

前記事でフライス盤「PSF550-VDR」CNC X軸ボールねじサポートプレート(固定側)&モーター交換をしましたが、気になる所があり改良を考えていました。今回、その部分を改良しましたので作業記録としてこの記事で綴っています。改良点は大きく2箇所で前回に設計ミスでボルト穴がずれていたボールねじサポートと15mmほどストロークを増やす為にアルミ製のスぺーサーを追加した所です。ストロークを増やした事によってモーター固定の支柱も長さ変更しました。自分の中ではこの機種に関してのX軸CNC化ほぼほぼ完結です。
交換取付け作業
Part1からの続きです。
既存のモーターやプレートを外します。
↓<既存の仕様はこちらから>↓
フライス盤「PSF550-VDR」CNC X軸ボールねじ取り付け&モーター交換 作業記録 Part1
既存の物と比較。

ボルト穴の位置もしっかり寸法を出せたので問題ないはず・・・
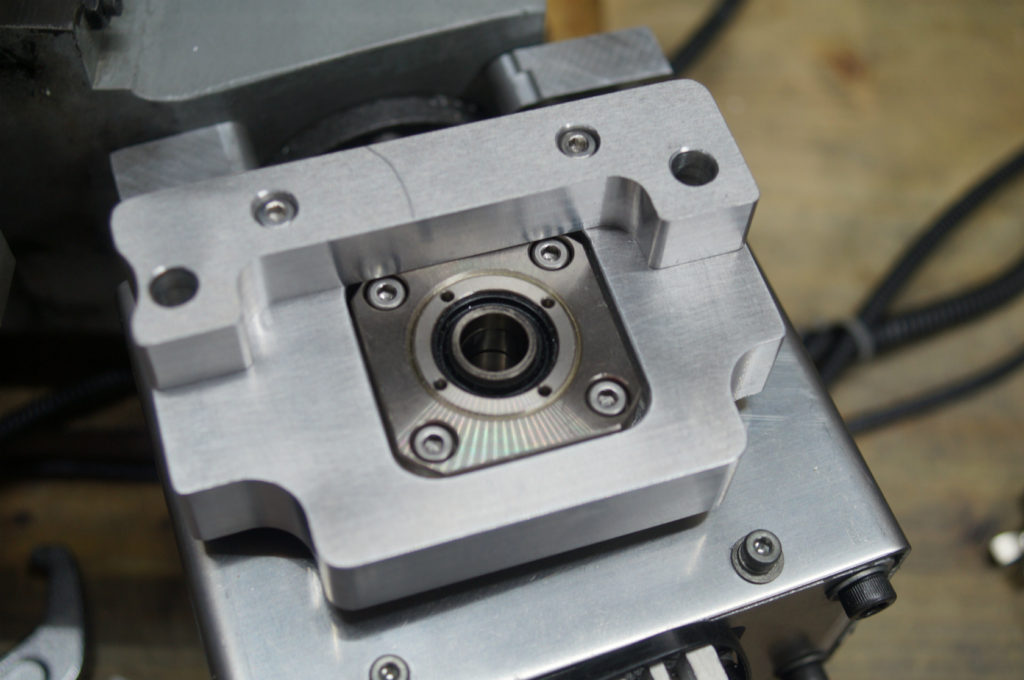
ミスミのボールねじサポートを取り付け組み立てます。さて、ボルト穴は位置が合っているかなぁ?

結果は採寸通り~ボルトの穴位置はバッチリでした。一度、失敗してると次はより良いものが出来ます。「失敗は成功の母」byエジソンさん
前回はモーター側だけしかカラー(ワッシャ)を作らずその他は市販のワッシャで適当に取り付けましたが、今回は仕上げて行きますので全箇所を真鍮でカラー(ワッシャ)製作しました。

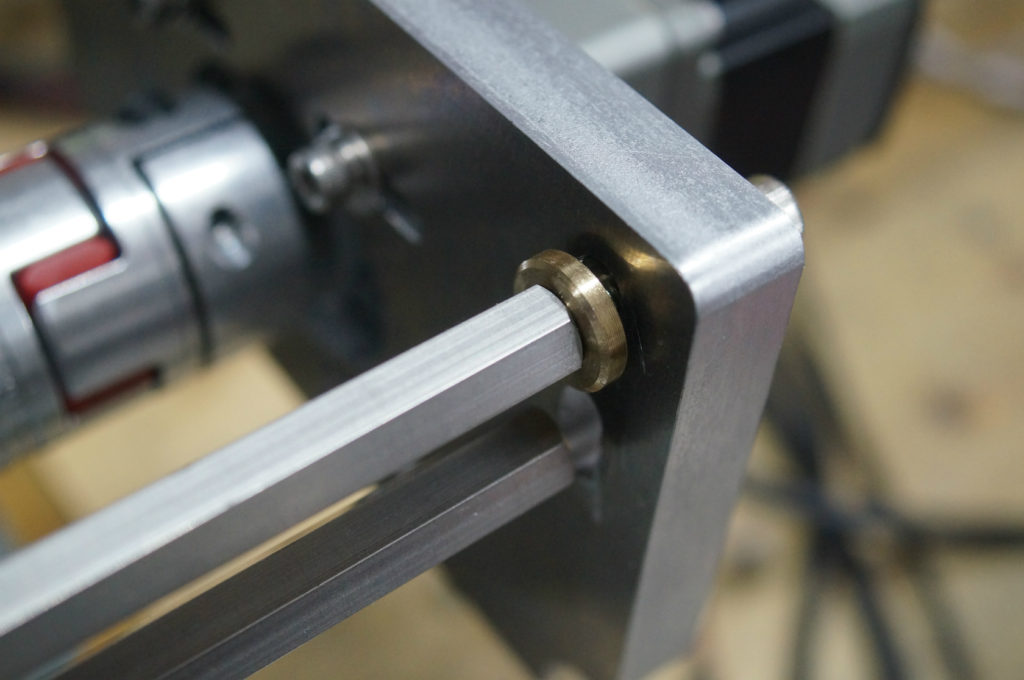
どうやら前回製作したカラー(ワッシャ)では干渉するようです。

作り直します。
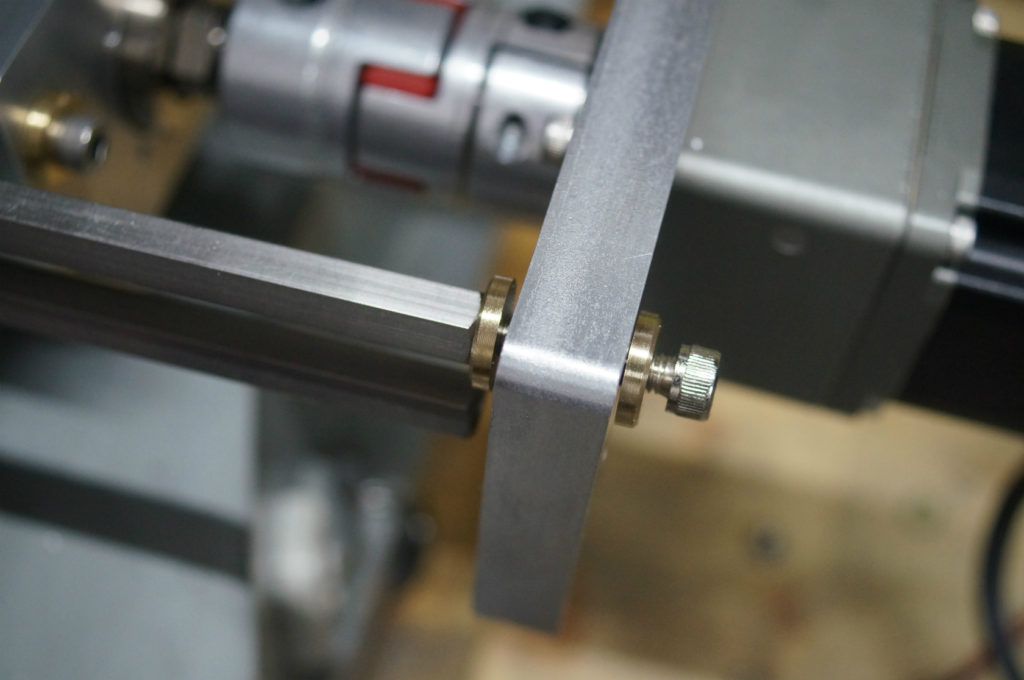
小さめのカラー(ワッシャ)を作りました。

これでシェイプラインに飛び出さず支柱にも干渉しないと思います。

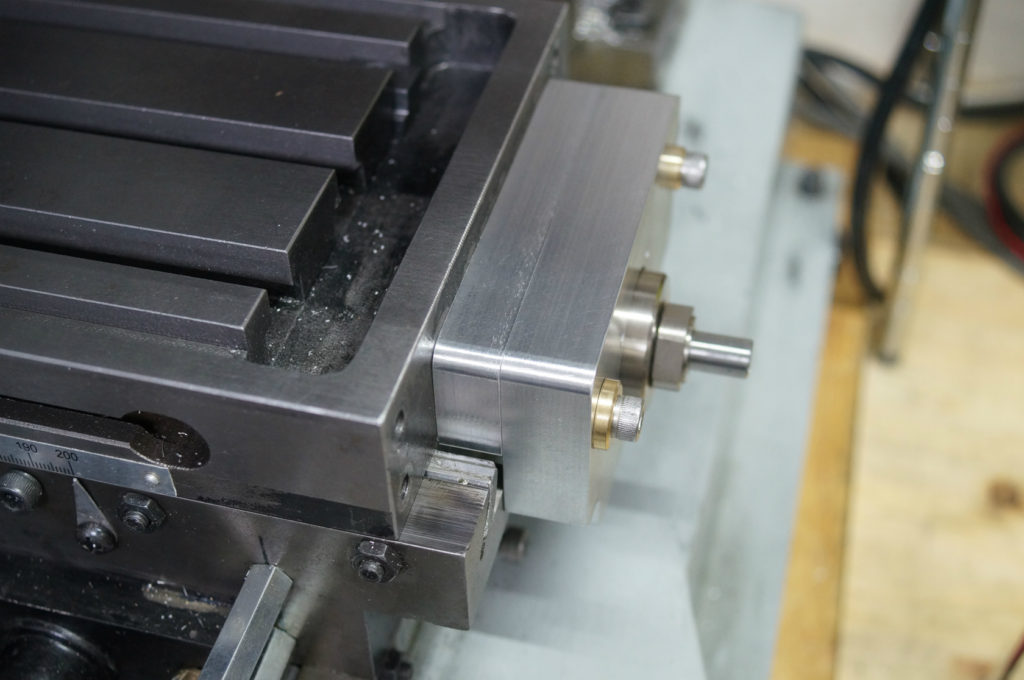
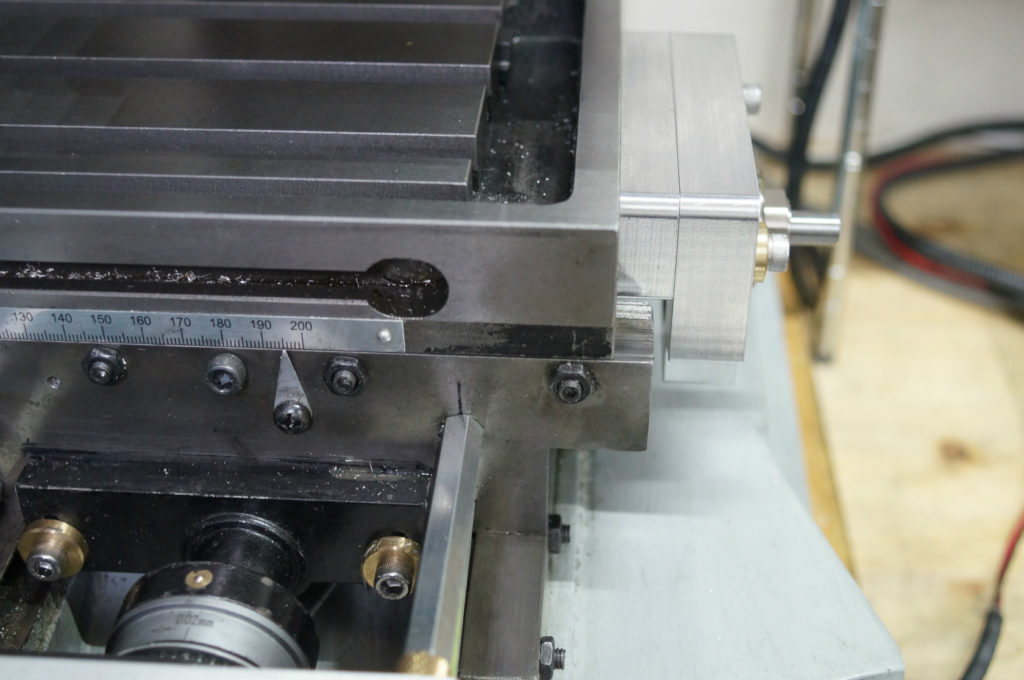
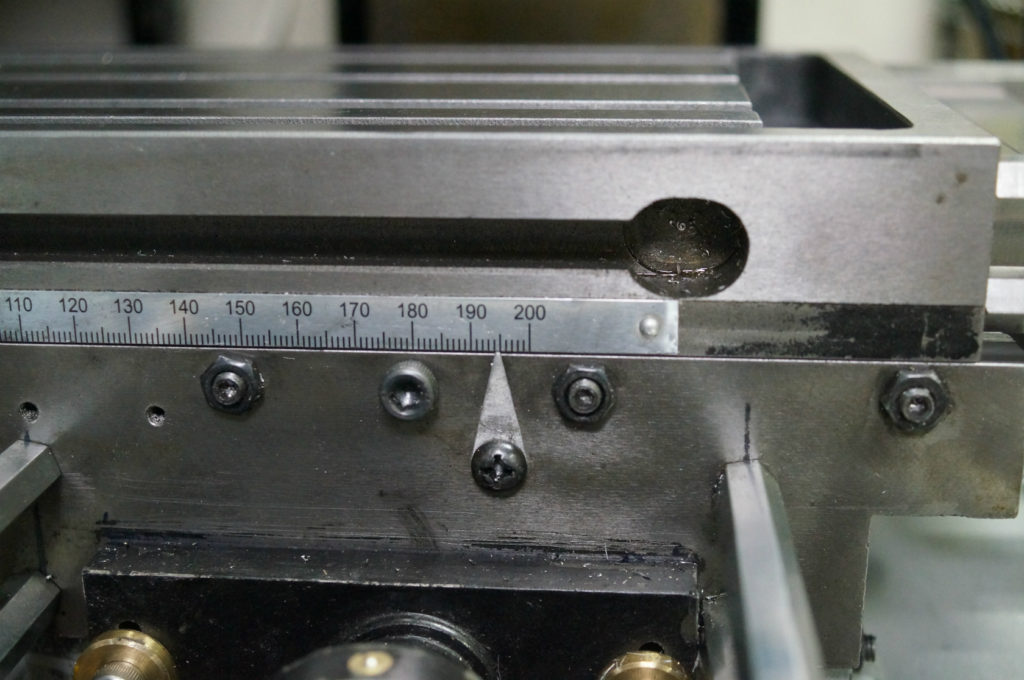
テーブルのスケールは200mmまで移動出来るようになりました。

200mmと言っても実際はここで安全なクリアランスを取るので5mm程短くなります。
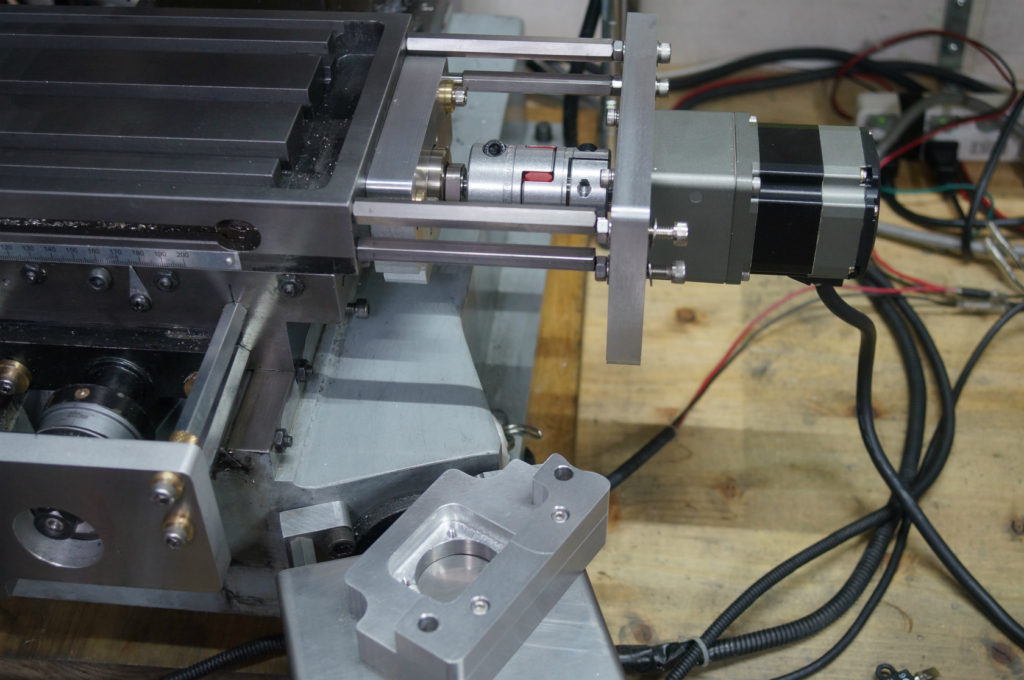
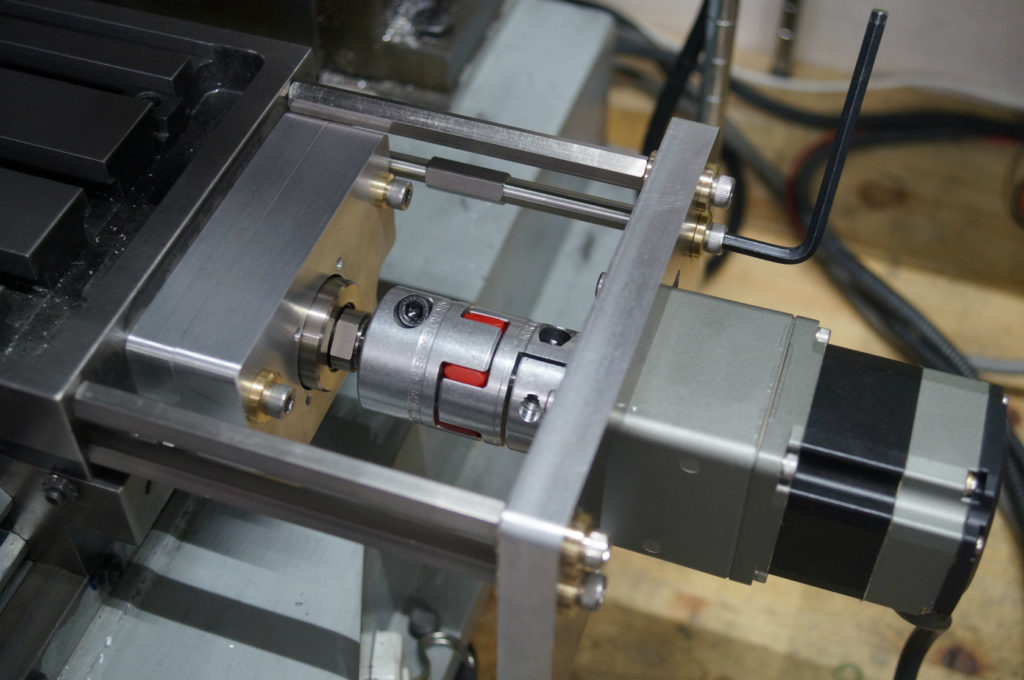
上部から見るとこんな感じ。
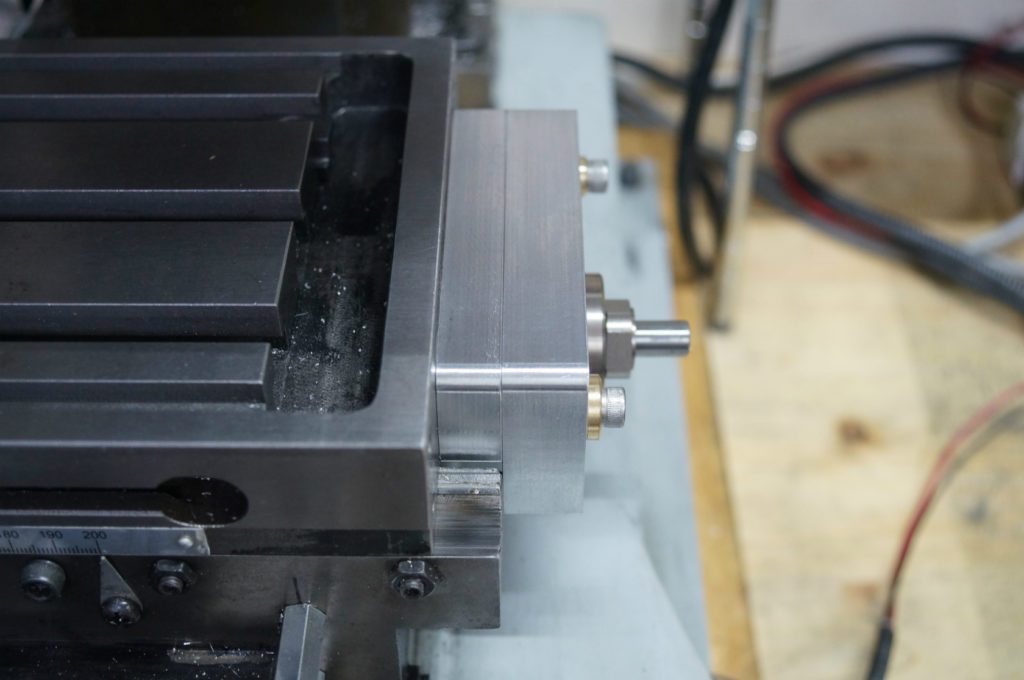
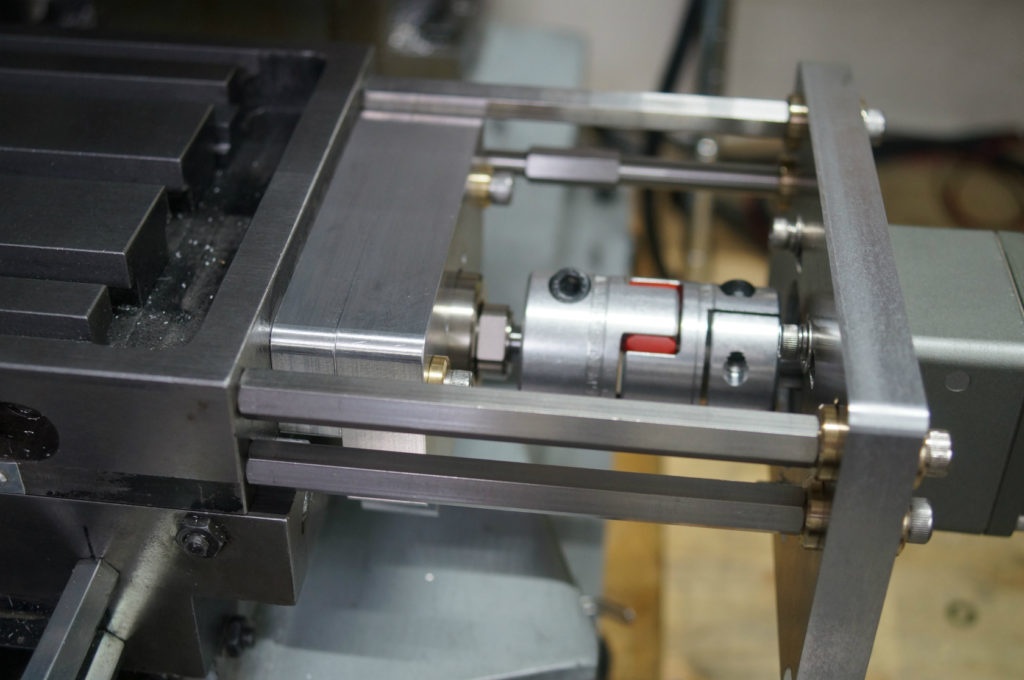
真横から見るとこんな感じ。
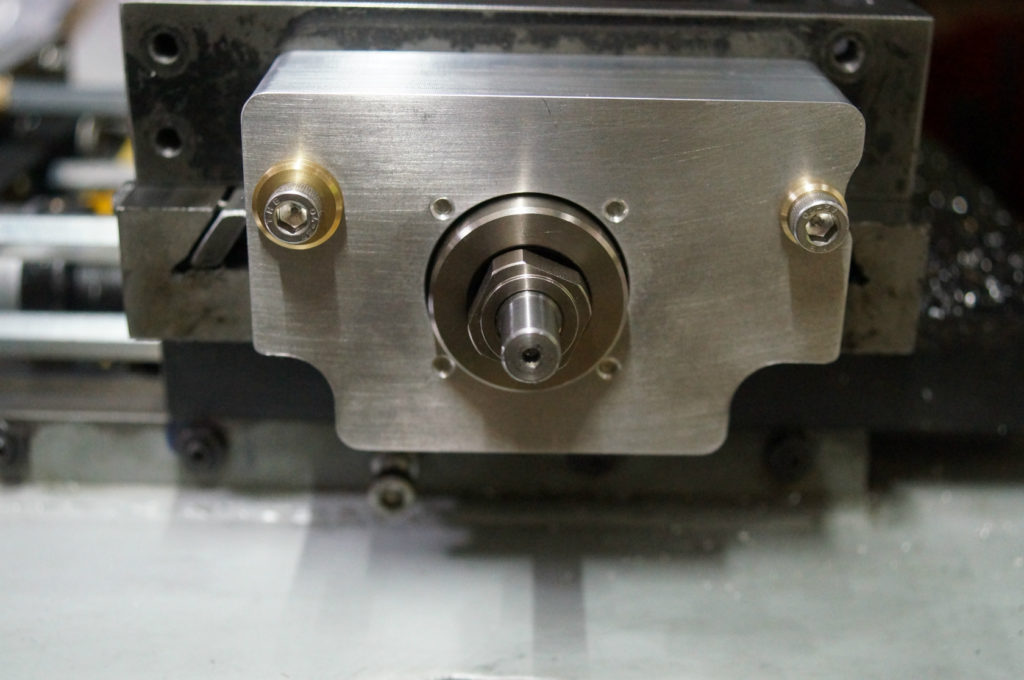
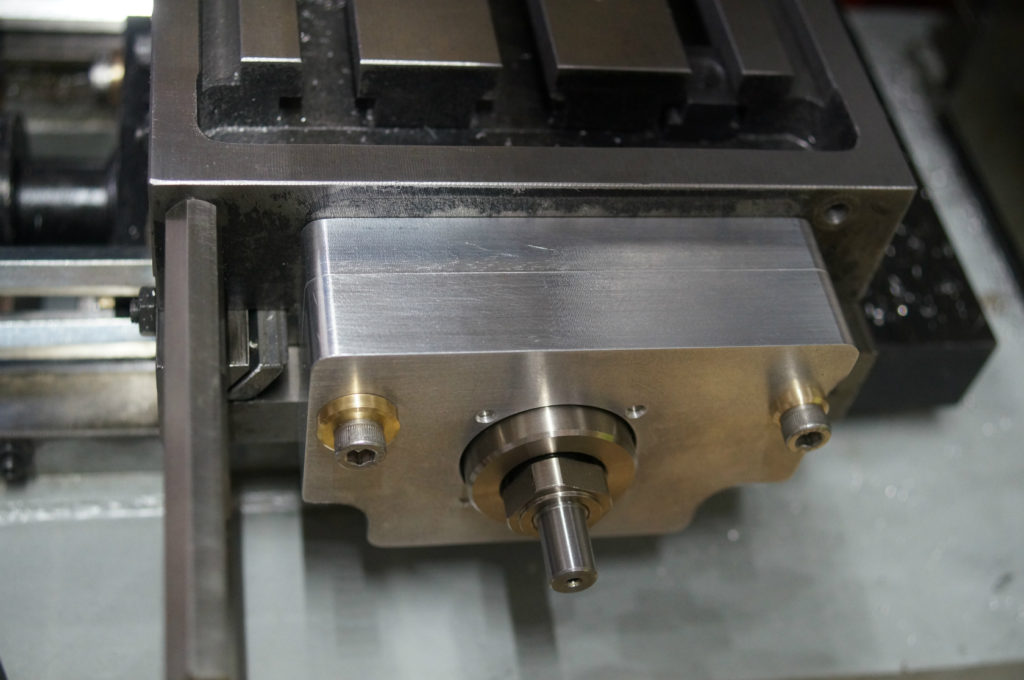
ボールねじサポートの取り付け完了!
実際は移動リミットを195mm で設定します。リミットの設定はLinuxCNCのソフトウェアで設定が可能です。
<LinuxCNC ソフトウェアリミット機能とは?>
オーバーラン等の衝突を防ぐ為に、ソフトウェア上でリミットスイッチを設定することがLinuxCNCで出来ます。要するに各軸の移動範囲をソフトウェア上で設定することでそれ以上、移動できないと言う簡単な仕組みです。機械的なリミットスイッチの設置は必要ありません。
六角支柱を交換する
スぺーサーを挟んだ事によりモーターの位置もバックしなければなりません。六角支柱も長い物と交換が必要です。

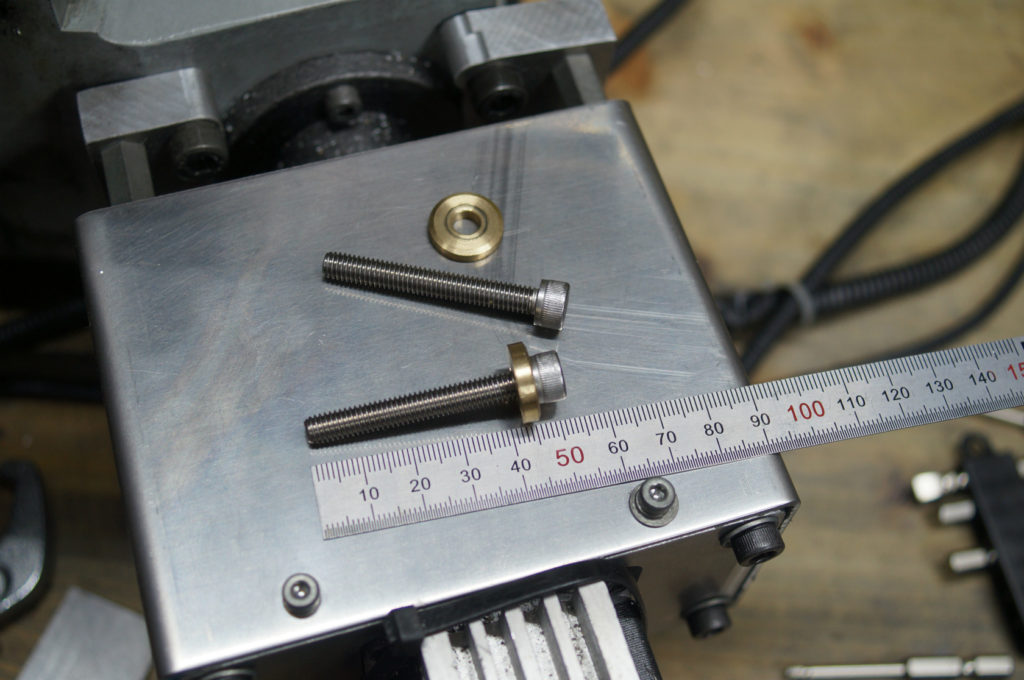
ねじはM6です。

六角支柱(オスメスタイプ SUS) ねじ寸法M M6、寸法L 120mm、寸法B 10mm、HPFMS10-120
ノーブランドのステンレス製六角支柱をモノタロウで購入。ノーブランド品ですけど品質には特に問題はないと思います。安価でGoodです。
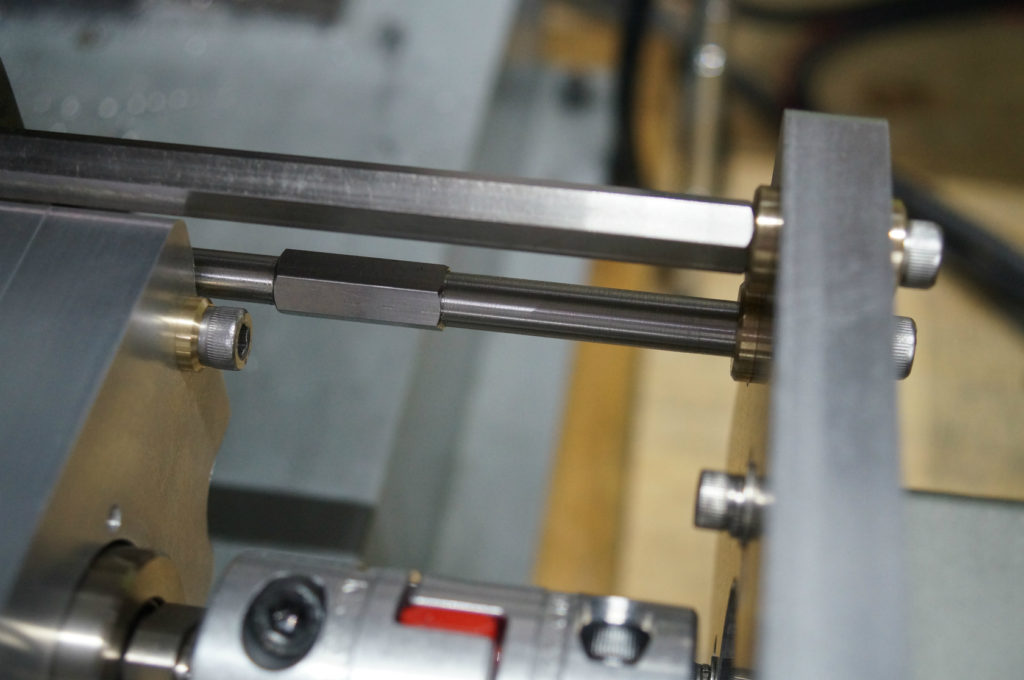
120mmと交換です。

長さが長くなったので、たわみが心配ですが取り敢えず取り付けて見ます。
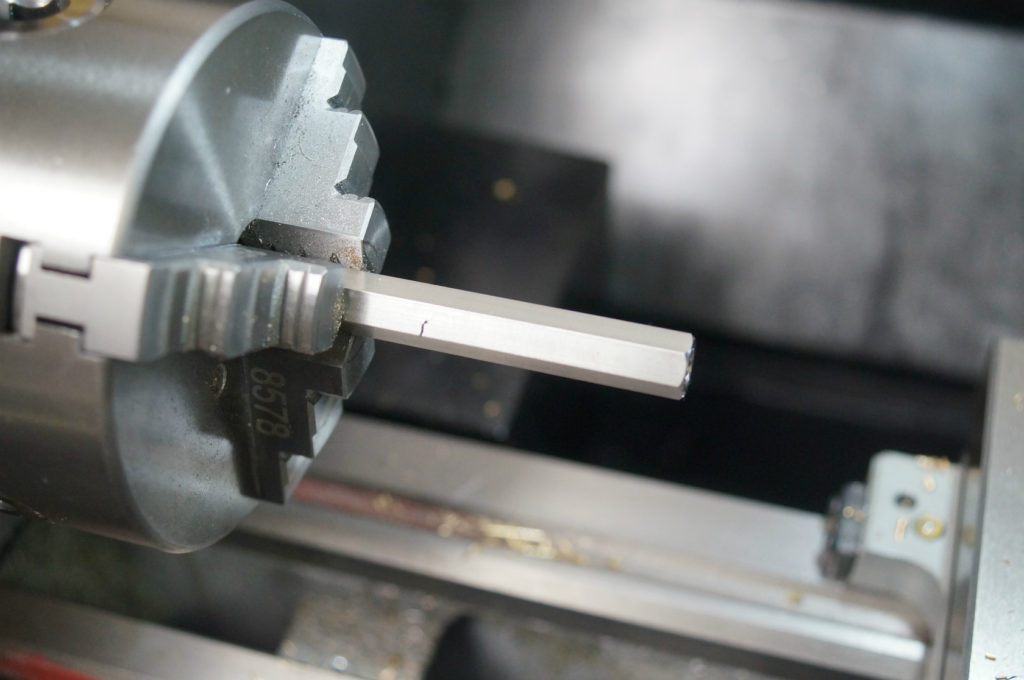
その前に右隅の支柱が干渉するので前回と同様に旋盤で細くします。
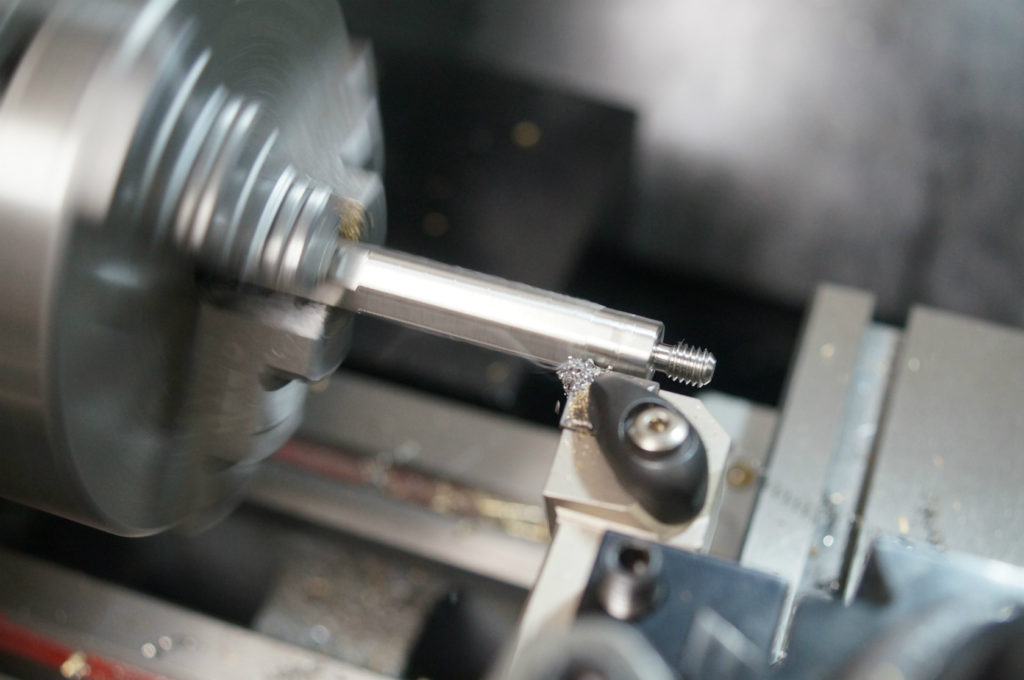
削り終わってから気づきましたが上下反対でしたww
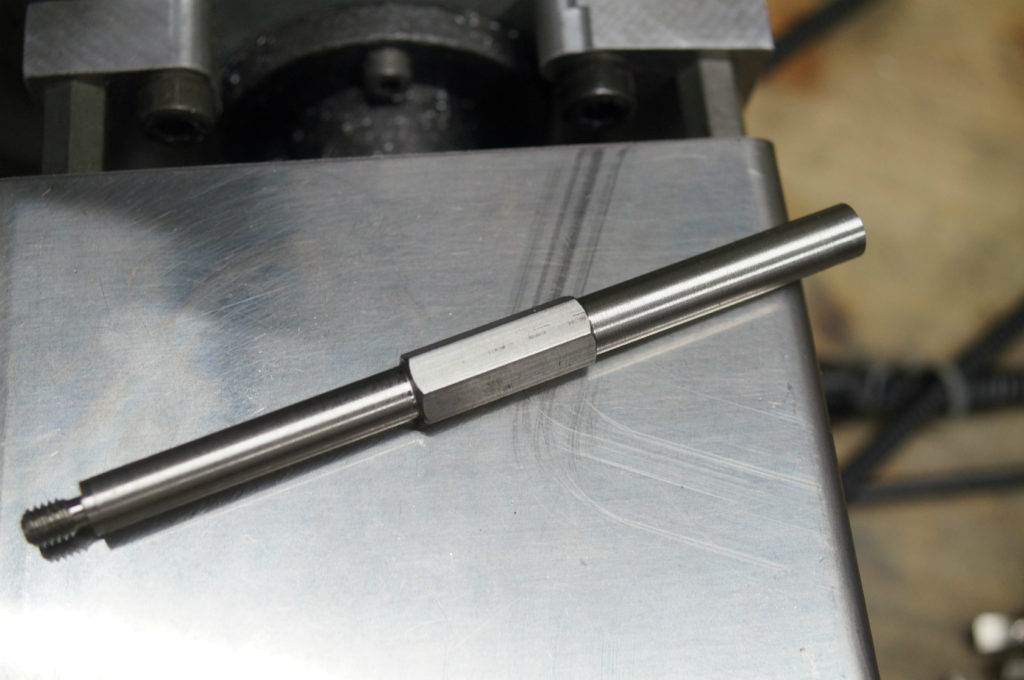
買い直すのも、もったいないのでこのまま使用します。強度はおそらく問題ないはず。
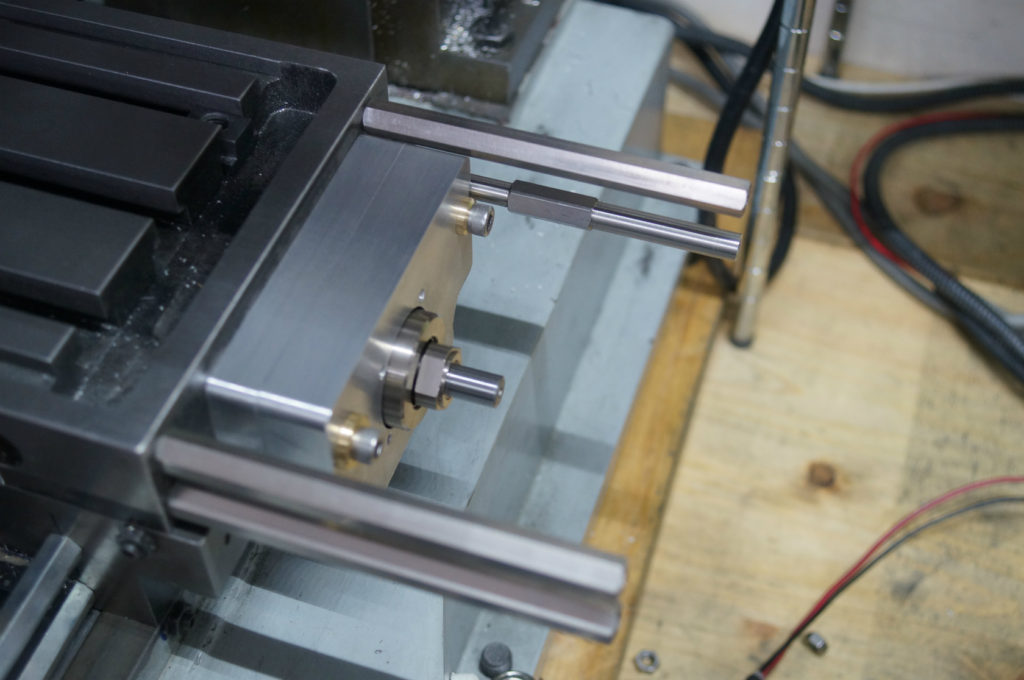
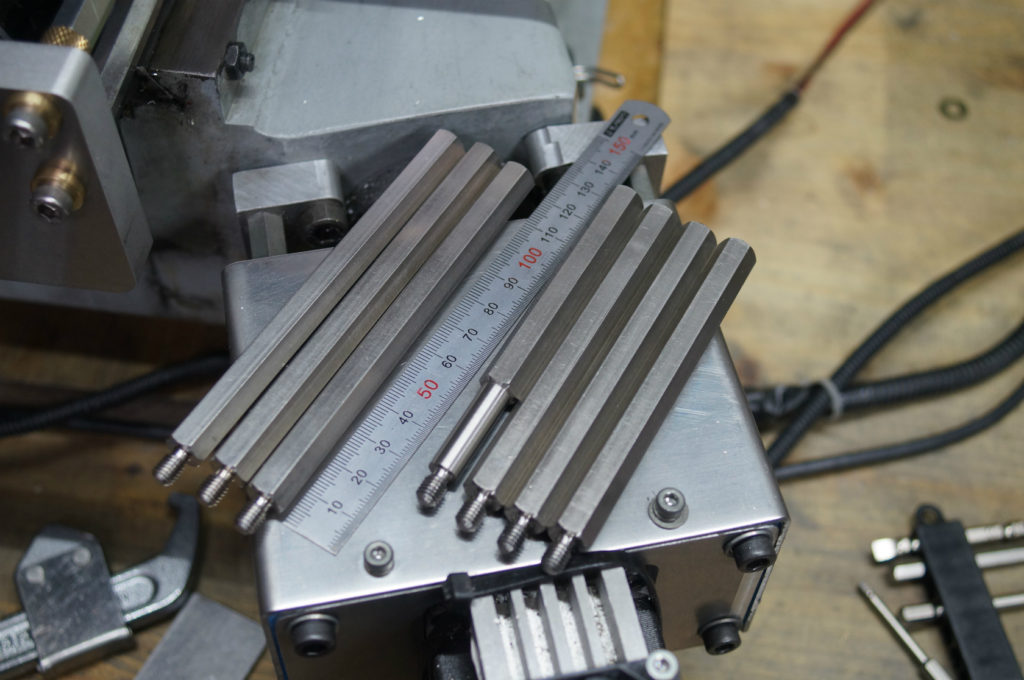
4本交換終了
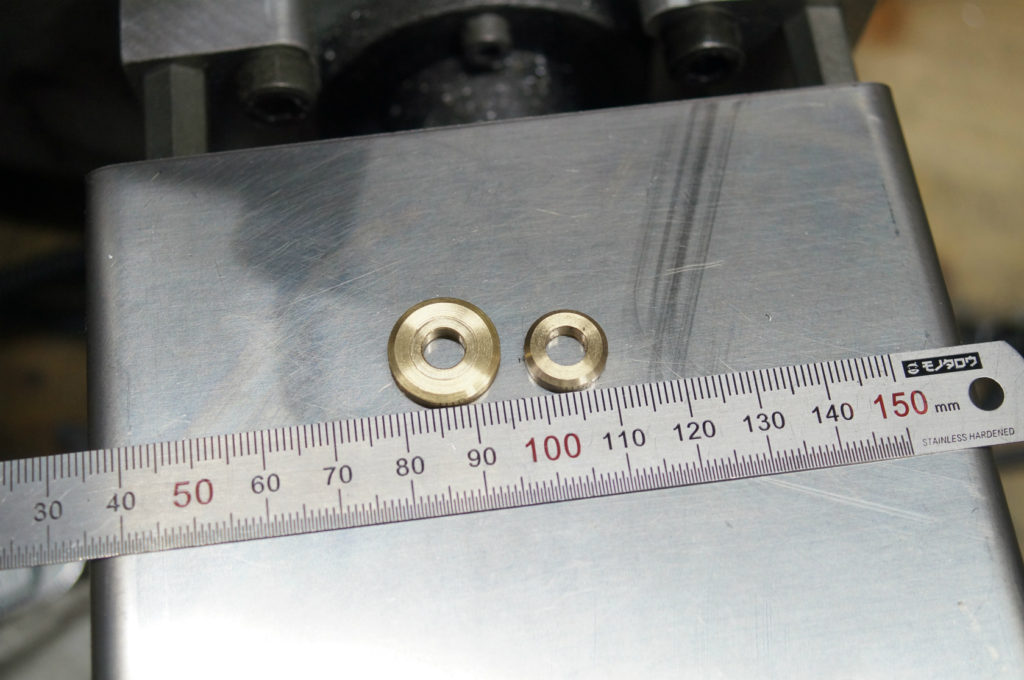
真鍮製のカラーを製作
真鍮の丸棒Φ16mmからカラー(ワッシャ)を製作します。
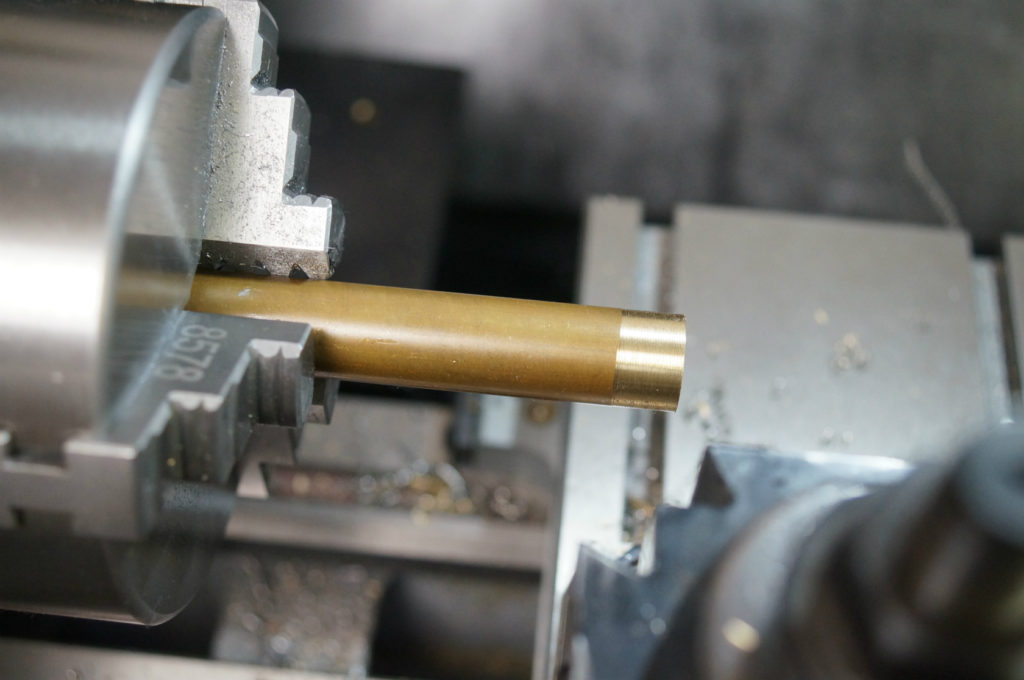
Φ16mm

厚さは3mm、Φ16mm 必要分を作りました。
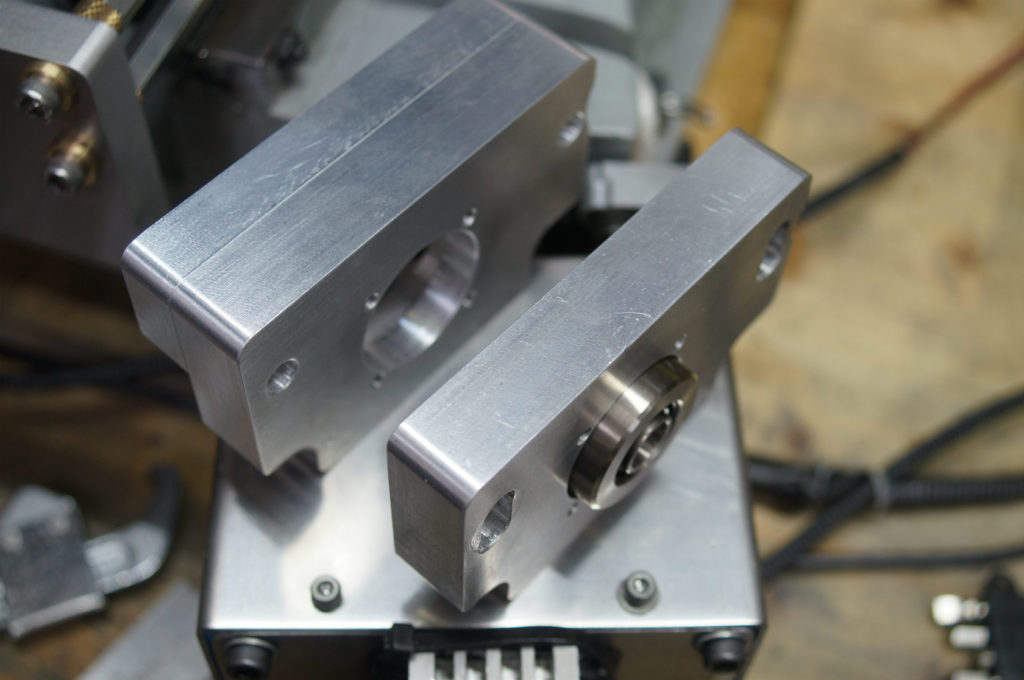
アルミ板をサンドウィッチする様に使用します。
真鍮ゴールドも映えて高級感が上がりデザインも良くなりました。
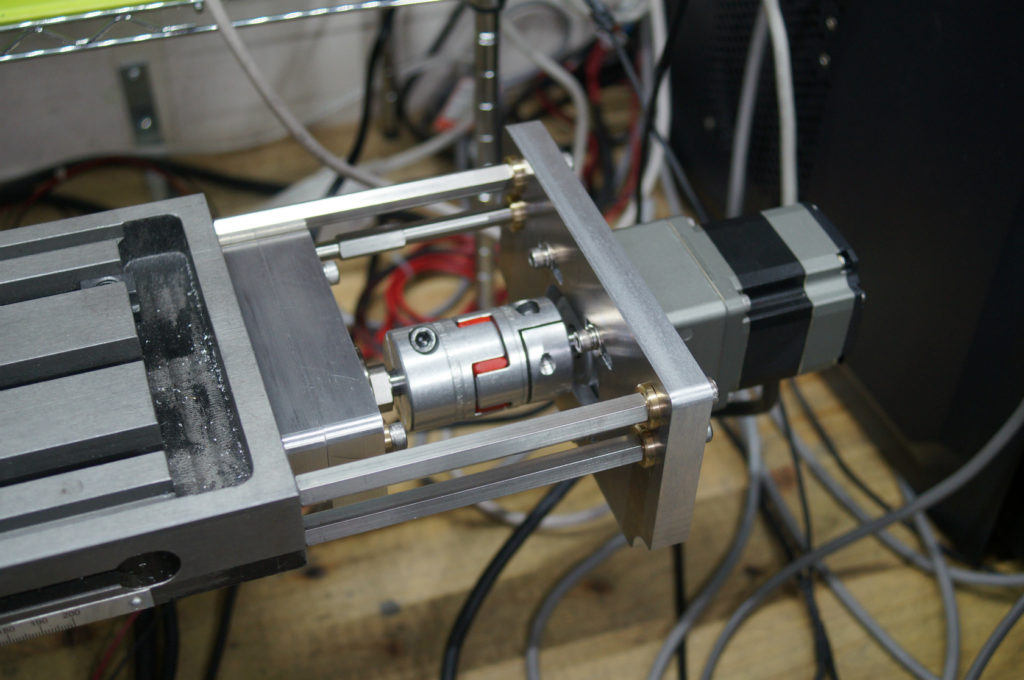
取付け~完成!!
ボルトを締め付けて完成!!
<完成フォトギャラリー>
六角支柱のたわみも感じられません。剛性面はOKです。
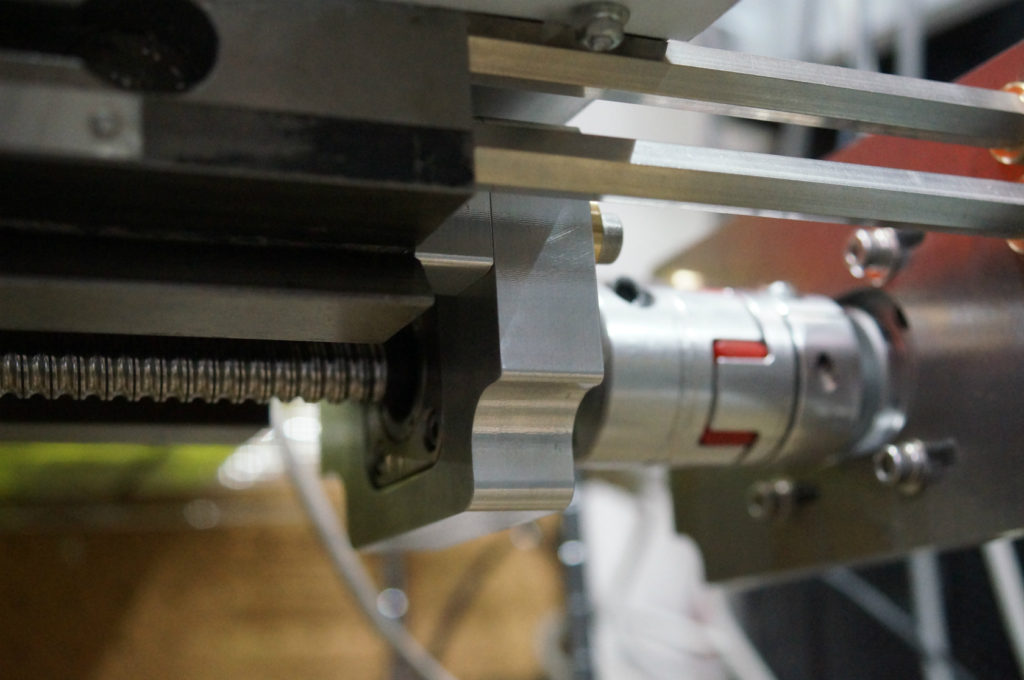
カップリングによる直動直結式なので精度も向上。
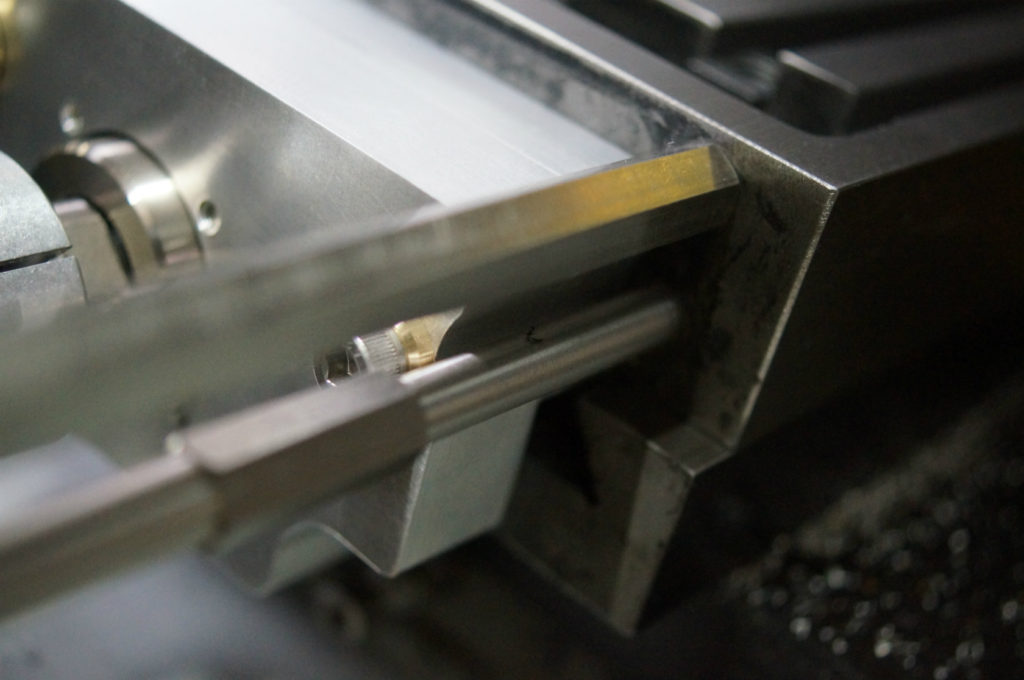
リミットは5mmのクリアランスをとって195mmに設定

隙間はこのくらい
防塵カバーを製作予定です。
取り敢えず切削テストはOKでした。しばらくはこの仕様で使って行きます。当方所有のこの<PSF-550VDR CNC>X軸に関しては、ほぼ完成系です。弄るとしたら、ボールねじをC7からC5位にする事ぐらいしかありません。モーターをサーボモーターに交換は考えていません。気が向いたら改造します。
完


コメント