

以前から作って見たかったアルミ製「汎用万力」を製作してみました。DIYで金属加工を始めた頃に一度、製作を試みましたが思いのほか難しく断念して放置し最近になって再度製作してみたら上手く完成しました。用途的にはいろいろな場面で使えるクランプベースなのでDIY工作の幅が広がります。参考ベースはへら釣りに使用する「竿掛け万力」をイメージとし細部の部品も市販品を真似てオリジナル製作してみました。このような地味な物(作品)はなかなかネット等に製作手順情報があるわけではないので手探りで製作しなければならず初心者には意外と製作が難しかったりします。今回は万力ベースのみの製作ですので今後、この万力を使って別の製作物を作ることを予定しています。この記事は改造の工程を備忘録として綴った記事です。
「ステンレス六角穴付きボルト」で留めピンを作る
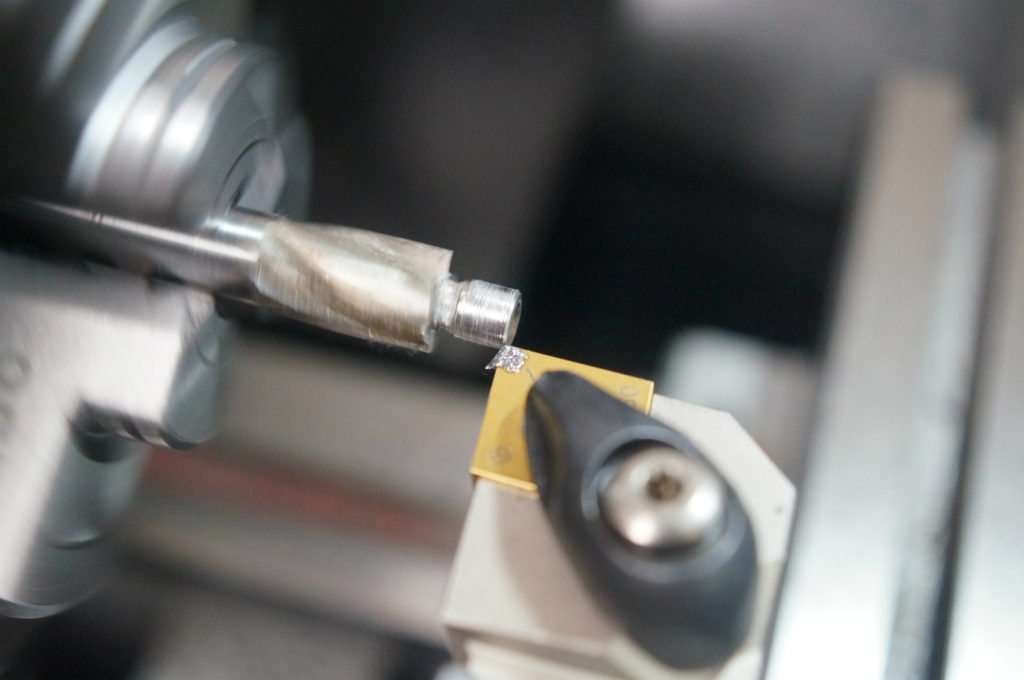
ピン側の留めピン製作です。
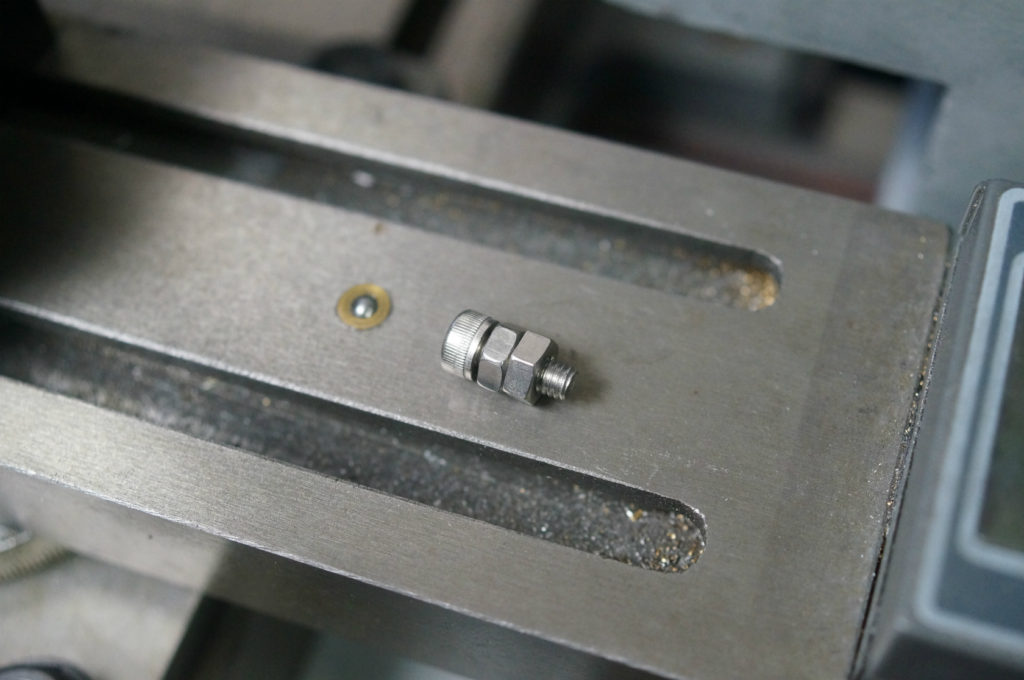
ボルトが短くねじ山の幅が少ないので旋盤チャックで掴むのが一工夫、必要です。
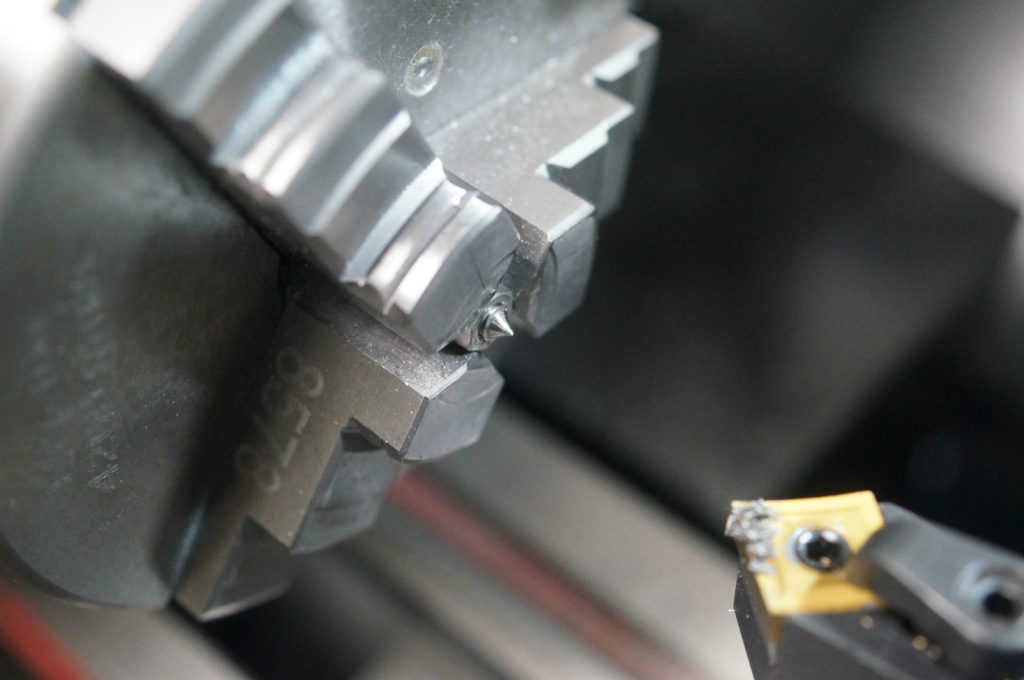
固定方法はオーソドックスな掴みかたでダブルナットでチャックします。
60度チップの角度を利用して鋭角に削ります。

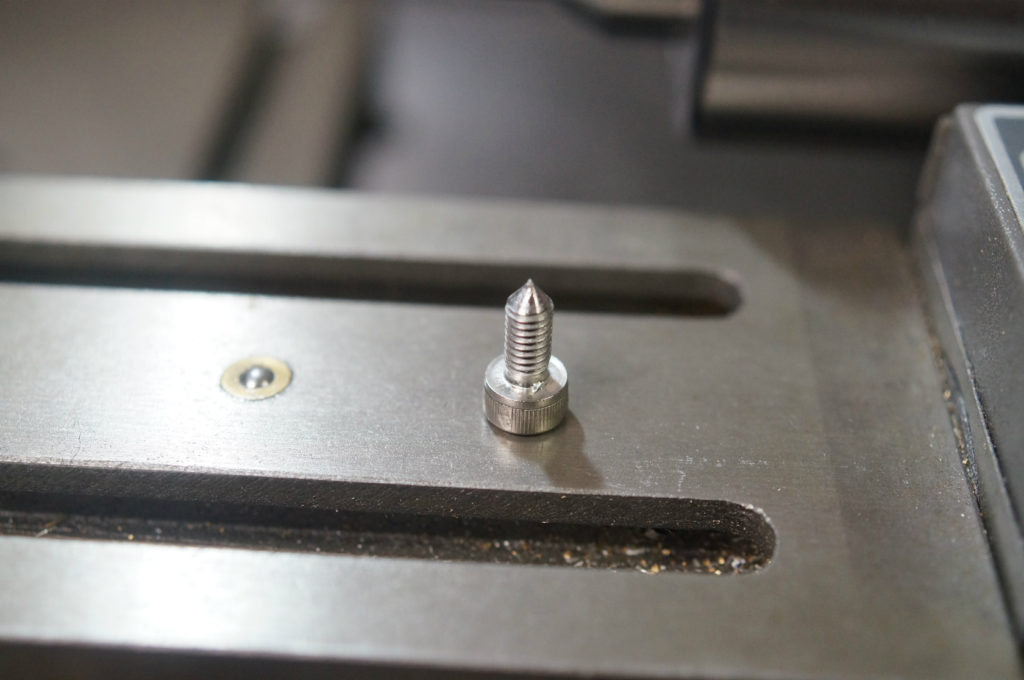
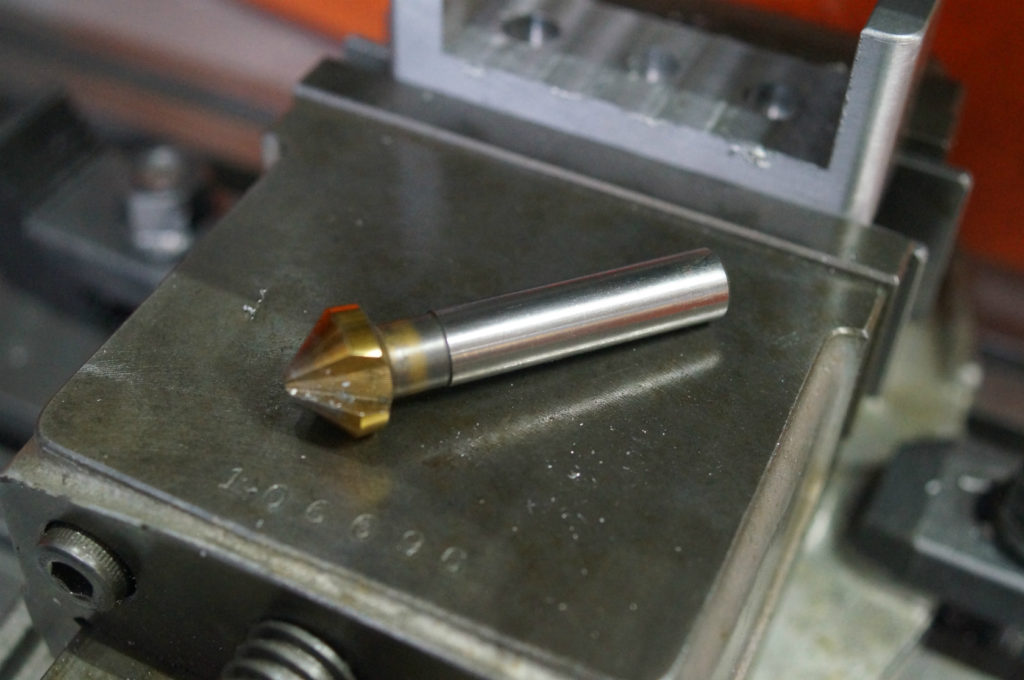
実際にセットするとボルトが1mm長めでしたので短いボルト(M4×8mm)で作り直します。
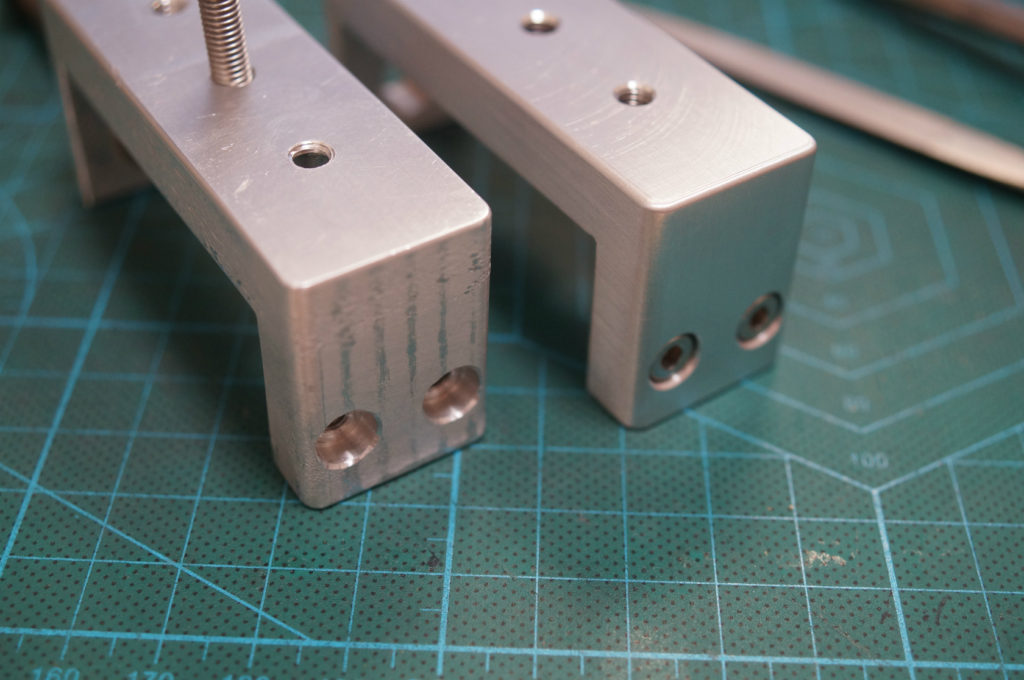
失敗から成功へ・・・2個目を製作
前記事のPart1~2で1個目が失敗に終わりましたので、2個目はその失敗を生かして製作します。
<参照記事>
・アルミ製「汎用万力」を作ってみた! 使い道いろいろ!?釣り具~汎用用途まで・・・ Part1
・アルミ製「汎用万力」を作ってみた! 使い道いろいろ!?釣り具~汎用用途まで・・・ Part2
何だかんだで上手く加工出来ました。後は側面の加工に入ります。

但し、一ヶ所やらかしました。ボア加工の時にZ軸の上昇が足らずに移動した為、工具が折れました。中華製の工具で安価なので数本予備を持っていたのでなんとかなりました。

M5の時は通常のチップでハイス鋼を無理やり削りましたが、今回はCBNチップを購入したのでそちらを初めて試して見ました。ハードターニング加工には必須のチップで焼の入った鉄等を削るときに使うチップです。価格は高いです。
初めて使用しましたが、超硬チップとは明らかに違いがいます。超硬チップは切削に無理やり感がありますけど、このCBNチップは削れているのが感じ取れます。過去にボールねじを切削しましたが焼入れがしてあるので手強かったけどこれならいけそうです。
CNCで穴の面取りをしました。通常は手抜きでドリルドライバーで行ないます。

タップはハンドタップを止めてフライスの「PSF550-VDR」のボール盤機能でタッピングしました。これで垂直にねじが入ります。
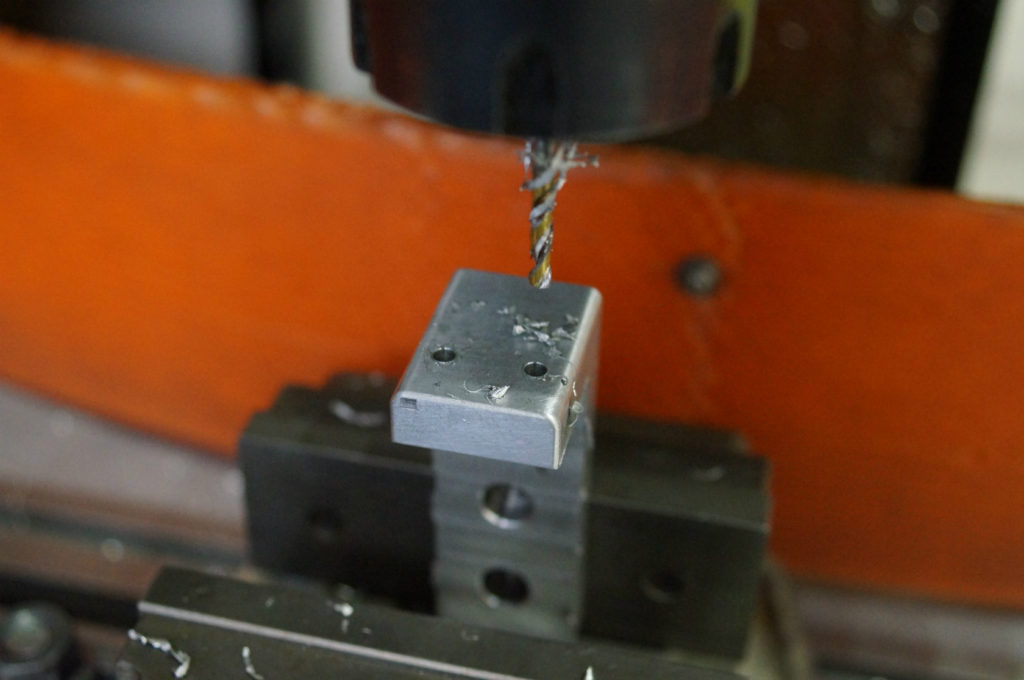
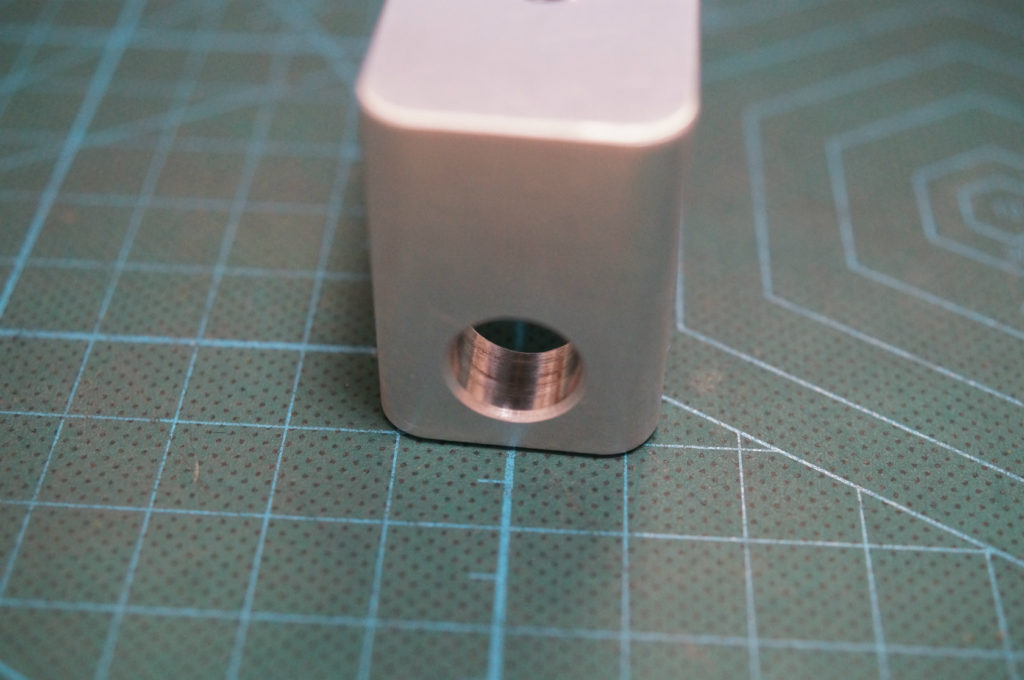
一個目と同じようにΦ2.5の穴を開けます。

M4ザグリ加工。

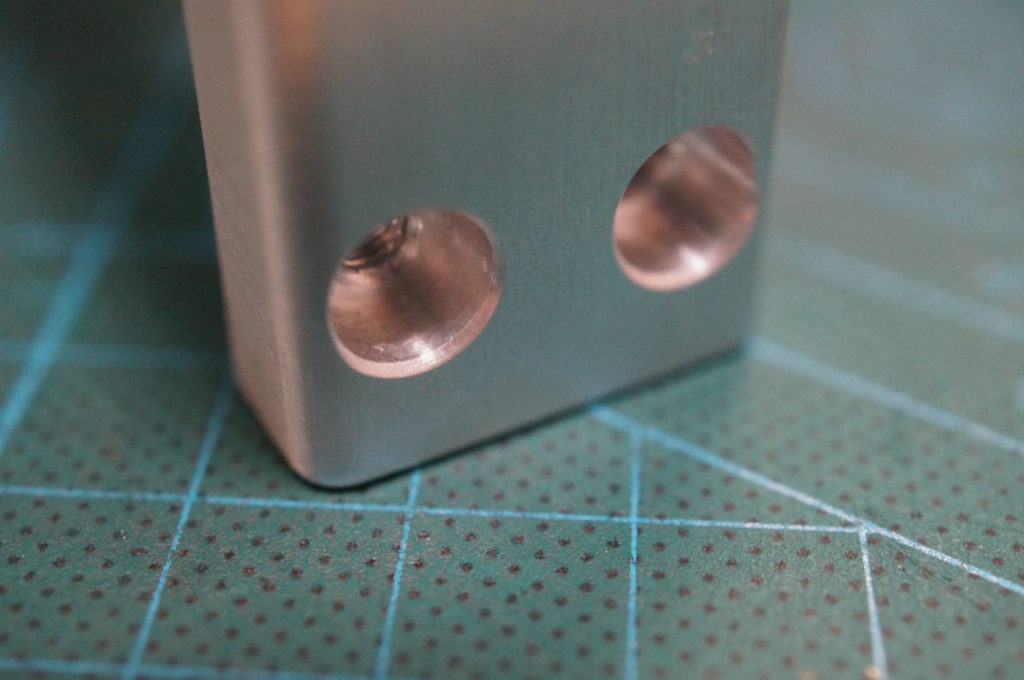
穴の面取り。

スリーブ側も面取りしました。ほぼCNC加工です。
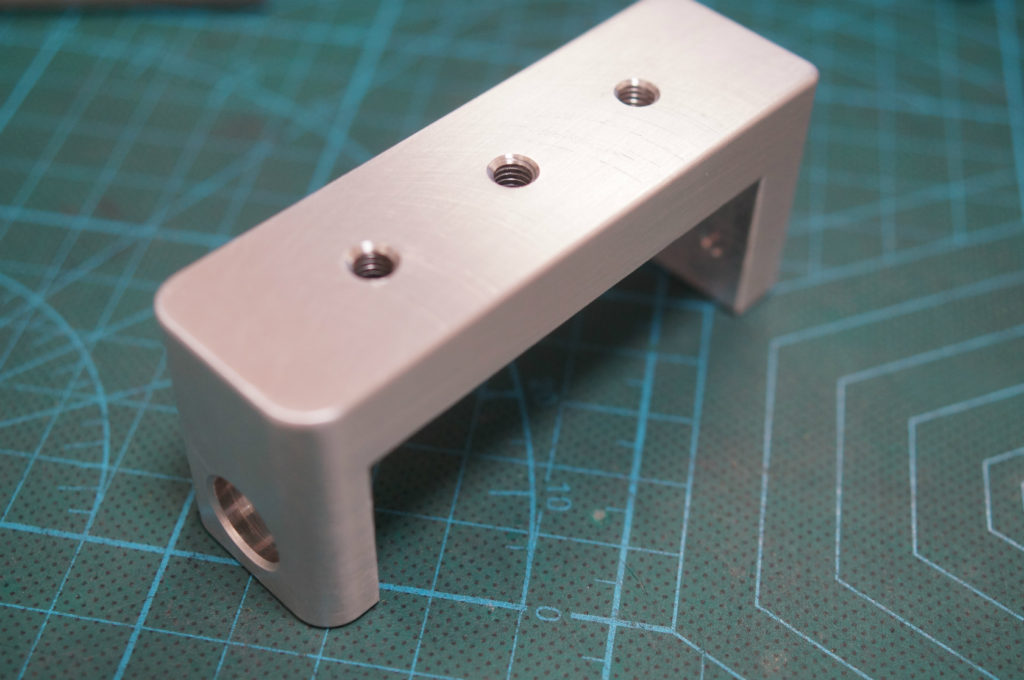
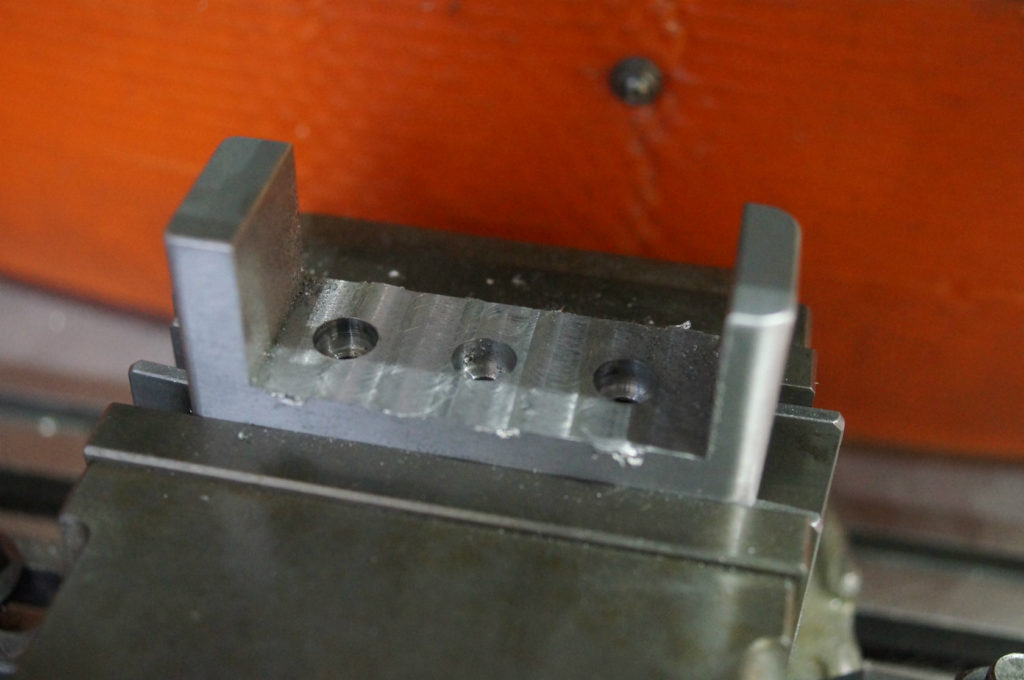
本体の2個目が完成です。
2個目は穴の面取りもCNC加工で加工したので均一な寸法が出ています。

一個目では浅かったM5のザグリも深くしました。
ピン側の側面。
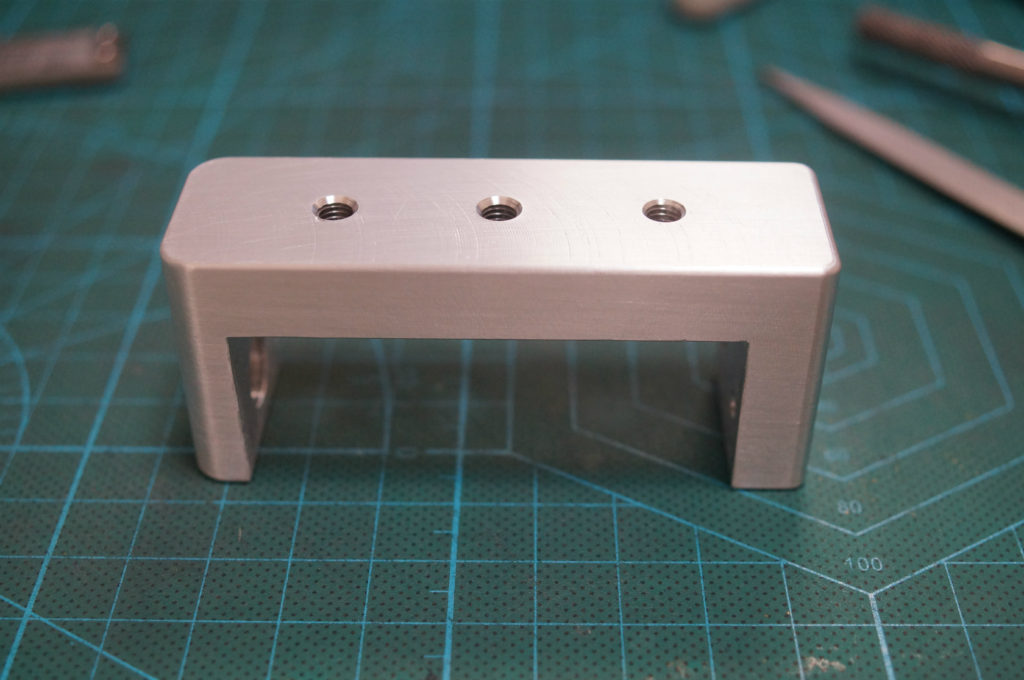
本体上部
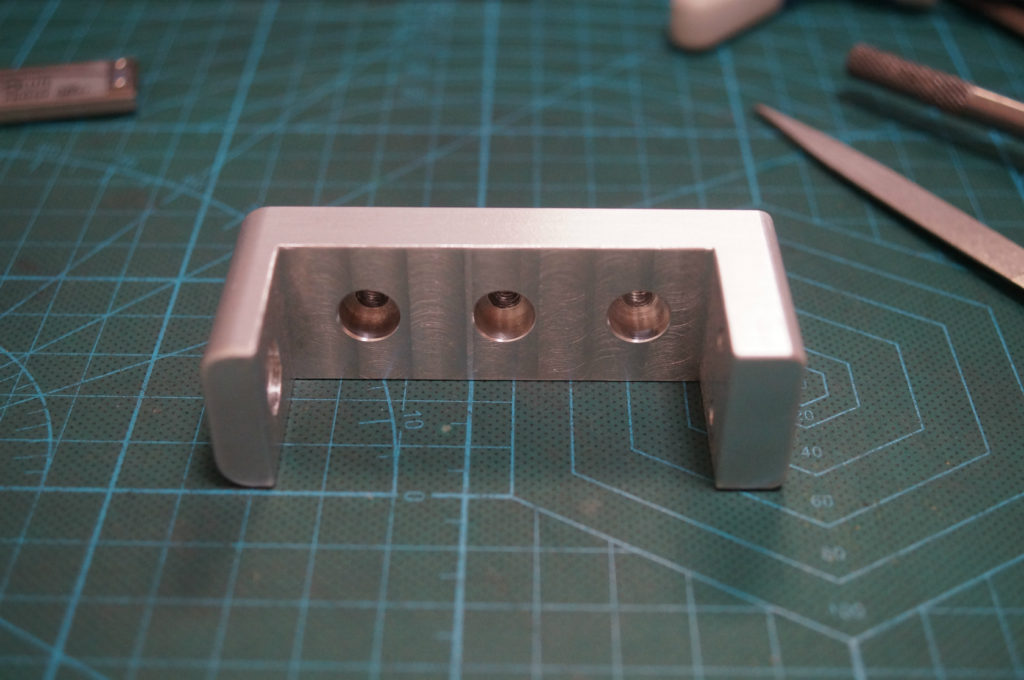
本体下部
さて次は前回失敗した問題の圧入です。
Part4へ続く
Part3へ戻る
にほんブログ村
にほんブログ村
にほんブログ村


コメント