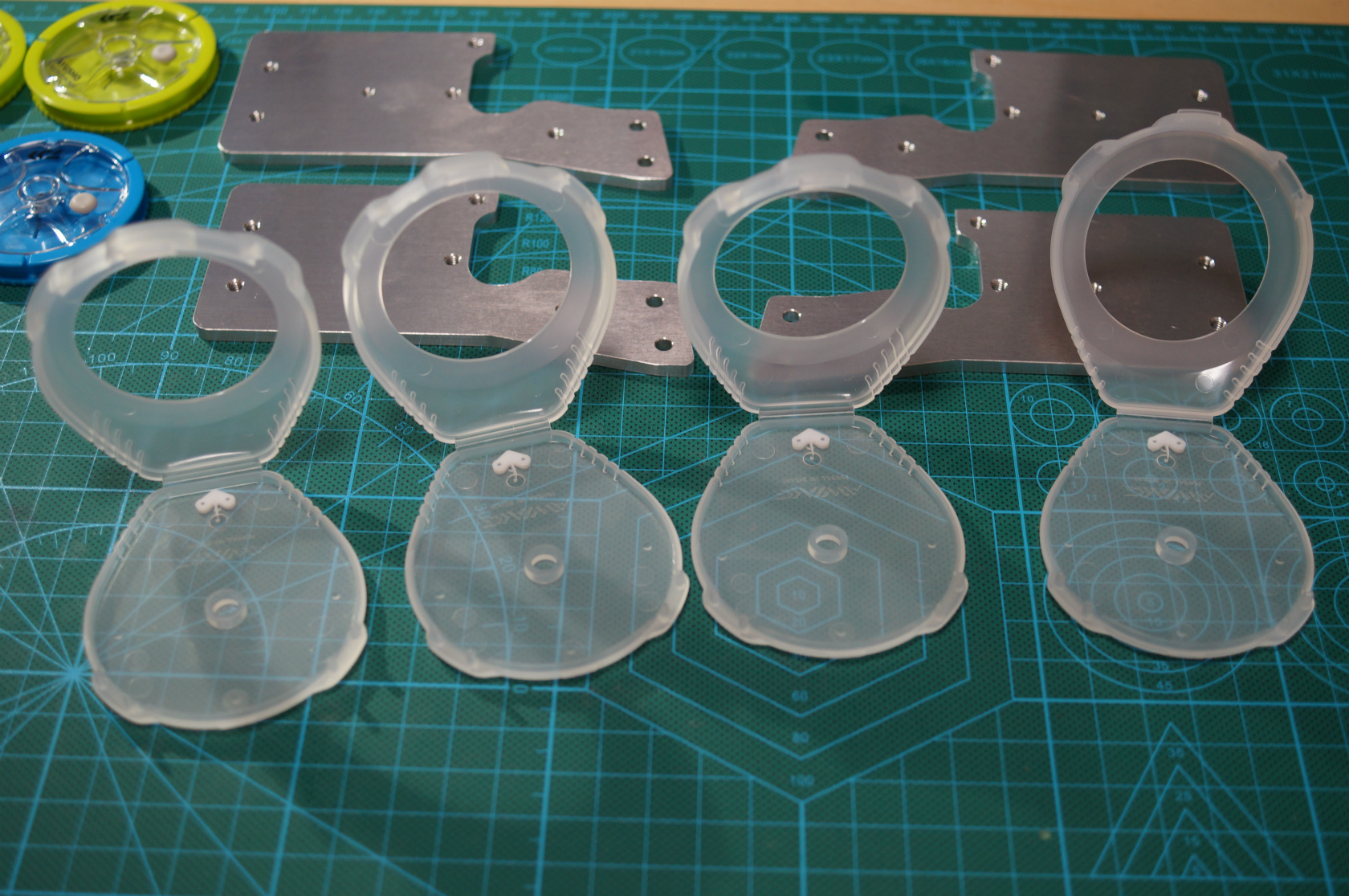
前回の記事に引き続き当方所有のTACKLE in JAPAN アユプロ・ノットマスター&自作編み込みホルダーにマッチする自作の仕掛け巻きユニットのご紹介です。鮎釣りの仕掛け作りにおけるストレスを軽減するべく設計しました。仕掛け巻き(スプール)は市販品を使用し各社から発売されている4機種をユニット化しました。その中で第二弾として「ダイワ Daiwa 鮎匠 AS50N 回転巻R」の製作工程をご紹介します。その1ではユニットの製作工程、その2ではハンドルの製作工程~取り付けインプレッションと2部構成で記事にします。
製作工程概要
鮎釣りの仕掛け巻きでは使用しているユーザーが多いであろうダイワの鮎匠 AS50N 回転巻Rを使って作ってみました。当方は基本的に「がまかつ」の仕掛け巻きを愛用していますが、製作にあたり「鮎匠 AS50N 回転巻R」を購入してみました。値段の割り?に良い作りをしていると思いました。使いやすいとかの話ではなく物として良く出来ていると思います。がまかつの仕掛け巻きと同様な逆回転防止のラッチ機能?付いており巻き心地は良いです。プラの精度も非常に良く「がまかつ」よりしっくりしております。当方の主観ですが物として見た時の良さは鮎用仕掛け巻きの中ではダイワが一番のような気がします。とは言え当方、現場で実際に使ったことが無いので良く分かりませんが今後は使ってみようかなと思いました。

設計
設計図は以下の通りです。
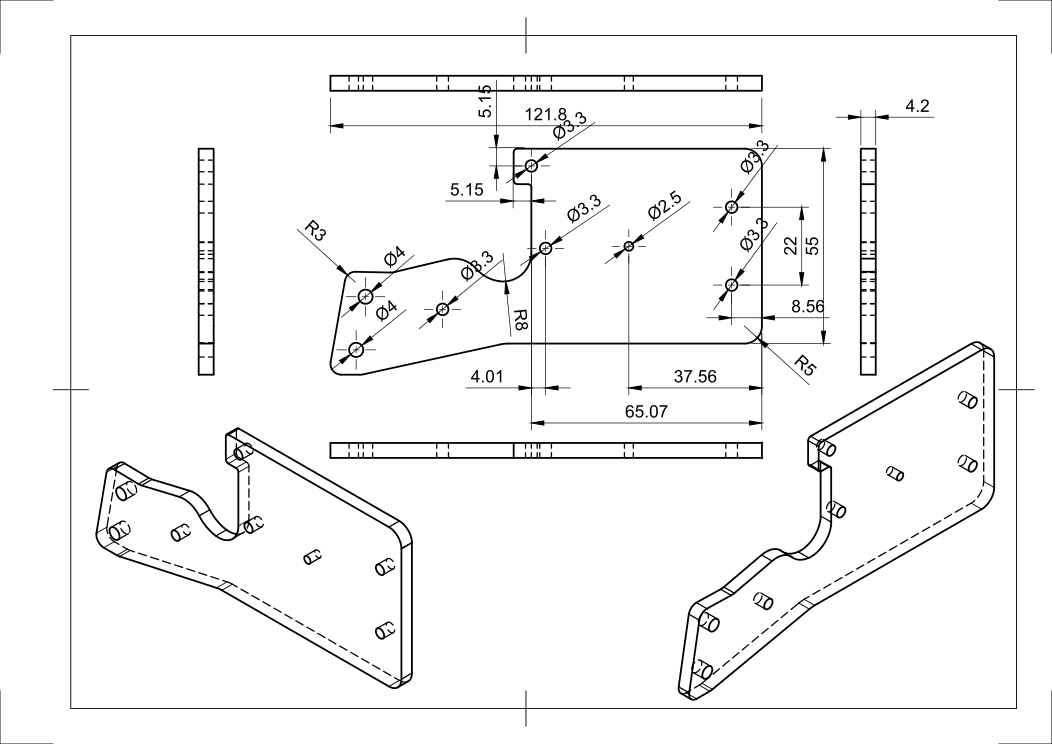
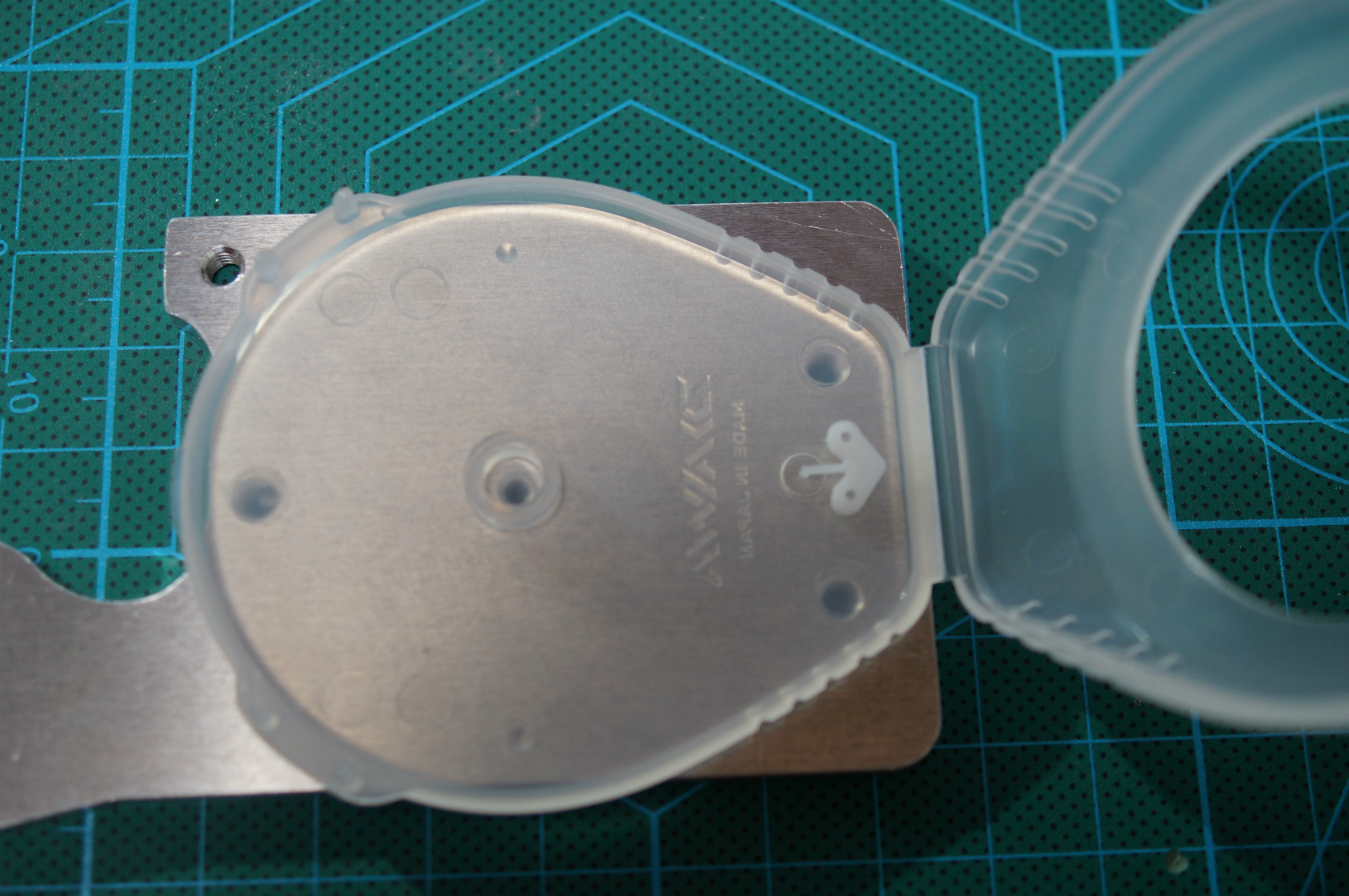
試作段階ではラインガイドはありませんでしたが、巻取り中にラインが外側に逃げて仕掛け巻の蓋の繋ぎ目に入り込む事がありましたのでガイドをPOM樹脂で製作しました。蓋の開け閉めも指が入り易い様に微妙なRを付けて見ました。仕掛け巻きケースとベースの固定は4個所のボルト接合で強固な固定です。回転中に絶対にズレません。
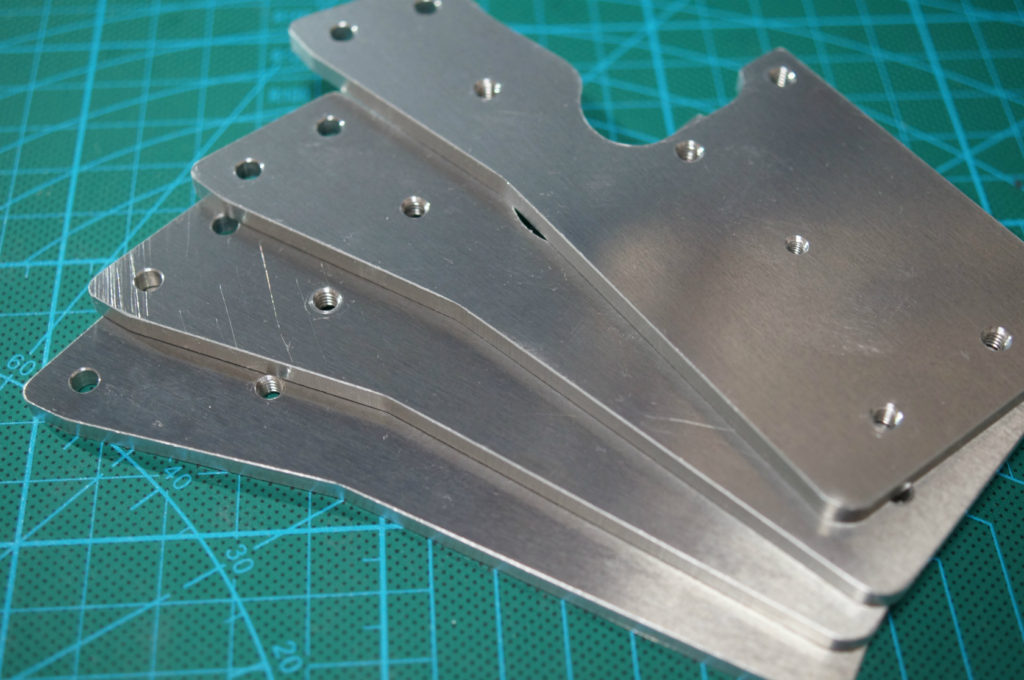
材料
材料となるアルミ板は主にA5052系でアルミ合金。板厚4mmです。板厚は編み込みホルダーにセットした際にラインクリップと直線状になるように設計してある為、どの仕掛け巻きも板厚4mmで製作しています。微妙に中心からずれるユニットも有りますが一応許容範囲内ということで気にしないで製作しています。

穴あけ~輪郭切削
穴あけ加工は3パターン、いずれも貫通穴です。
<穴あけ使用工具>
- (OSG EX-SUS-GDS 4.0 ) 貫通穴
- (OSG EX-SUS-GDS 3.3 ) 貫通穴 M4下穴
- (OSG EX-SUS-GDS 2.5 ) 貫通穴 M3下穴
<切削使用工具>
・エンドミルΦ10(ミスミTSC-CR-VHEM4S10-R0.3)
切り込み量は0.25mm
切削の様子は前回のシマノ編と同様なので興味のある方はそちらを参照してください。

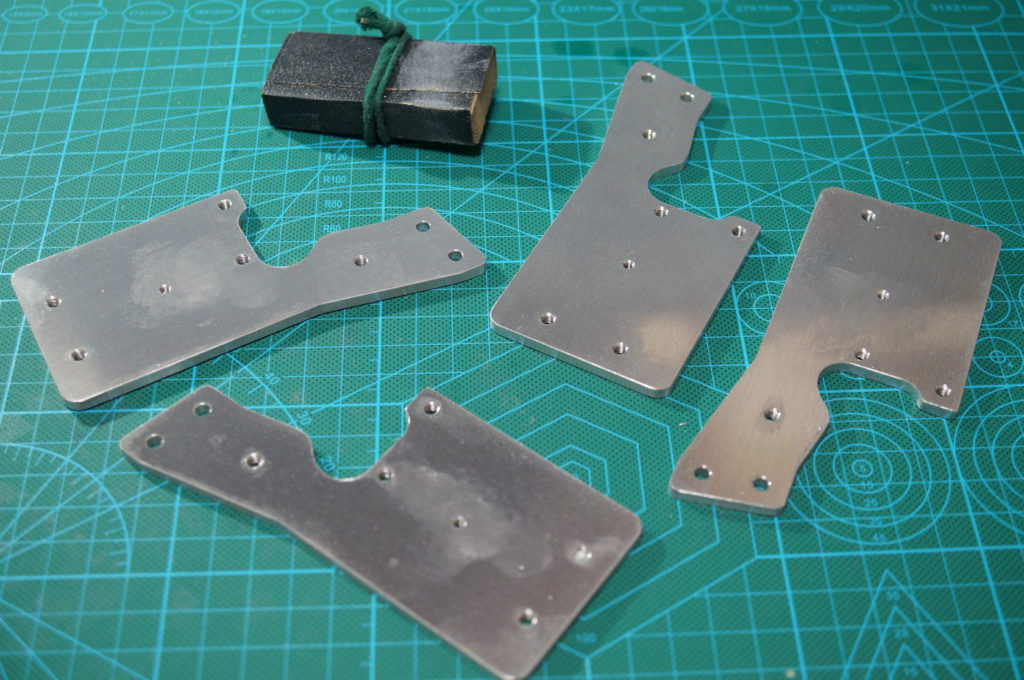
タップ&面取り~研磨~ベース完成
ねじ切りを6箇所加工します。
中心はちょうど六角穴M3ボルトが入る溝があるのでM3でねじ切りします。
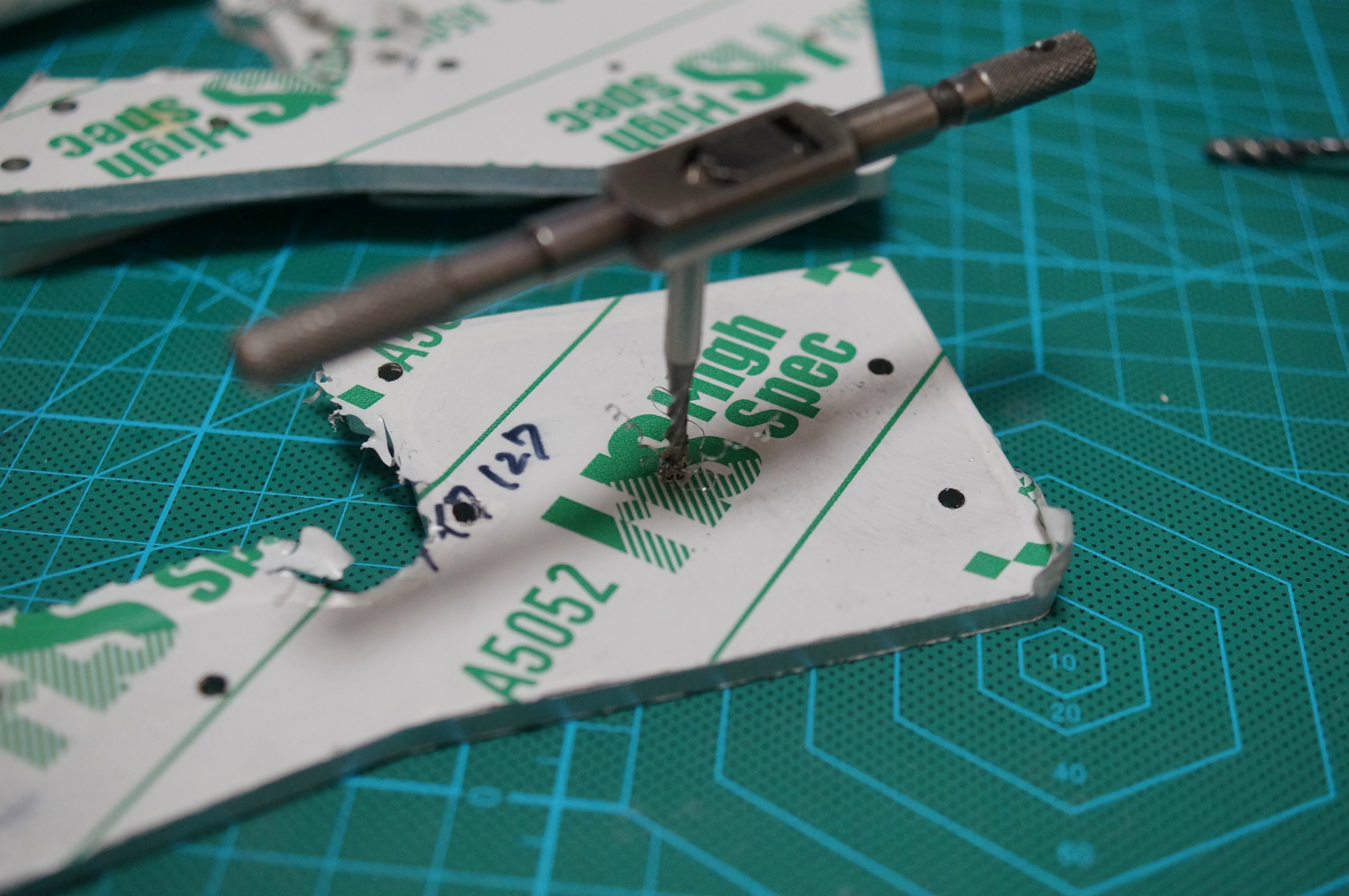
コツコツと手タップで行っています。
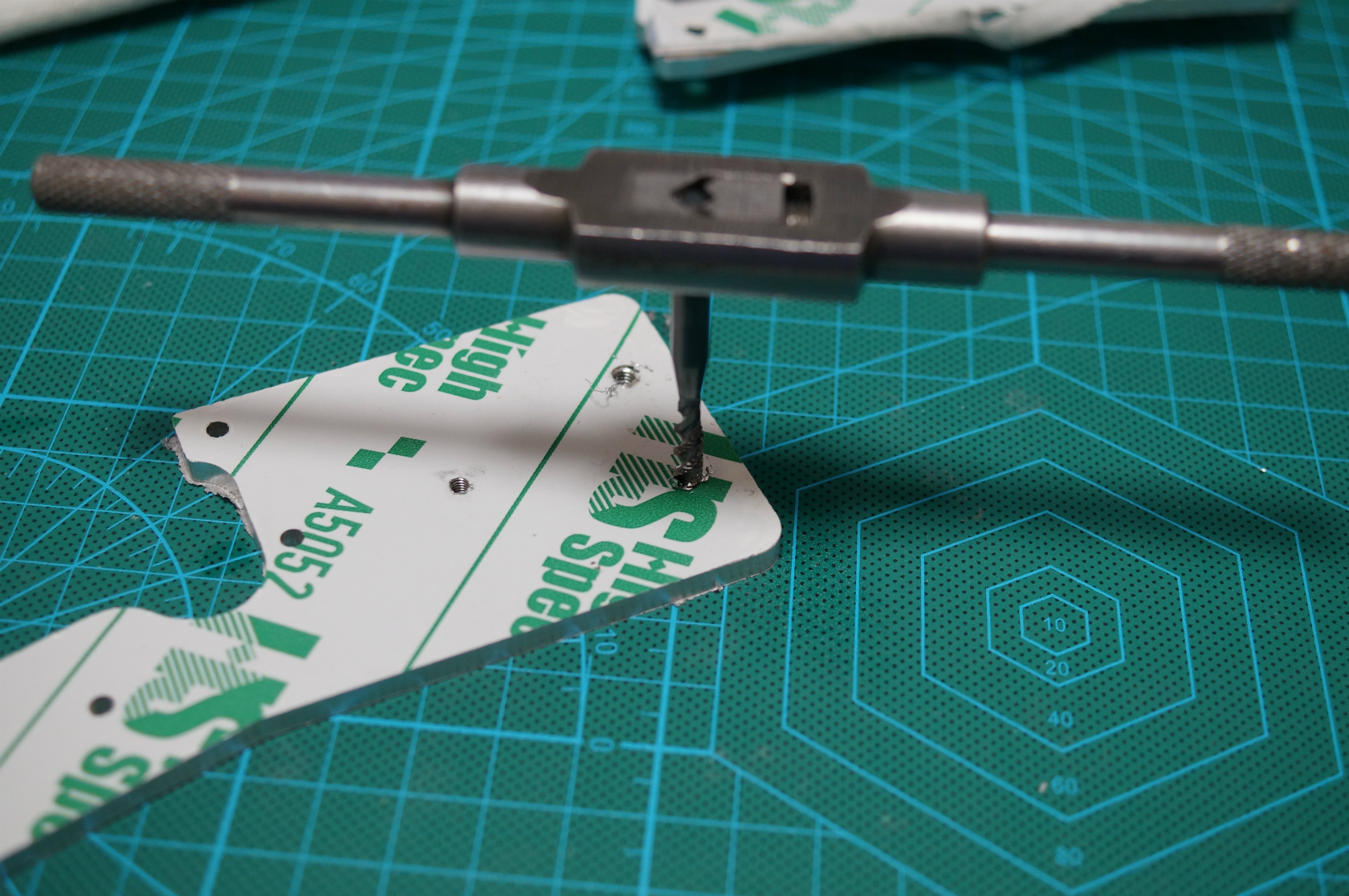
その他の穴はM4でねじ切りします。

ドライバードリルで面取りします。

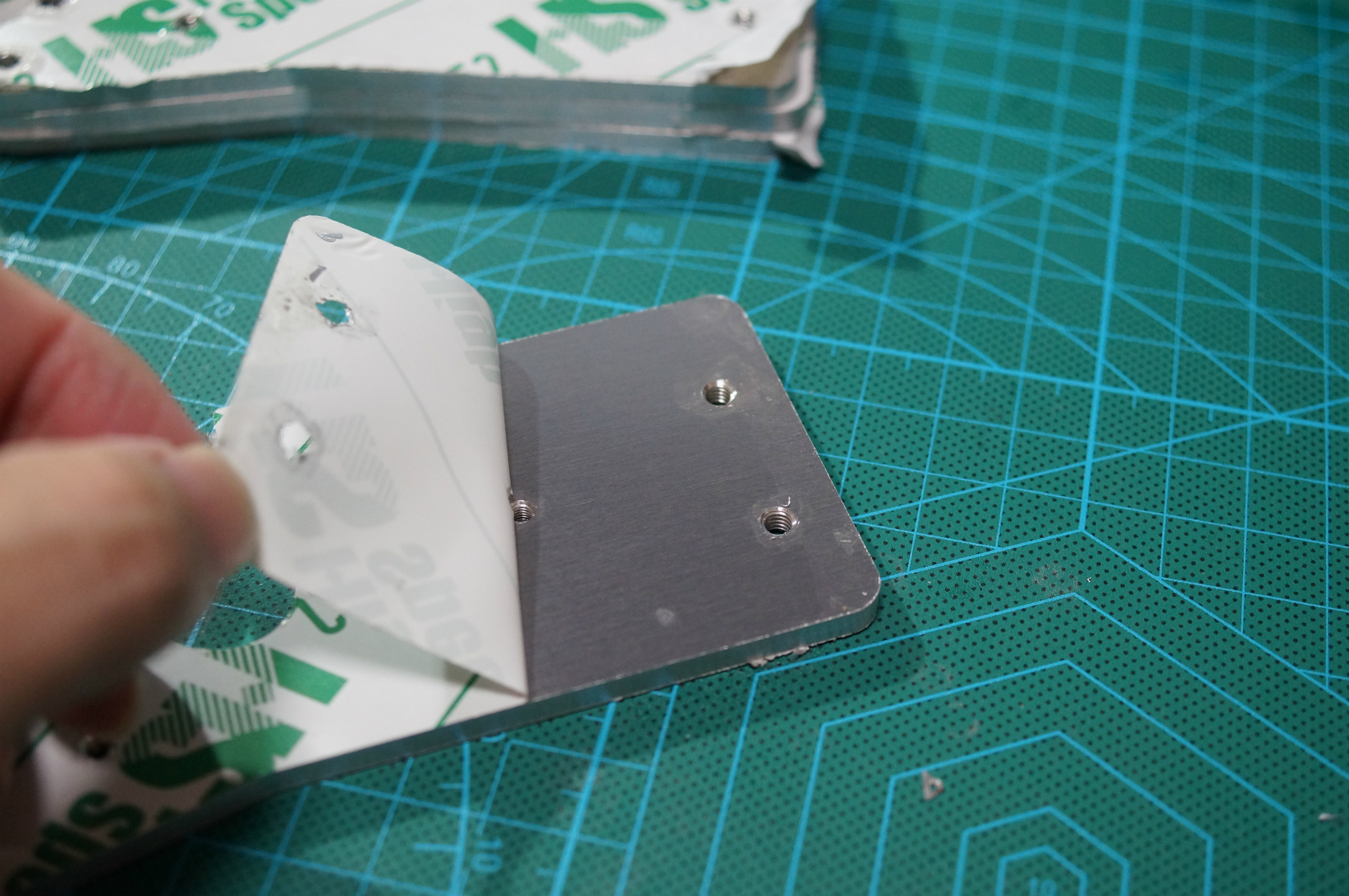
上記の作業がすべて終了したら、表面保護テープを剥がします。
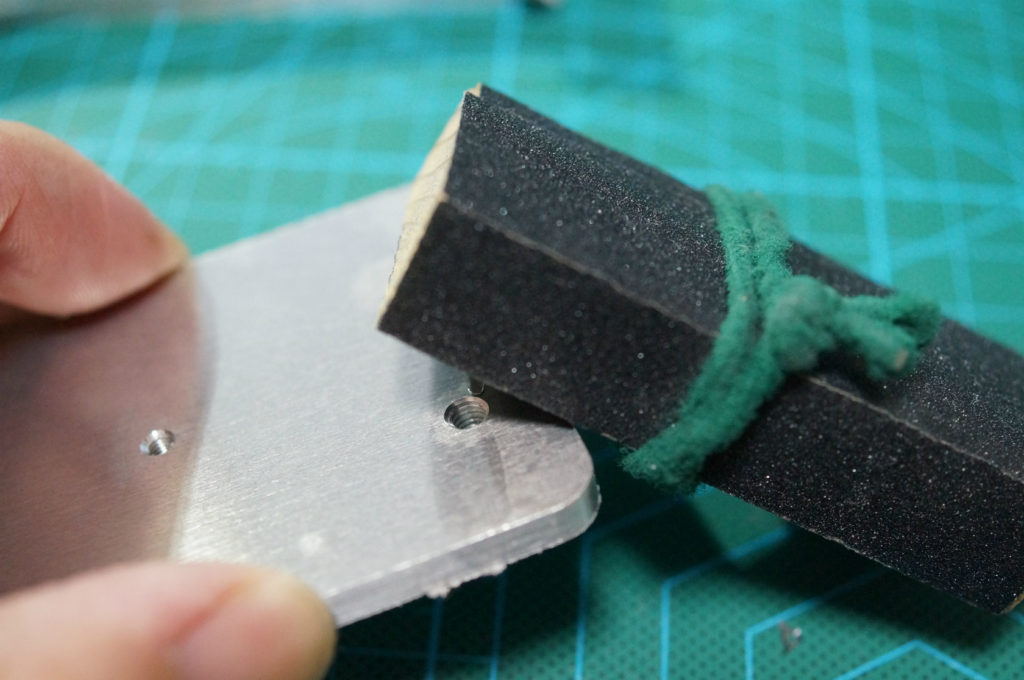
#240のペーパーヤスリでバリを手作業で取ります。結構めんどくさい作業になります。
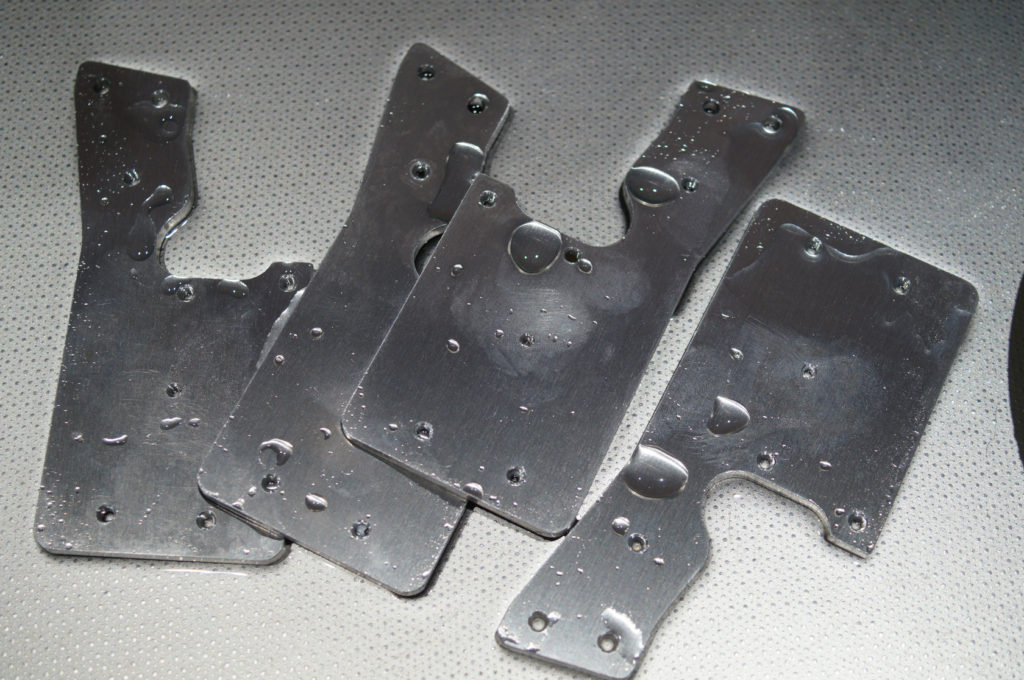
お湯で油汚れを洗浄します。
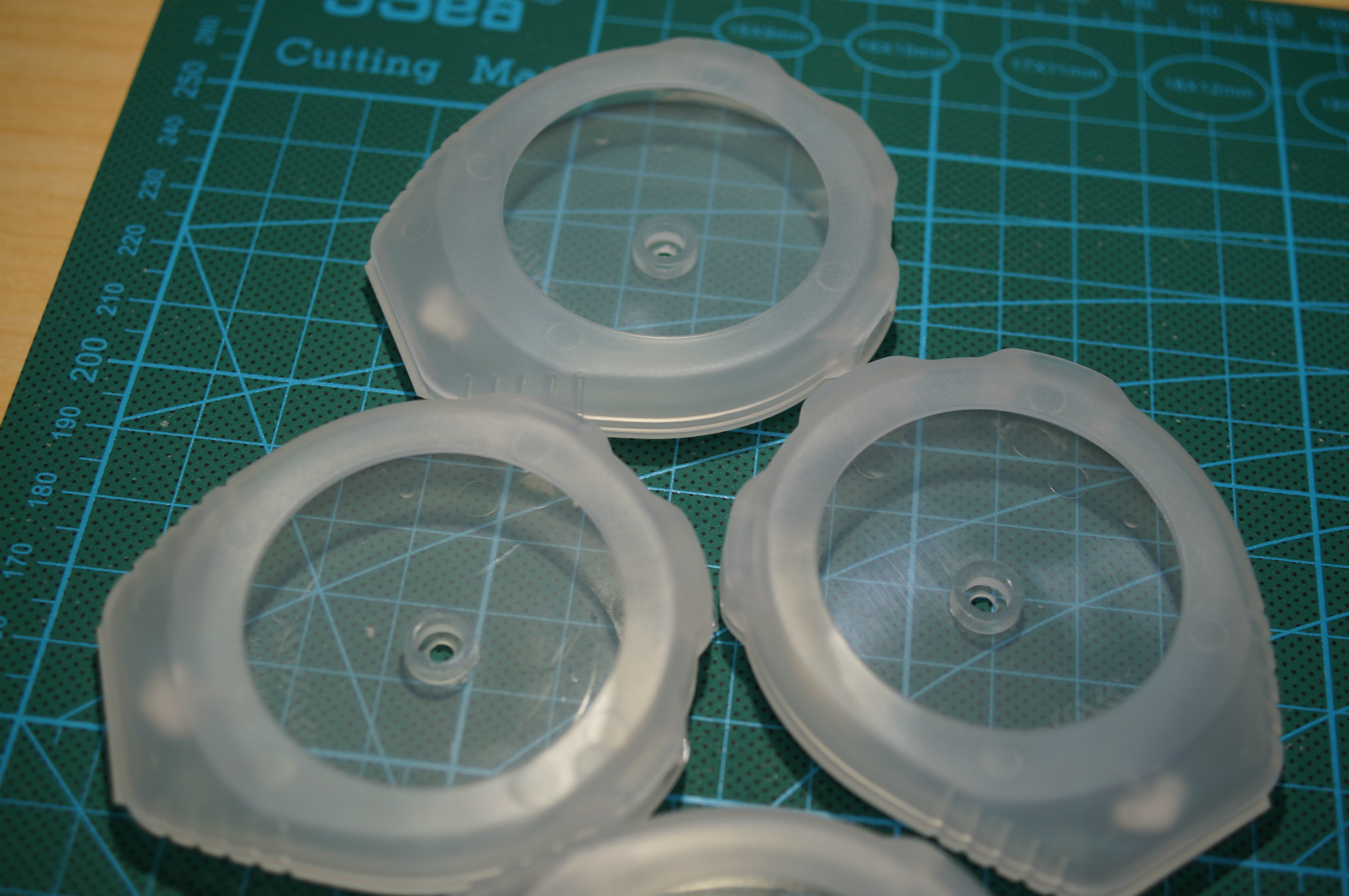
ベースの完成!
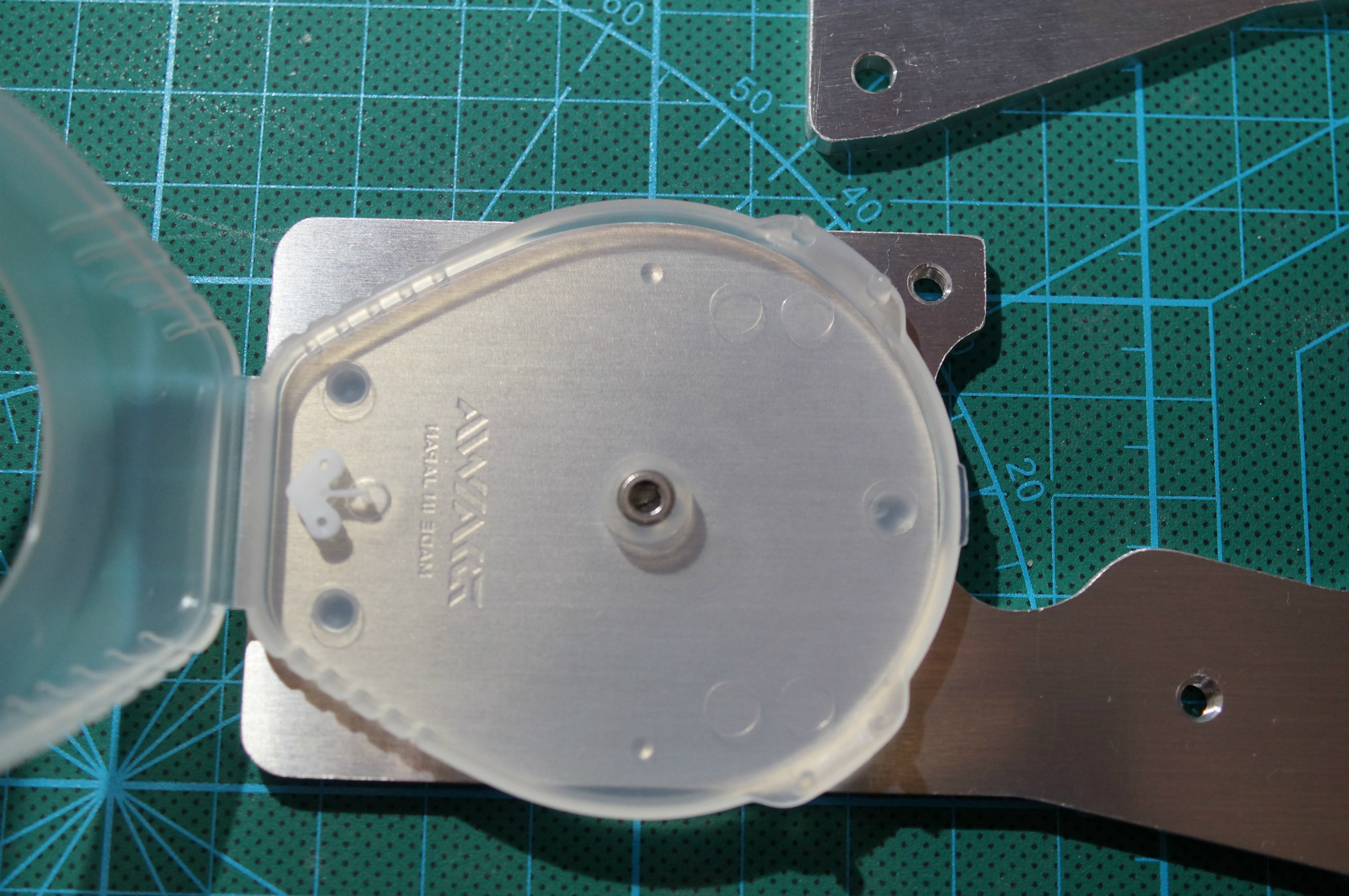
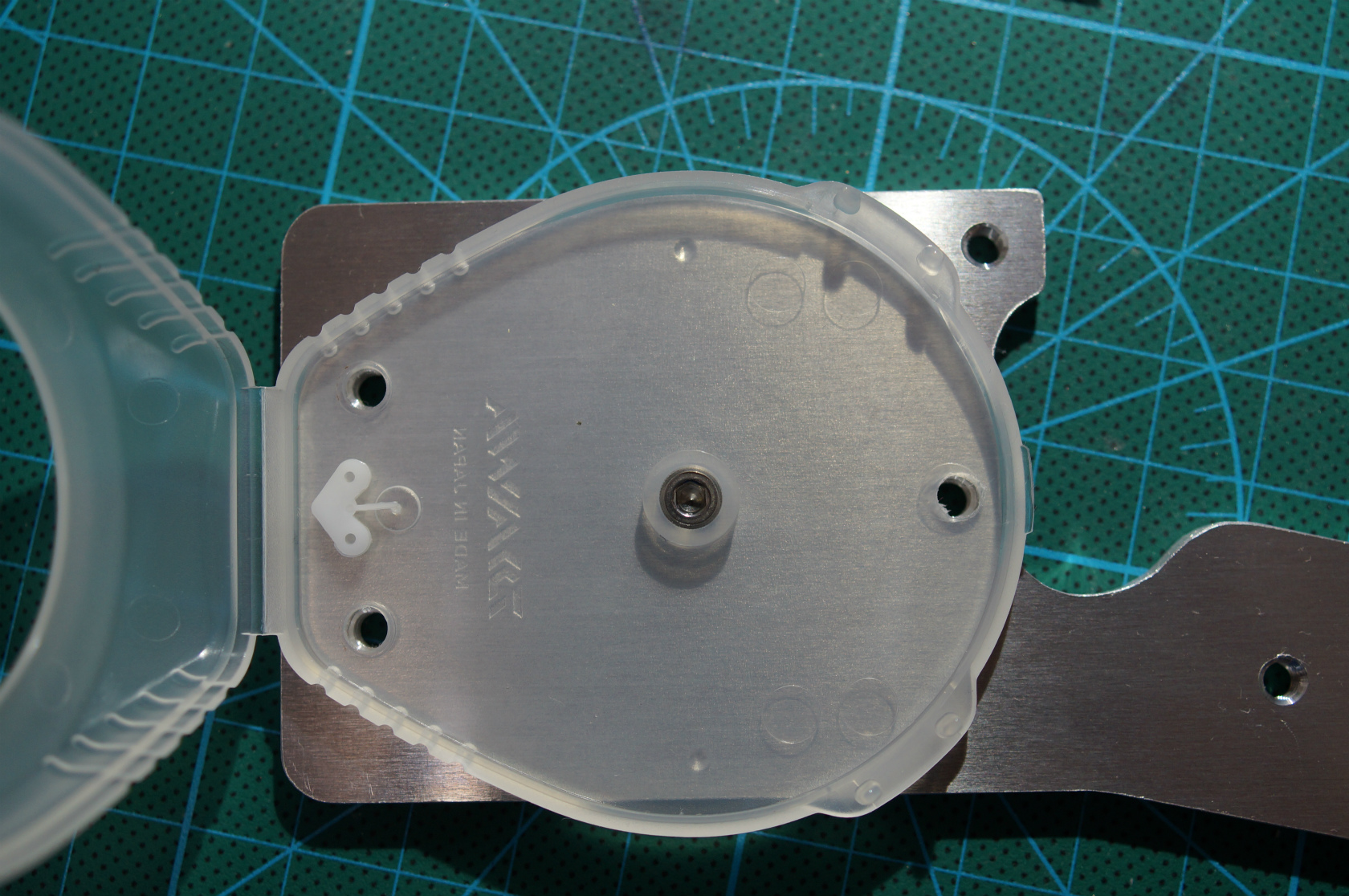
ダイワ Daiwa 鮎匠 AS50N 回転巻Rケース取り付け
本体取り付けです。
前後ユニットとも方向が違うだけで加工工程は同じです。

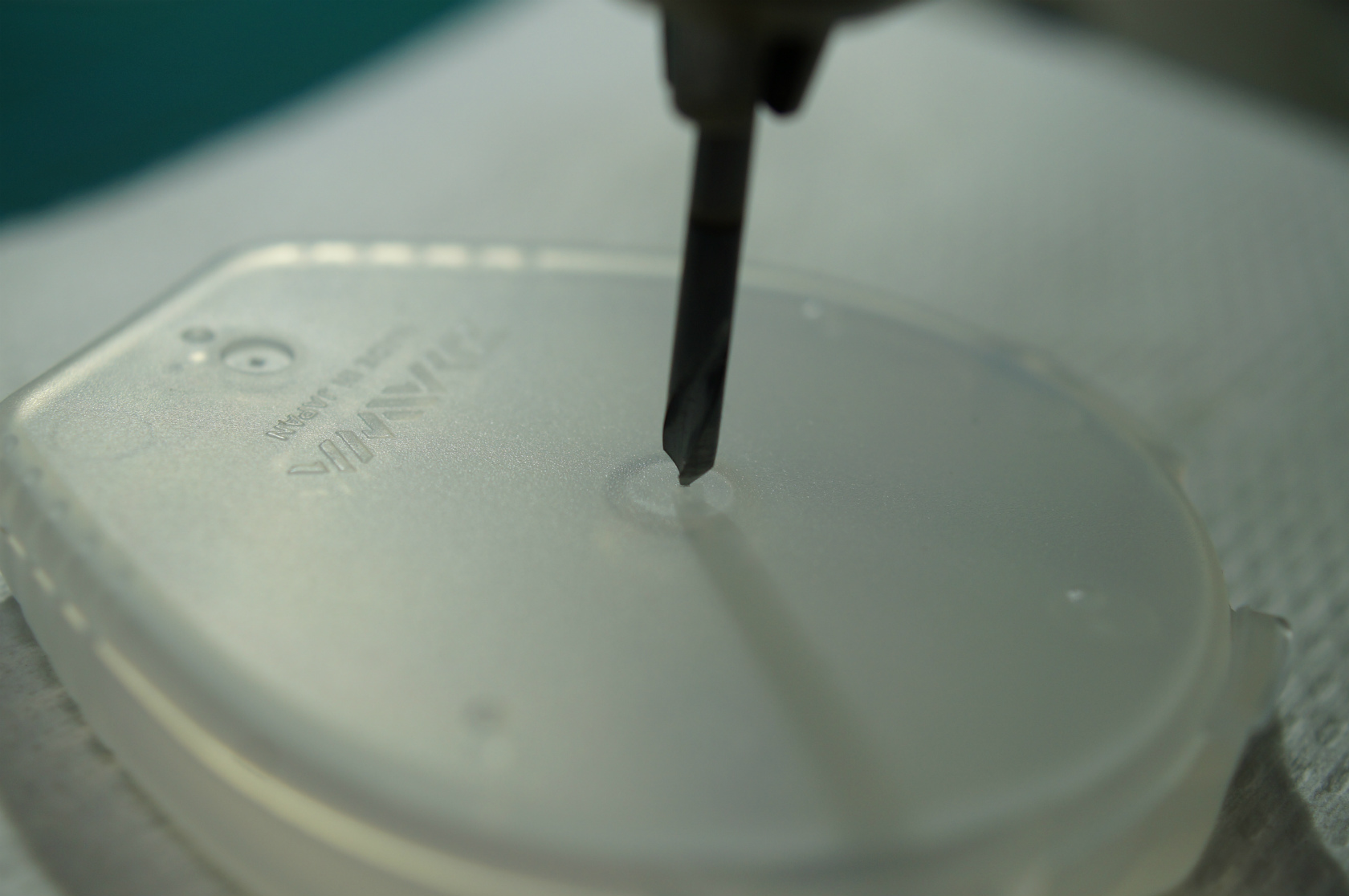
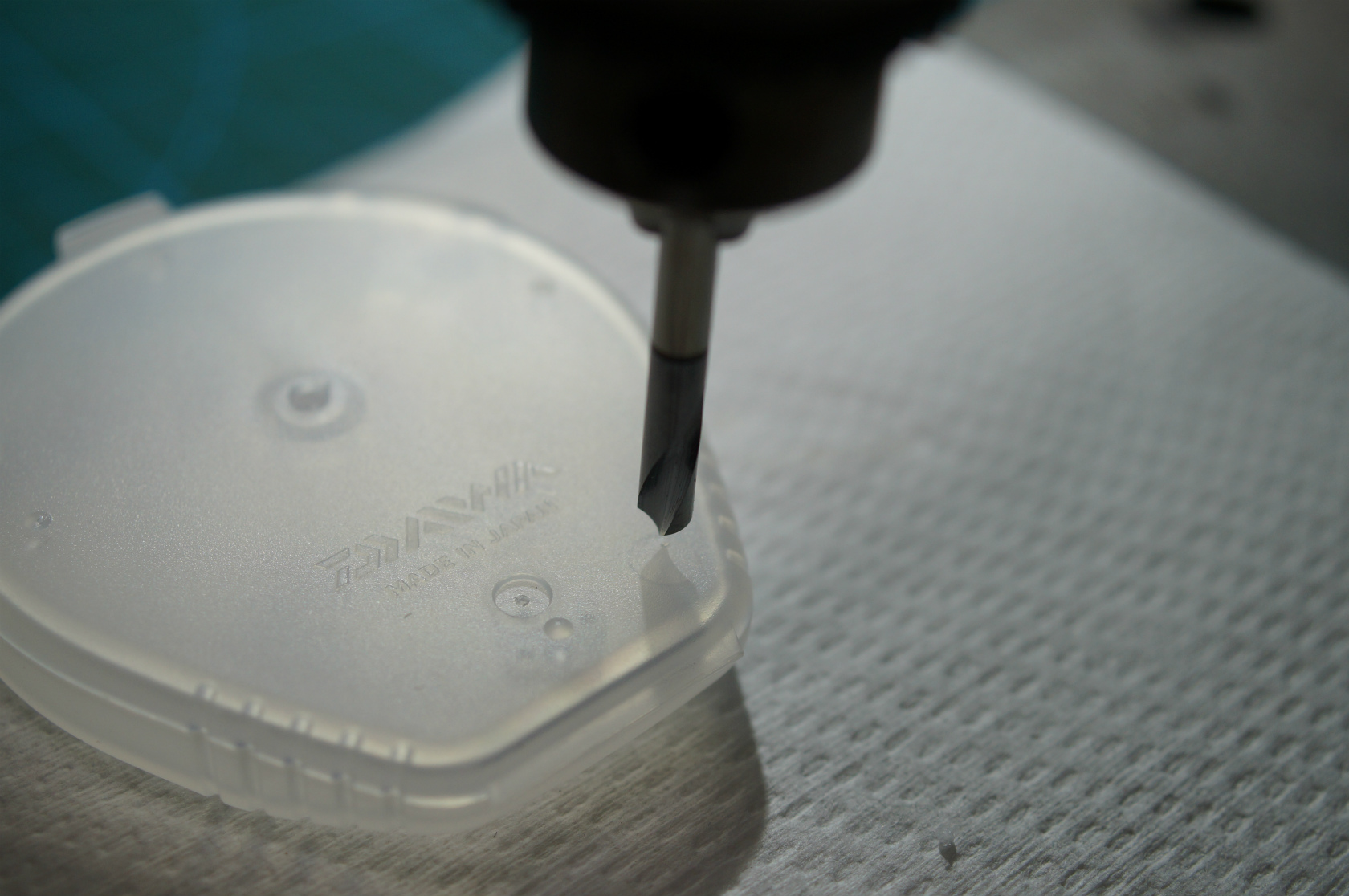
まずは中心の軸を固定するために軸中心に3mmの穴を開けます。
そこそこの精度が求められるのでボール盤で穴あけ作業は行います。
ベースのねじ穴の位置に穴を開けていきます。

一番重要な中心穴は5.5mmのドリルで中心をケガキます。
5.5mmのドリルがちょうど良く穴にフィットします。
グリグリとやると穴の中心が出ます。

その後、裏返し中心部分を裏からポンチします。

ケガキ棒でポンチします。
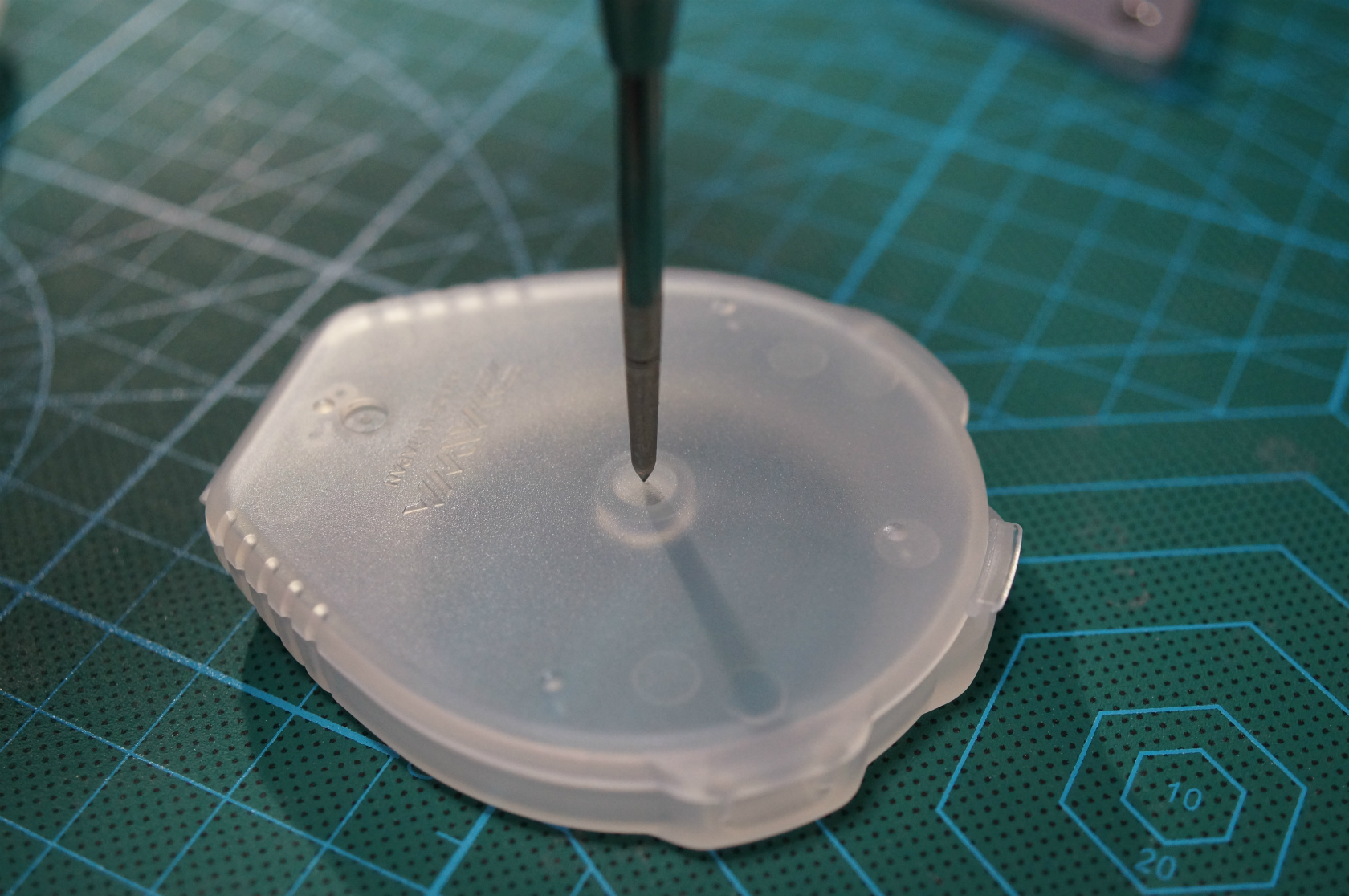
ドンピシャの中心がでます。

プロクソンの卓上ボール盤で穴を開けます。
穴あけはセンタードリルで行うとドリルの逃げもなく狙った所に穴が開けられます。
中心を狙います。
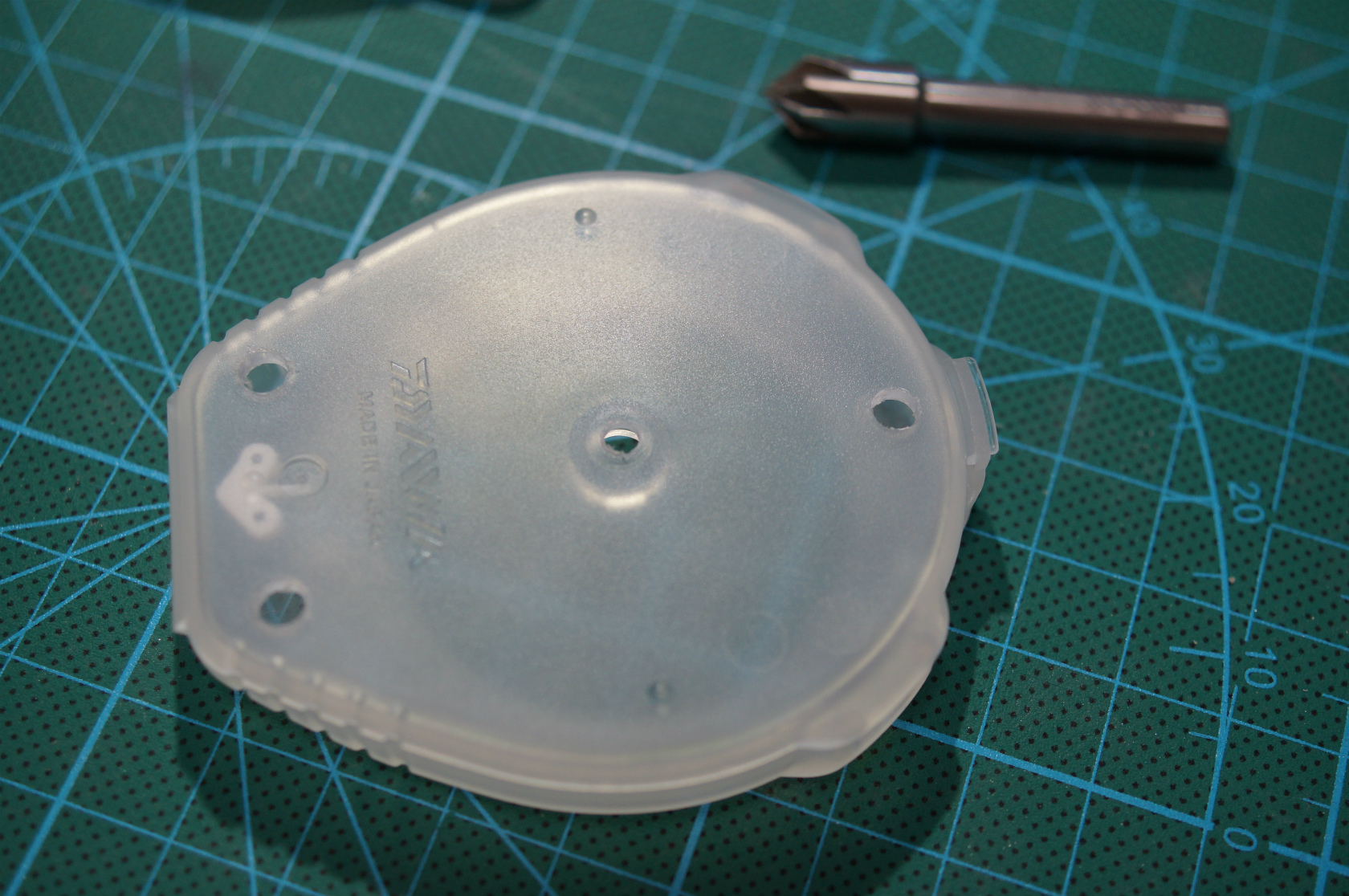
中心に穴が開きました。ここで穴がズレると中心のM3ボルトが入らない可能性が出てきます。バカ穴で対応出来れば良いですが出来ないと中心固定は難しくなります。
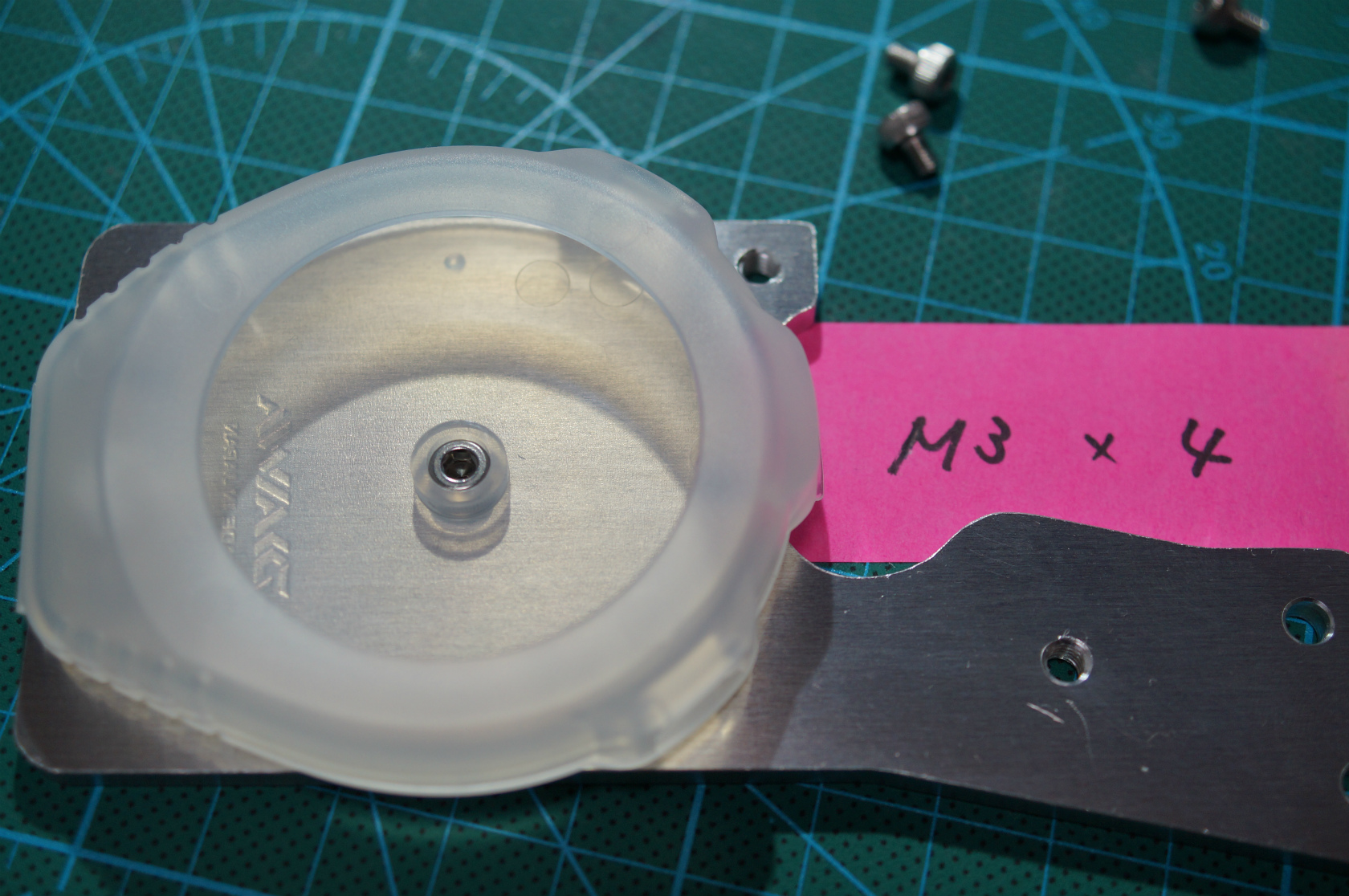
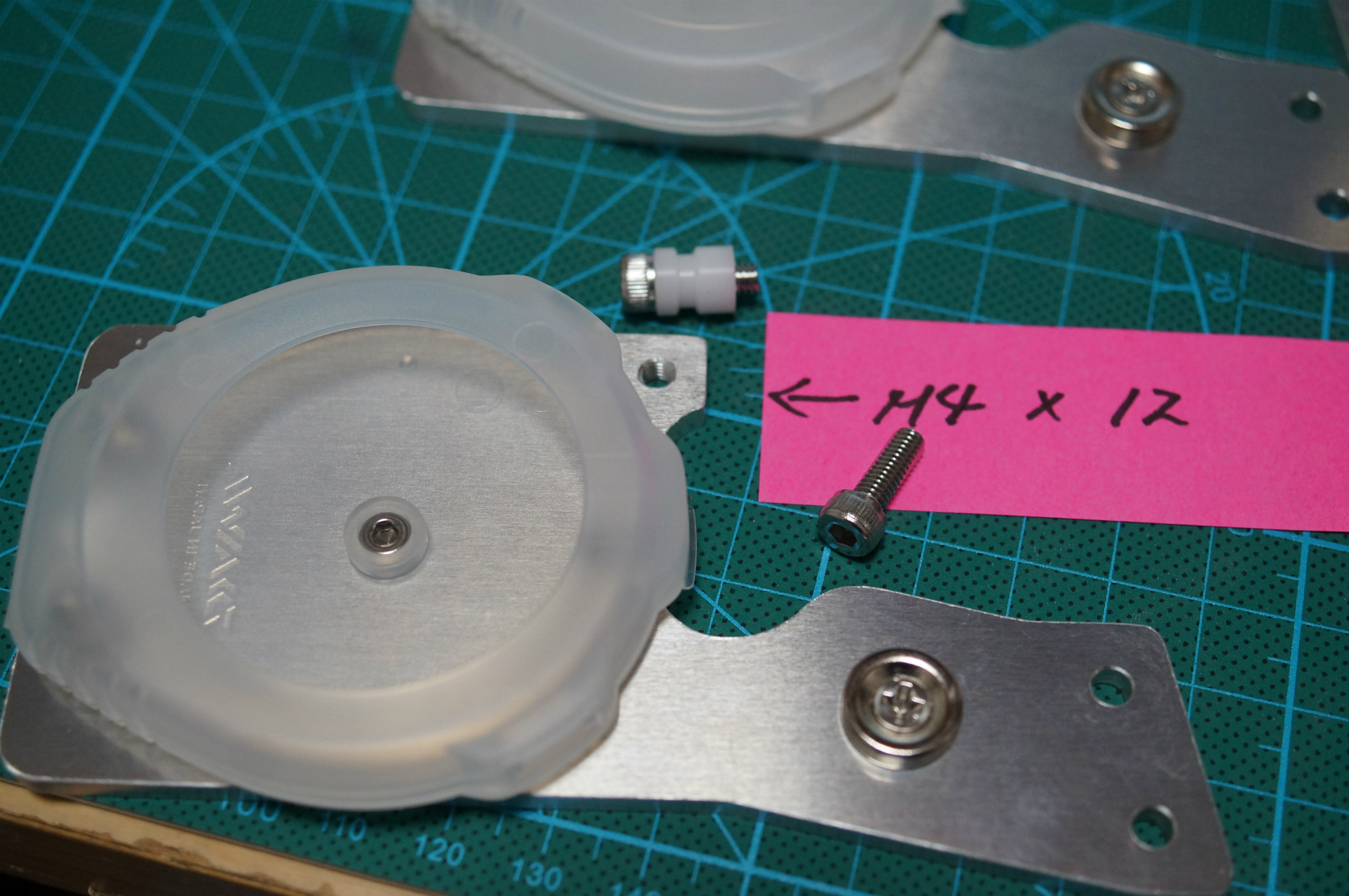
中心の軸固定は六角穴M3ボルト4mmです。
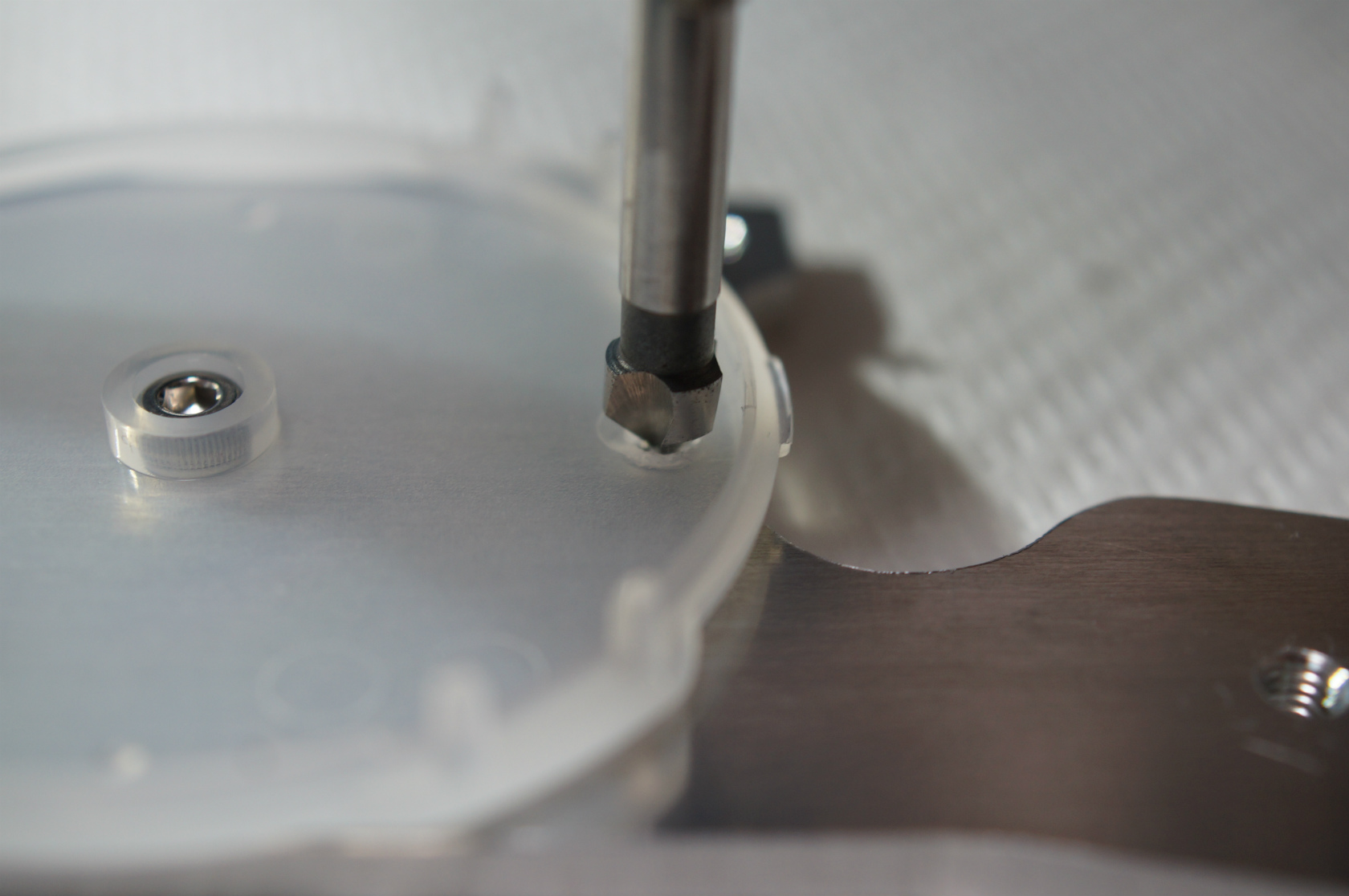
中心を固定し次に4mm穴をケガキます。
4mm穴はM4のねじ切りタップを使用して穴の中心を出します。

ベースの後ろからねじ切りタップで穴の中心をケガキます。

4箇所すべて行い、一旦ベースから外してボール盤で穴を開けます。
4mm穴もセンタードリルで中心を狙います。
狙い通りに穴が開けられました。
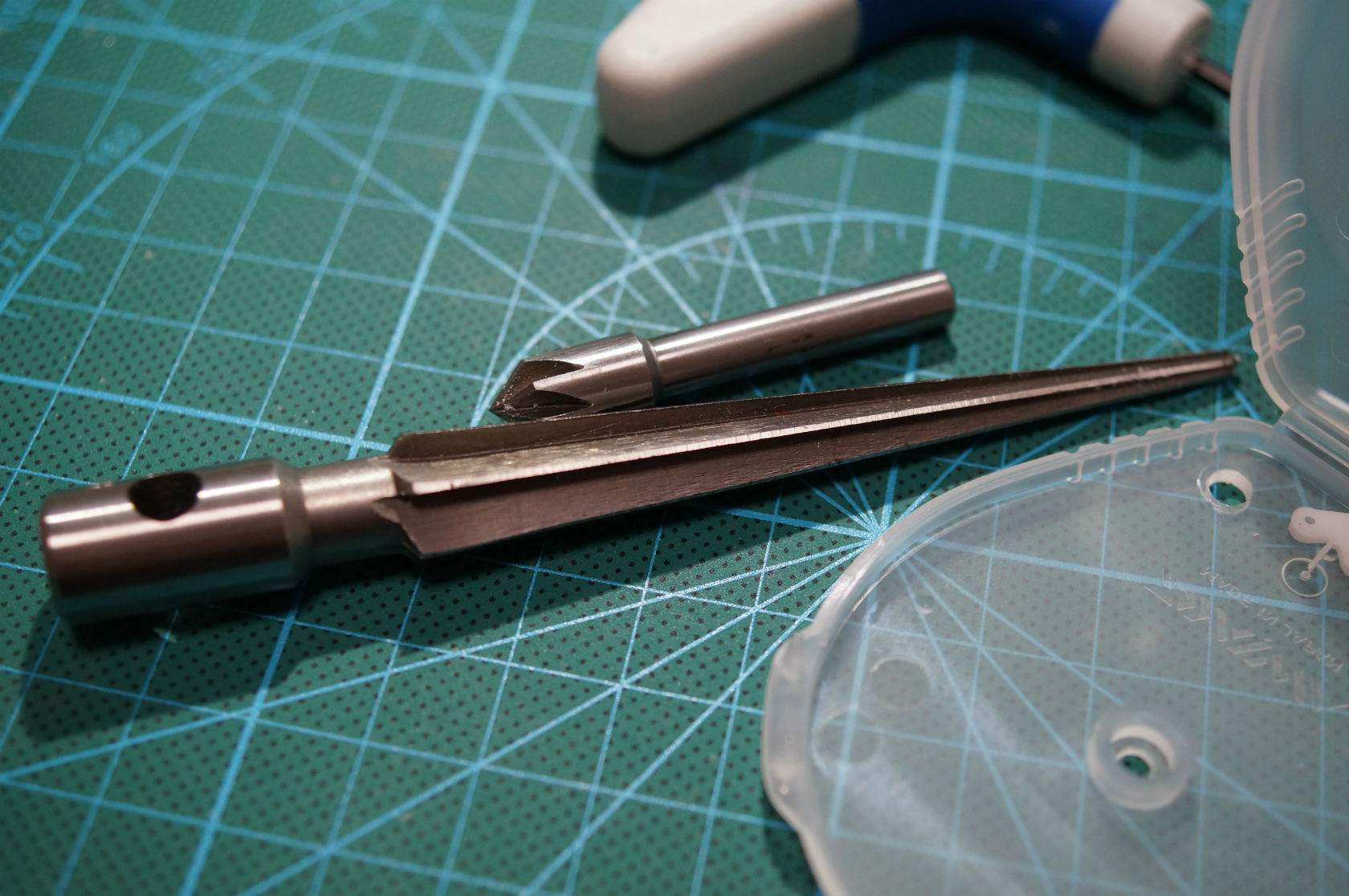
穴がきつい時やバリを取る為にシャーシリーマで穴を広げます。
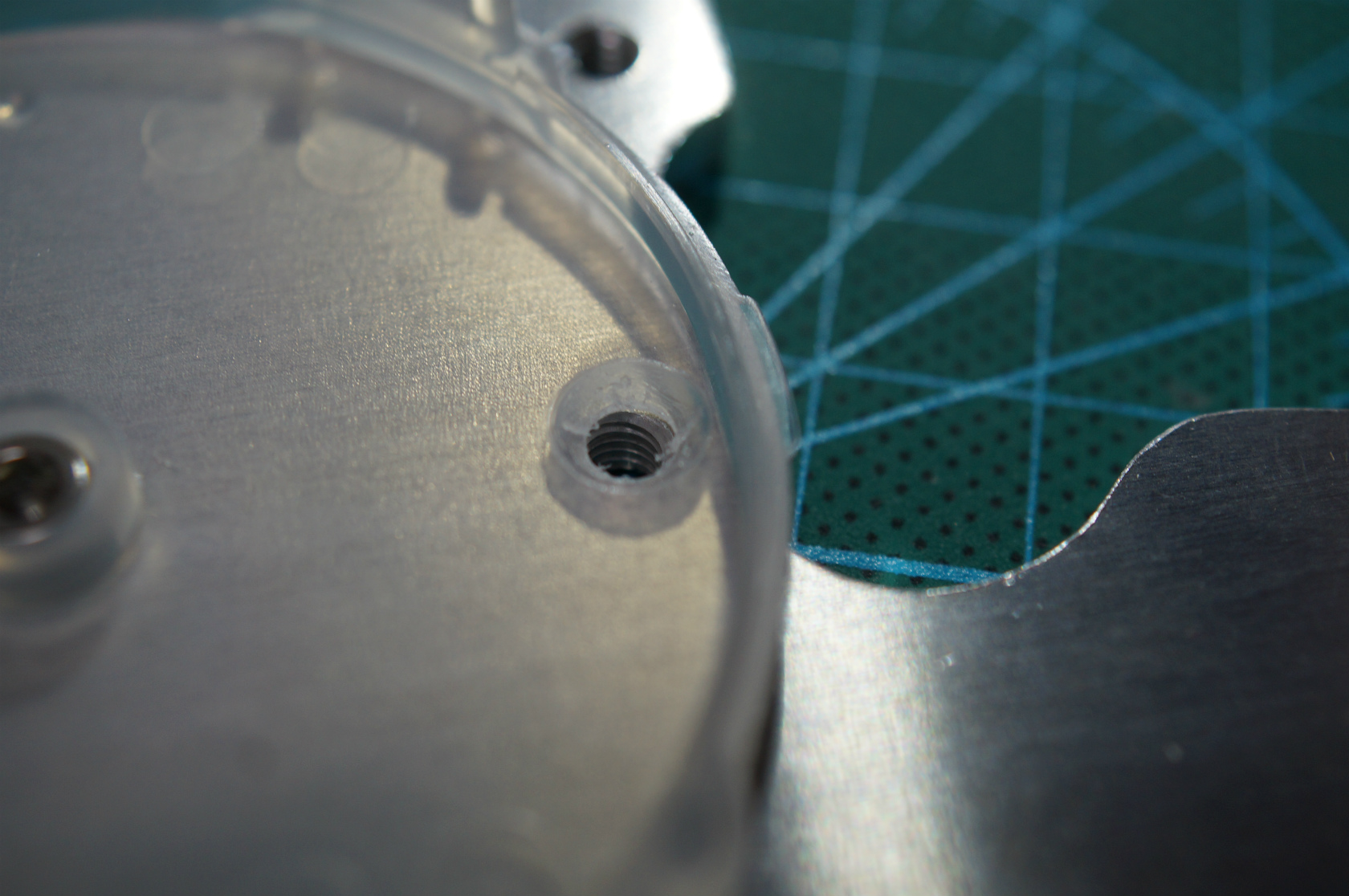
再びセットし穴の位置を確認!

バッチリの精度で開けられました!

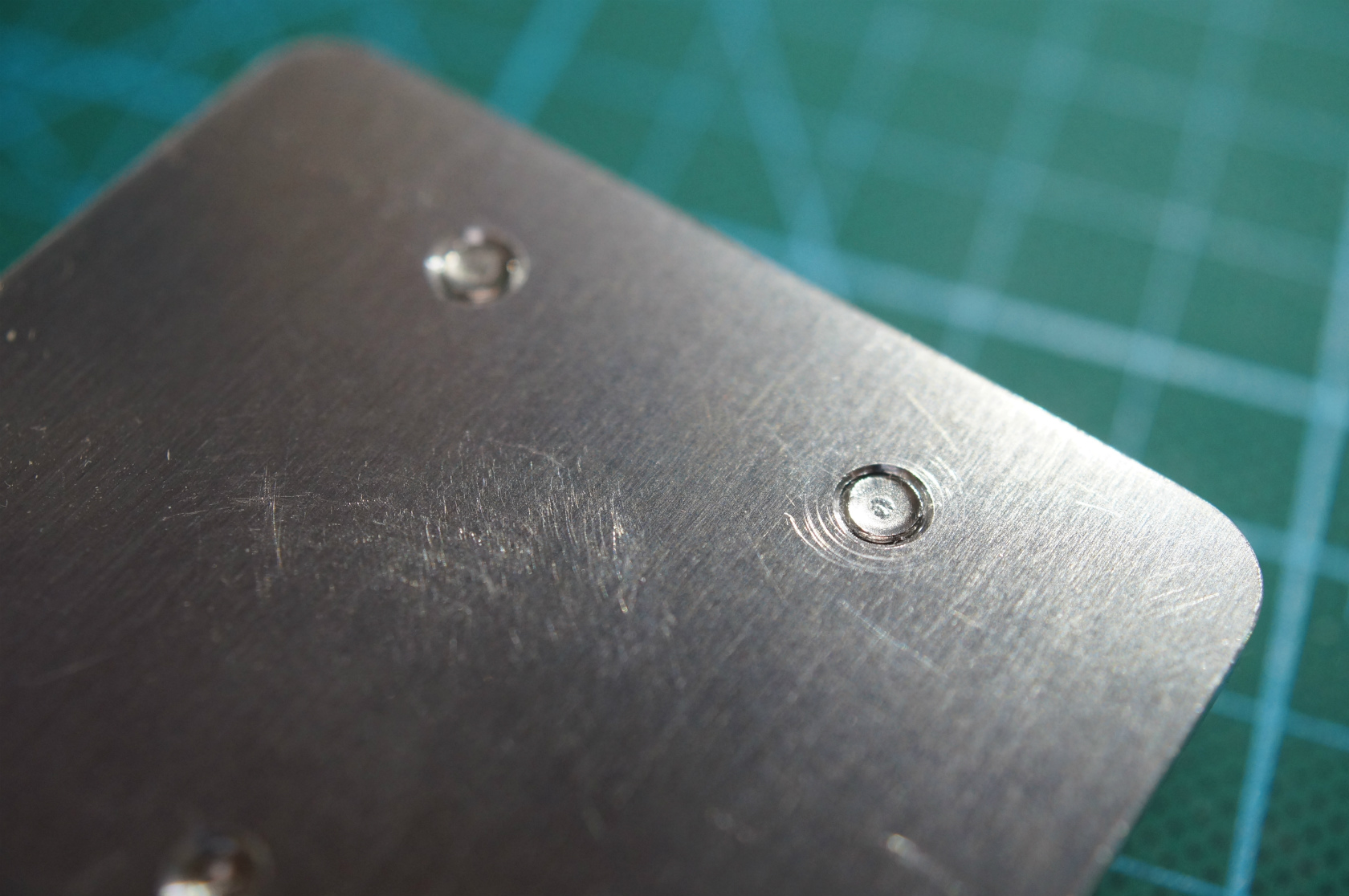
蓋の前方のネジは皿ねじなので皿モミ加工をします。
こちらもボール盤で垂直に開けます。
深さに注意しながら加工します。

フラットになりスプールが干渉しません。
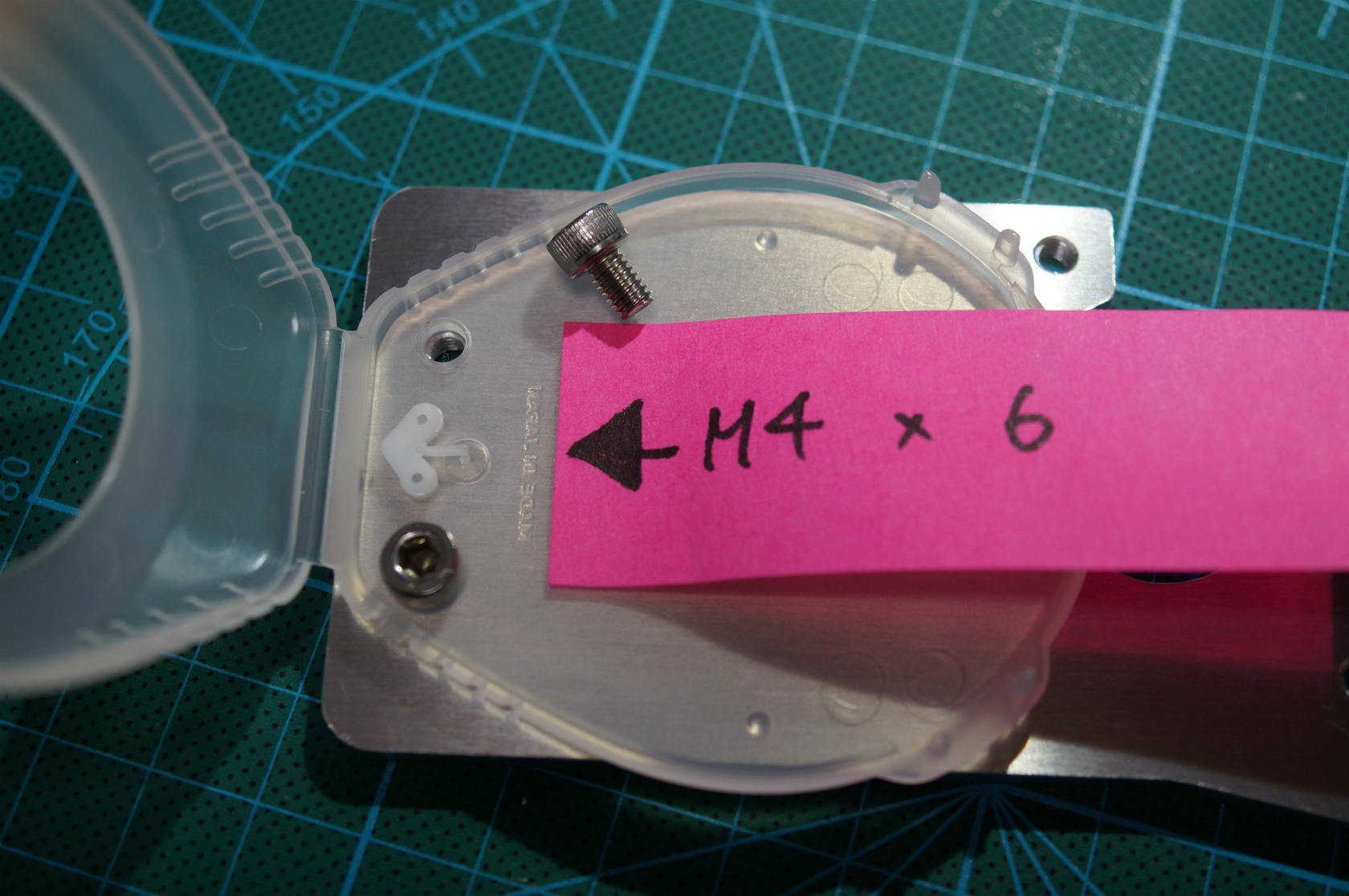
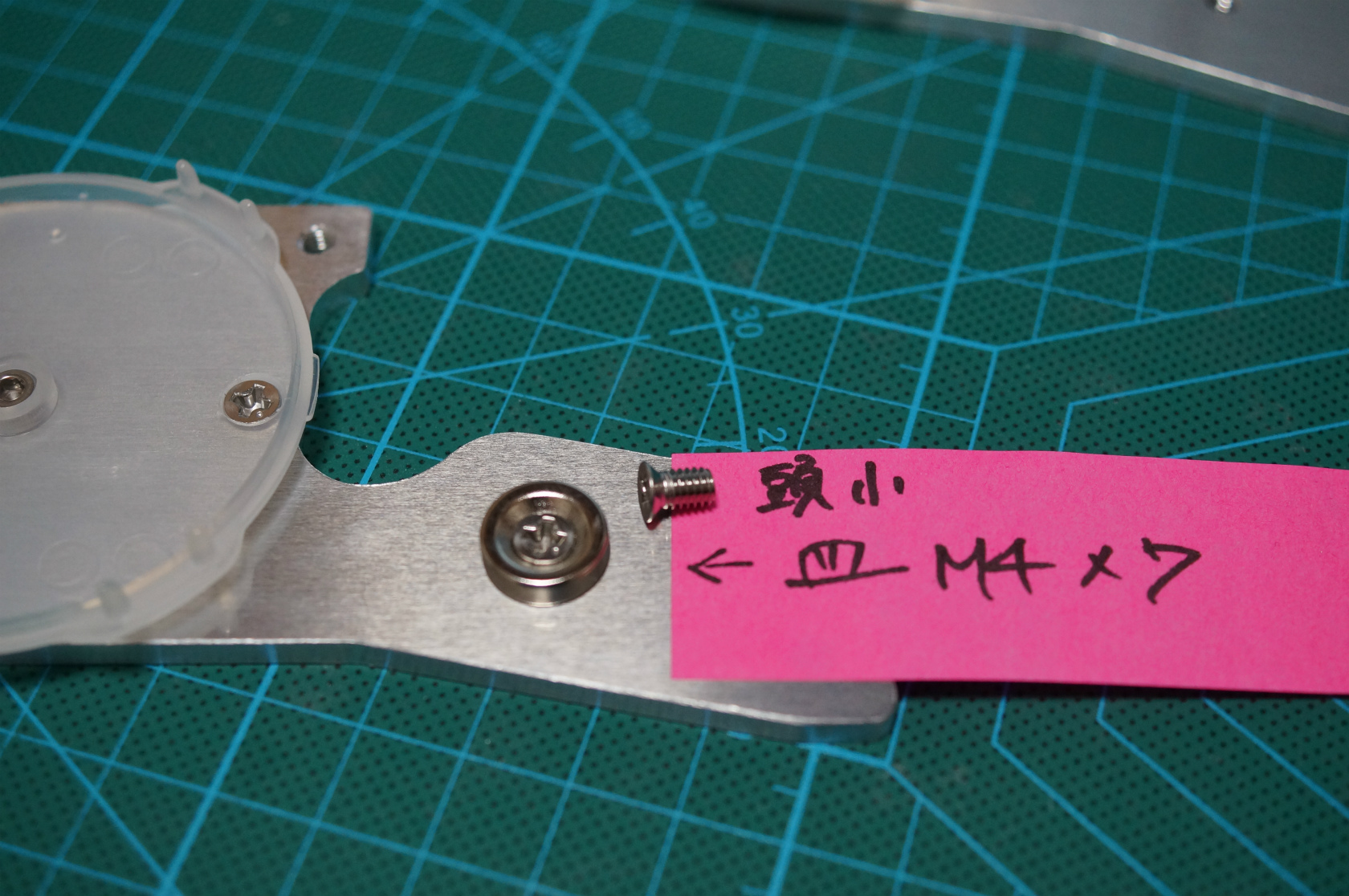
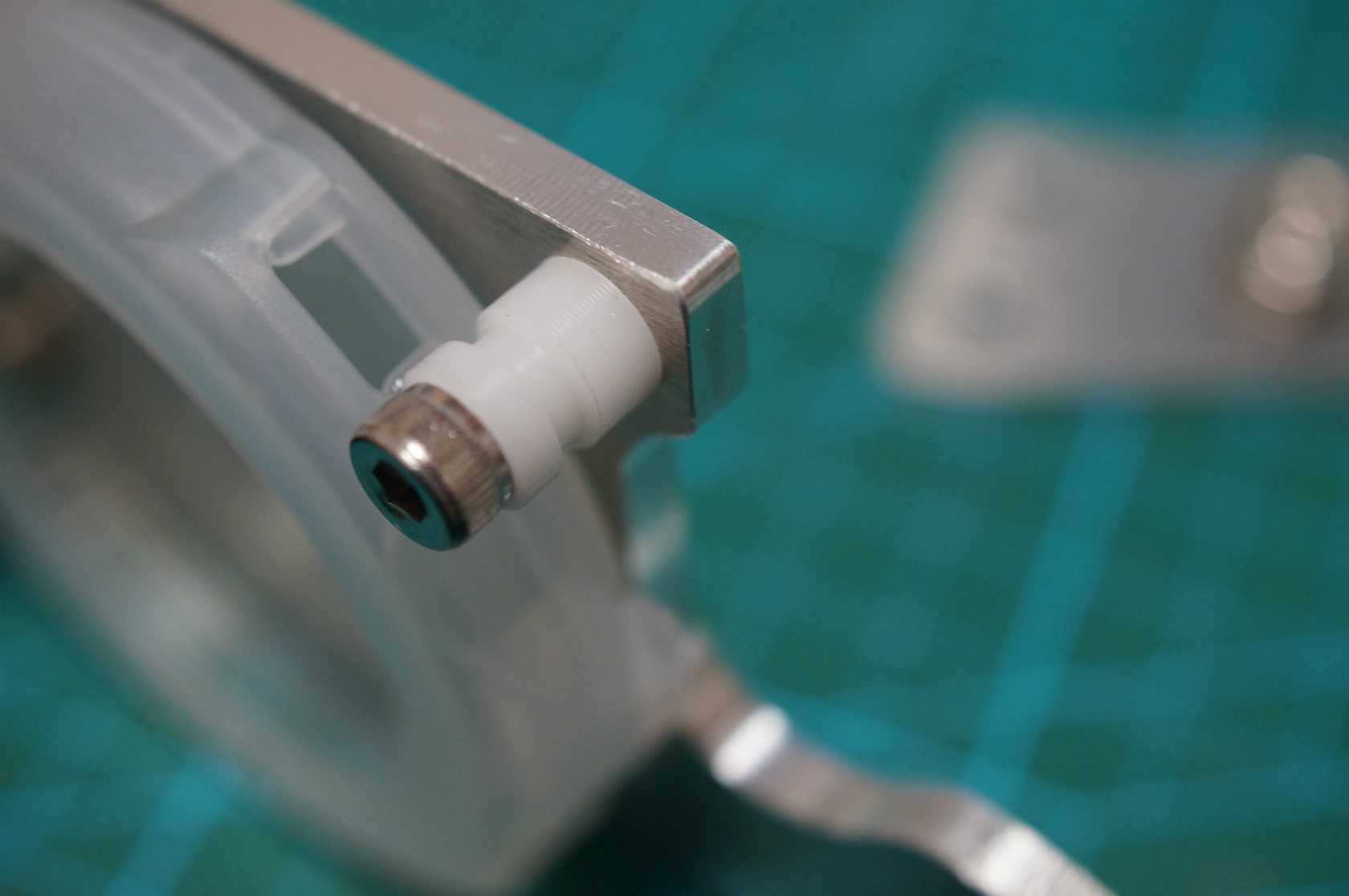
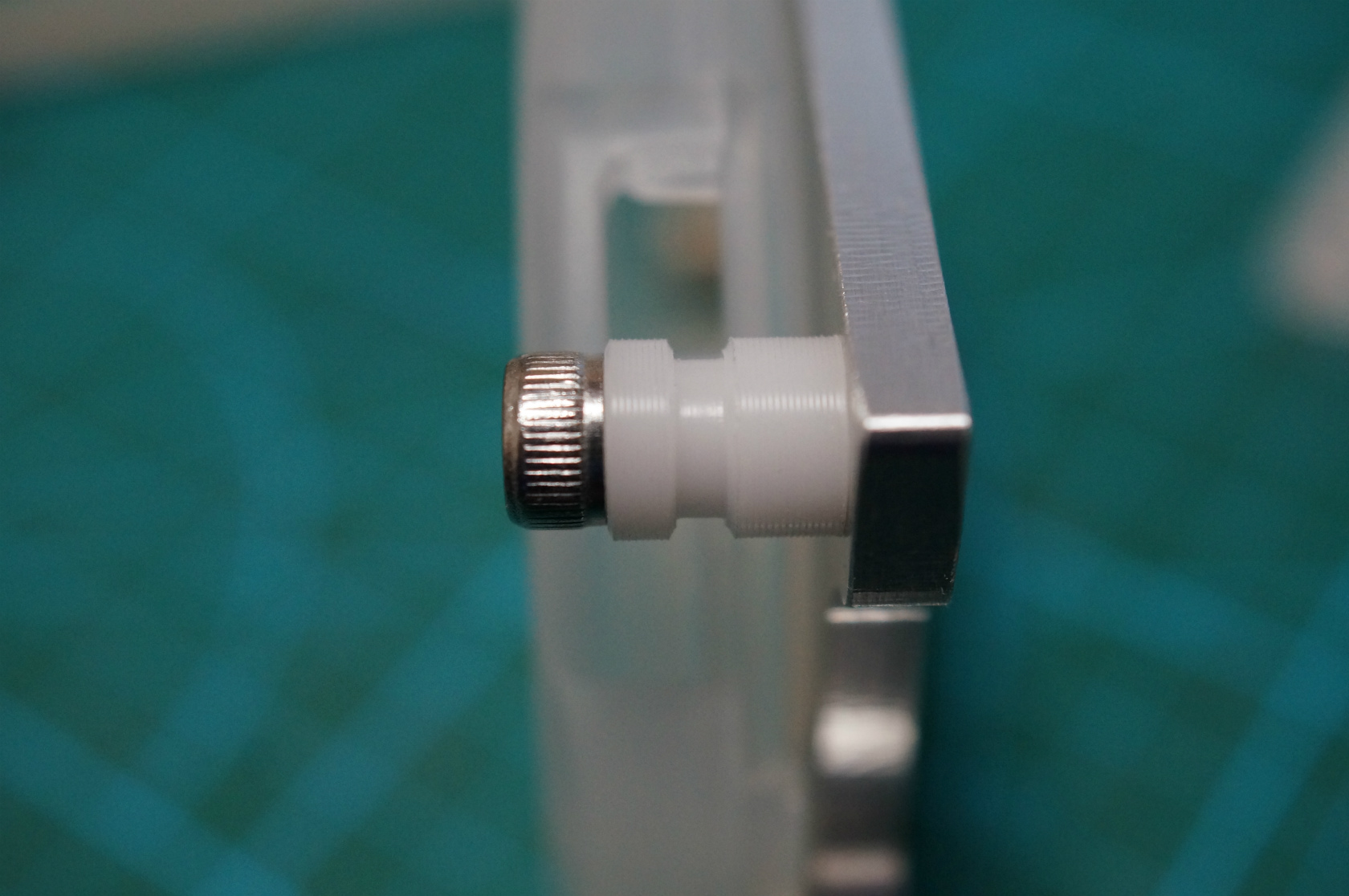
仕掛け巻きケース後方はM4ボルト2本で固定。
4本のねじで固定しますのでケースのゆがみはほとんどありません。
ベースの裏側もネジが飛び出さないような長さをチョイス。
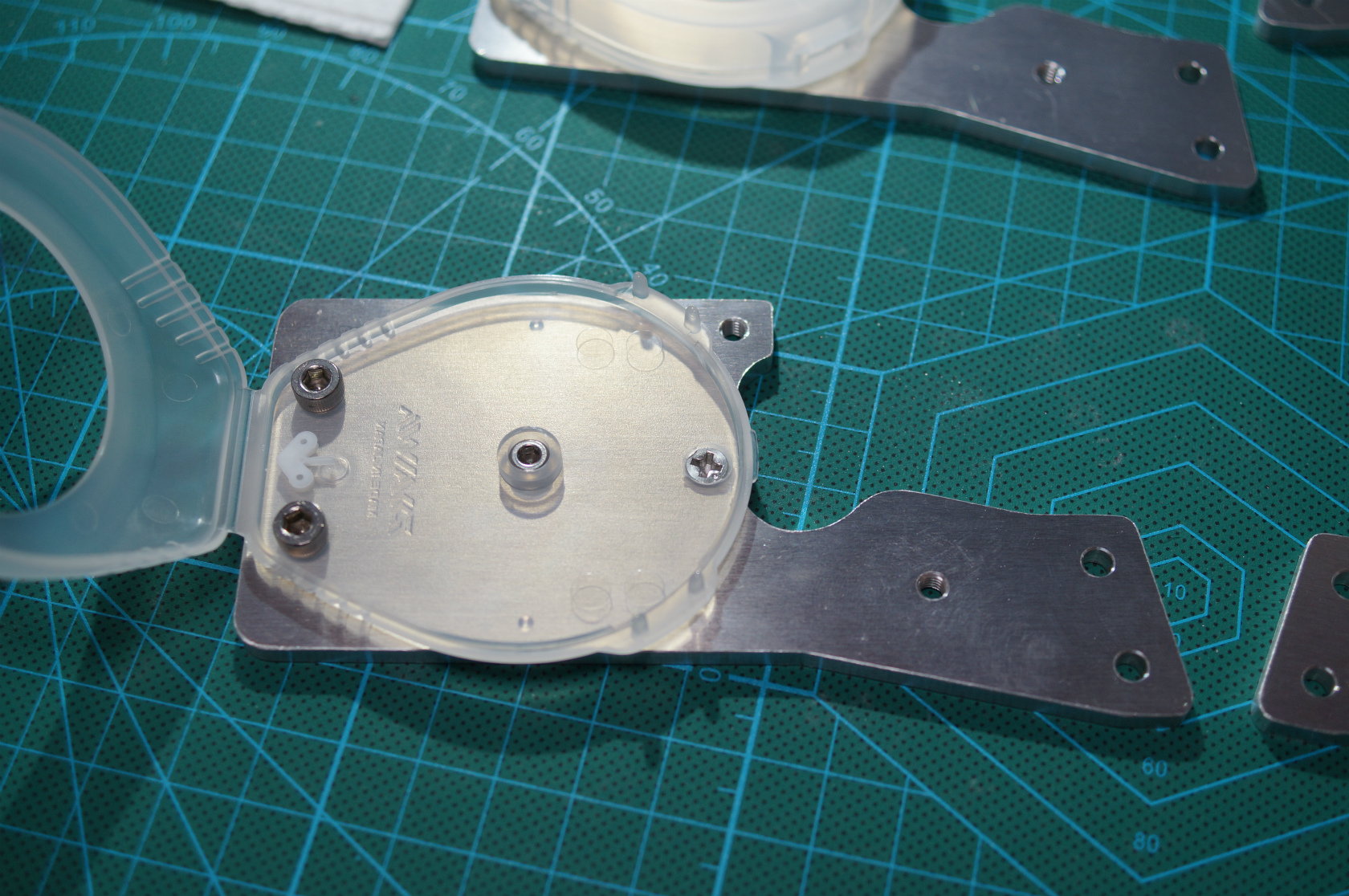
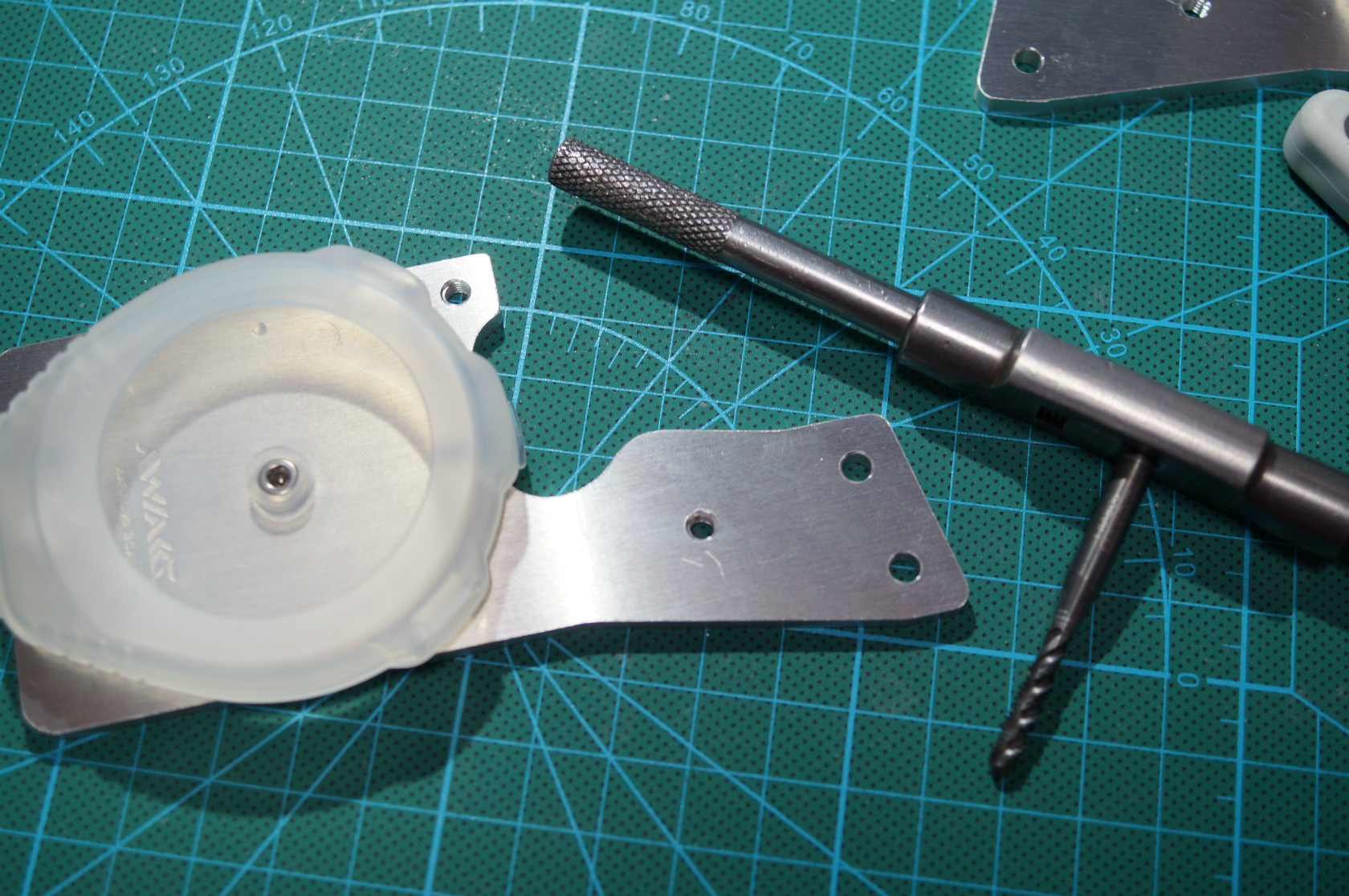
仕掛け巻きケースの取付け終了。
ハンドル収納のマグネットを取り付けて・・・・
ラインガイドはPOM樹脂を用いて旋盤で製作しました。
Φ7.4mmで溝の幅は2mmです。

ラインガイド自体は回転しません。固定です。
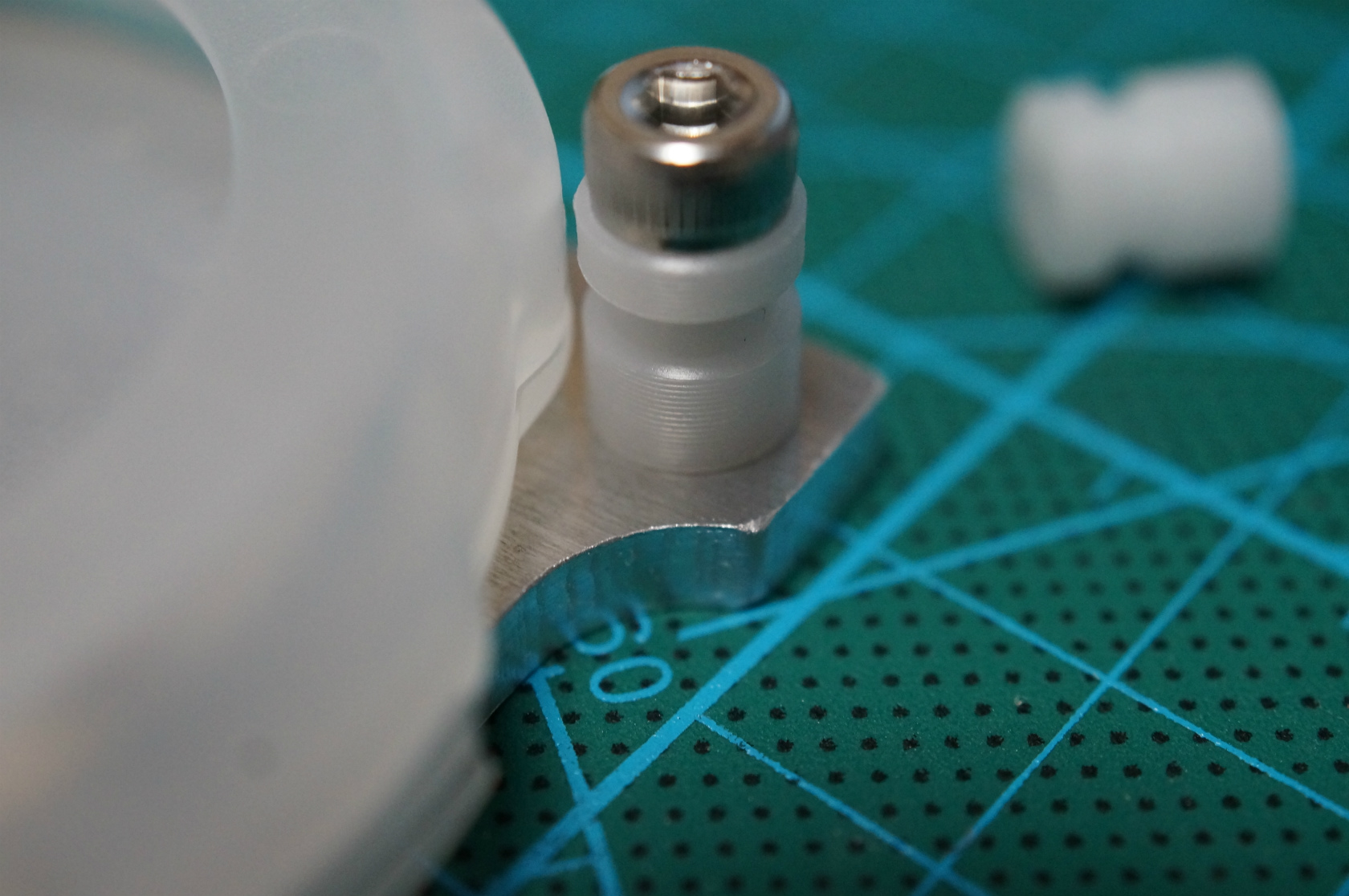
ケースとの干渉もしない微妙な所で収まっています。
ラインガイドを付けたのでトラブル軽減になったと思います。
ベースは完成!!
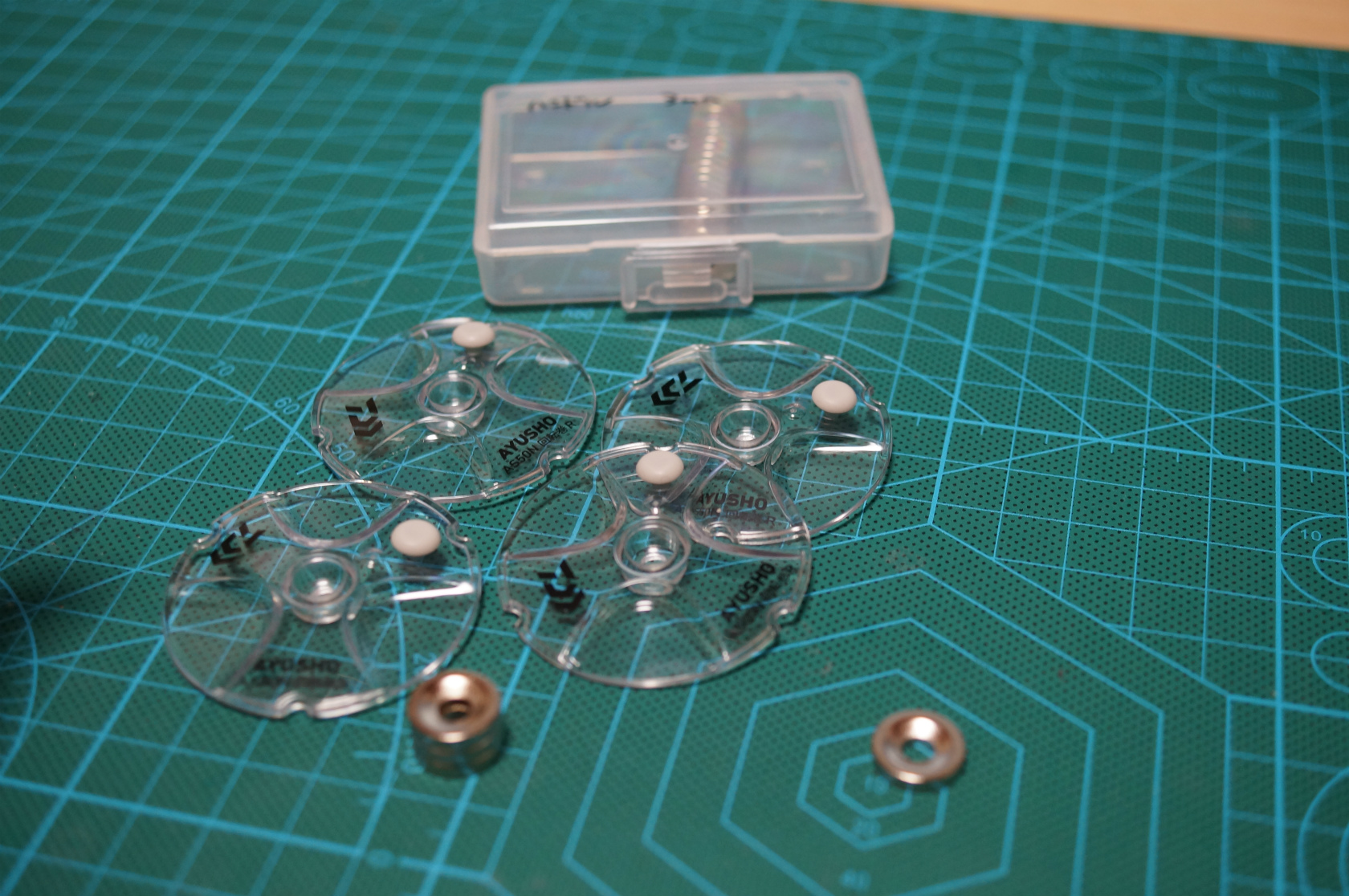
ダイワ Daiwa 鮎匠 AS50N 回転巻Rスプール加工 自作マグネットハンドル取り付け
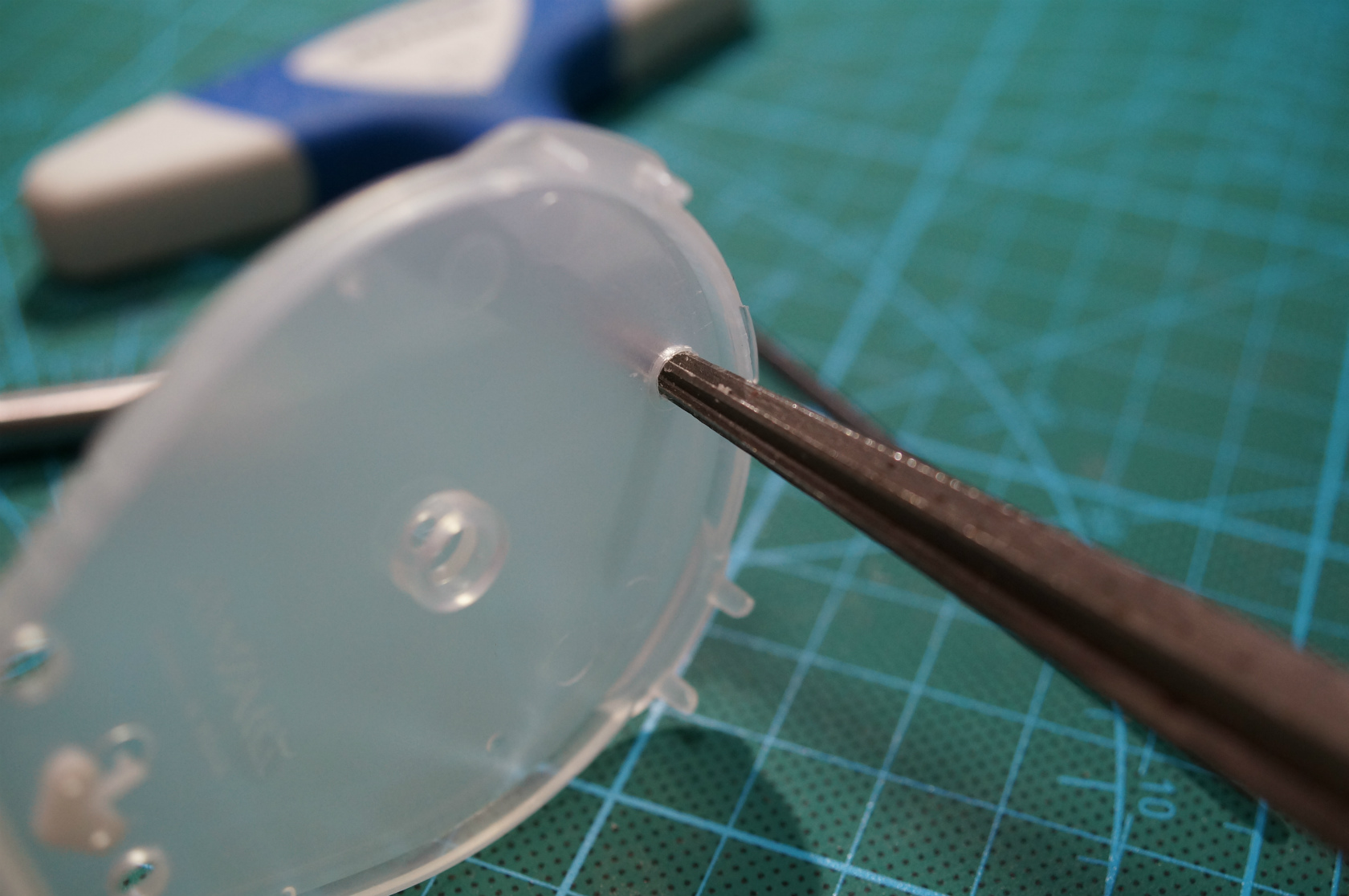
スプールの加工はマグネットを取り付ける穴あけのみですが、スプールを分解しなければならなく少し手間になります。
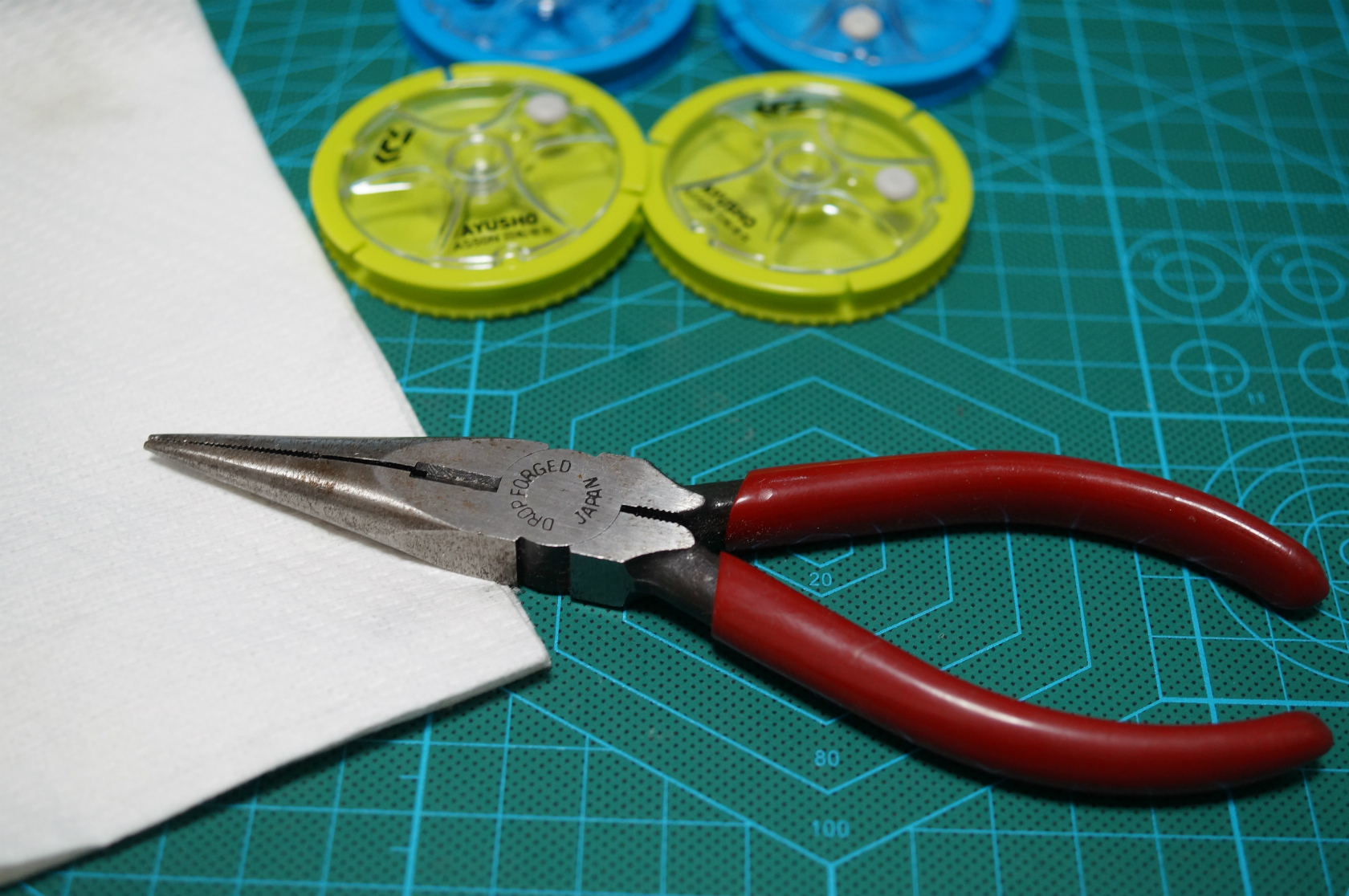
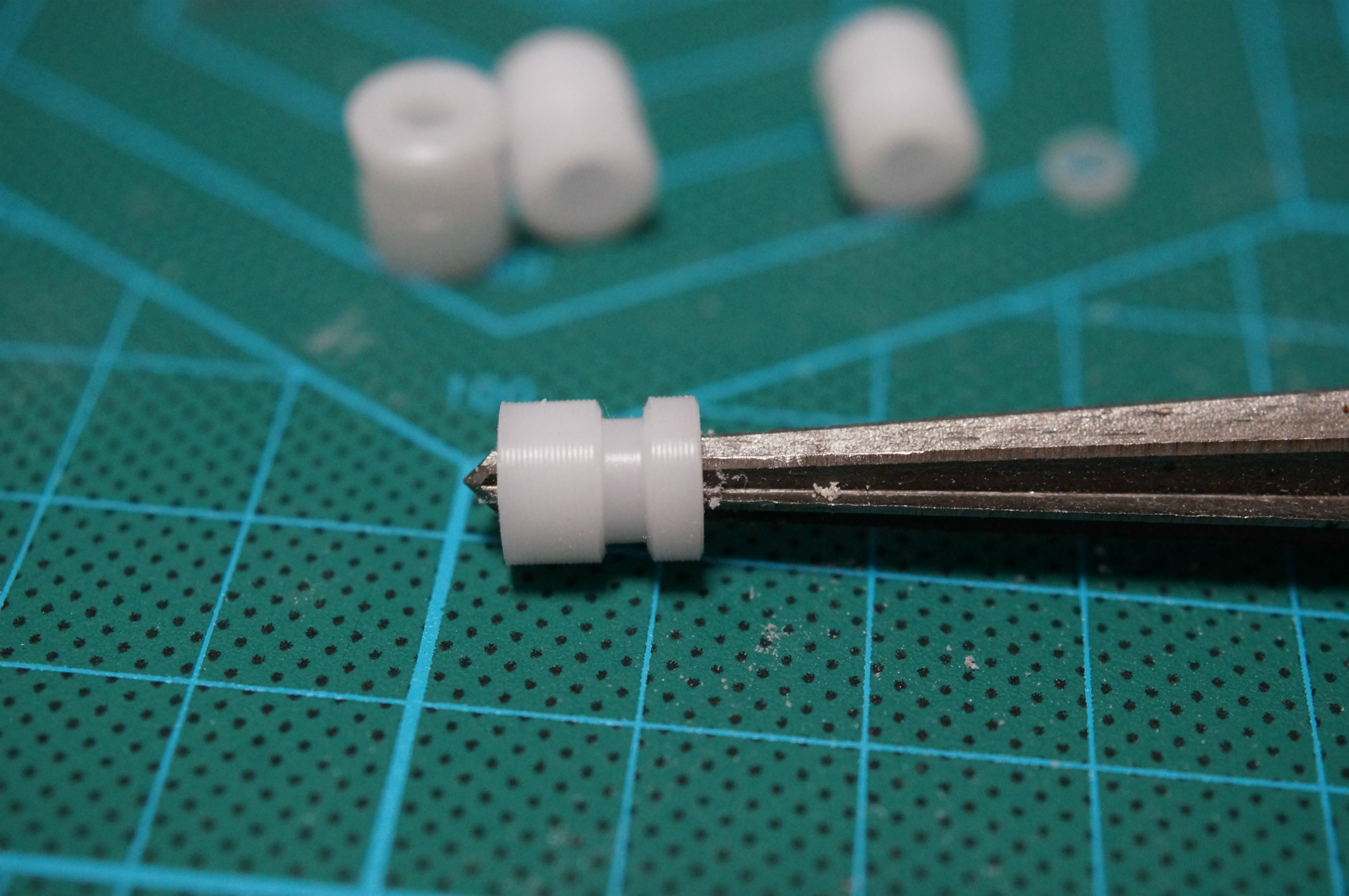
先の細いラジオペンチで中心のクリップを外します。


キズが付かないようにウエスペーパーなどで養生して中心のクリップを挟んで外します。
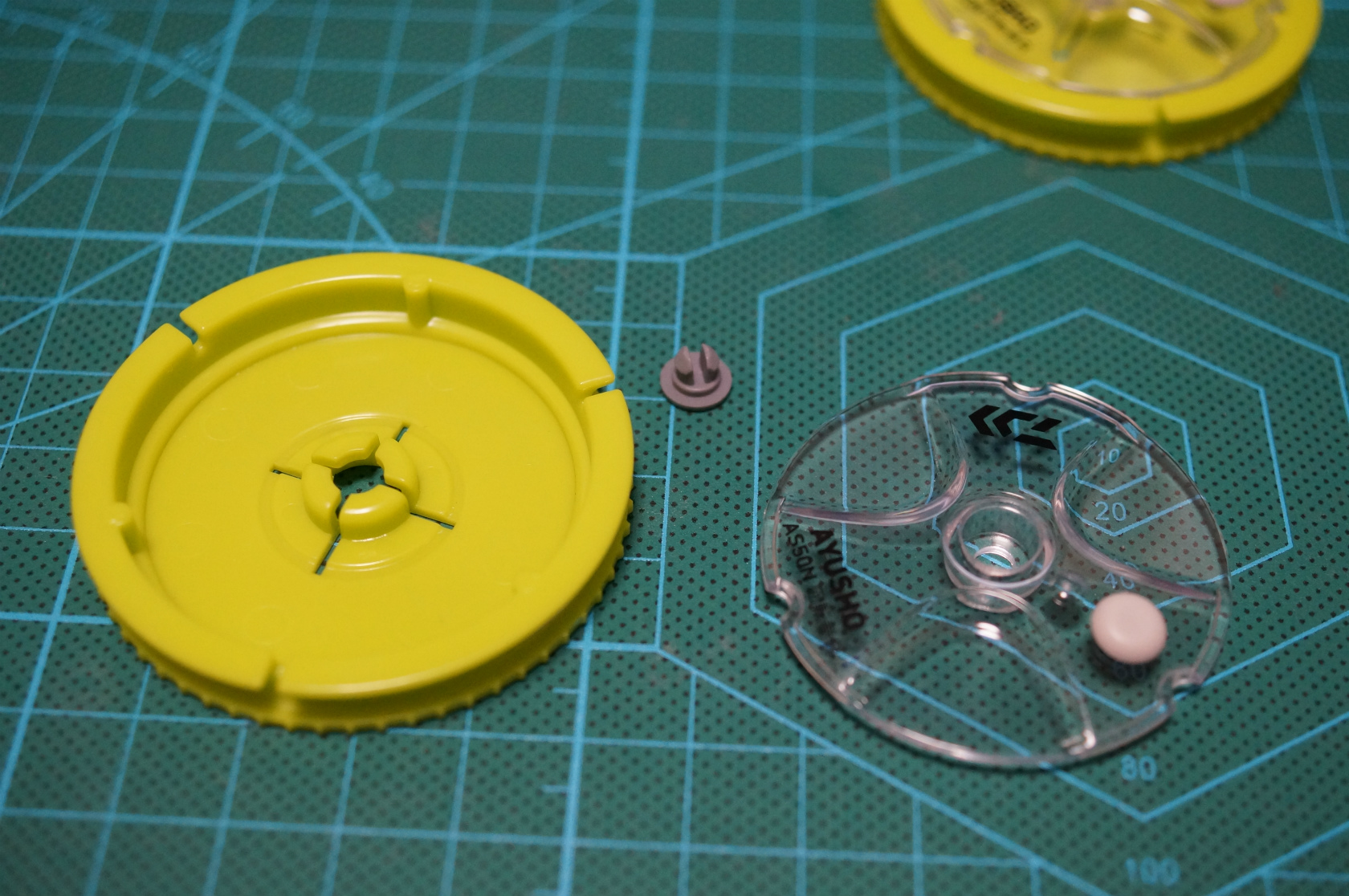
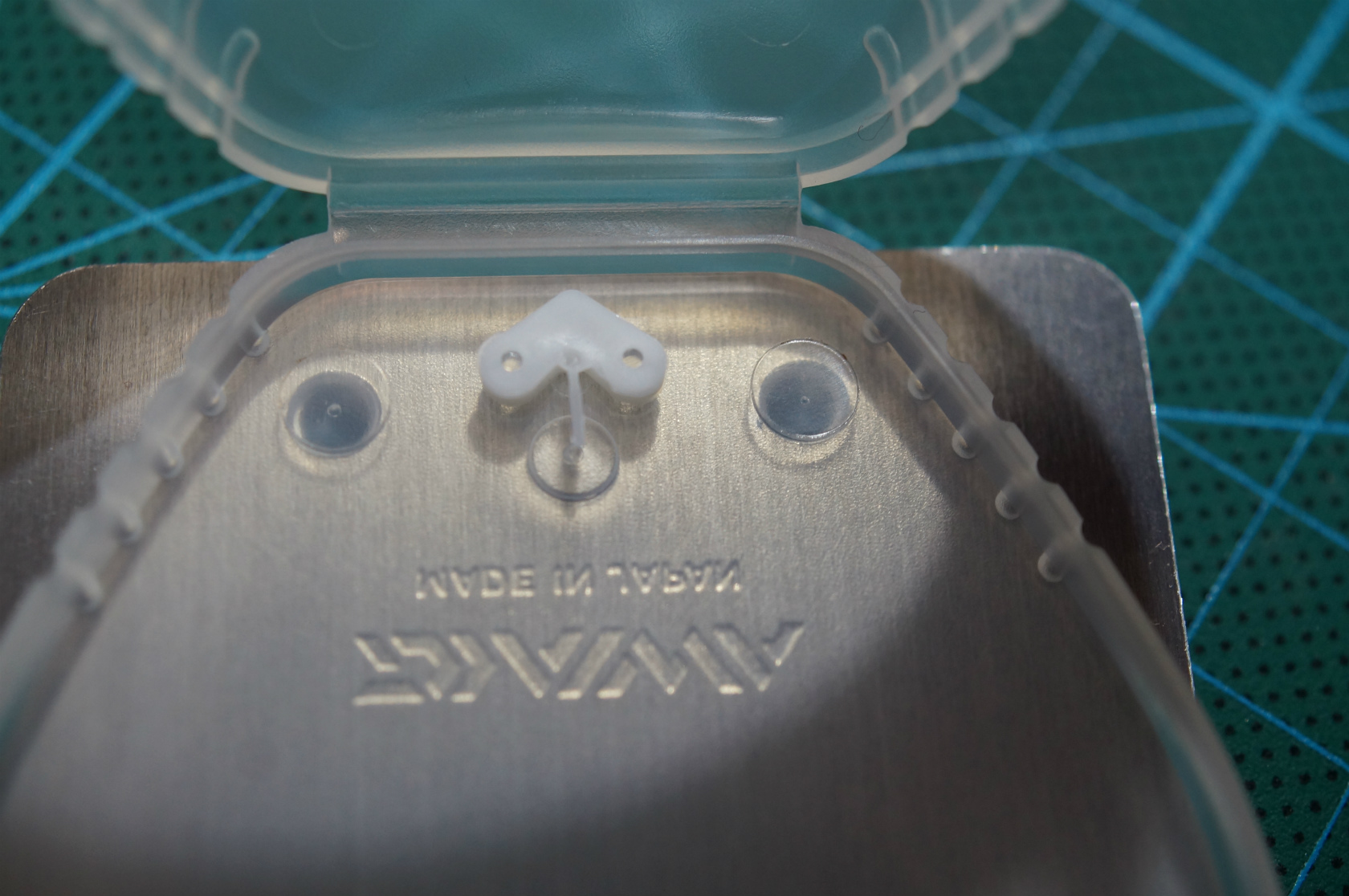
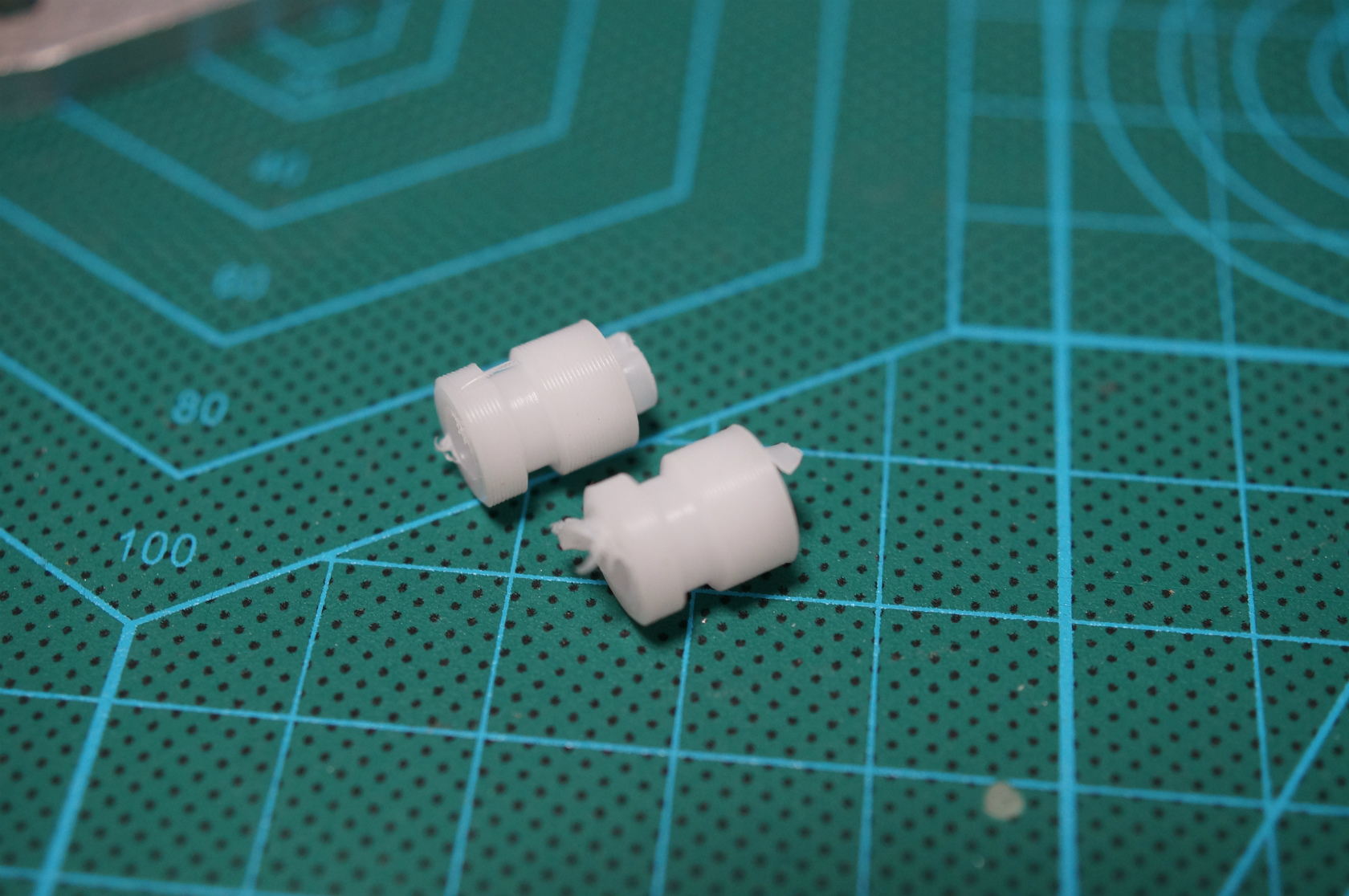
分解するとこんな感じになります。
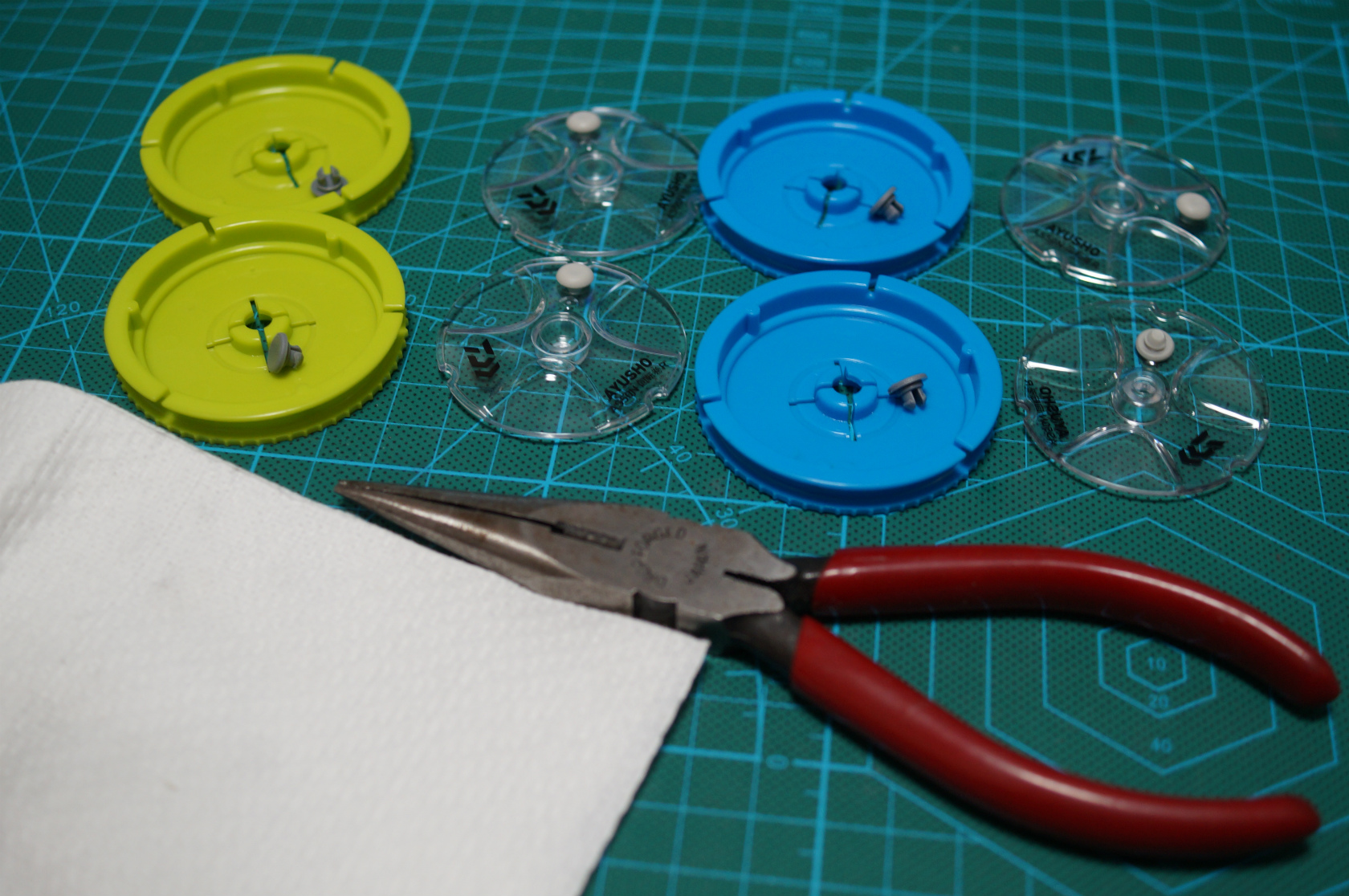
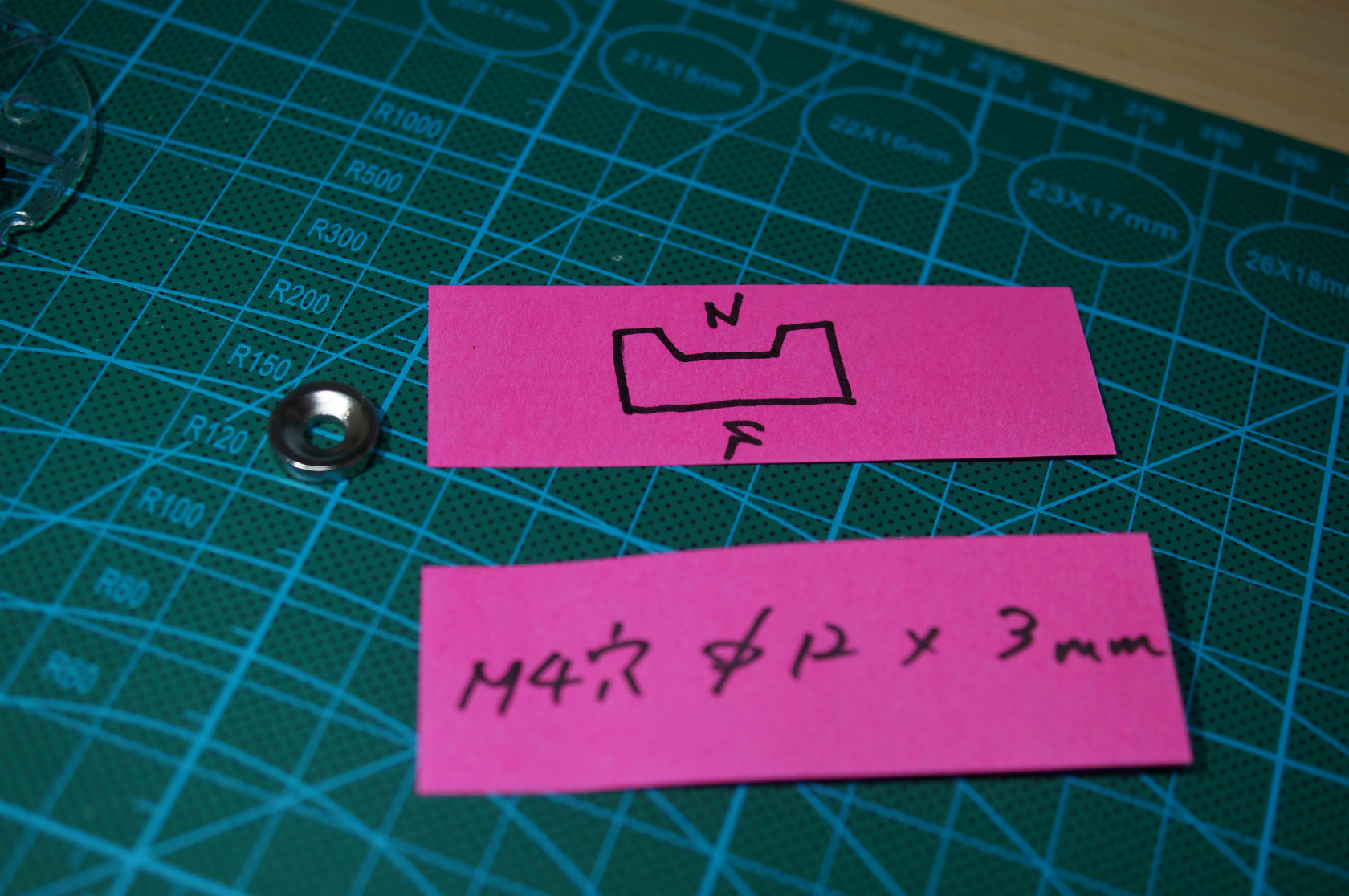
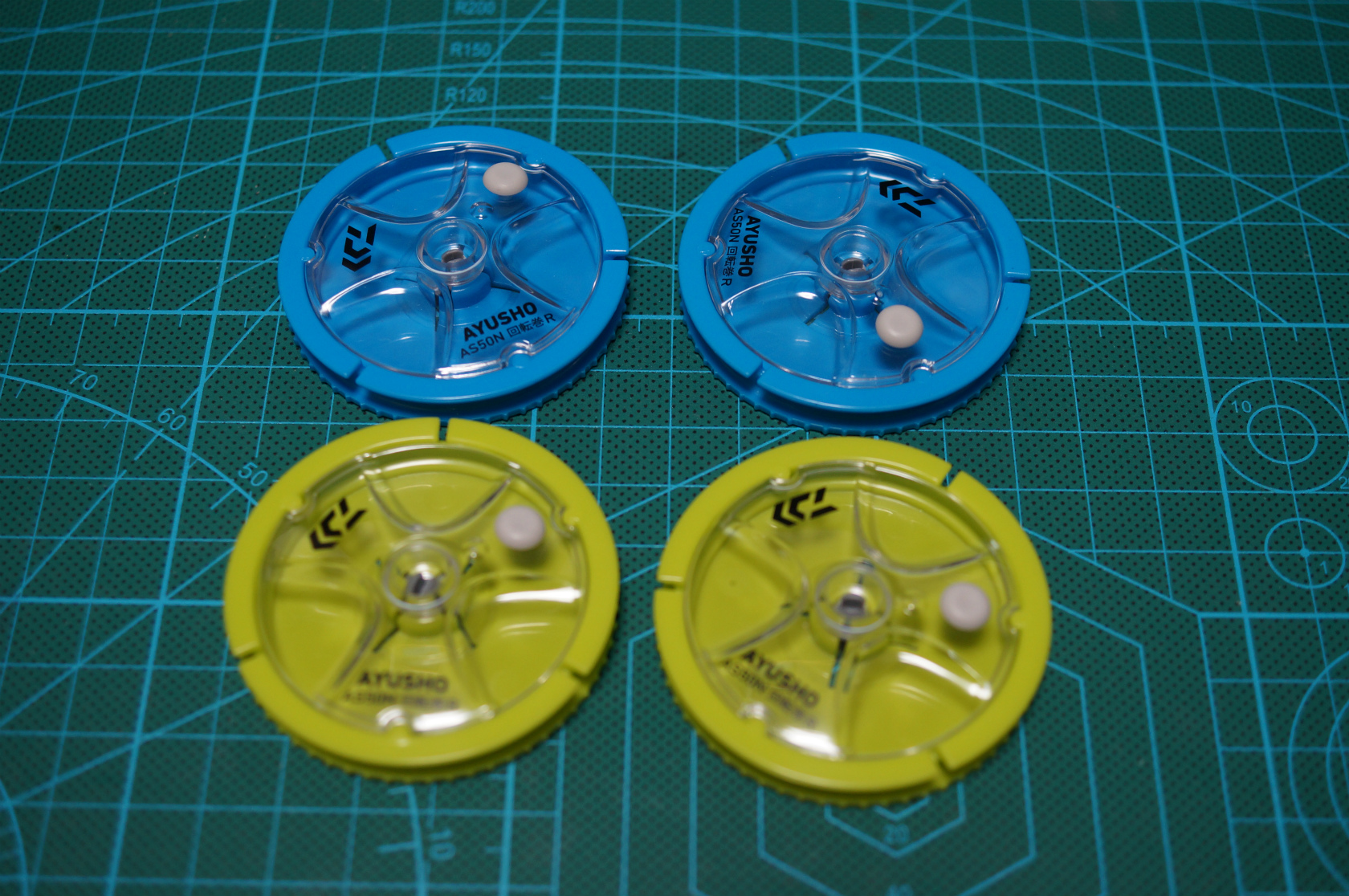
厚さ3mmのリングマグネットを使用します。極性があるのでハンドル側とスプール側がN極S極になっています。
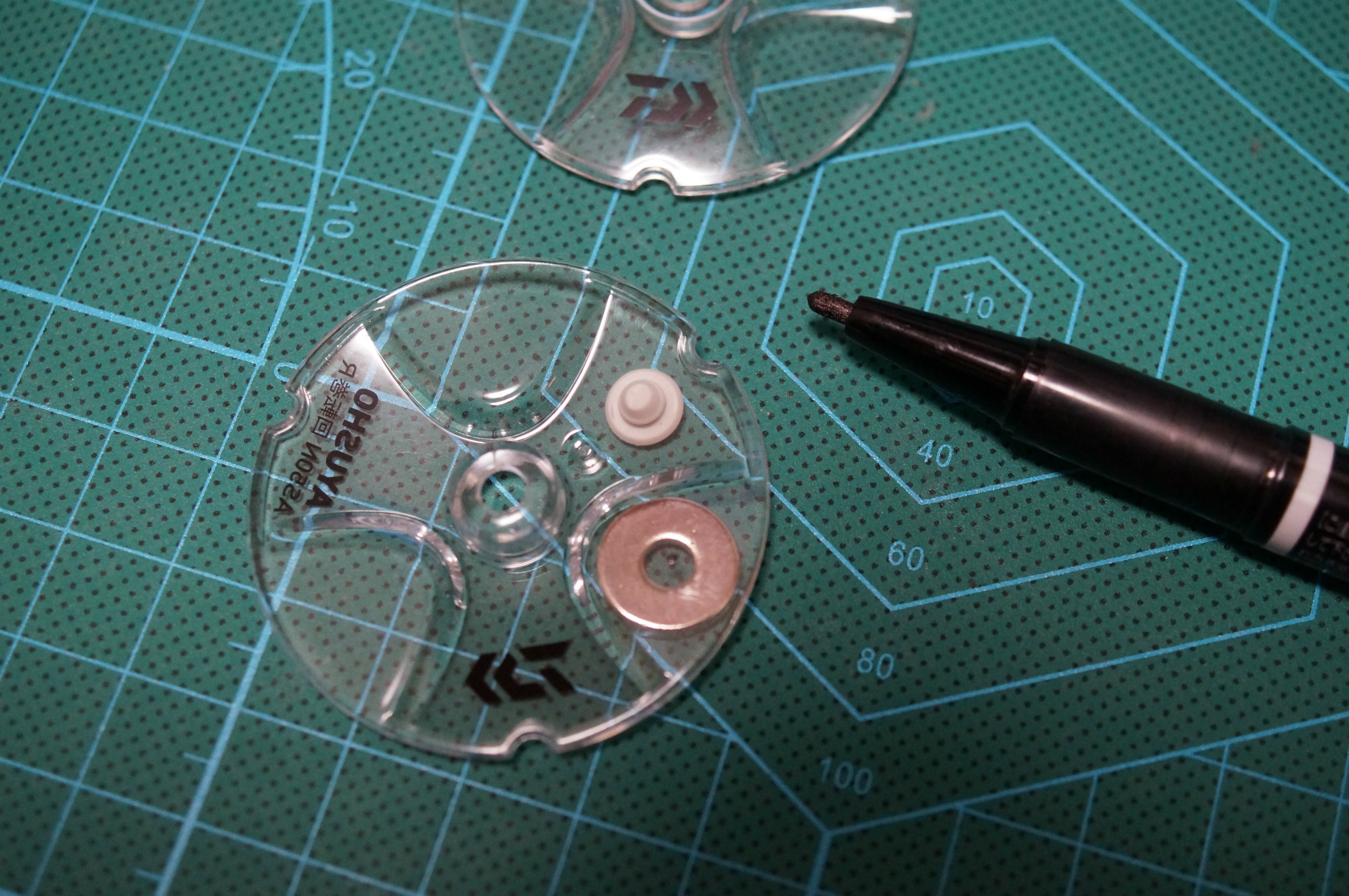
マグネットを置いてスプールの蓋を置いてケースに干渉しない微妙な位置に取り付けします。

曲面に穴を開けるのでなるべく水平を出すのがコツです。

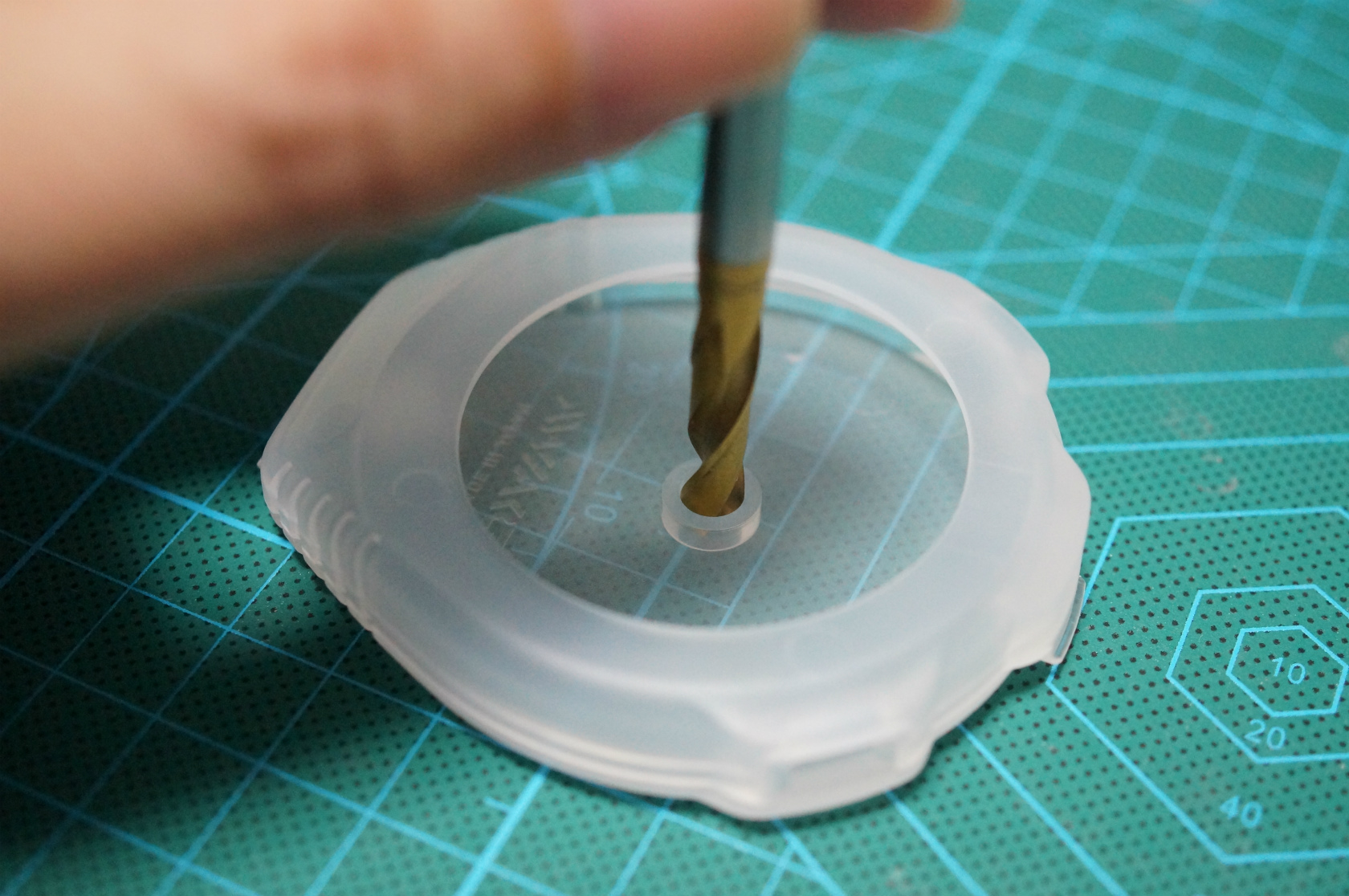
4mmの穴を開けます。

ナットは3種ナットで厚さの薄い物を使用します。ビスナットは一応ステンレスを使用していますがマグネットが錆びやすいの水を被ったらよく水分を拭き取らなければならないのがマグネットの難点です。
マグネットの錆び防止のアイディアとしてウレタン樹脂のコーティングを考えています。

ドライバーで締めこんで取付け。締めすぎると蓋にヒビが入ってしまいますので微妙なトルクで締め付けます。
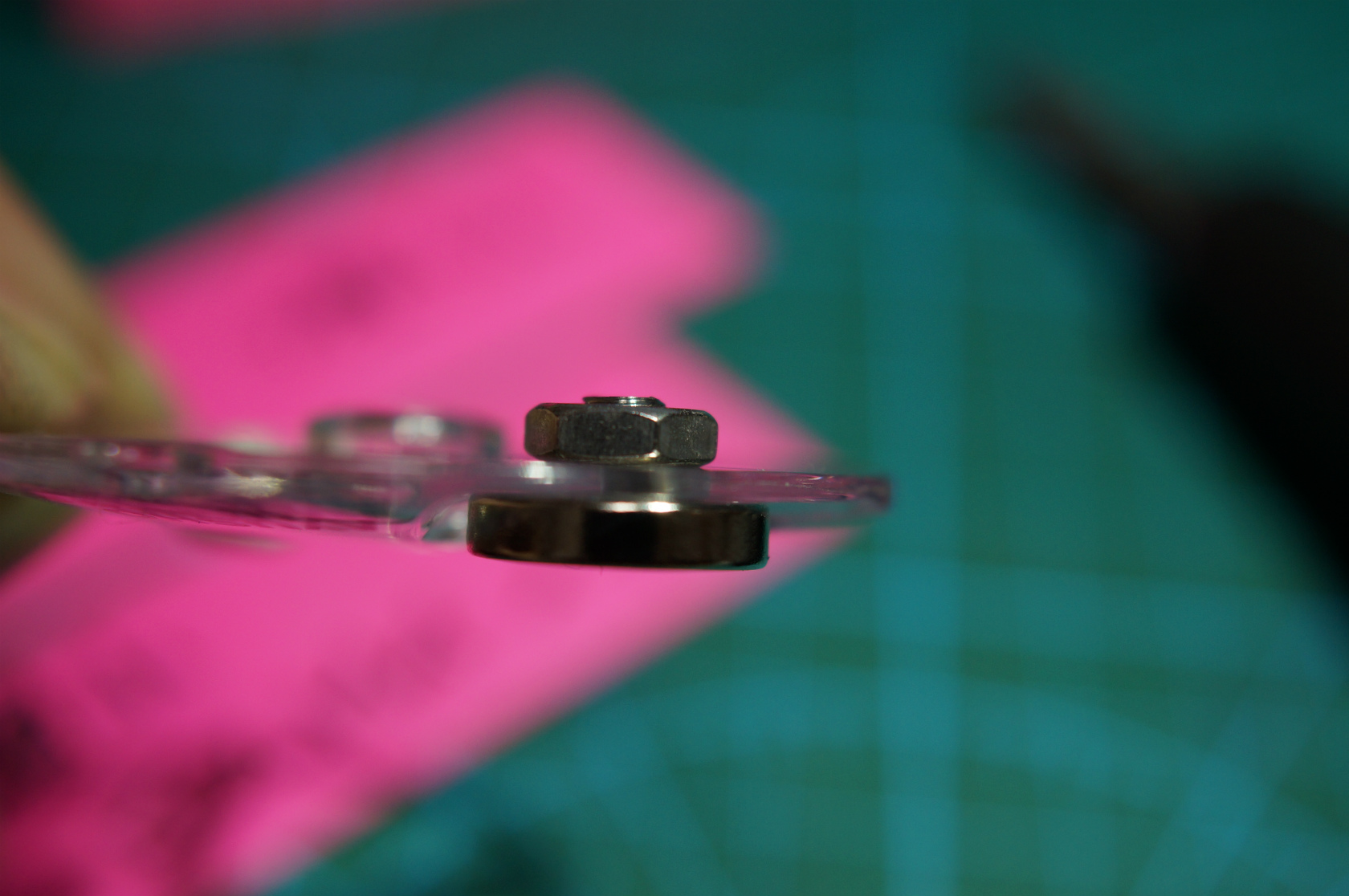
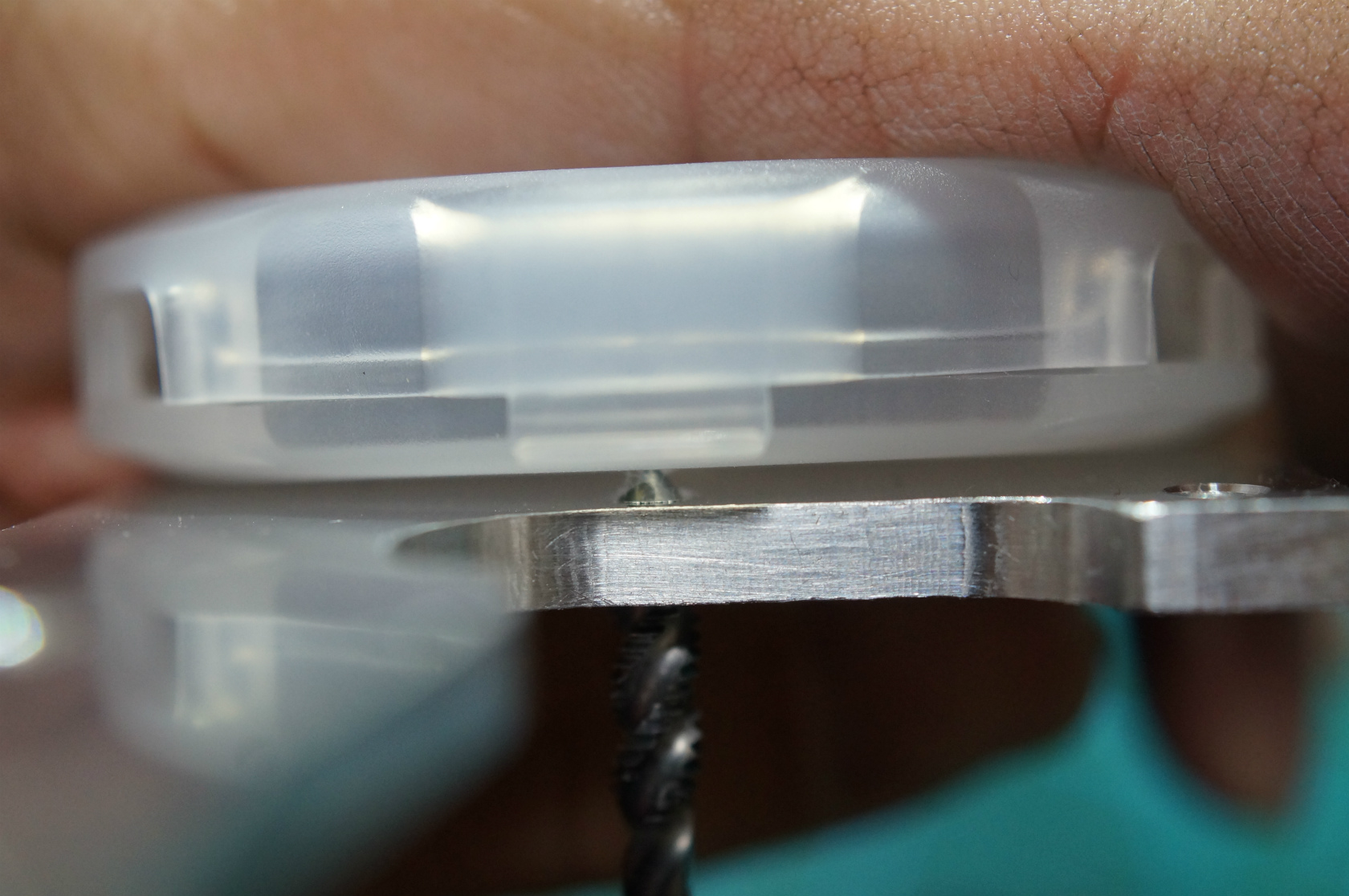
横から見るとこんな感じ。なるべく軽量になるようにしています。

全て戻して完成。

スプールを回したときにマグネットがケースに干渉しないか最終チェツクします。干渉してしまうと上手く回りません。失敗になります。
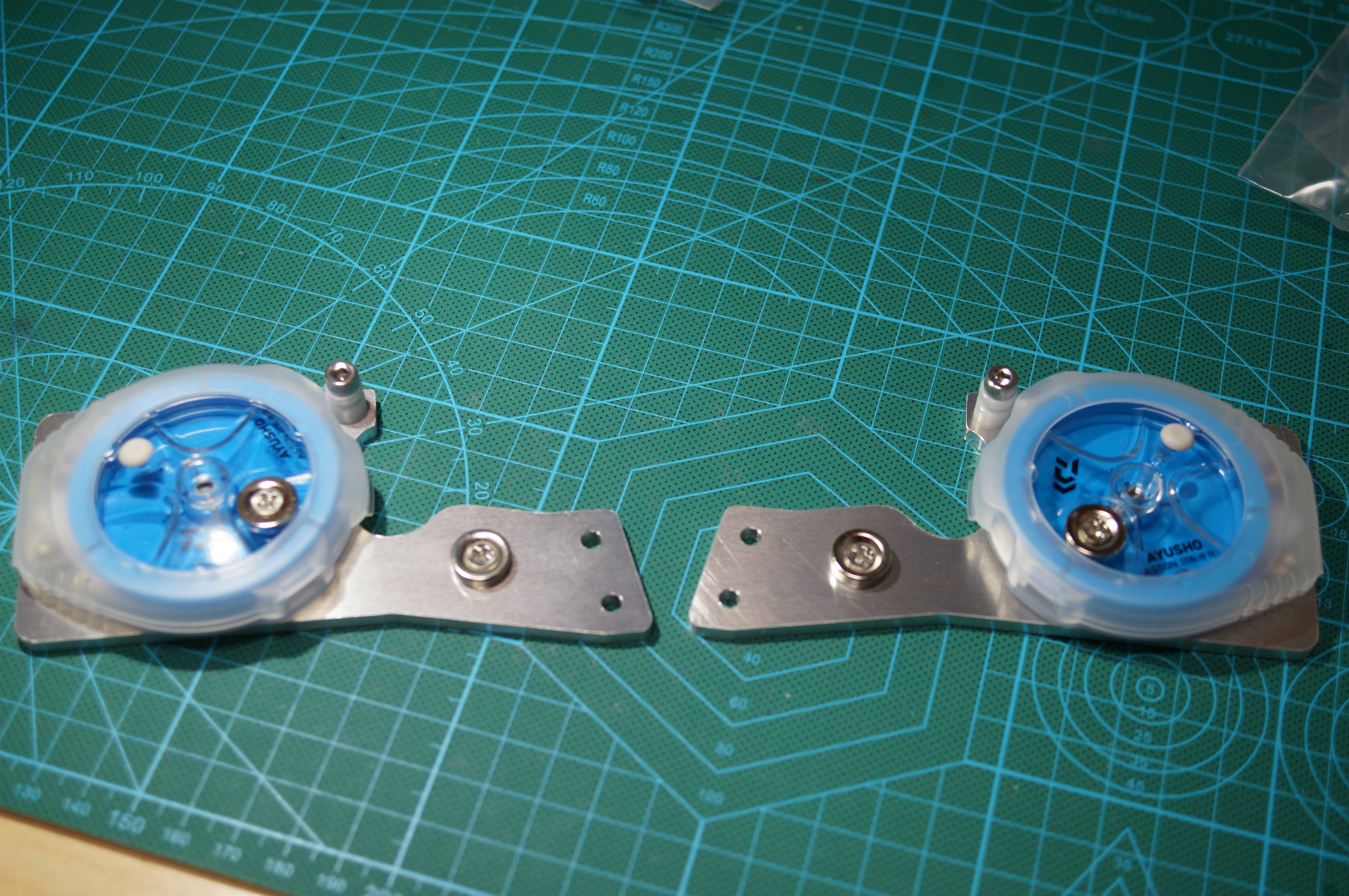
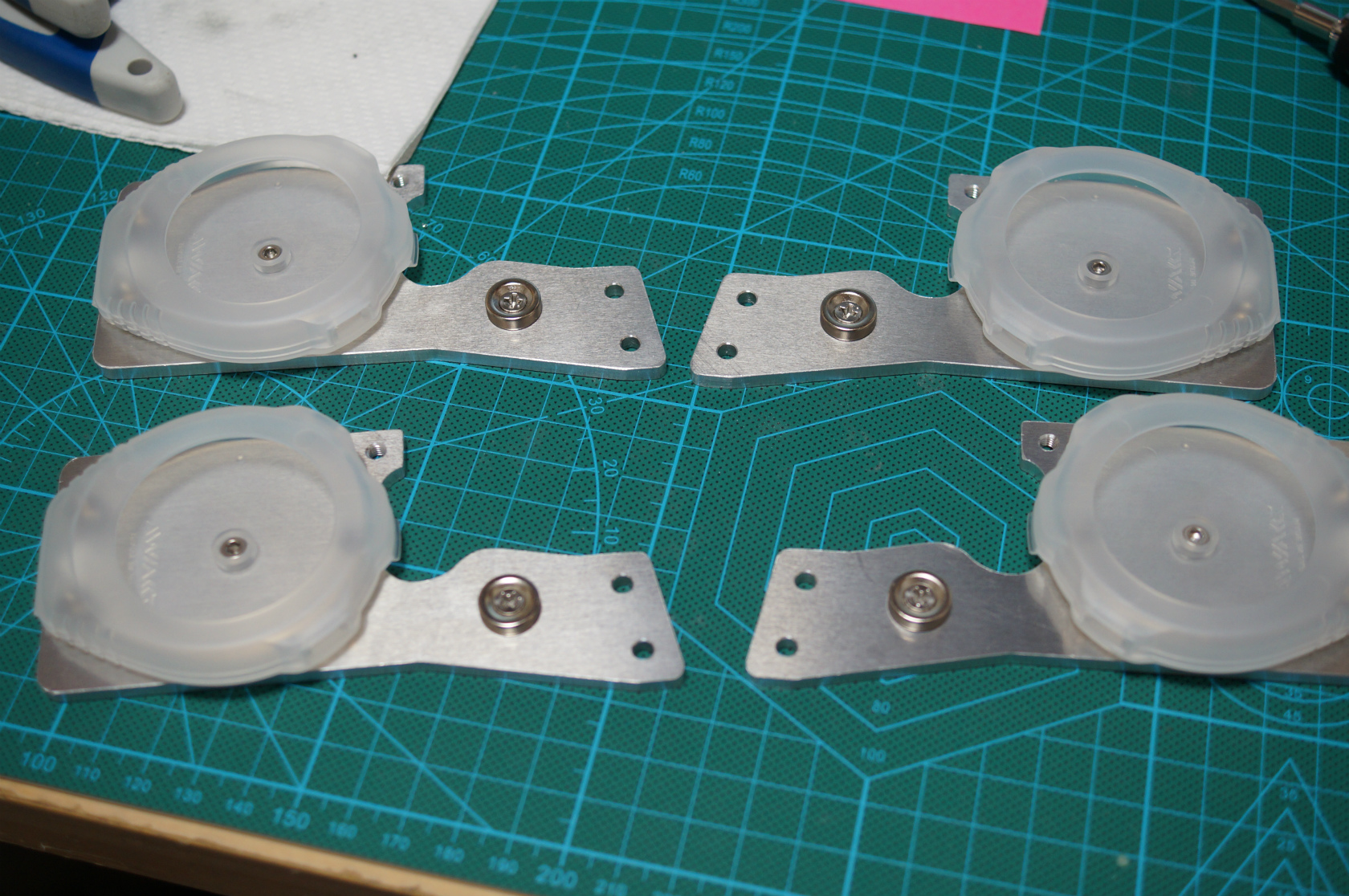
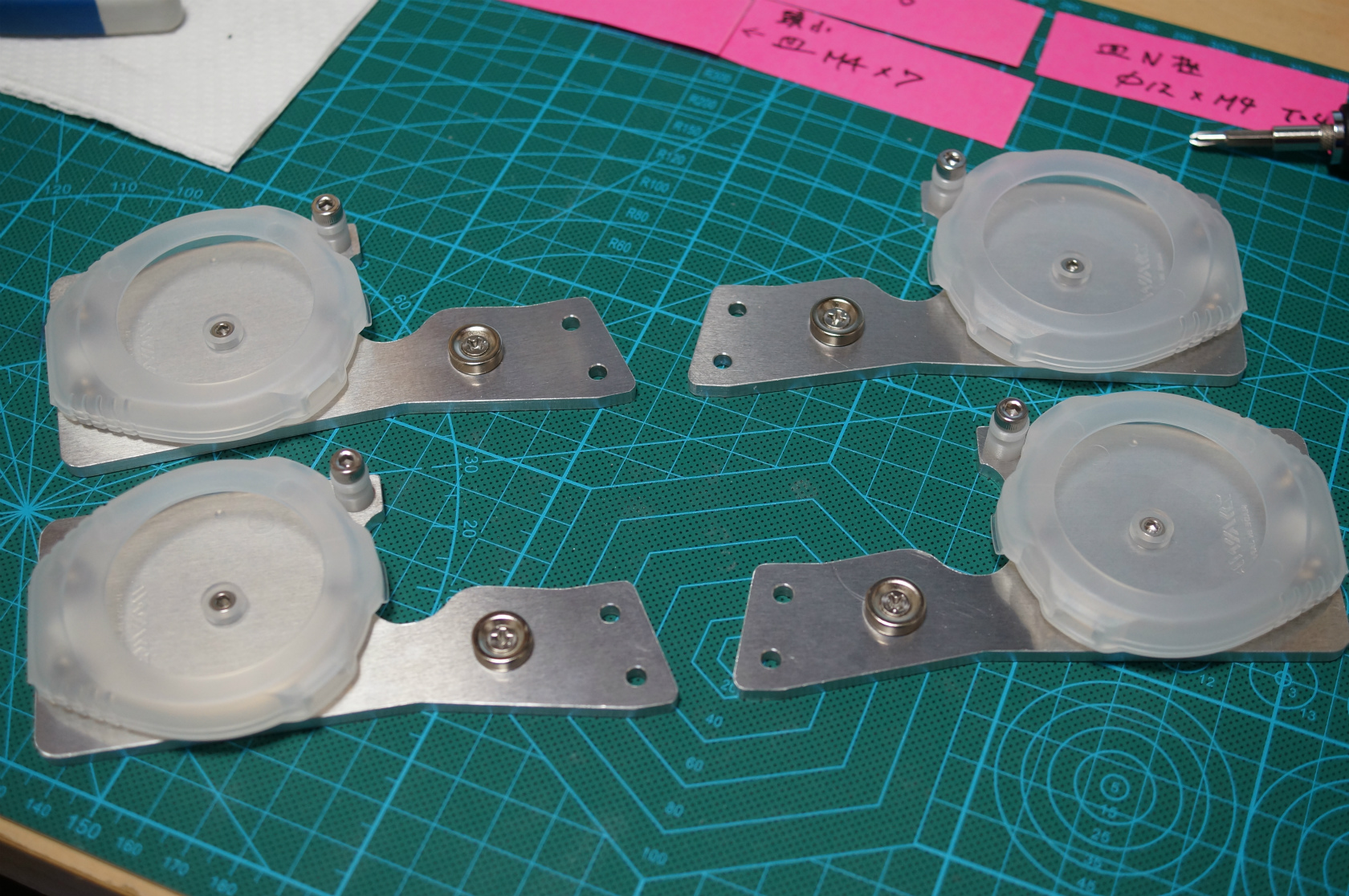
前後ユニットの完成です。
次の記事(その2)でハンドル製作と編み込みホルダーに実際に取り付けた時の様子(インプレッション)を書きます。
にほんブログ村

コメント