
当方所有のPSF550-VDRをCNC化してから3年目を期に自作でCNCを構築しています。Y軸に続きまして今回はX軸です。X軸はまだボールねじには交換していませんが、今後交換予定です。その前のX軸キット化です。Y軸同様にオリジナルでタイミングベルトテンショナー付きのベースを製作しました。製作記録です。
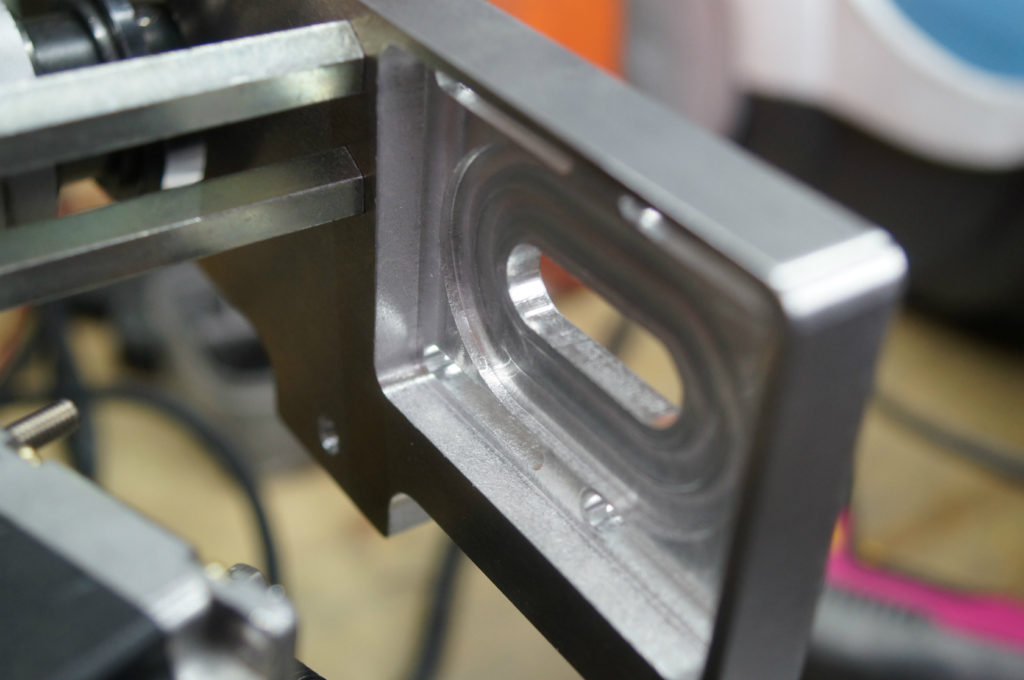
オリジナルX軸ベースプレート取り付け加工
Part2で製作したベースプレートを現在使用しているプレートと交換します。

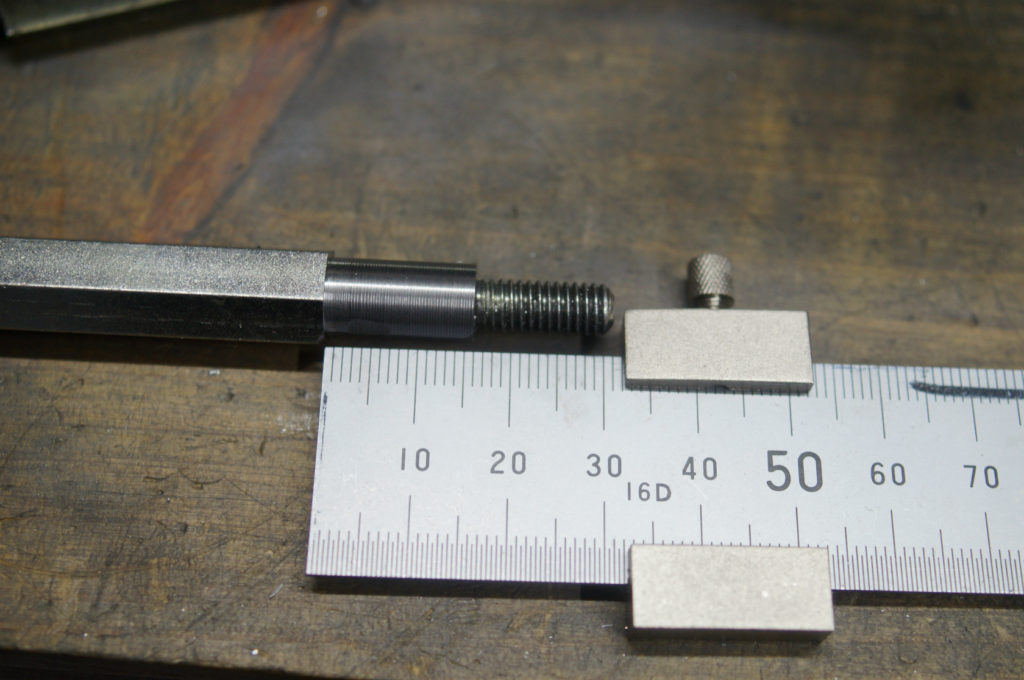
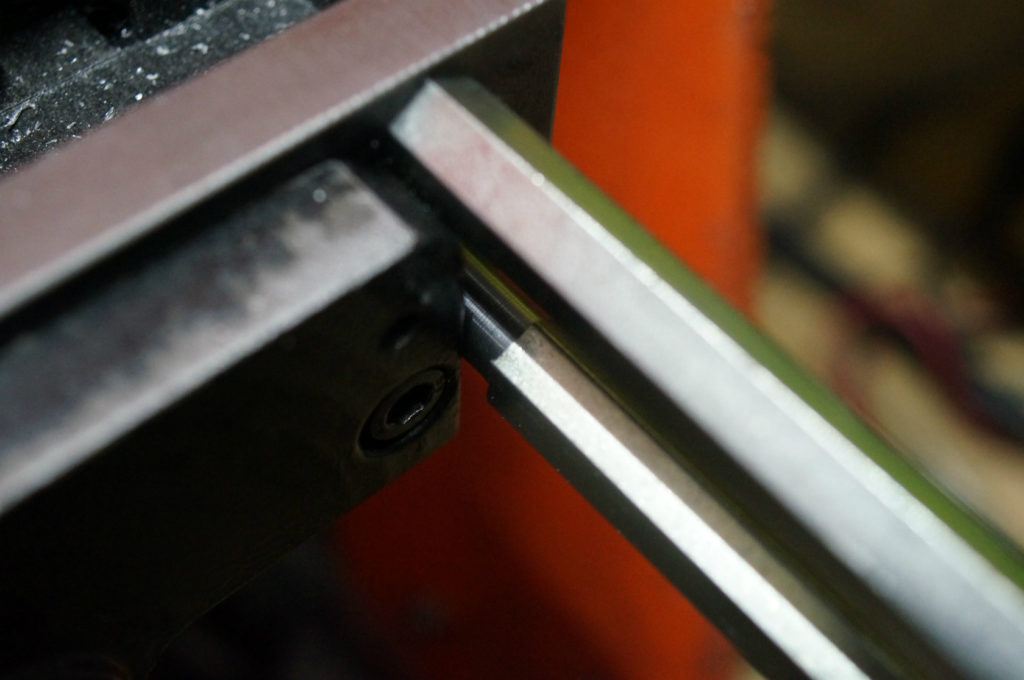
取り付ける前に右下部分の六角支柱がグラインダーで荒く削ってあるので旋盤で削ります。
おそらく設計上はギリギリ干渉しない設計だったと思われますが、現場で施工する際の穴あけの精度が悪く干渉したと思われます。
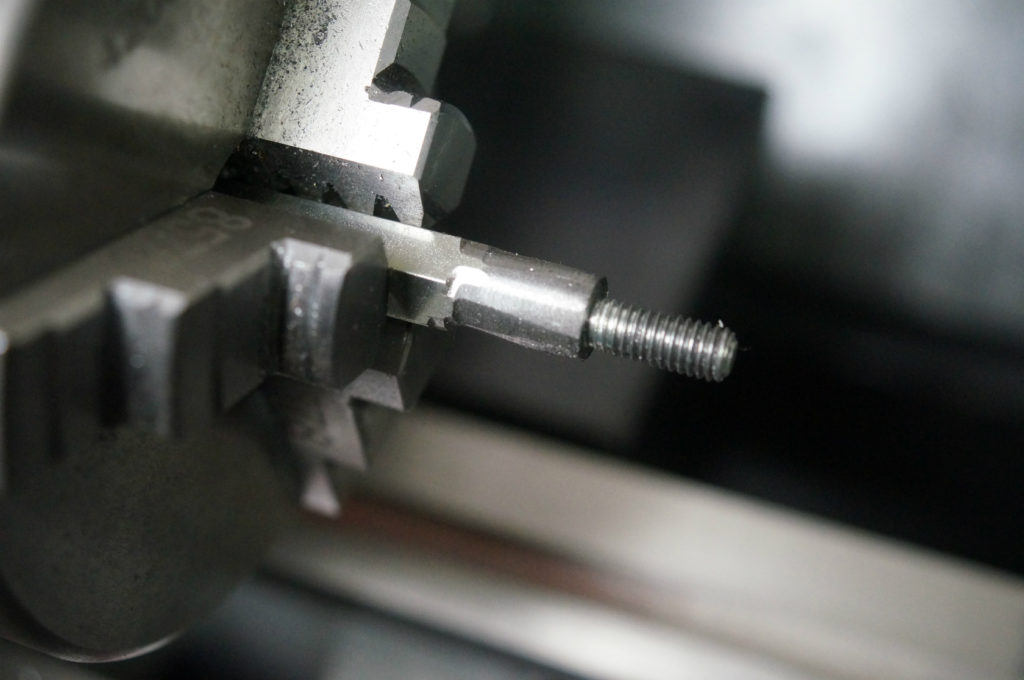
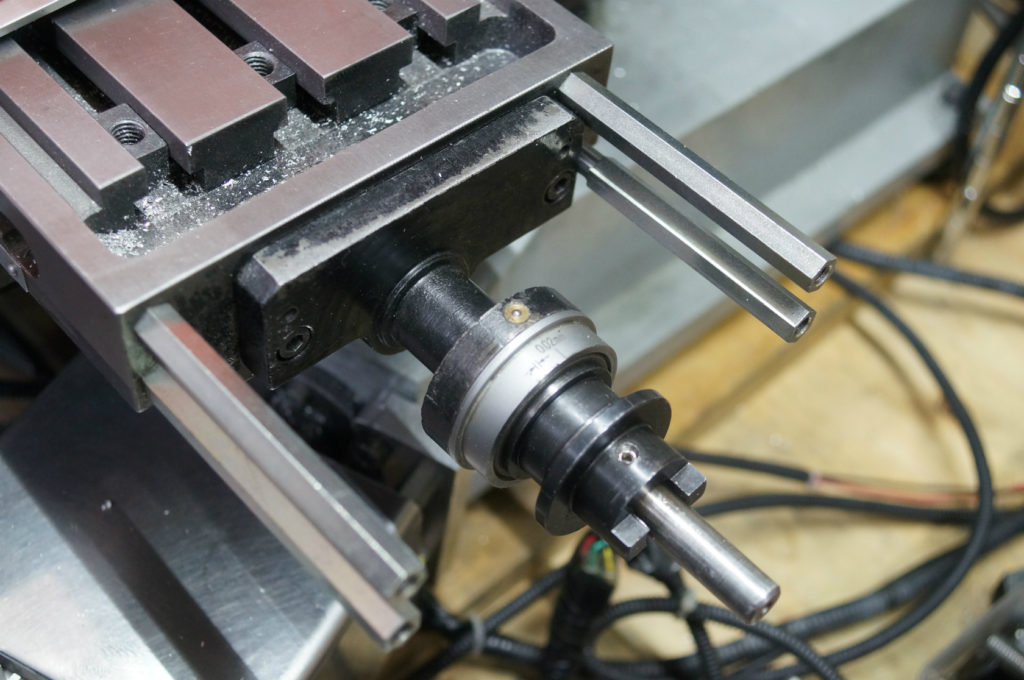
六角支柱なので3爪スクロールチャックで面を掴めます。

寸法は適当に・・・
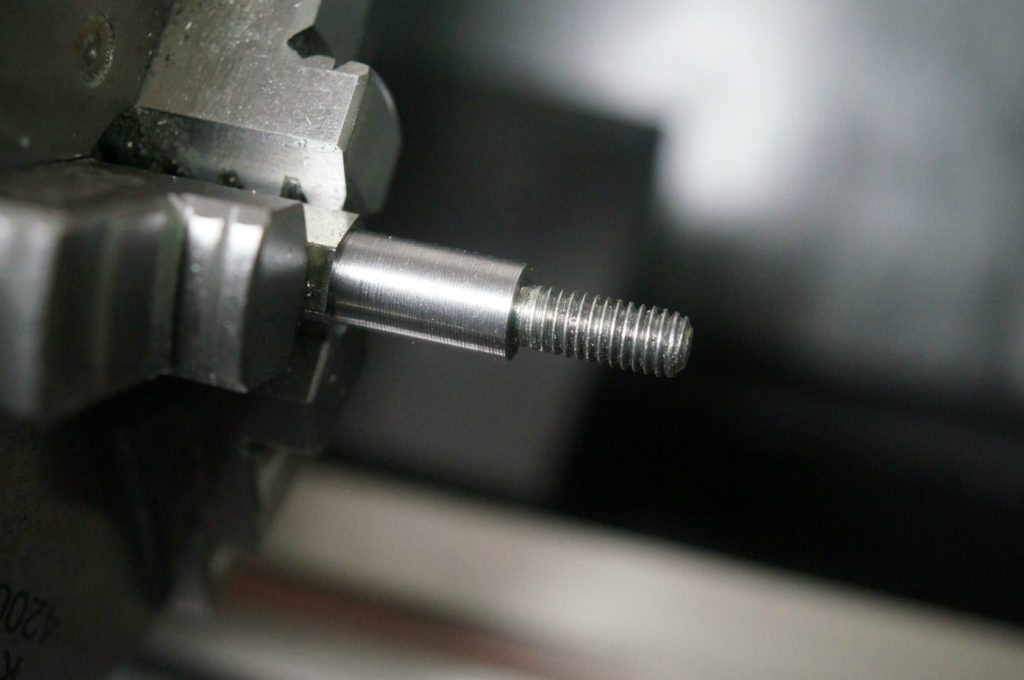
少し削りました。
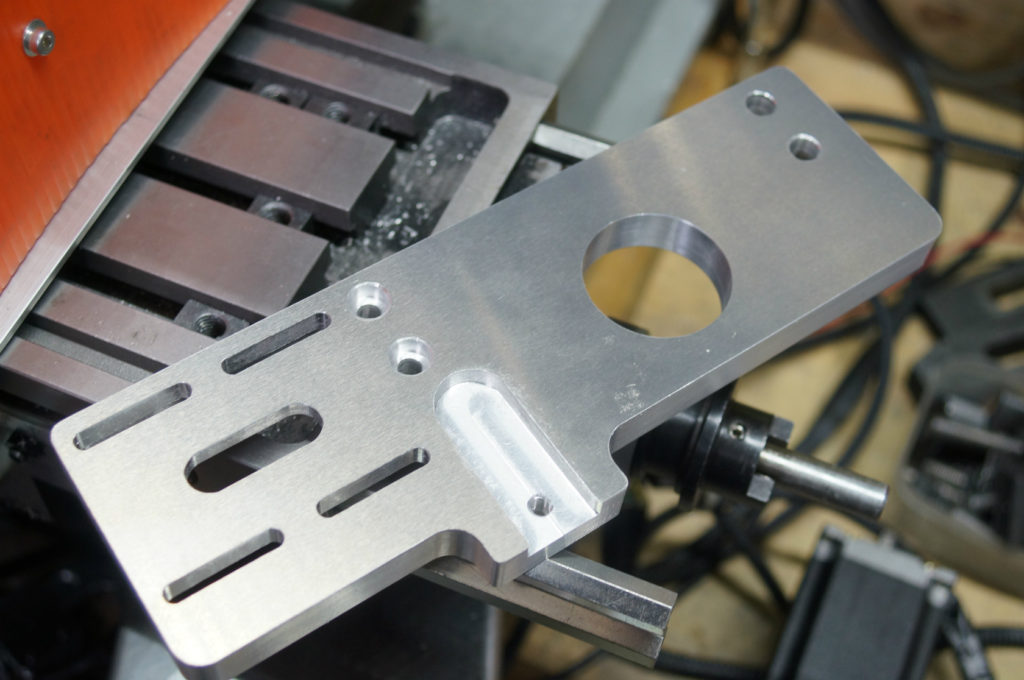
全て削り整えると細くなり強度低下が心配なのである程度でやめました。
削り幅は15mm程度。

見た目が良くなりました。
右側部分の六角支柱はもう少し右側に動かした方が良さそうです。
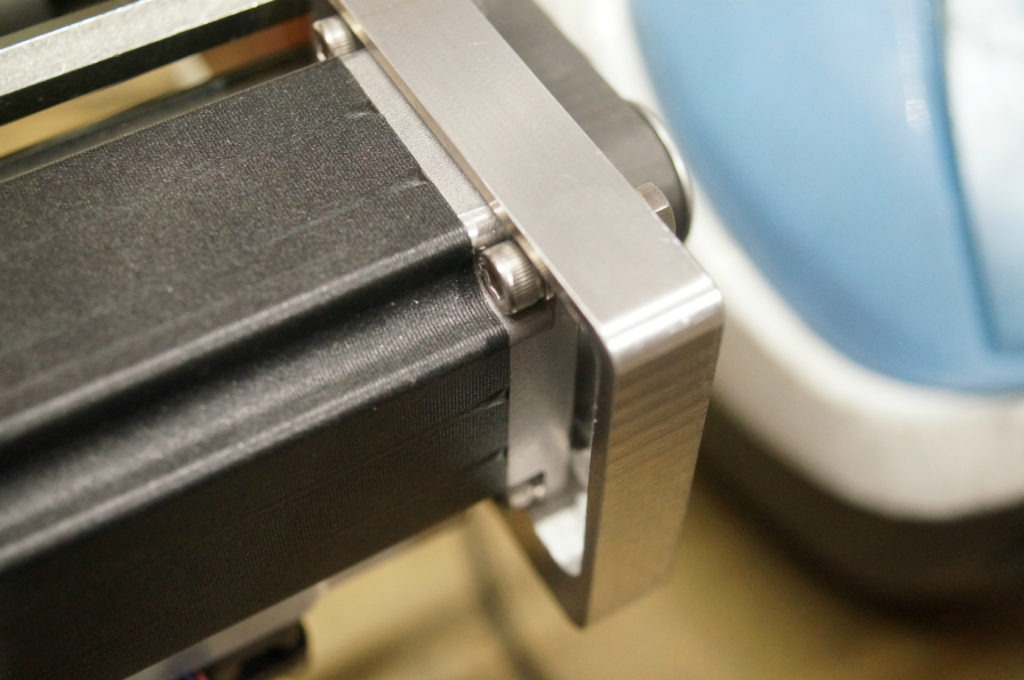
自作プレートを取り付けます。
左側のボルトは六角穴付きステンレスM6×20mmのボルトを使用。
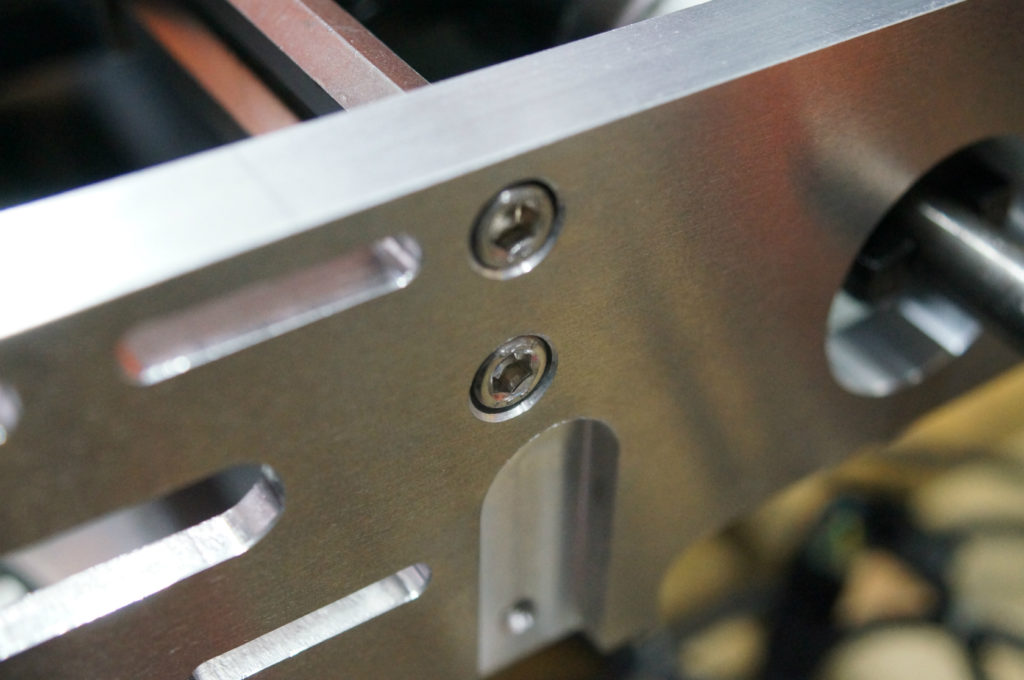
ピッタリ収まりました。

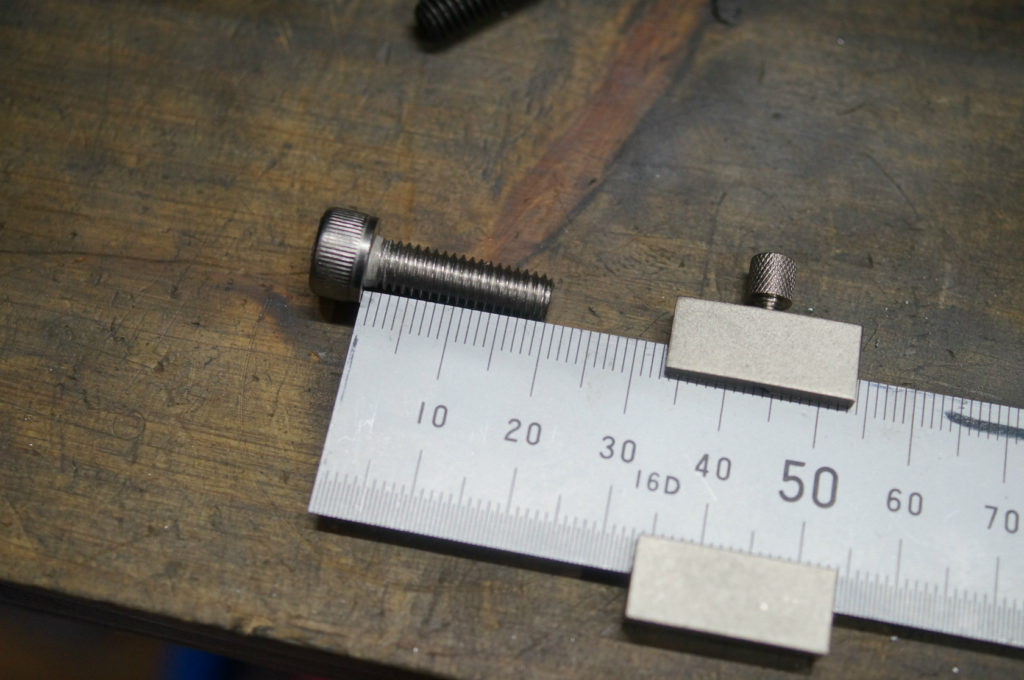
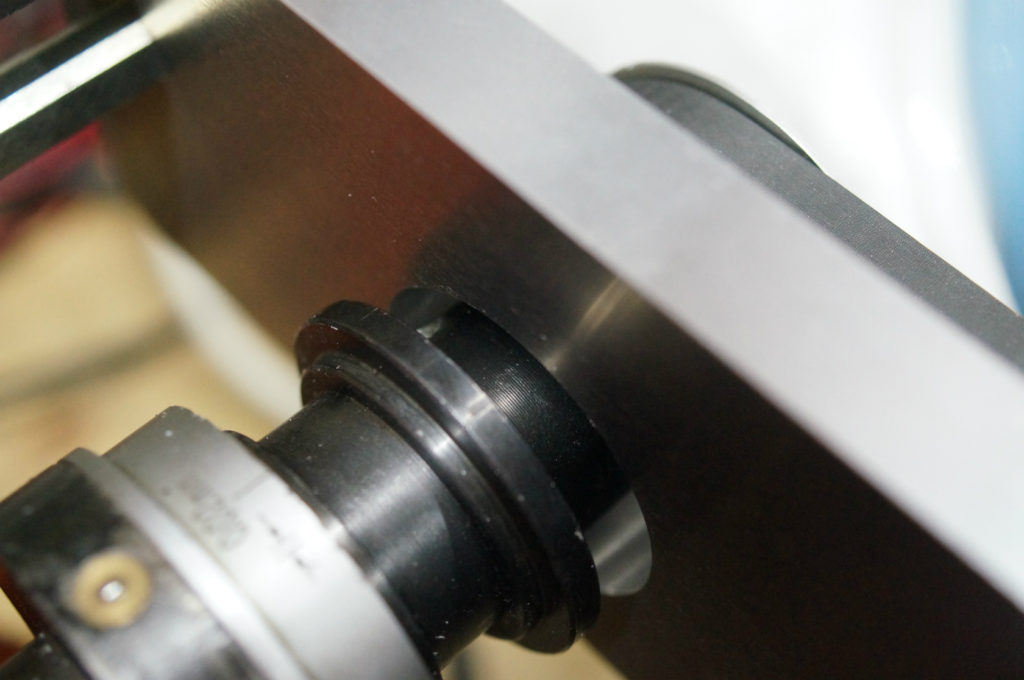
右側のボルトを取り付ける前にカラーを製作します。
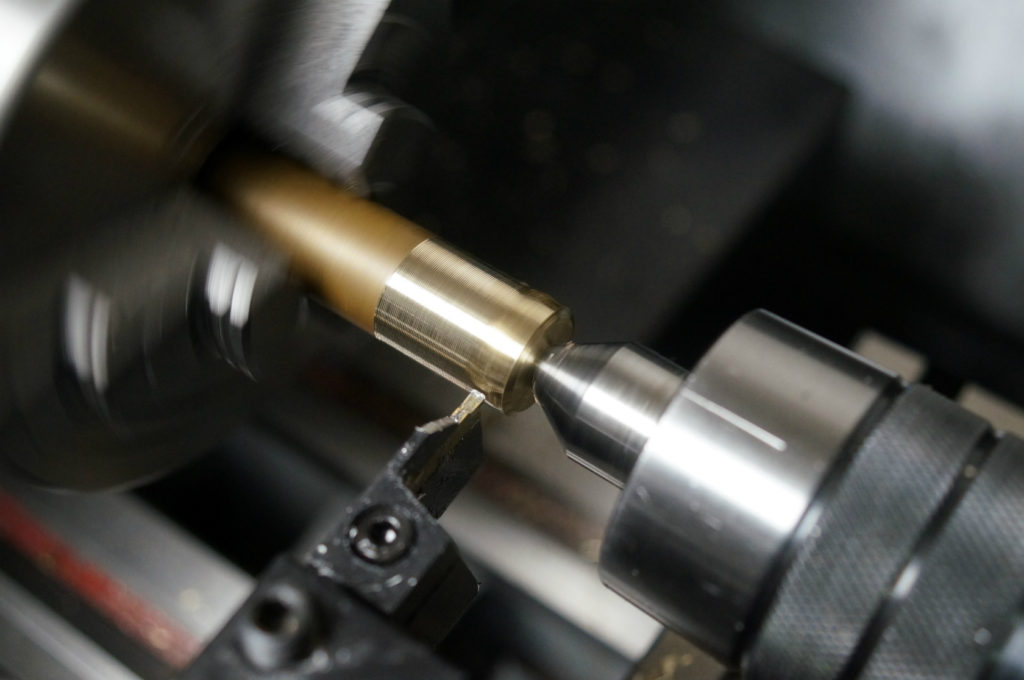
厚さ3mm程度で削り出します。
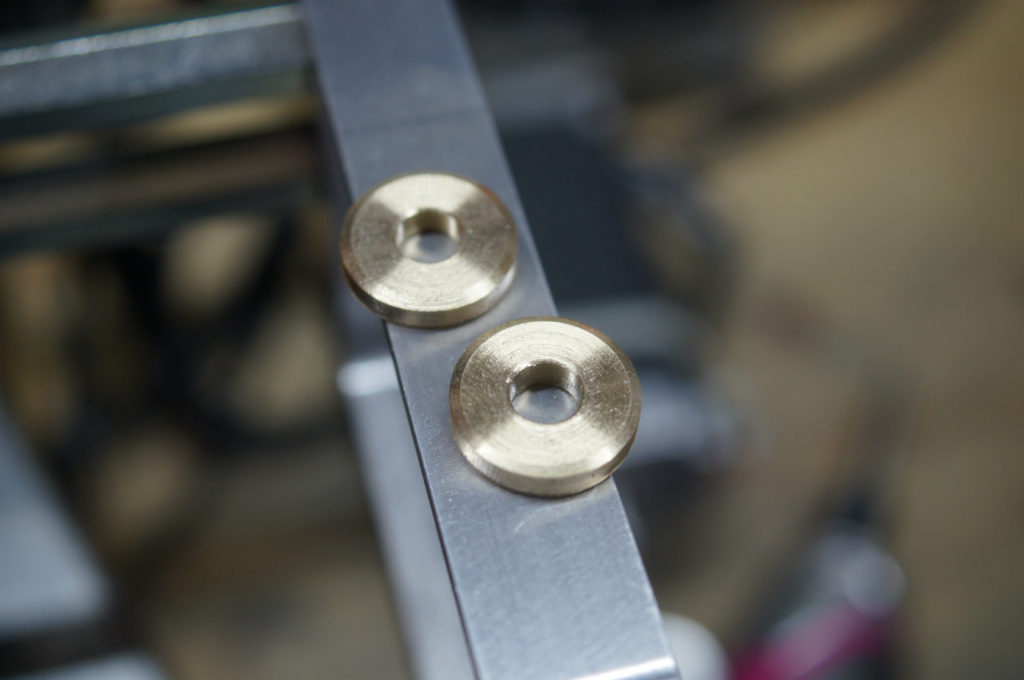
2枚製作しました。
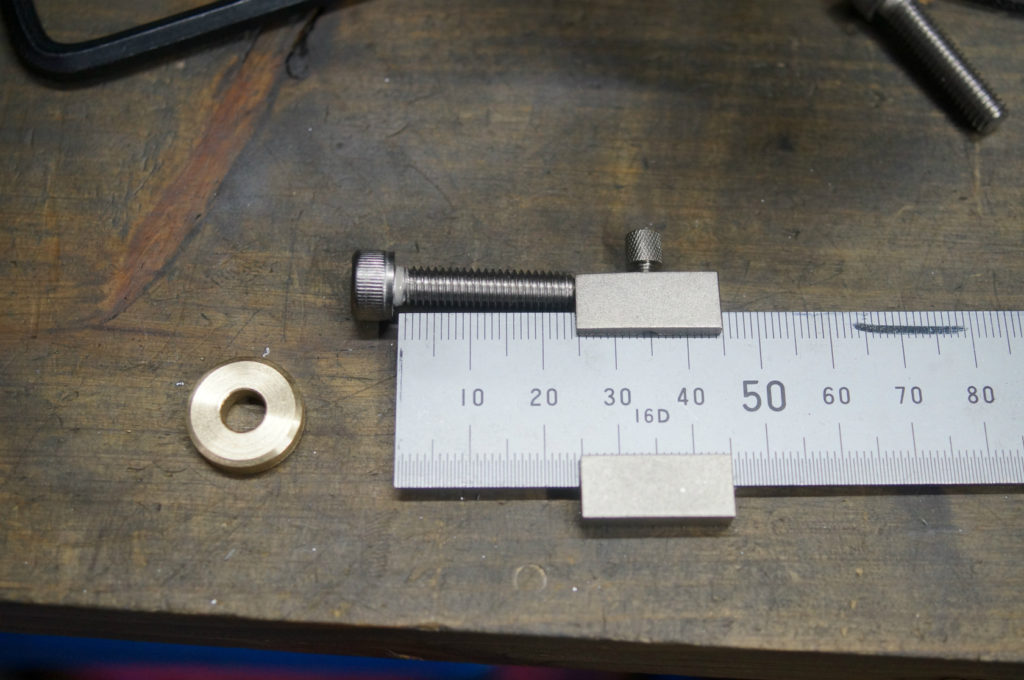
左側のボルトは六角穴付きステンレスM6×25mmのボルトを使用。

先ほど製作したカラーを挟んで取り付けます。M6ワッシャーだと強度不足でボルトの締め付けにより歪むのでこちらに変更しました。
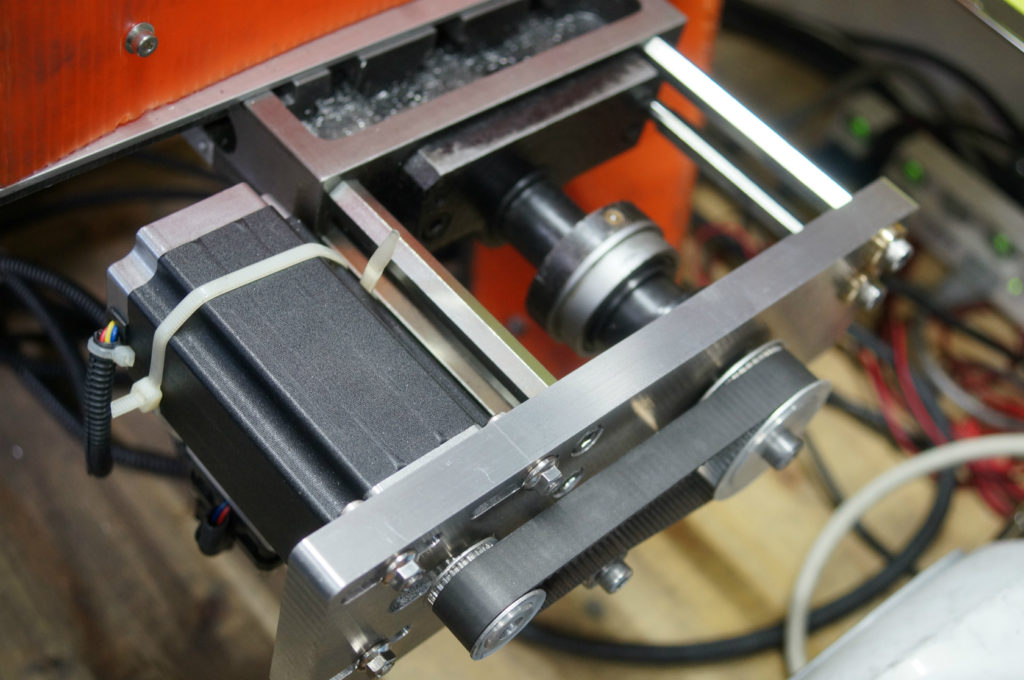
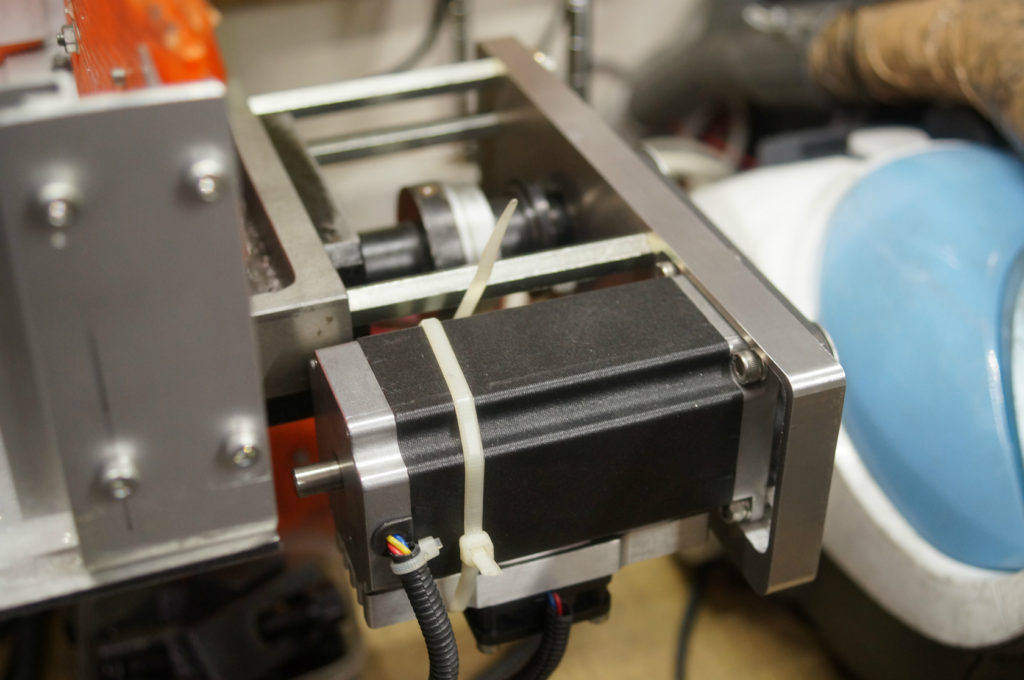
ステッピングモーターを取り付けます。

ステッピングモーターの取付けボルトは六角穴付きステンレスM5×20mmを使用。スプリングワッシャー(ばね座金)とM5フランジナットで取り付けます。

以前はボルト3本で固定していましたが当方の設計では4本ボルトでしっかりと固定できます。
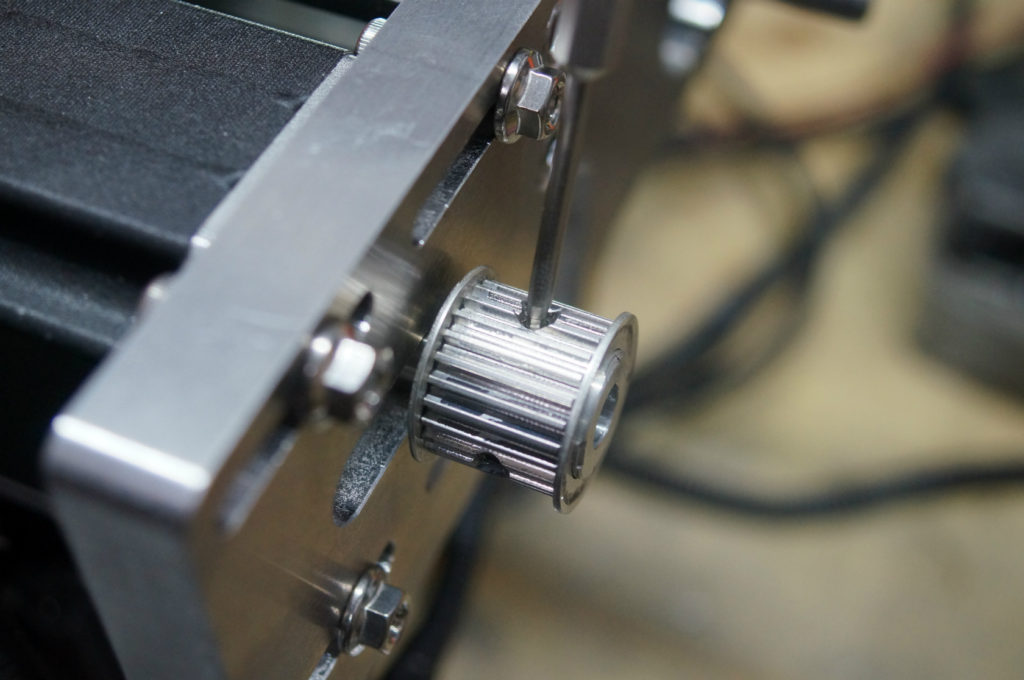
モーターを取り付けたら24歯のタイミングプーリーを3~4mm程度クリアランスを取って取り付けます。
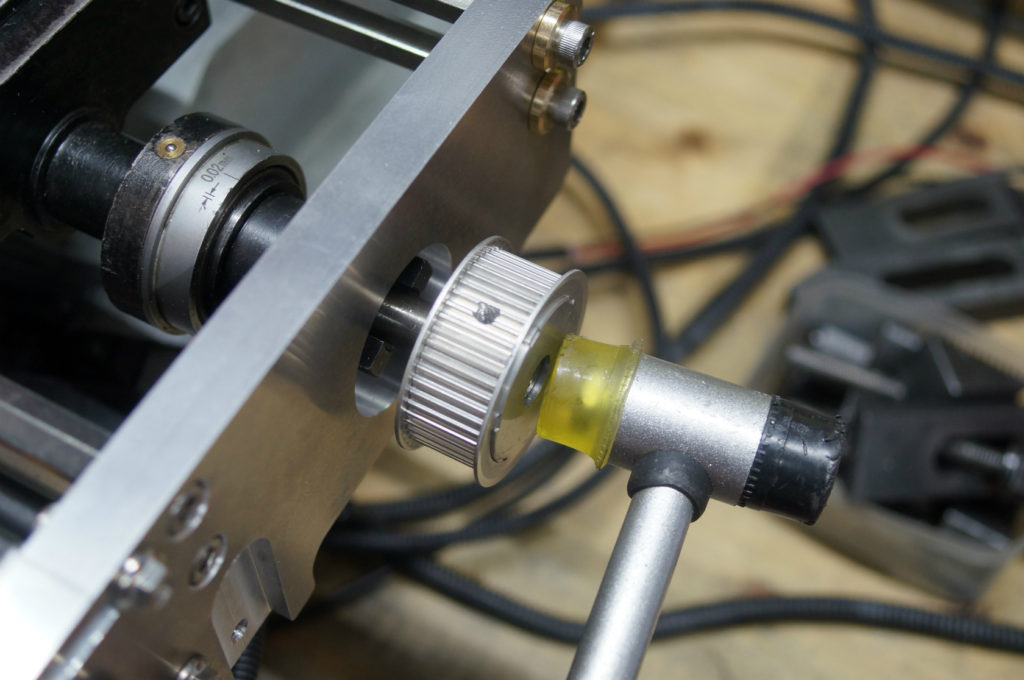
軸側の48歯タイミングプーリーを取り付けます。モーター側と芯が平行になるように調整します。

タイミングベルトを装着!
モーター側を調整し少しベルトを張ってモーターを固定します。
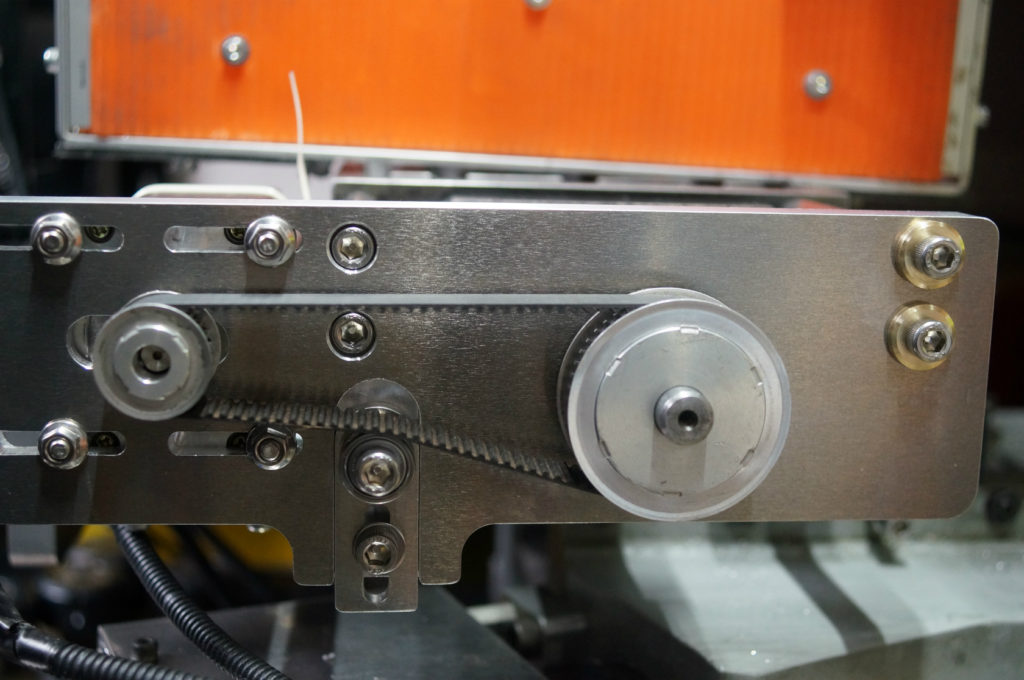
オリジナルX軸ベルトテンショナー取り付け&完成
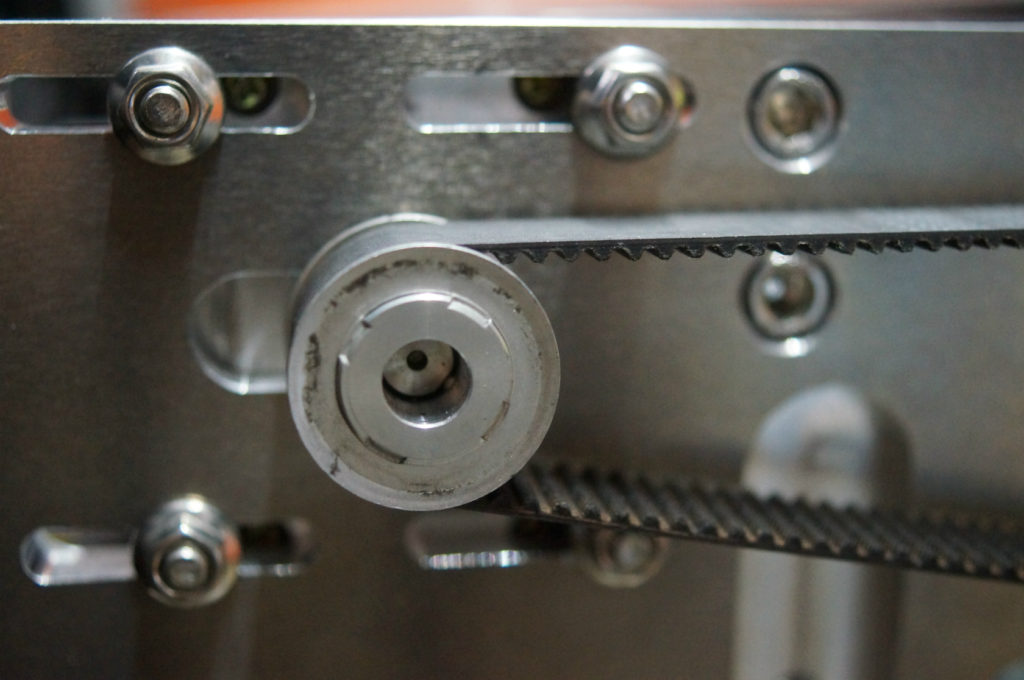
オリジナル製作のベルトテンショナーを取り付けます。

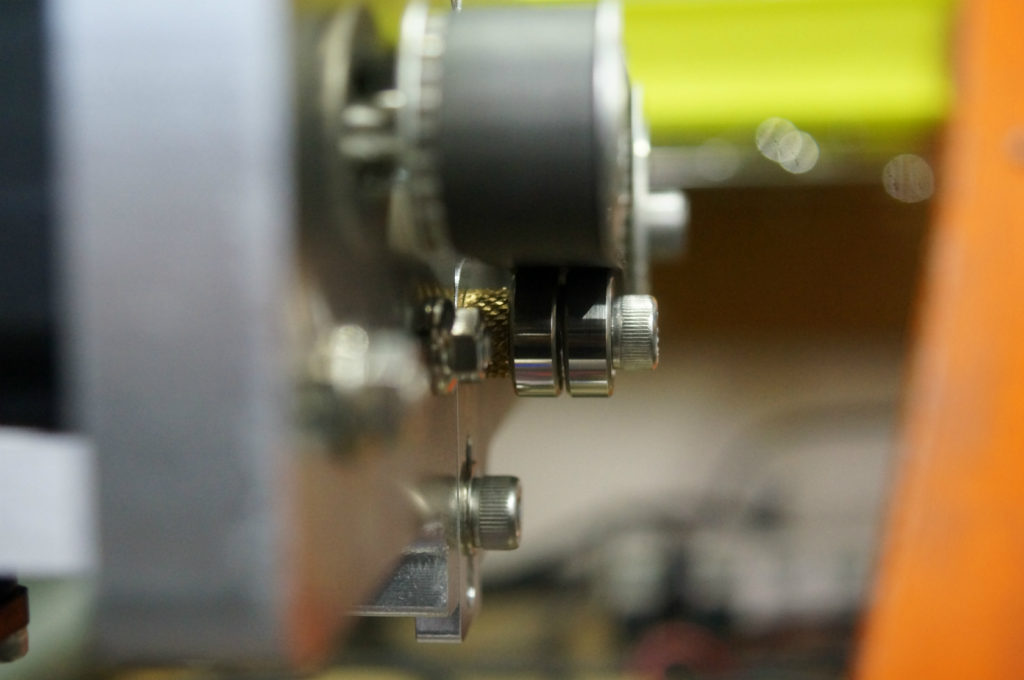
Y軸同様に幅を調整してベストな位置にベアリングを調整します。


真鍮丸棒の端材でカラーを作製して幅調整。ベアリングとベアリングの間にはM6ワッシャーを1枚挟んでいます。
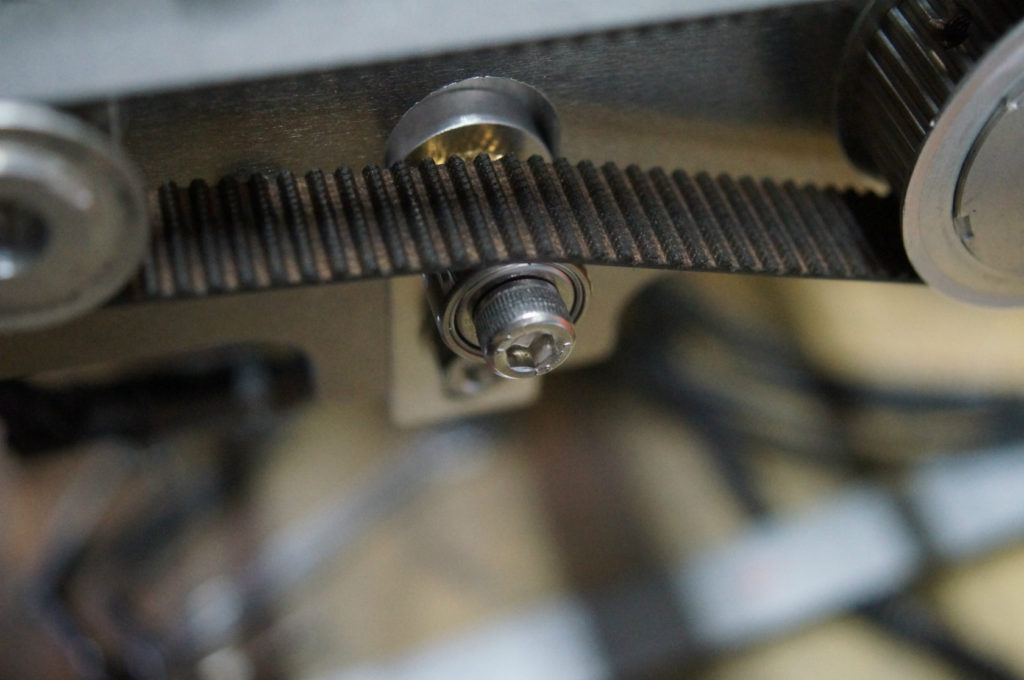
取り付けてベルトにテンションを加えます。
ベルトの中央付近をベアリングで押しているのが確認出来ます。
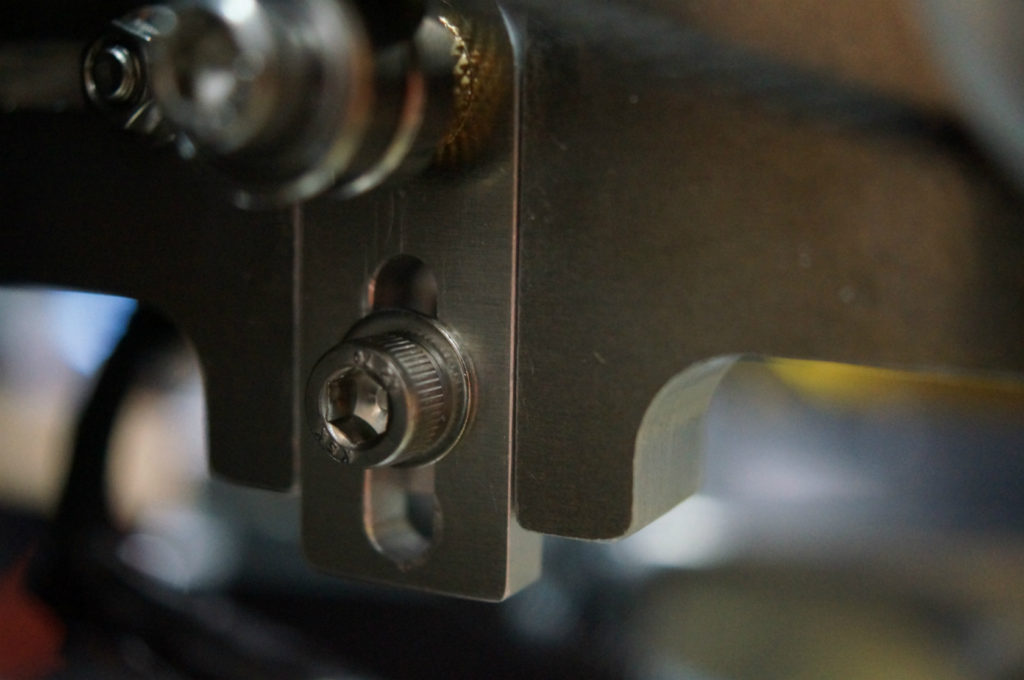
ベルトテンショナーはM6ボルト一本で固定しています。ベルトは張りすぎても緩すぎてもダメです。測定器を持ってないので適当に自分で最適な張りを見つけ出します。
バックラッシを計測調整後(LinuxCNC)、完成です!!
最後にZ軸をキット化していきます。
完
Part2へ戻る
にほんブログ村


コメント