
当方所有のPSF550-VDRをCNC化してから3年目を期に自作でCNCを構築しています。Y軸に続きまして今回はX軸です。X軸はまだボールねじには交換していませんが、今後交換予定です。その前のX軸キット化です。Y軸同様にオリジナルでタイミングベルトテンショナー付きのベースを製作しました。製作記録です。
オリジナルX軸ベースプレート作製 切削加工編
Part1からの続きです。
設計も終わりCNCフライスでの切削作業に入ります。取り外したプレートを元に戻します。

先ずは裏面からの加工です。クランプ固定で加工しました。

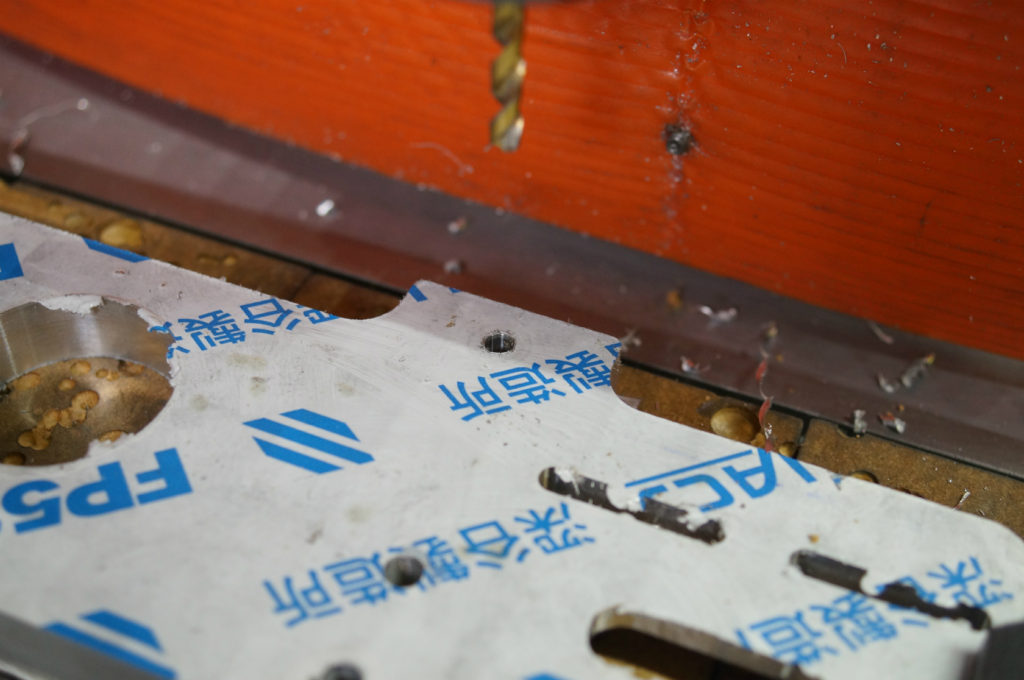
Φ6.2mmドリルで4箇所穴あけ。

Φ9.0mmで穴を広げます。Y軸では安物のドリルで加工しましたが今回はOSGのΦ9.0mmを使用しました。
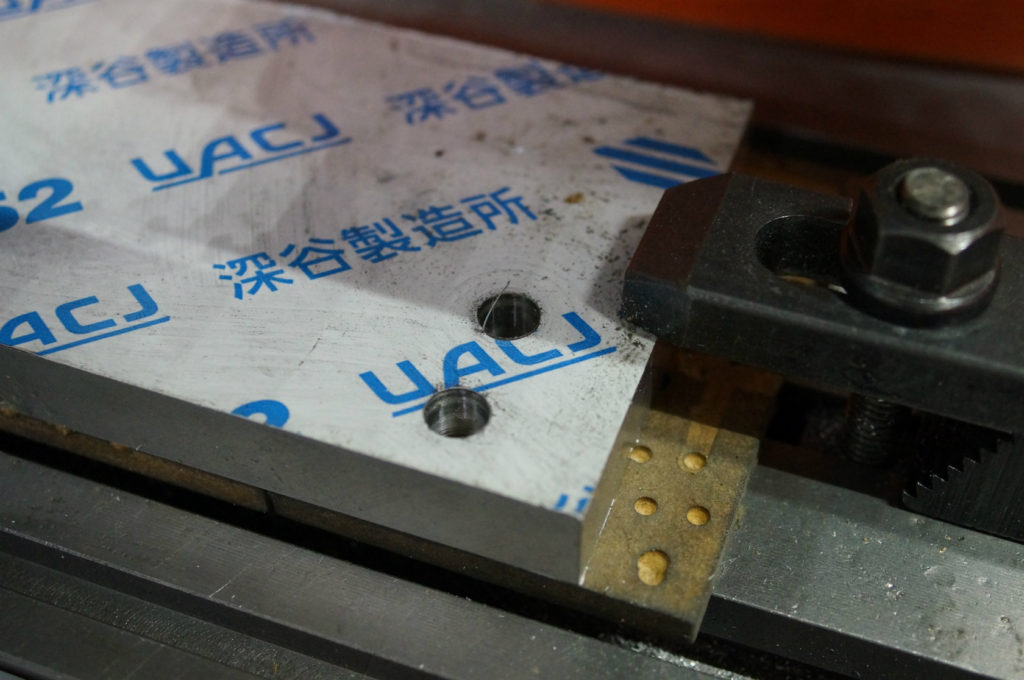
やはりこちらの方が加工面は綺麗に仕上がります。

Φ5.0mmの穴あけ6箇所。これは長穴の位置を出す為に開けています。

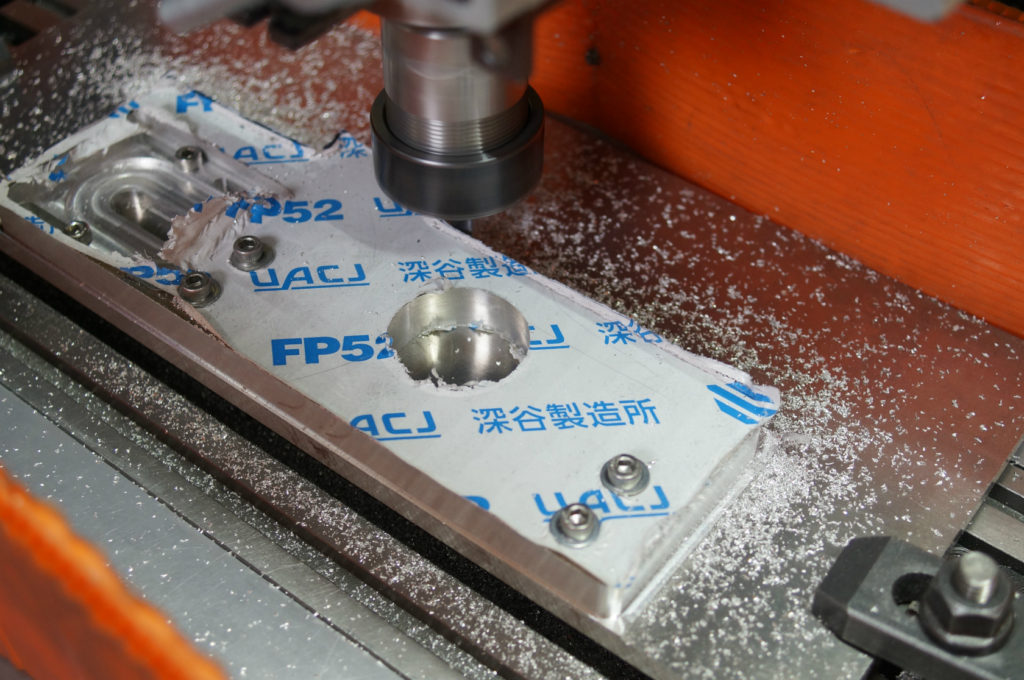
軸が通る丸穴を切削します。アップカットで開けました。
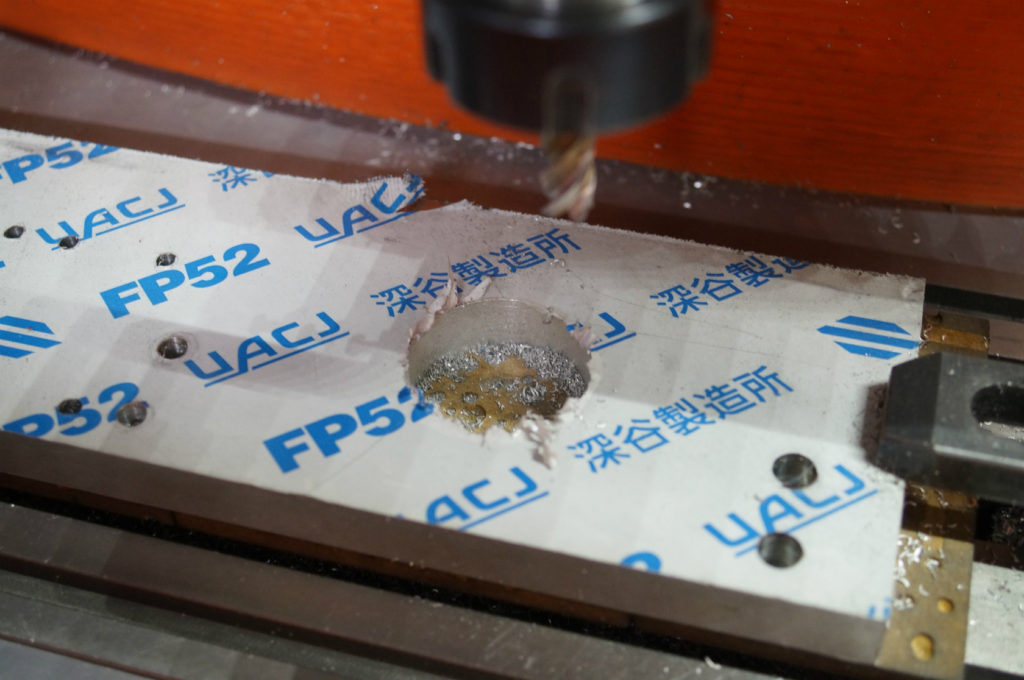
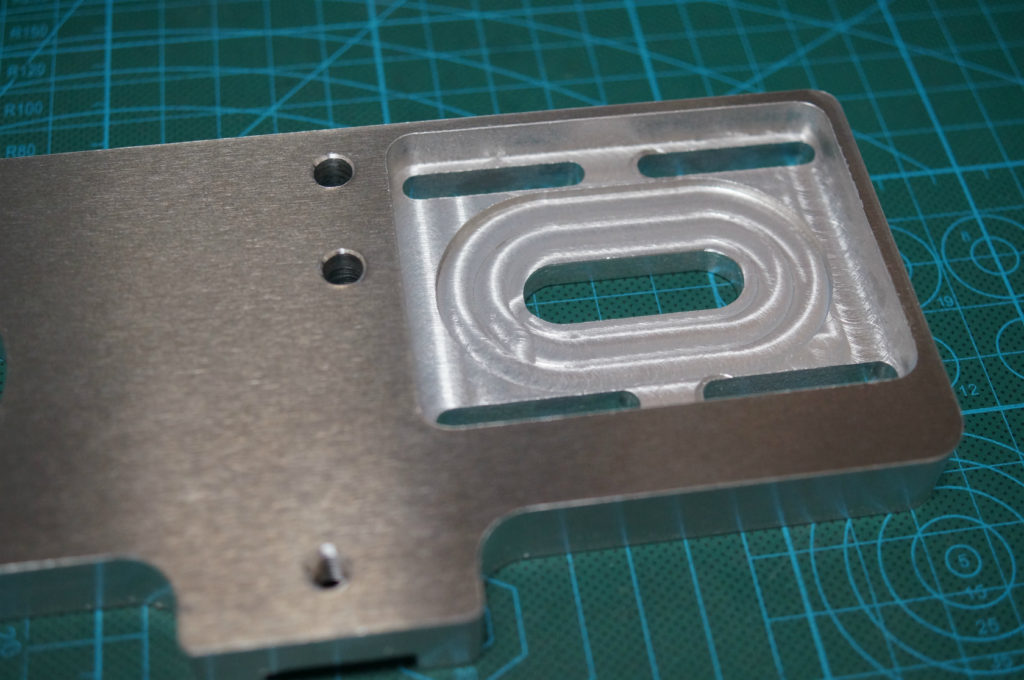
ポケット切削終了。

今回はボーリングバーで穴を真円に仕上げました。

ボーリングバーで仕上げ。綺麗に仕上がります。
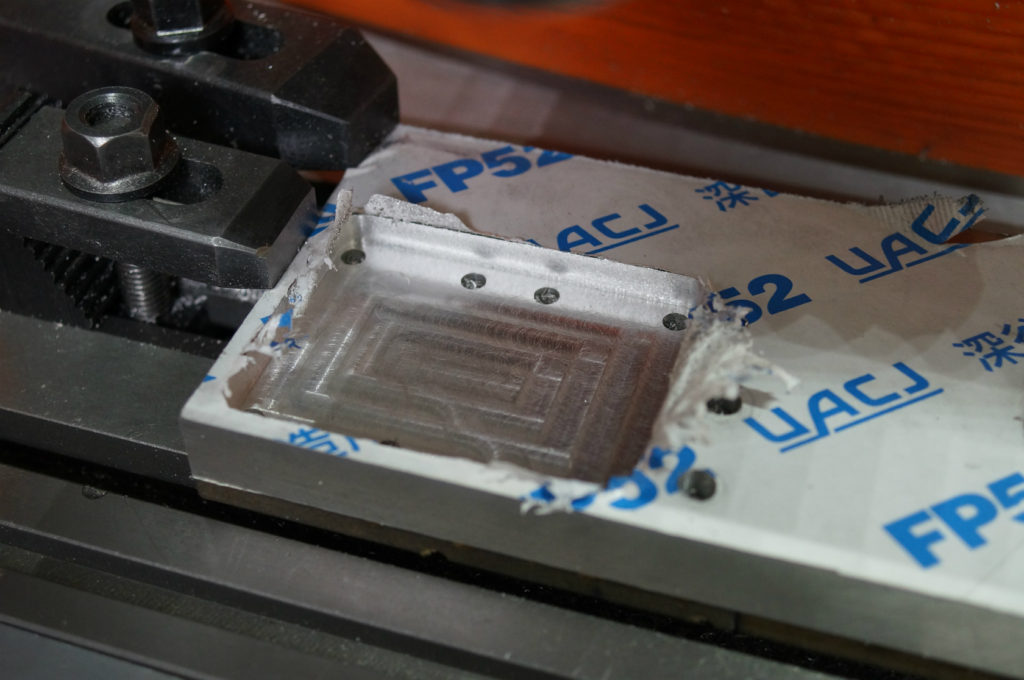
ステッピングモーターの納まり部分です。Φ8.0mmエンドミルで削ります。

M5ボルトの長穴をΦ5.0mmエンドミルで切削。切削幅は5.3mmです。

Φ6.0mmエンドミルで2段目溝と中央のポケット穴を連続加工。

面倒な工具チェンジを何度もして裏面の切削終了!!
輪郭切削ベースを製作してベースに固定します。Φ9.0mmの穴にはY軸製作時に製作したスペーサーを固定に使用します。

輪郭切削の取り残しを防ぐ為にアウトラインを予めバンドソーでカットします。

CNCでアウトラインをマッキーマジックでケガキます。

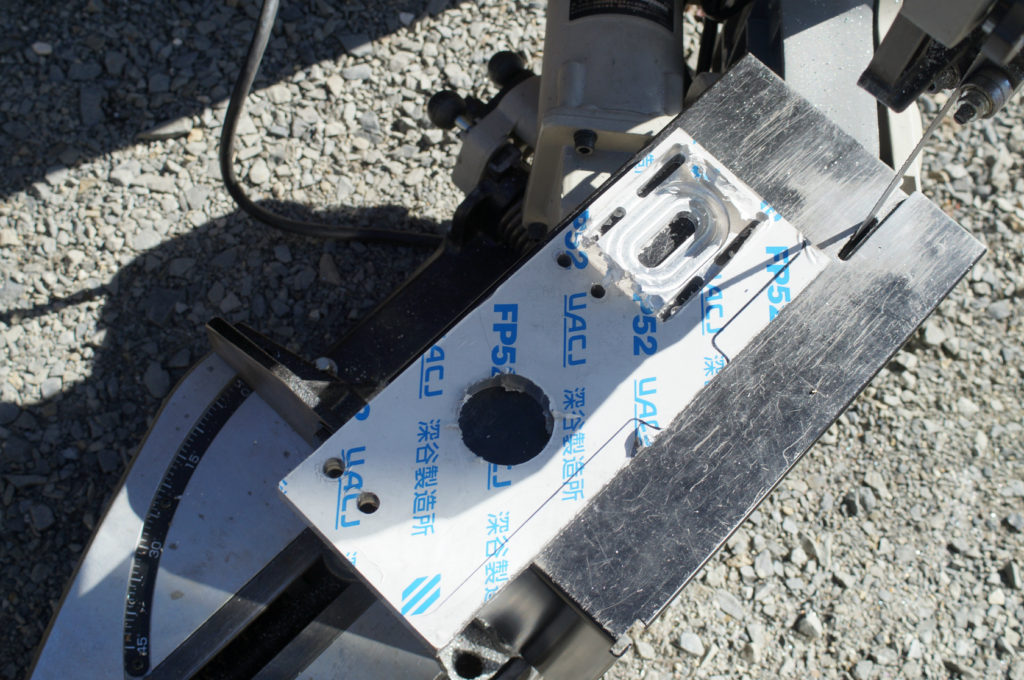
バンドソーでカット!!

ベースにボルトで固定します。
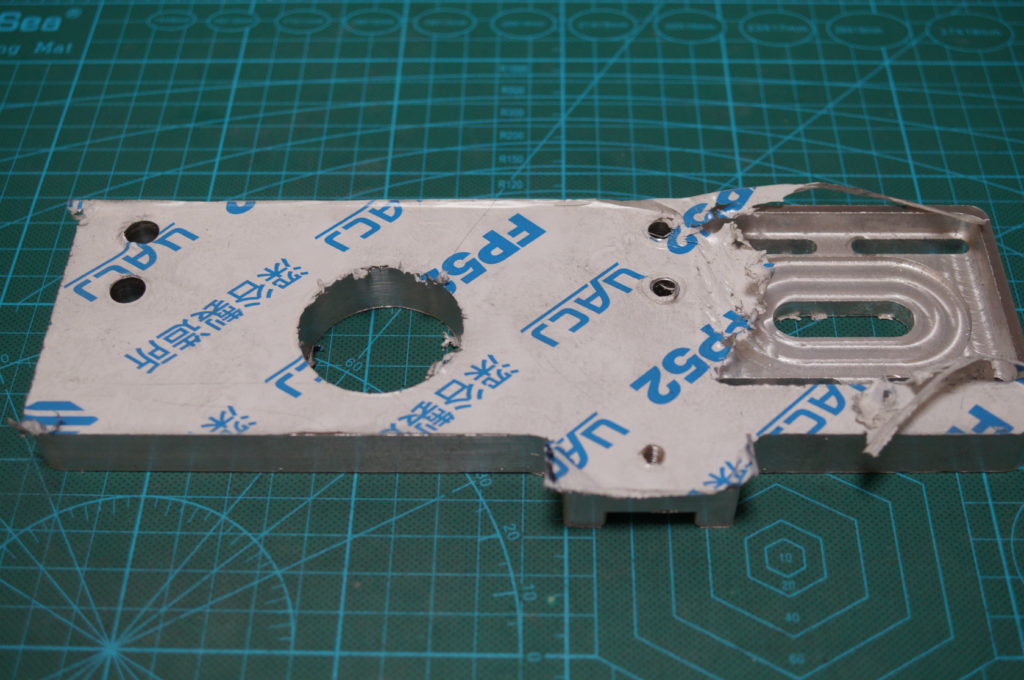
Φ10mmで輪郭切削。

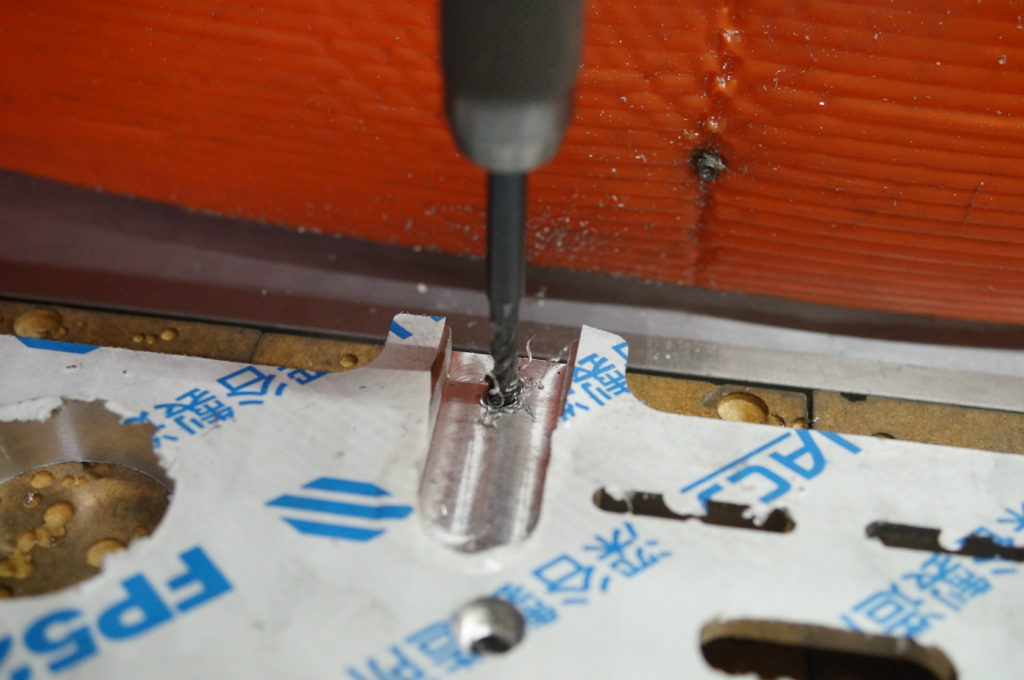
ここでトラブル発生!!写真の位置でパルス誤作動(Y軸)が発生し段差が出来てしまいました。なぜこのようなことが起きるかは良く分かりません。おそらくLinuxCNCと制御ボードの誤作動かと思われます。パソコンを再起動すると改善されます。LinuxCNCで吐き出すパルスが制御ボードで処理し切れていない部分があるのかなと思っています。LinuxCNCのパルス設定のパラメーターを少し弄る必要がありそうです。当方、「LinuxCNCソフト」に関してはまだまだ勉強不足です。


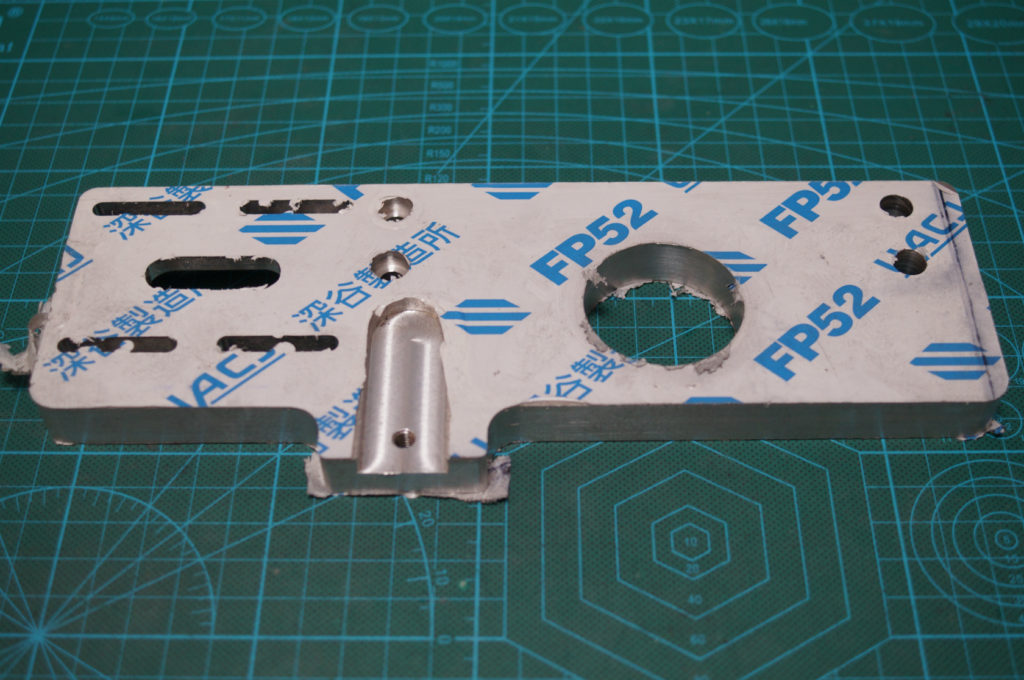
パソコン再起動後、修正プログラムで段差を改善させました。輪郭切削終了です。

表面のタイミングベルトテンショナー部分の切削です。
M6ボルトの下穴Φ5.0mm

Φ10mmエンドミルで溝を切削。

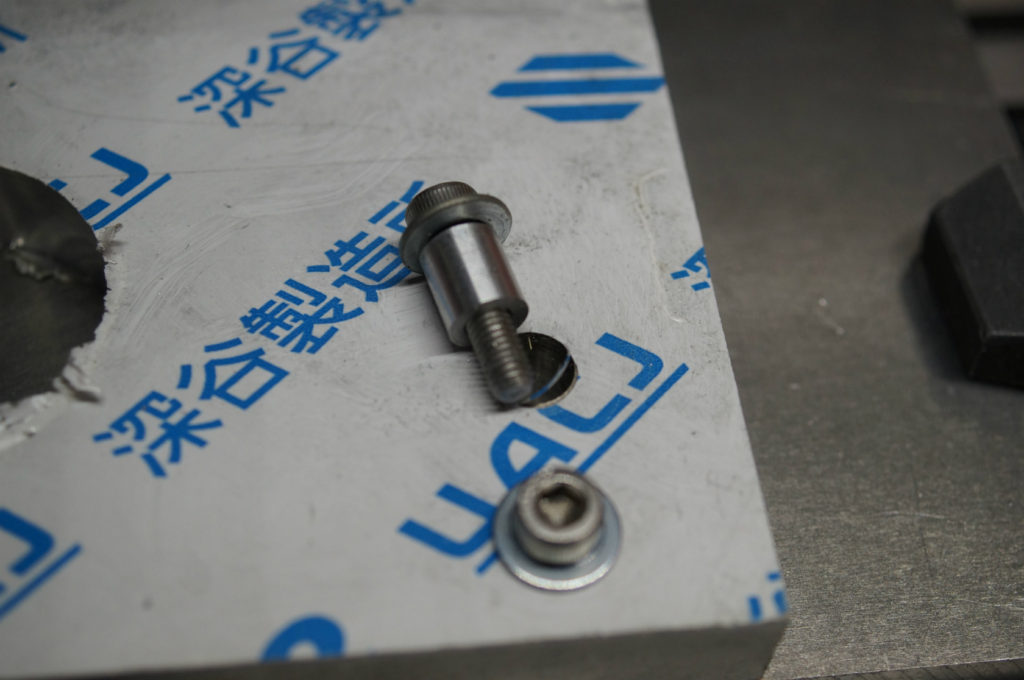
PSF550-VDRに標準で付いているデジタルハイトゲージを使用してボア加工をします。

CNCで位置を出します。若干の位置補整を手動で行いボア加工(ザグリ加工)します。

M6のボア加工(ザグリ加工)は格安の中華製を使用しました。SWT製の工具でホビー目的に使用する分には問題ありません。耐久性や精度は??「超硬」の文字が見えますが日本で言う超硬ではなくHSS(ハイス)です。紛らわしい表記です。
タイミングベルトテンショナーの調整ボルトのM6タップ。

輪郭切削でトラブルが有りましたがミス加工は無く一発で終了です!
オリジナルX軸ベースプレート作製 仕上げ&完成編
最終仕上げをします。
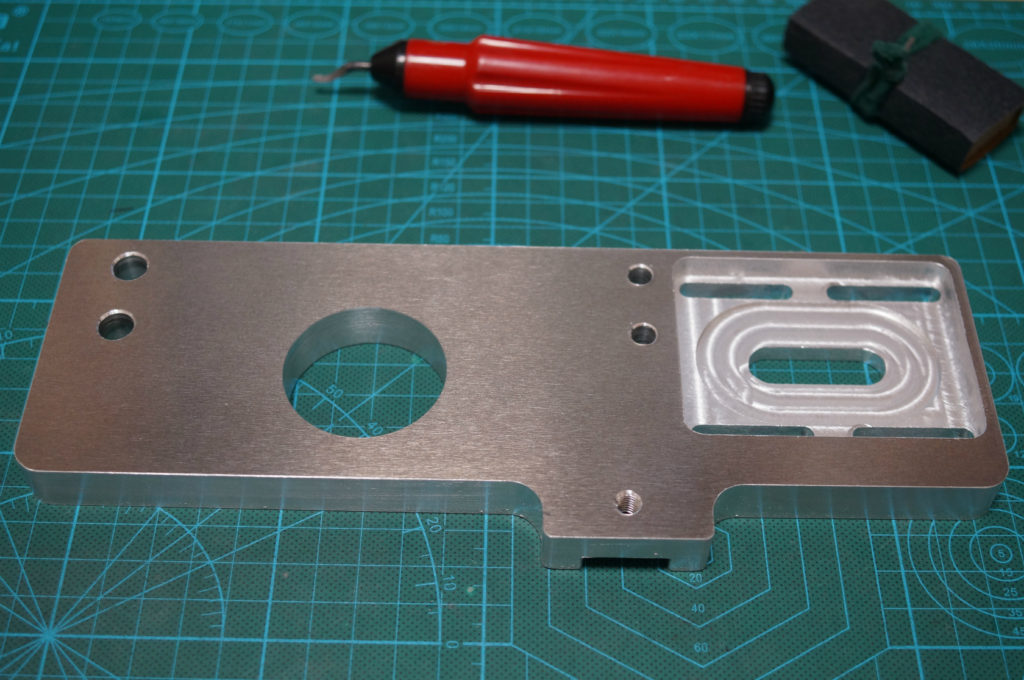
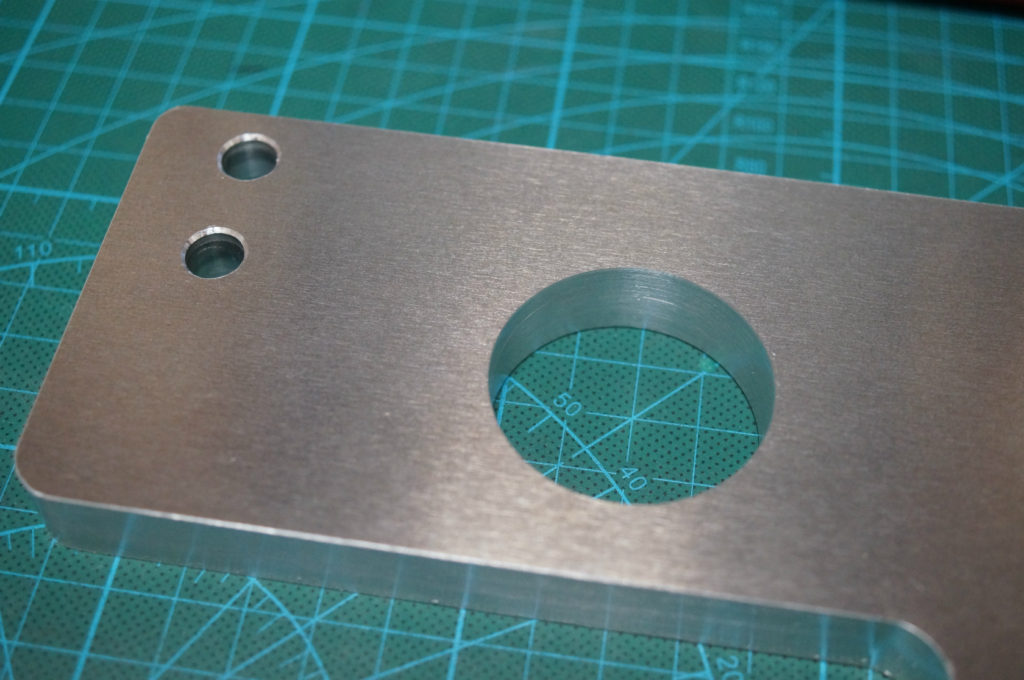
ボーリングバーで仕上げたので穴は綺麗です。
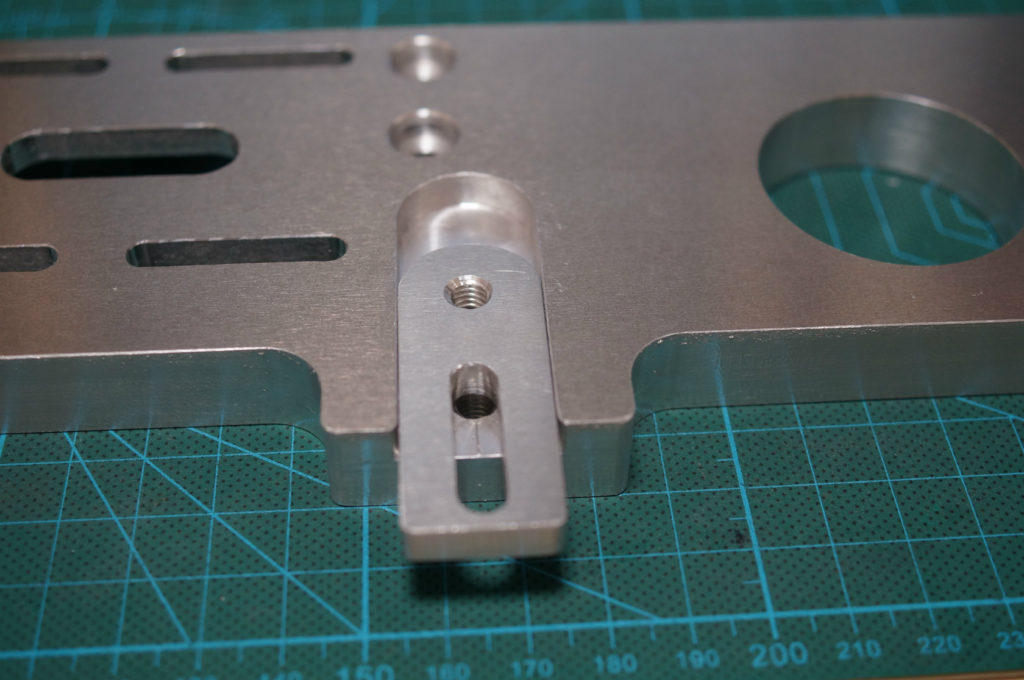
自作タイミングベルトテンショナーの収まりもバッチリです!
Part3に続く
Part1へ戻る
にほんブログ村


コメント