

今回の記事は当方、自作の編み込みホルダーとTACKLE in JAPAN(タックルインジャパン) アユプロ・ノットマスター用に製作した仕掛け巻きユニットに回転カウンターを取り付けた記事です。いわゆる「ラインカウンター」なる物を製作しました。仕掛け巻きとスプールホルダによる水中糸等の長さ測定に便利です。巻き取り数がカウンターに表示されカウンターも1/10回転分解計測で微妙な長さの測定も可能です。「あれ?何回巻いたっけ?」と脳内処理が出来なくなる事も防げますw。今回の記事は試作から多少改良した物をご紹介致します。この記事はPart1とPart2の二部構成です。
製作工程概要
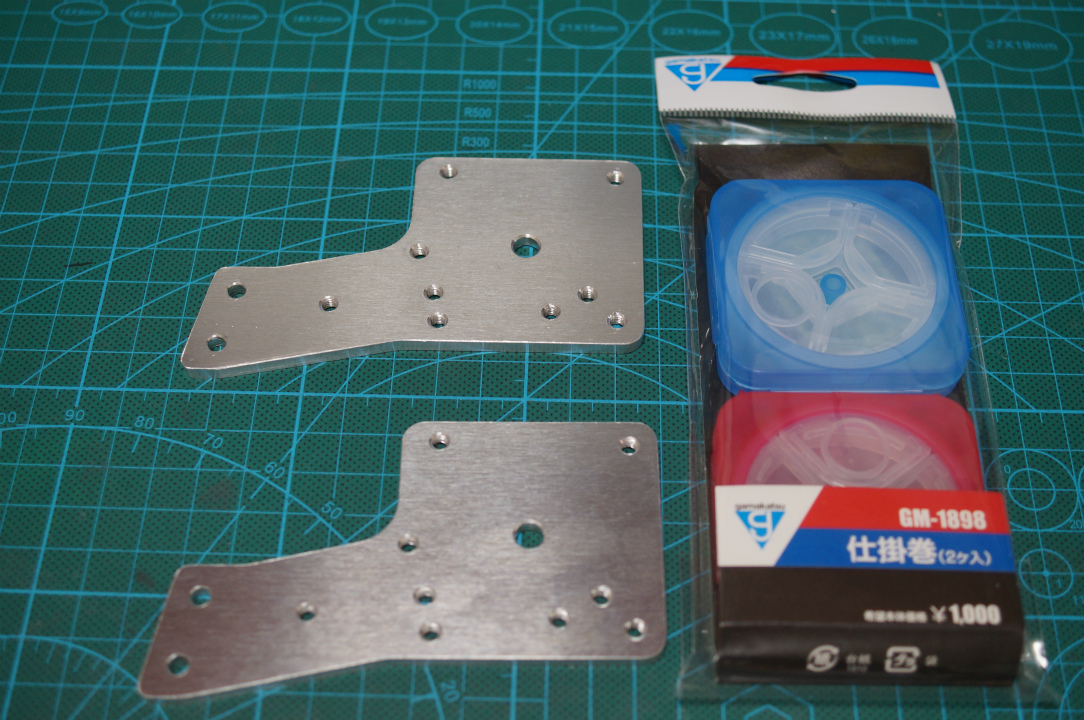
上記でも書いた通り仕掛け巻きスプールホルダーによる水中糸等の長さ測定を手助けする改造です。当方がユニット化に成功した仕掛け巻きの、がまかつ(GM-1898)とダイワ(鮎匠 AS50N 回転巻R)に取り付けて見ました。この2種類の仕掛け巻きは軸があり都合良くスプールにキー(溝)があるのでそこを利用して設計してみました。こだわりとしては「スプールを改造すること無く利用できるもの。」として試作を始めました。大まかな完成は一年以上前に完成しています。
各仕掛け巻きユニットに関してはがまかつ、ダイワ、シマノと前出記事で加工方法は書いたので参照してください。

設計
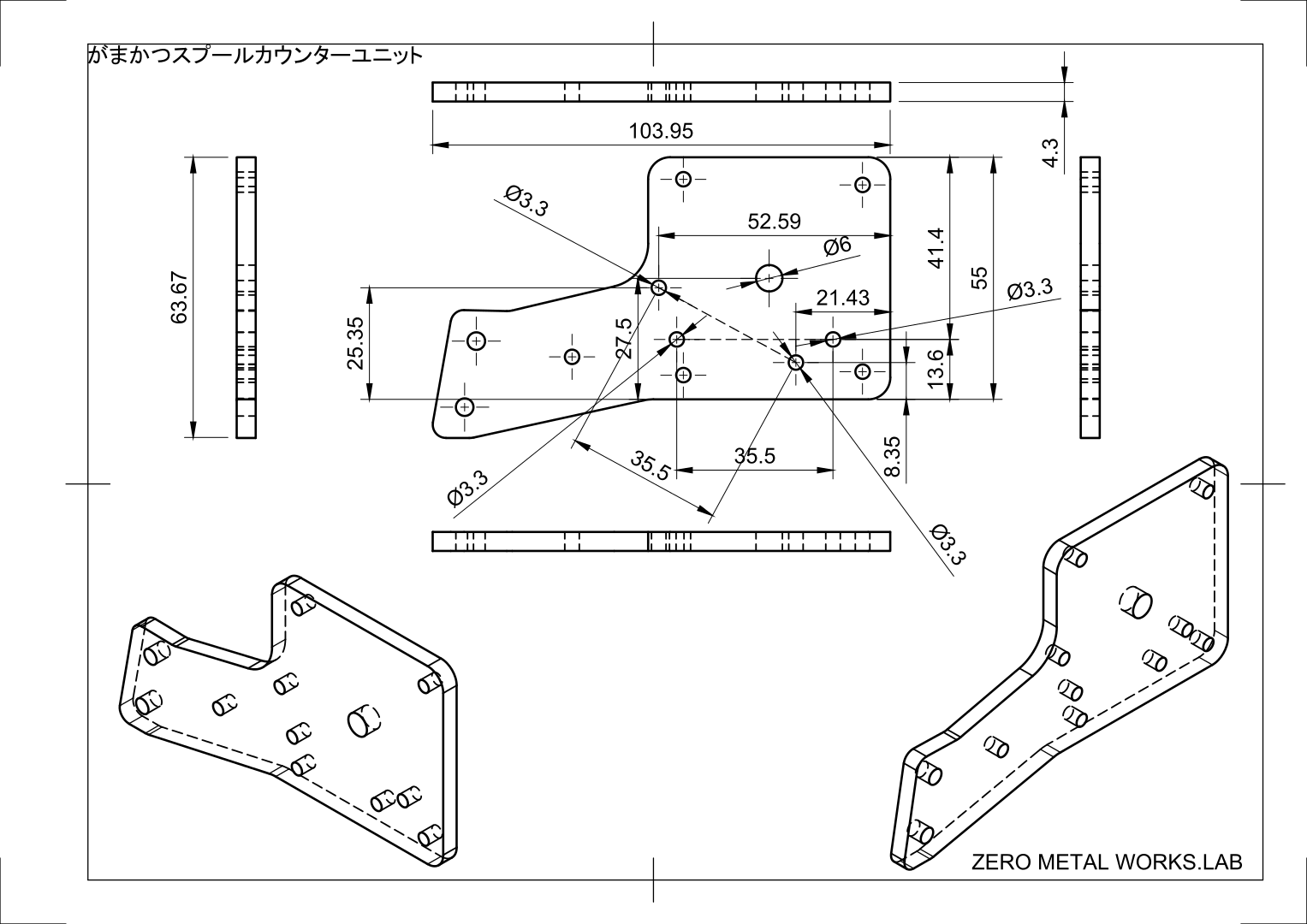
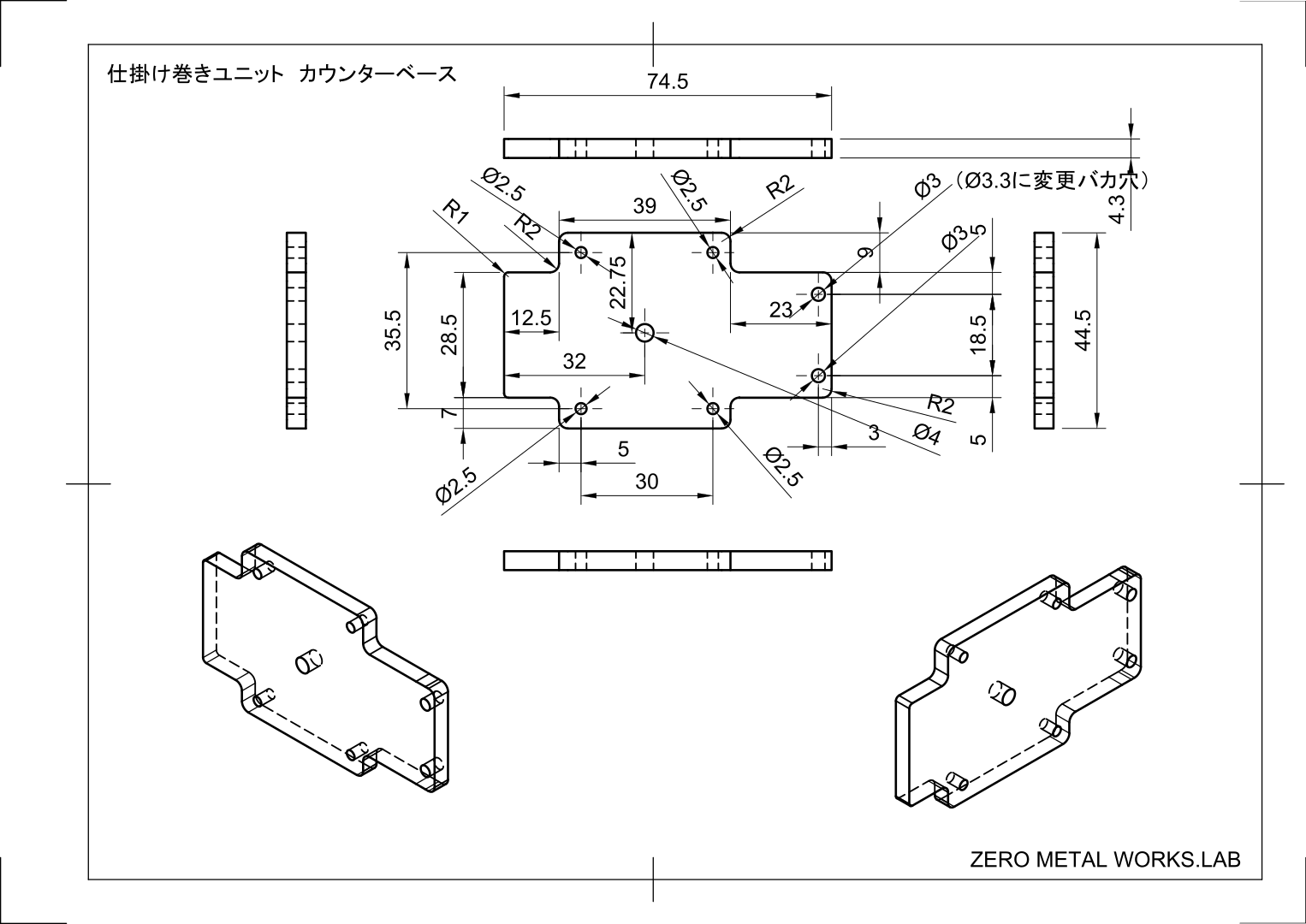
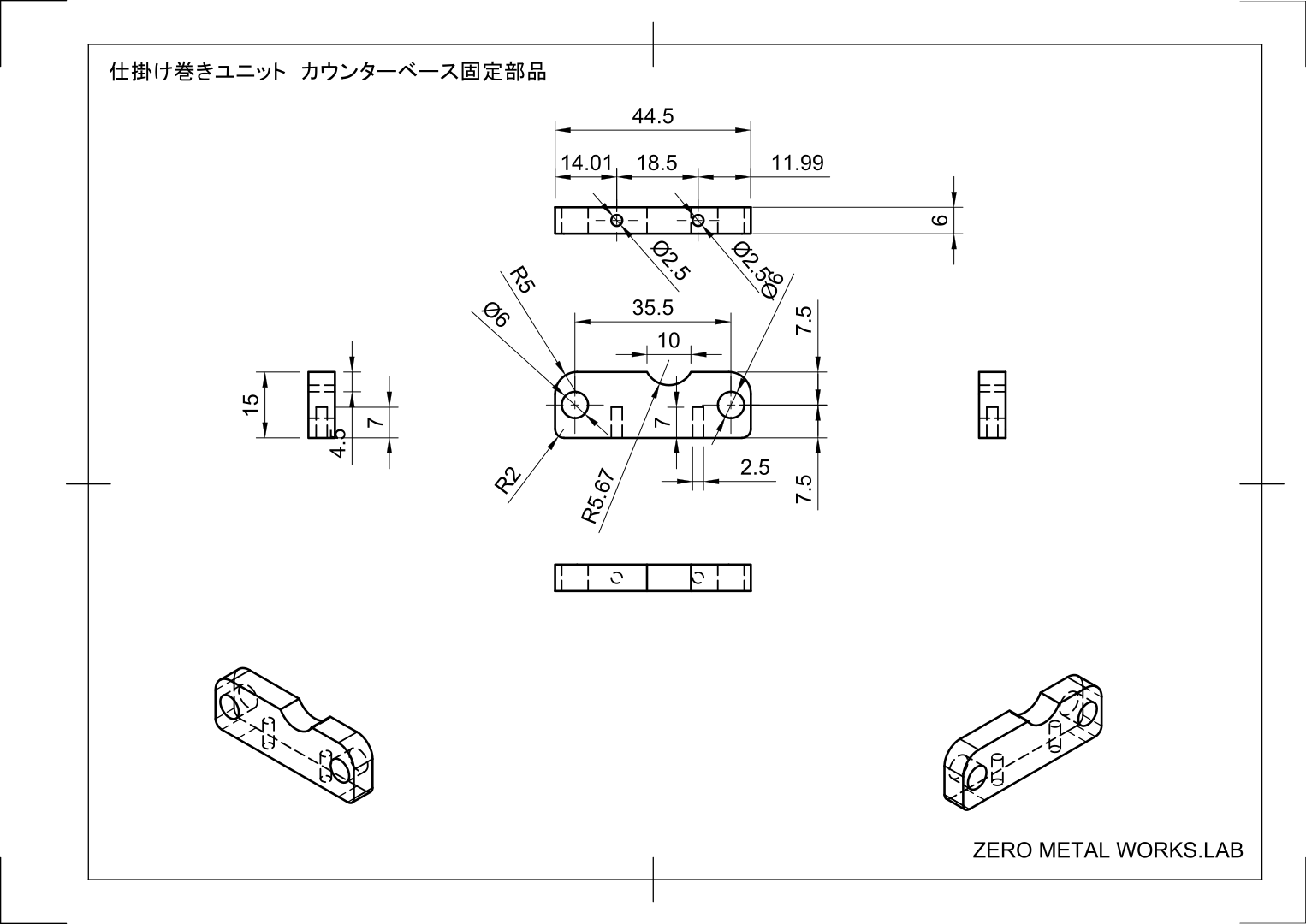
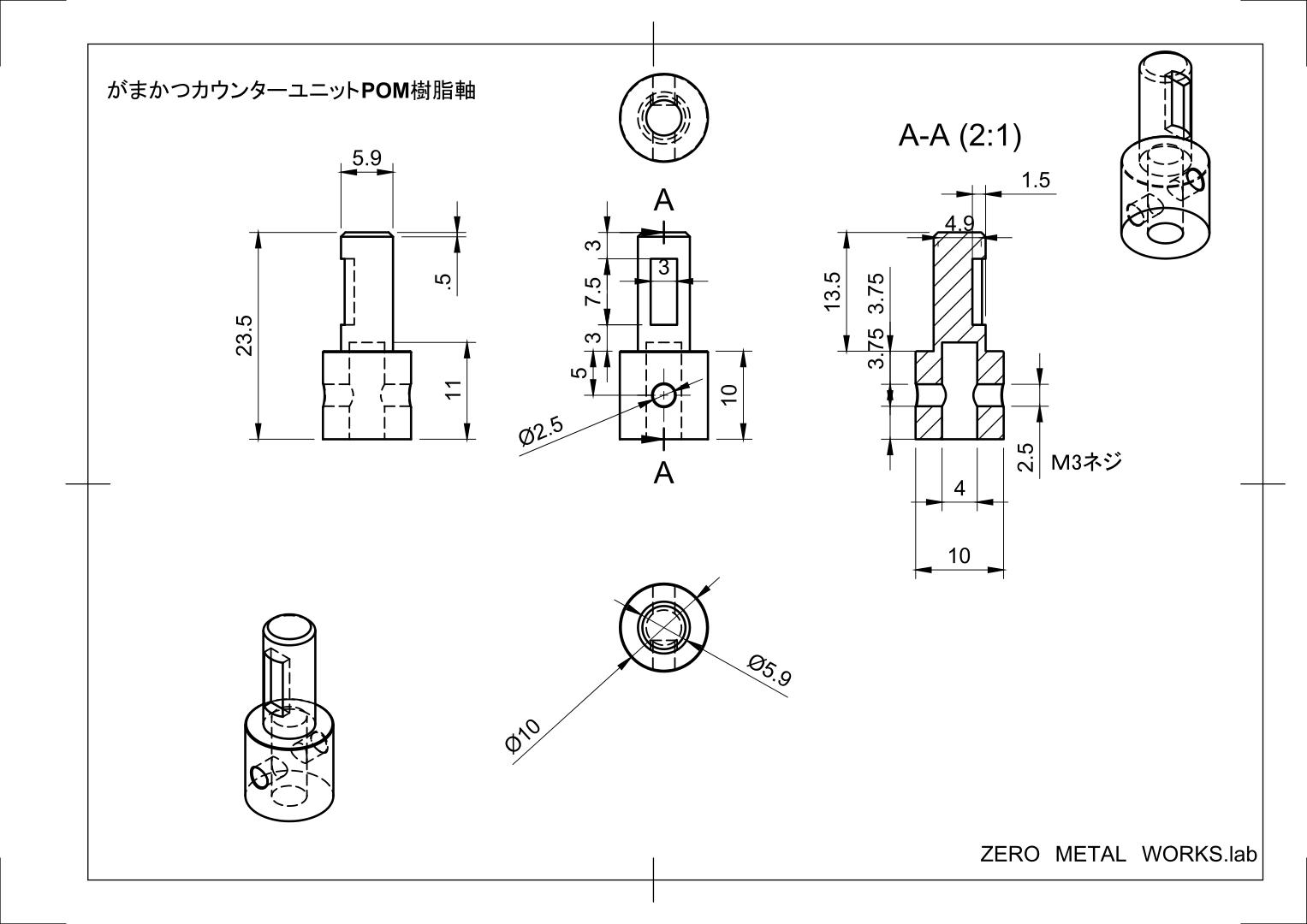
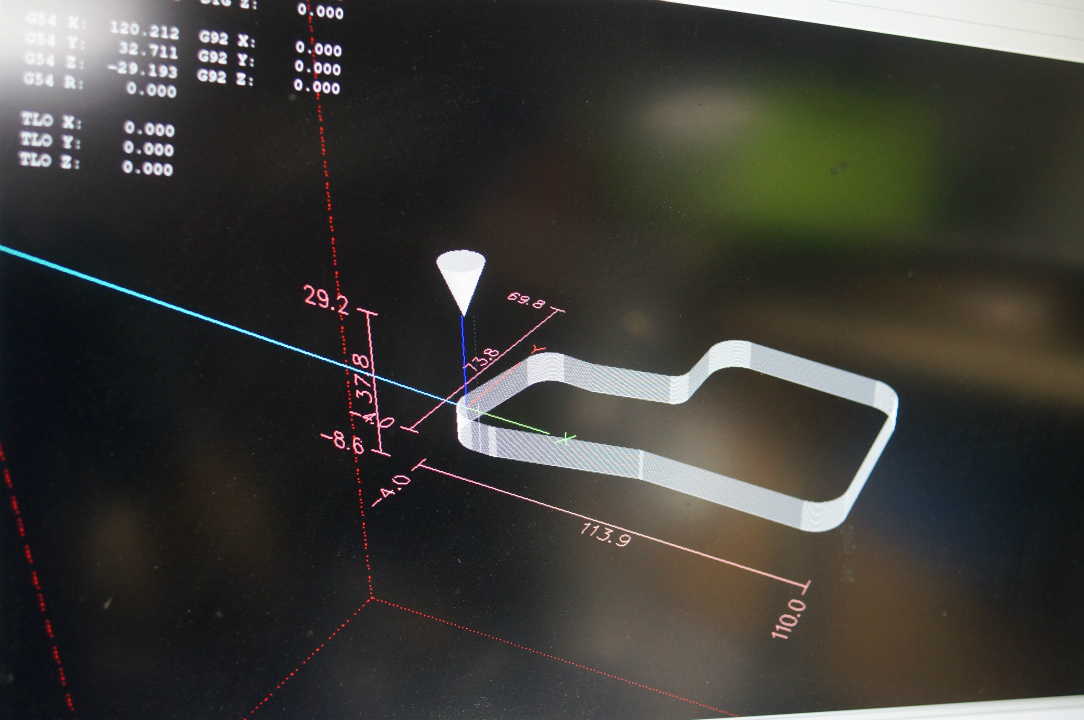
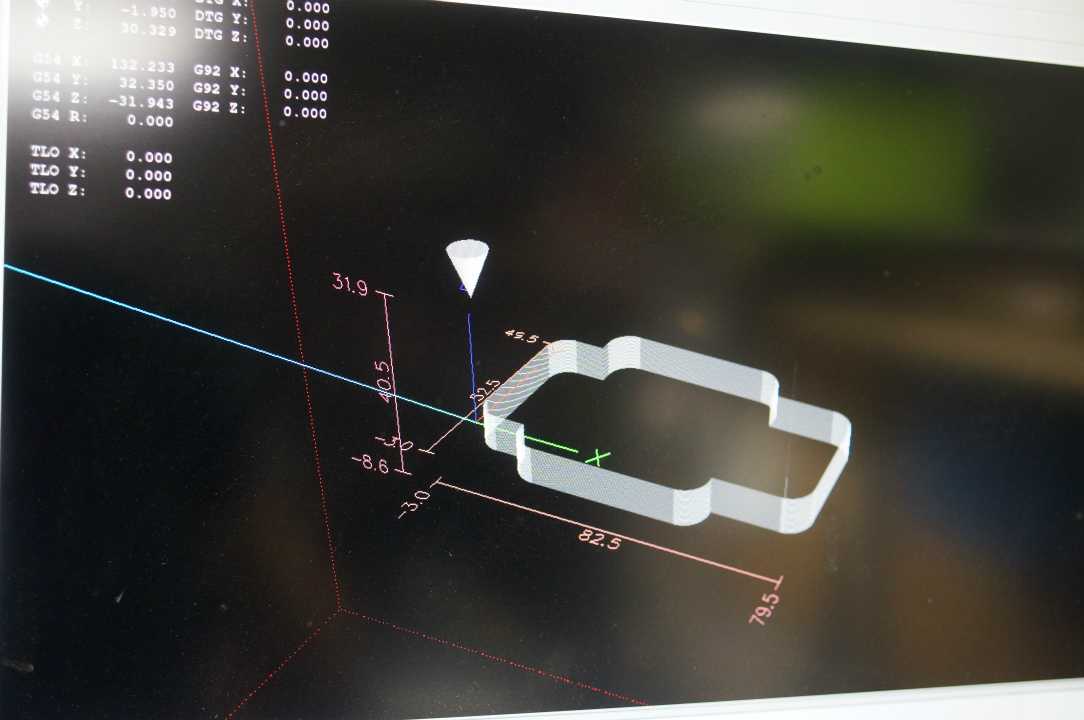
設計図は以下の通りです。
材料
材料となるアルミ板は主にA5052系でアルミ合金(UACJ製)。
- ・ユニットベース、カウンターベース 板厚4mm
- ・カウンターベース固定部品 板厚6mm
- ・POM樹脂丸棒 Φ10mm
カットしたものを2枚重ねて作ります。
仕掛け巻きユニットベース製作
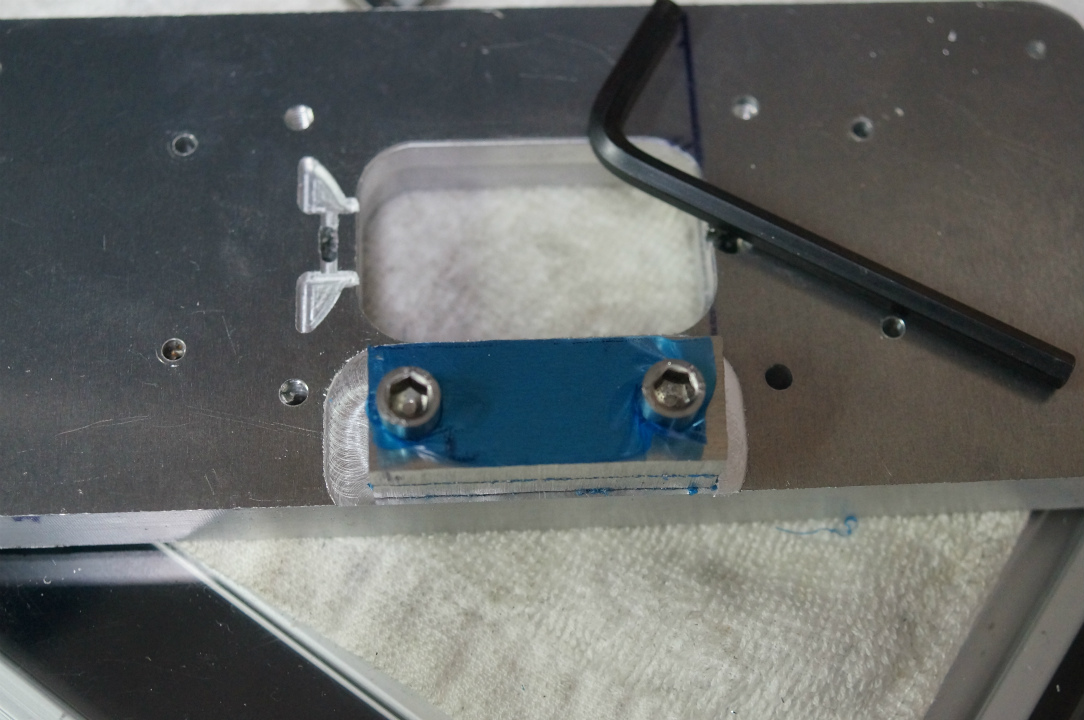
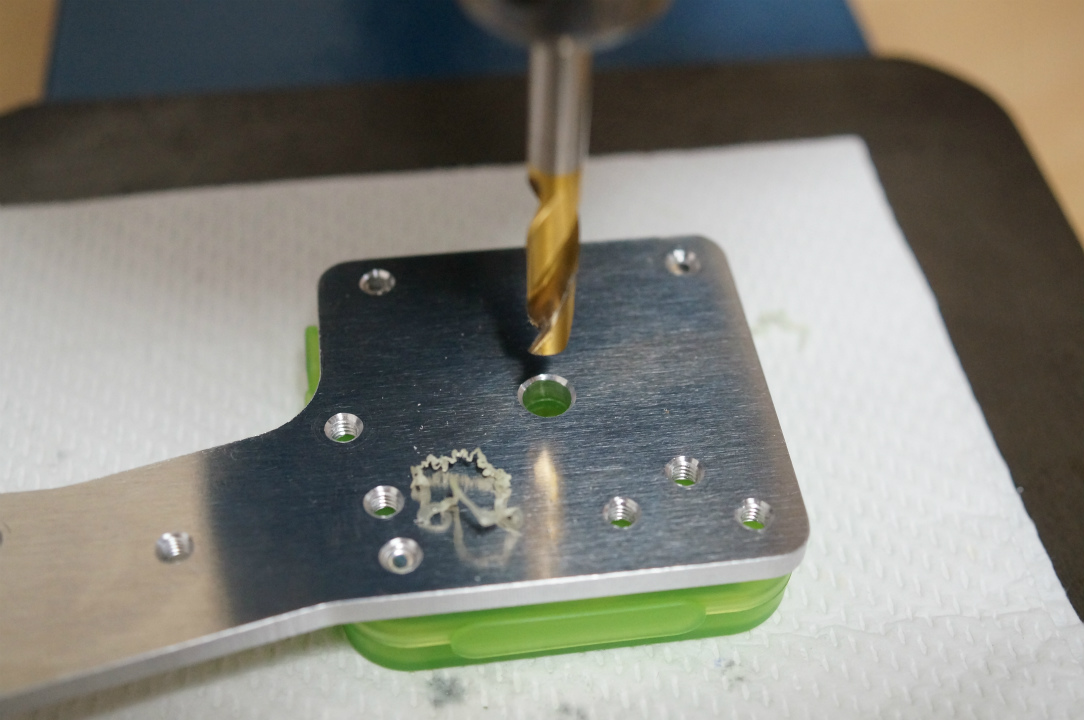
設計図の通り、CNCフライスでベース板を製作します。製作工程は以前に書いた通りで特に変わった所はありません。<編み込みホルダー用仕掛け巻 がまかつGM-1898仕様ユニット編>
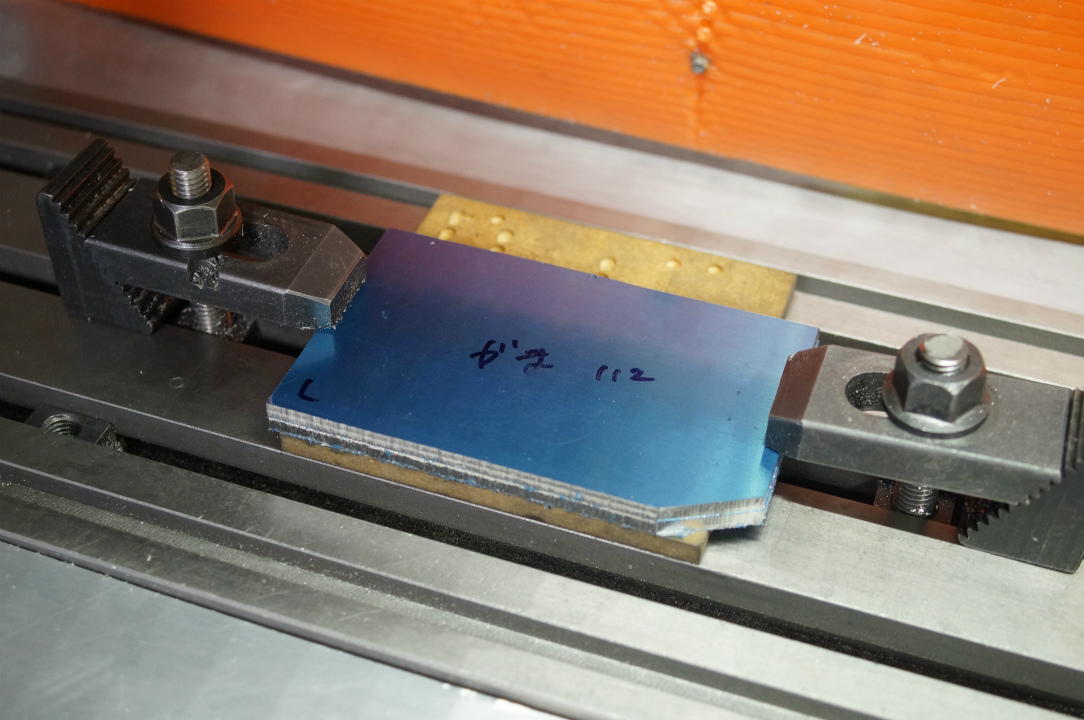
上記の写真は穴あけ工程が終わり輪郭切削工程に移行する時の写真です。
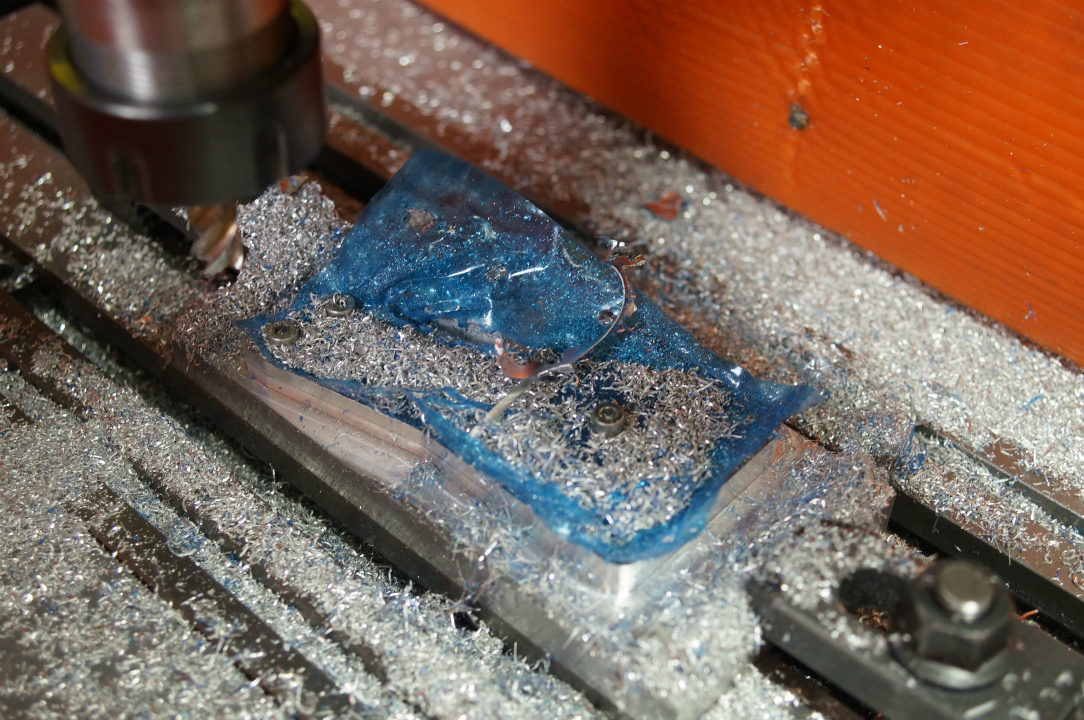
2枚同時に切削するので多少時間が掛かります。
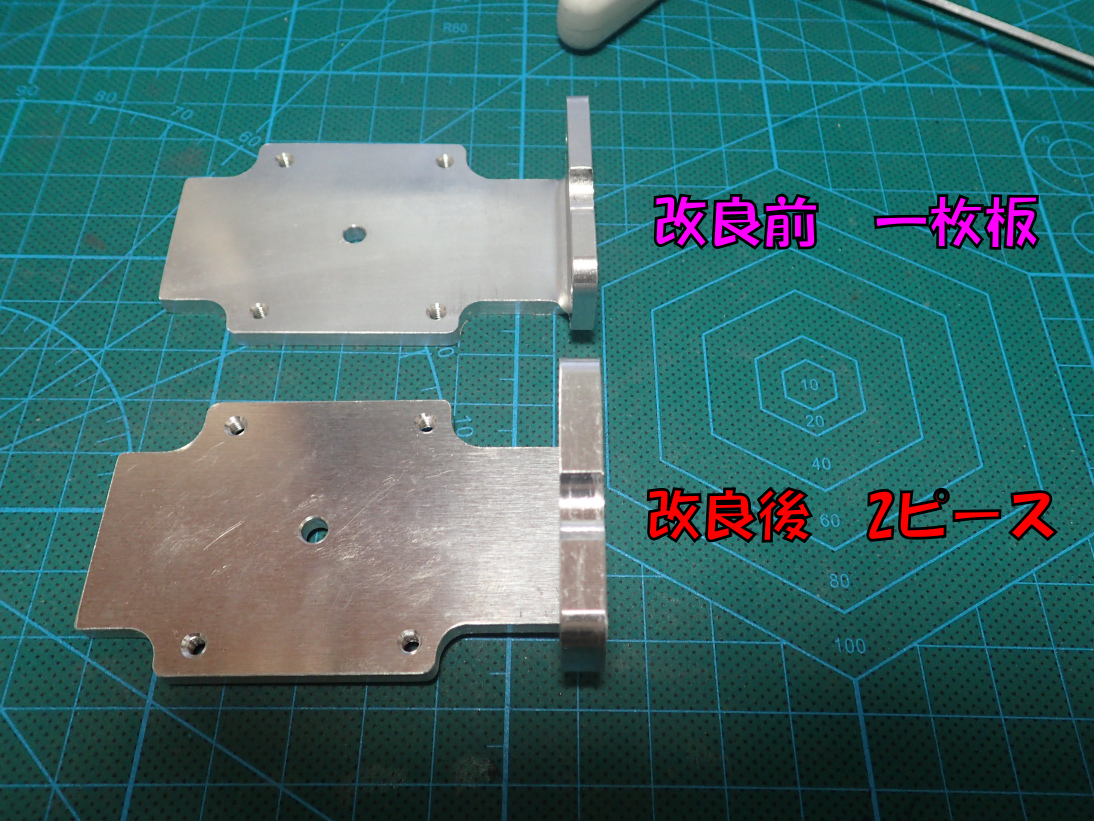
カウンターベース製作
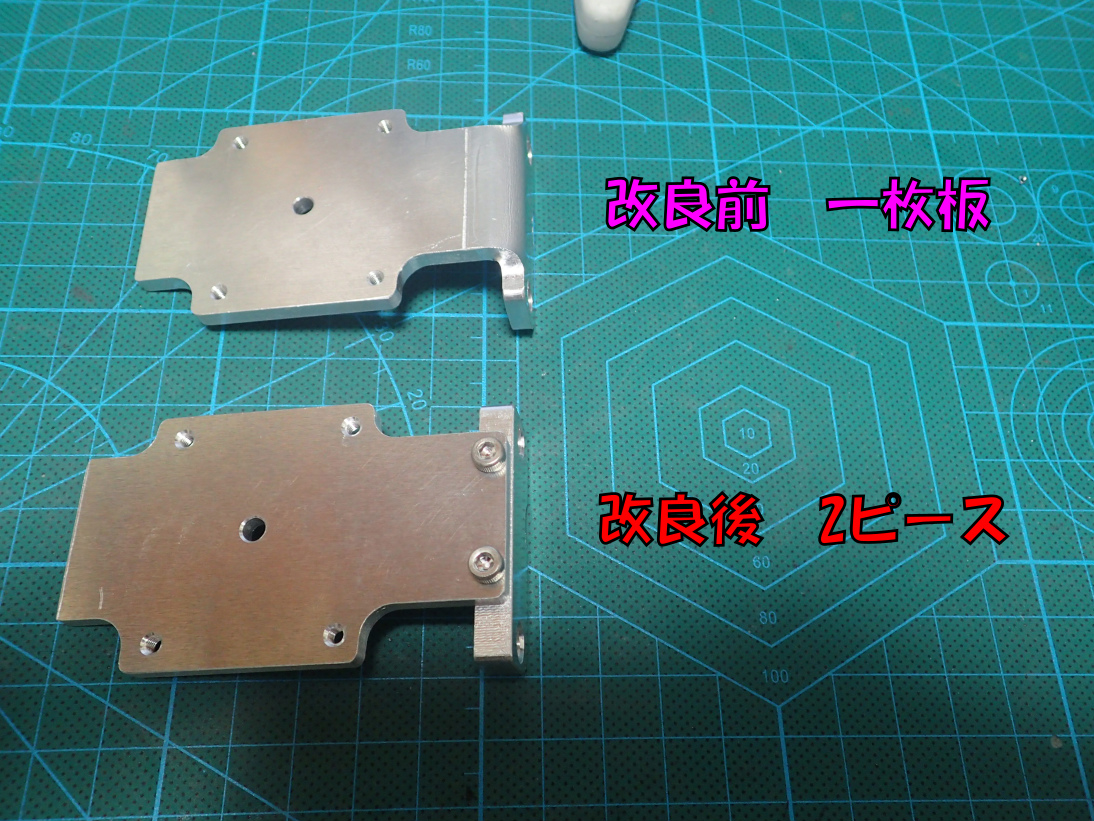
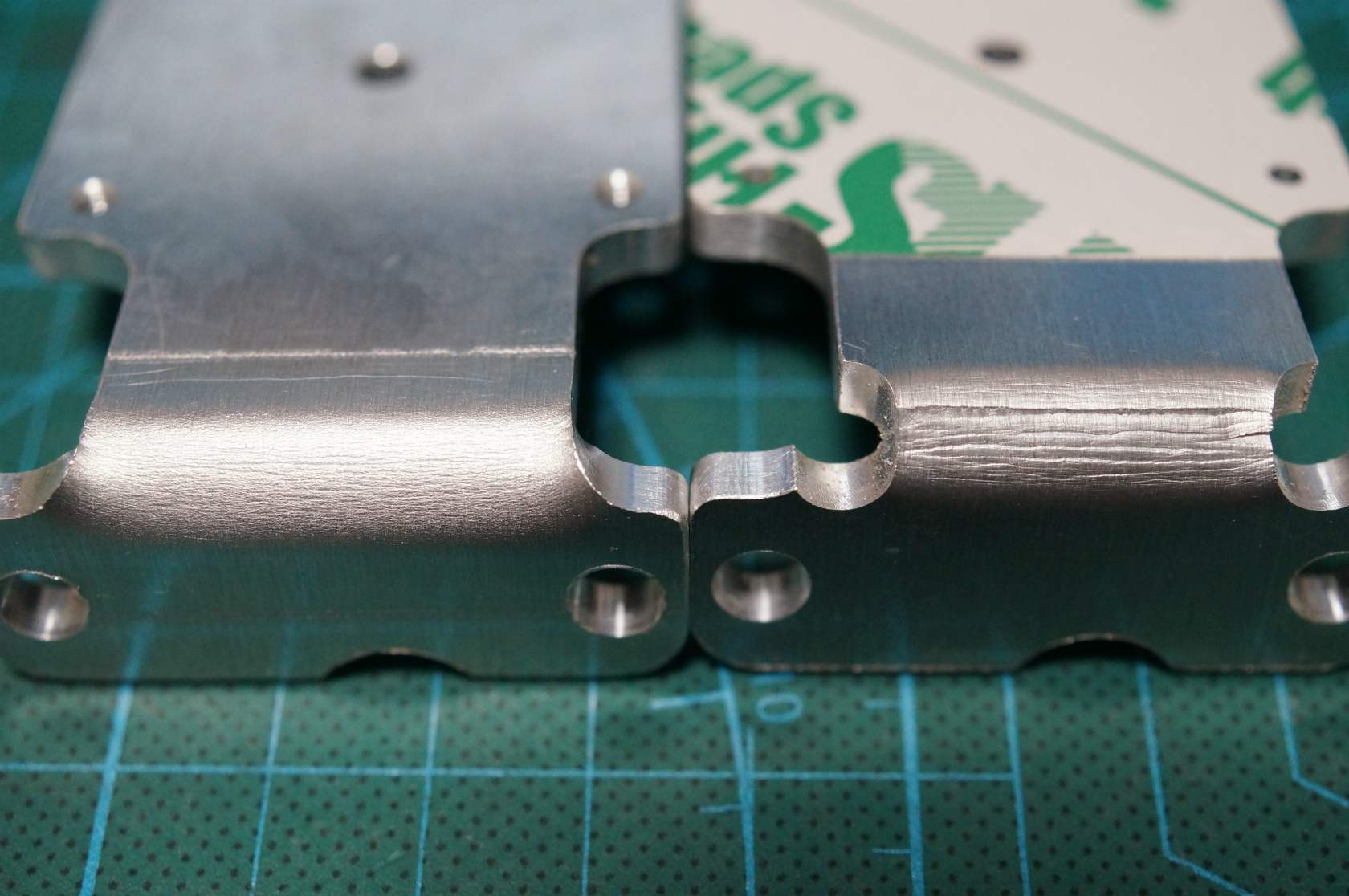
次にカウンターを取り付けるベースの製作です。改良前は4mm厚の一枚板で削り出して曲げ加工で取り付け部分を成型していましたが、曲げの精度が一定にならず垂直が出ないのと、曲げ加工に適した材料(4mm厚)のアルミが手に入らないので2ピースの部品に改良しました。
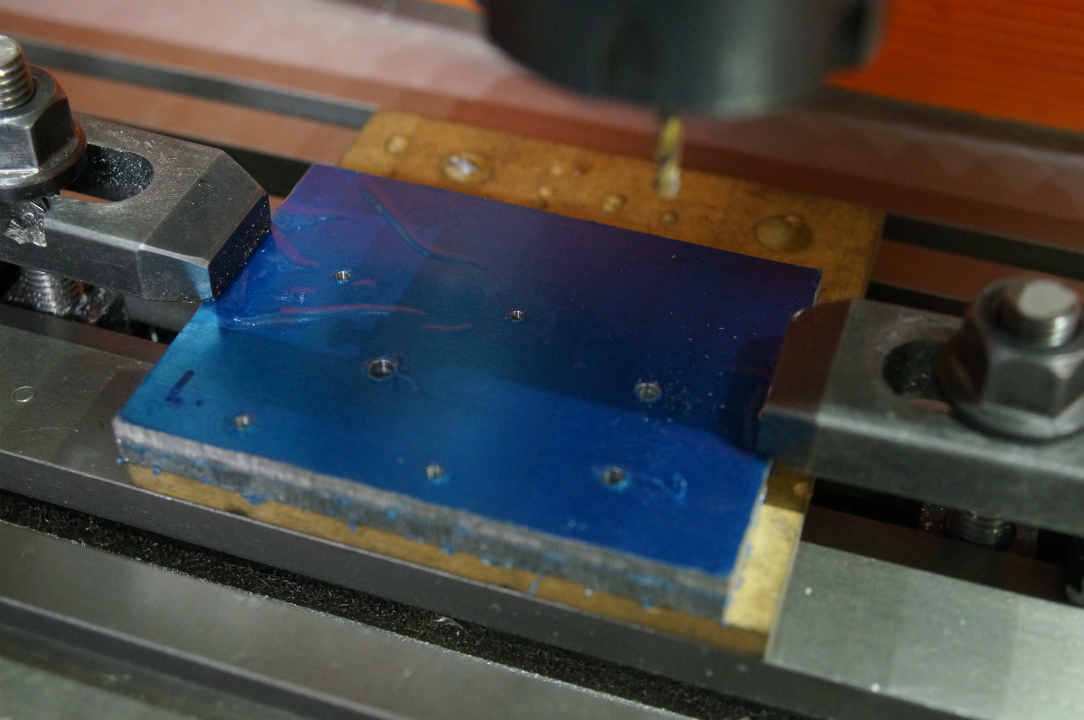
穴あけ加工終了。
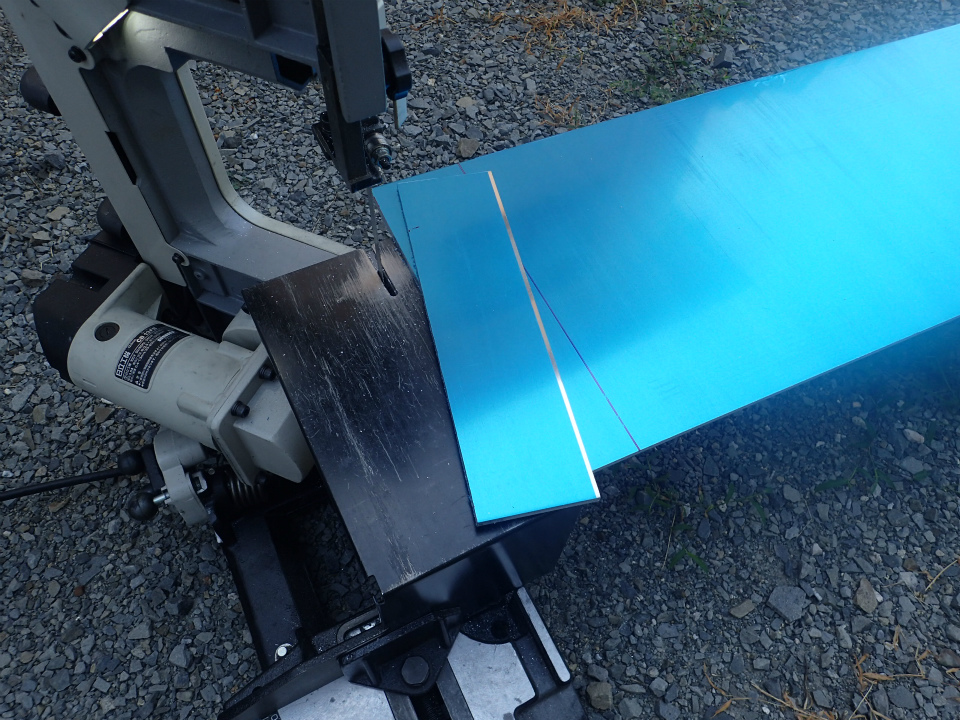
ワーク(材料)が大きいので大体の所でカットします。
マジックで書いた箇所をバンドソーでカットします。
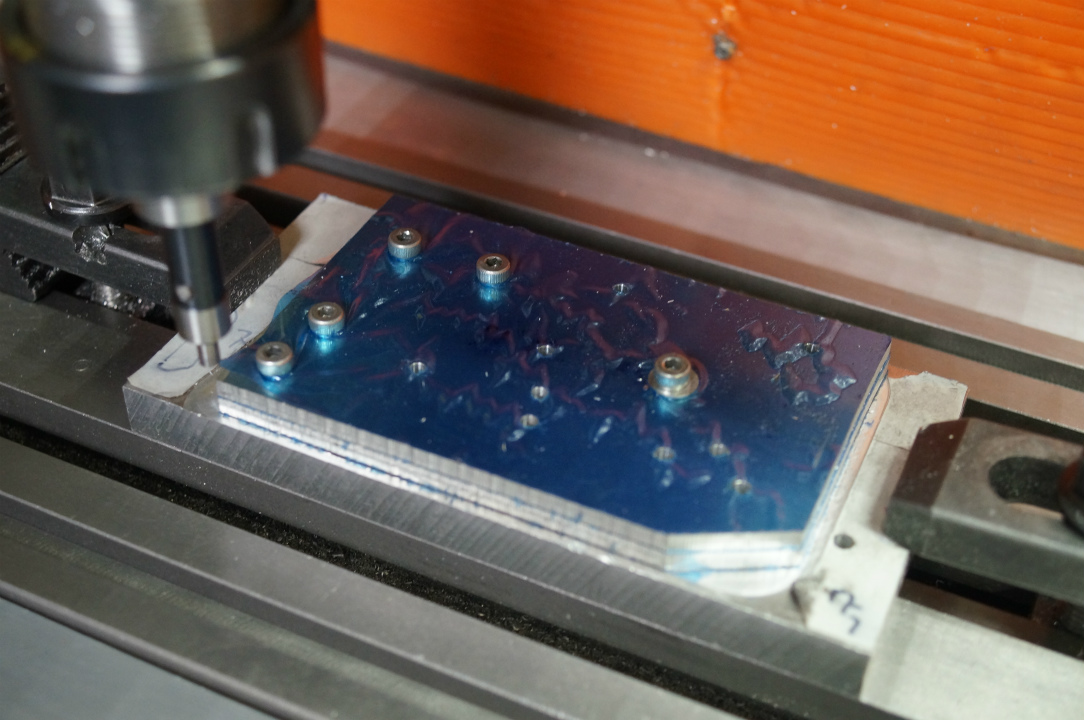
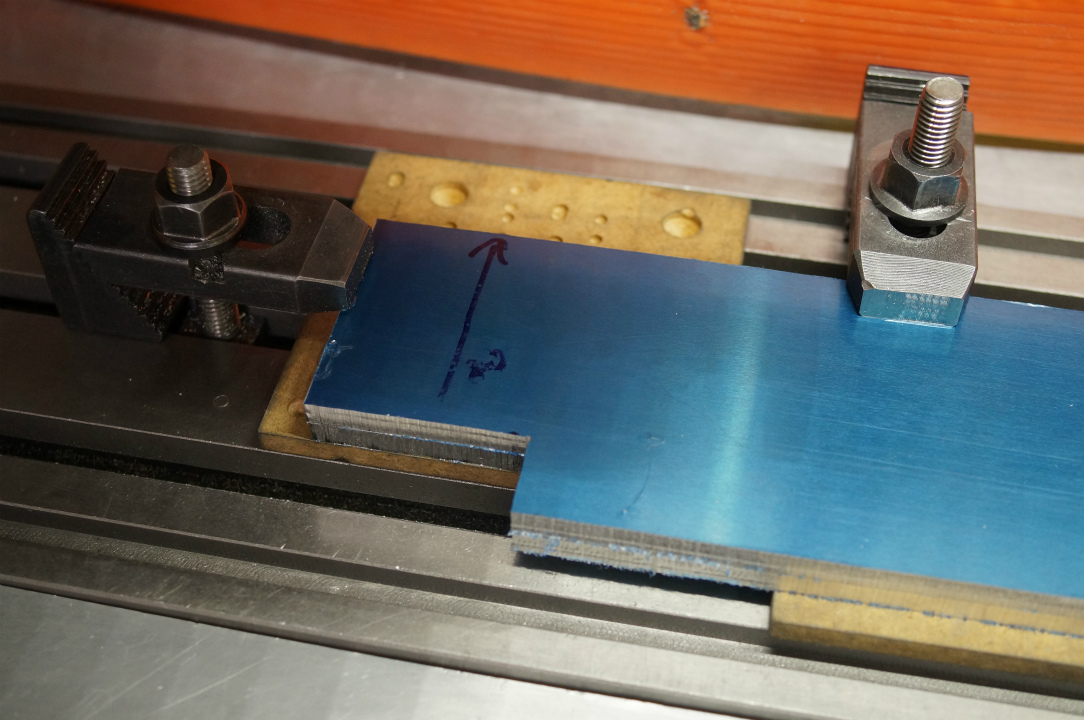
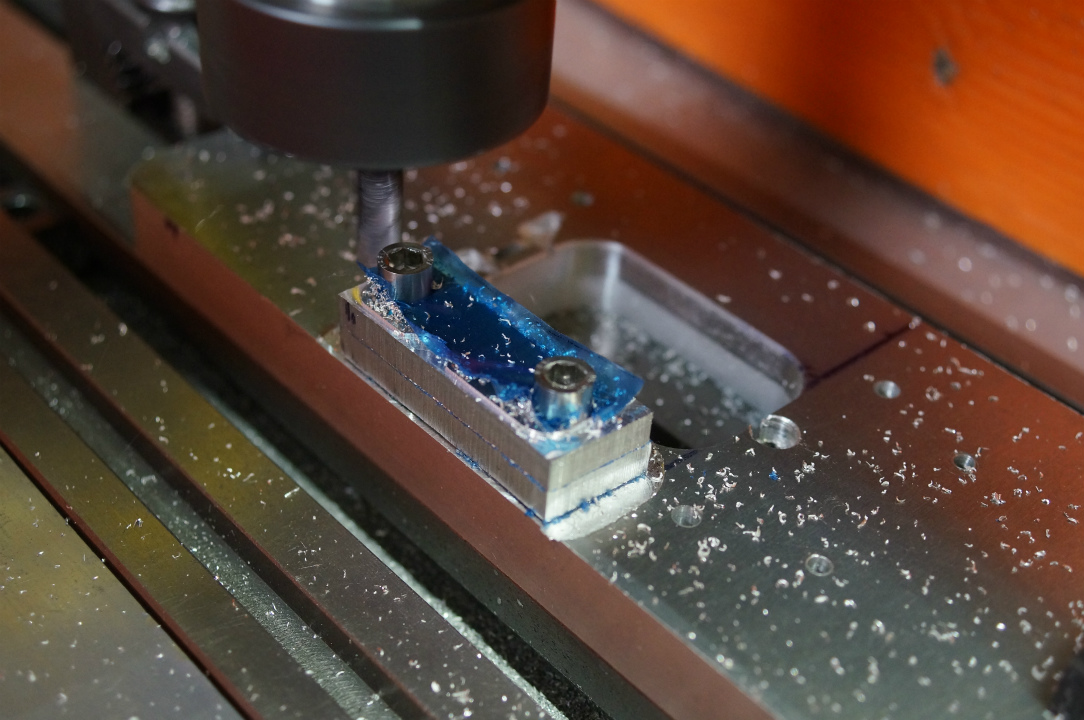
あらかじめ製作して置いた切削用固定ベースに取り付けて輪郭切削を致します。

カウンターベースの輪郭切削終了です。
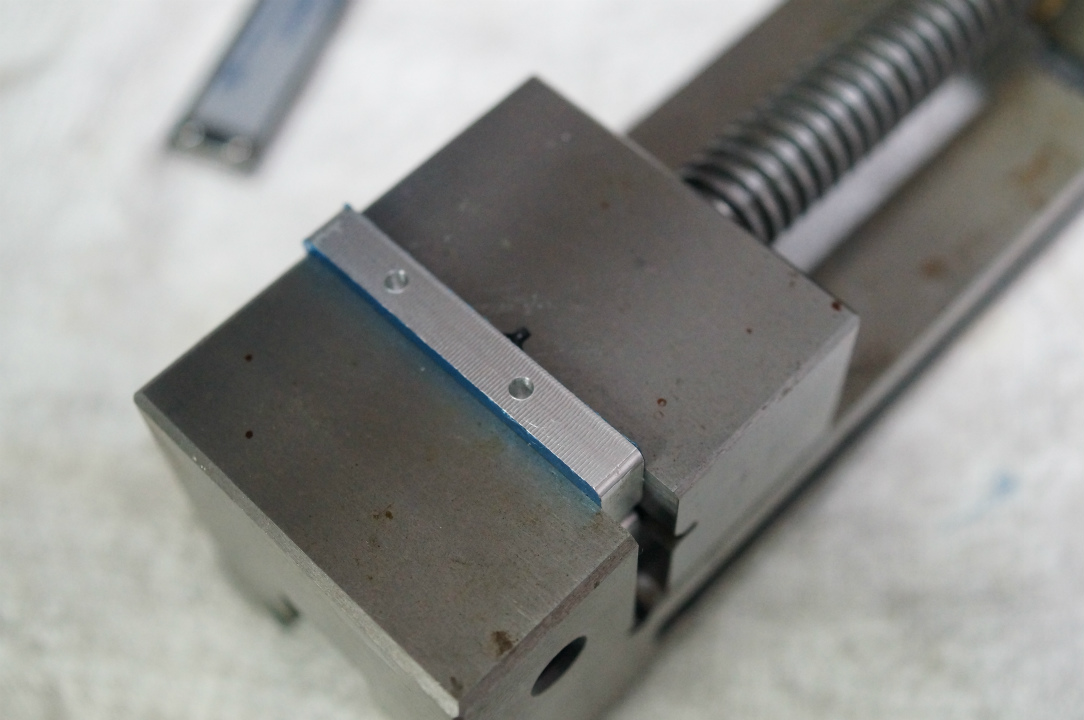
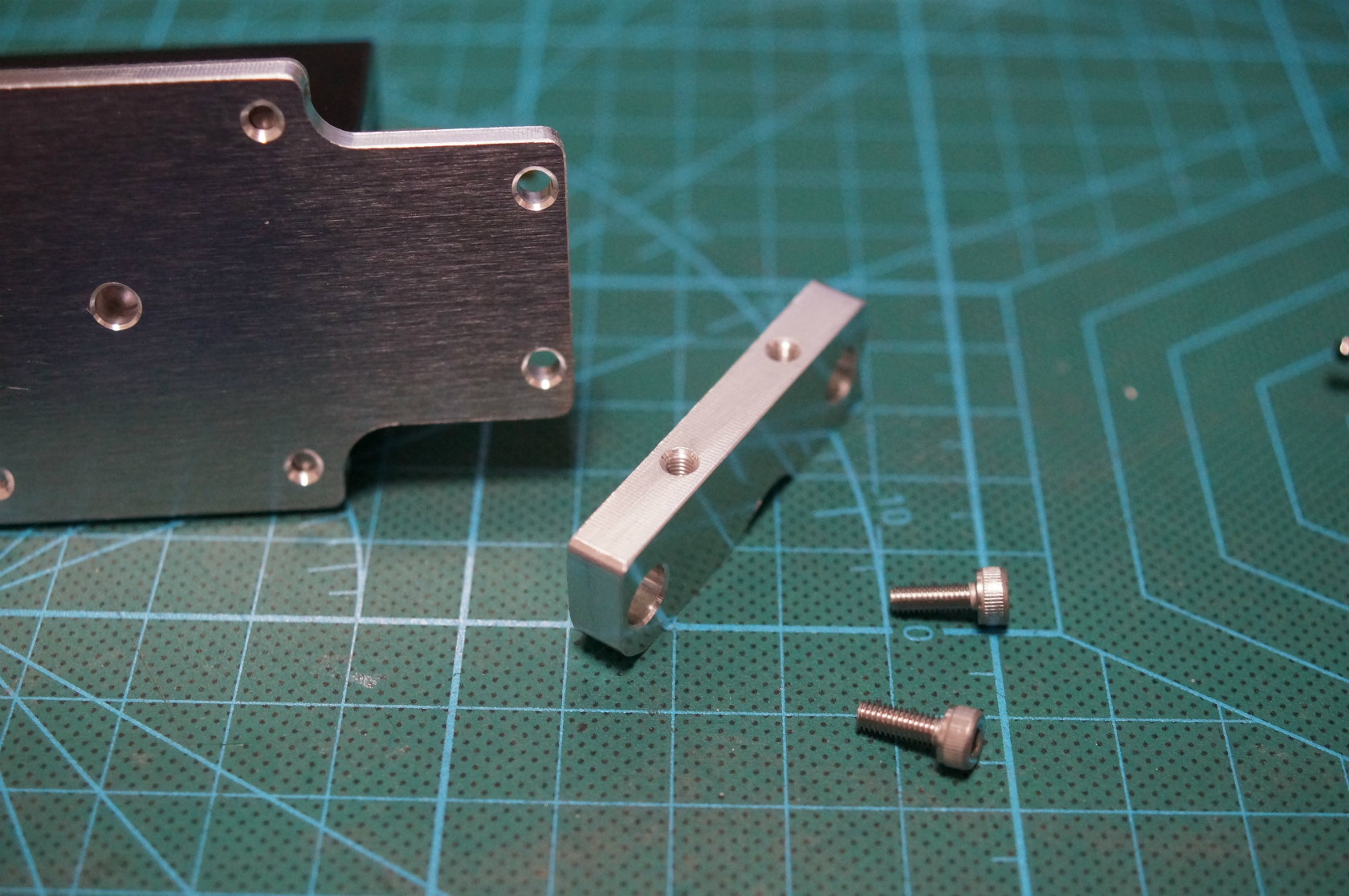
続きましてベースを固定し垂直を出す部品の製作です。6mmのアルミ板を使用します。

Φ6.0mmのドリルで固定穴(ばか穴)を開けます。
こちらも先ほどのベースと同じように材料が大きいのであらかじめカットしておきます。
この部品もあらかじめ製作して置いた切削用固定ベースに取り付けて輪郭切削を致します。
切削はエンドミルΦ8mmです。
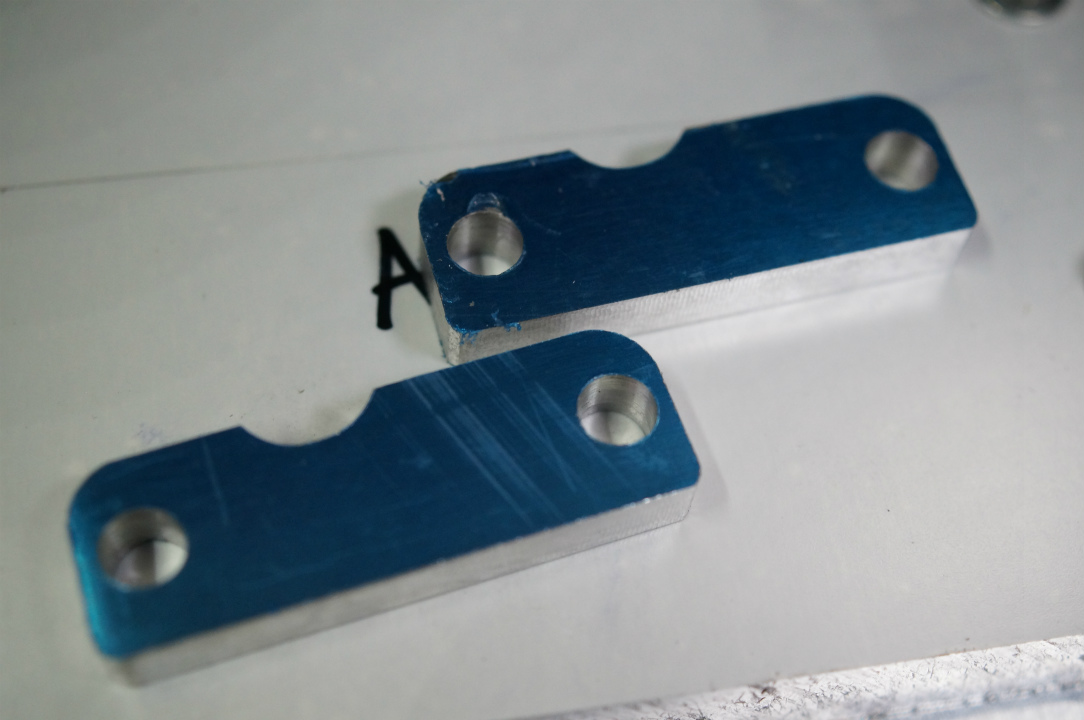
綺麗に切削できました。
底部にM3ボルトねじの下穴を2箇所開けます。(Φ2.5)
以上でアルミ部品は終了です。
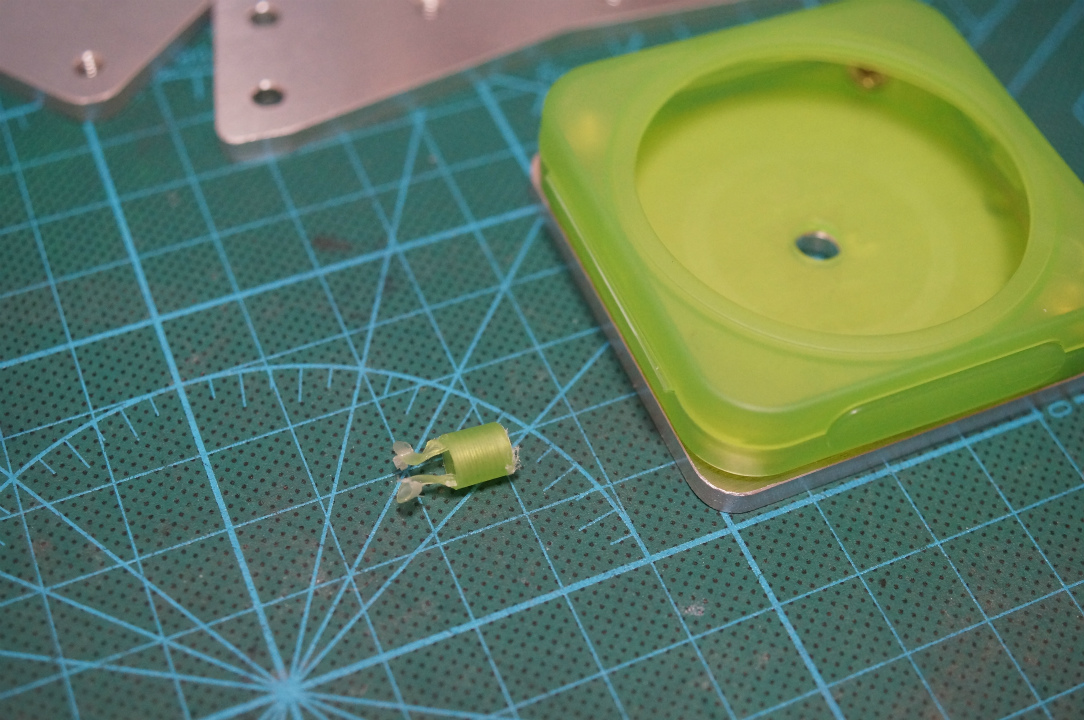
スプールホルダーユニット(がまかつGM-1898)製作工程
上記写真は、ねじ切り、面取り等が終わった状態です。

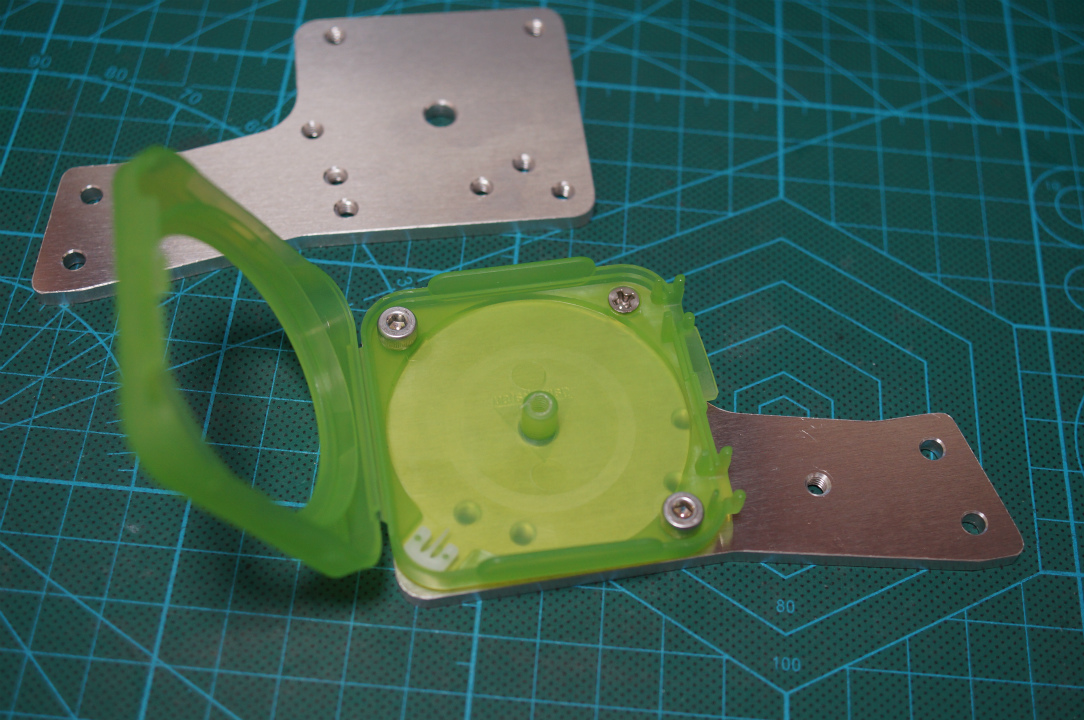
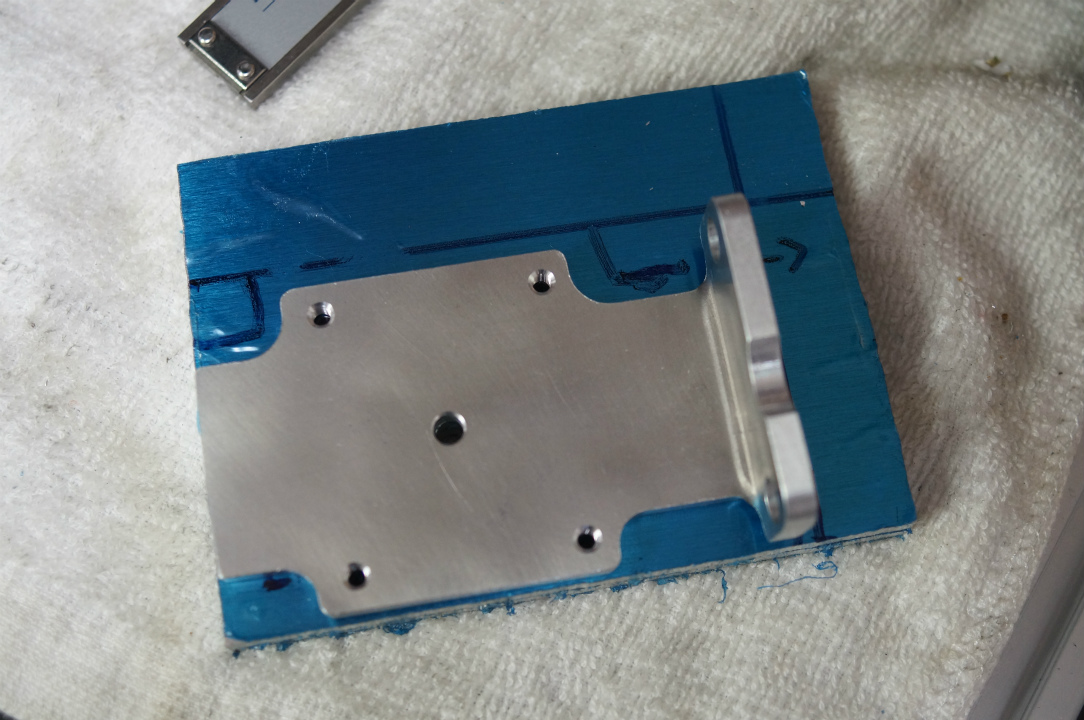
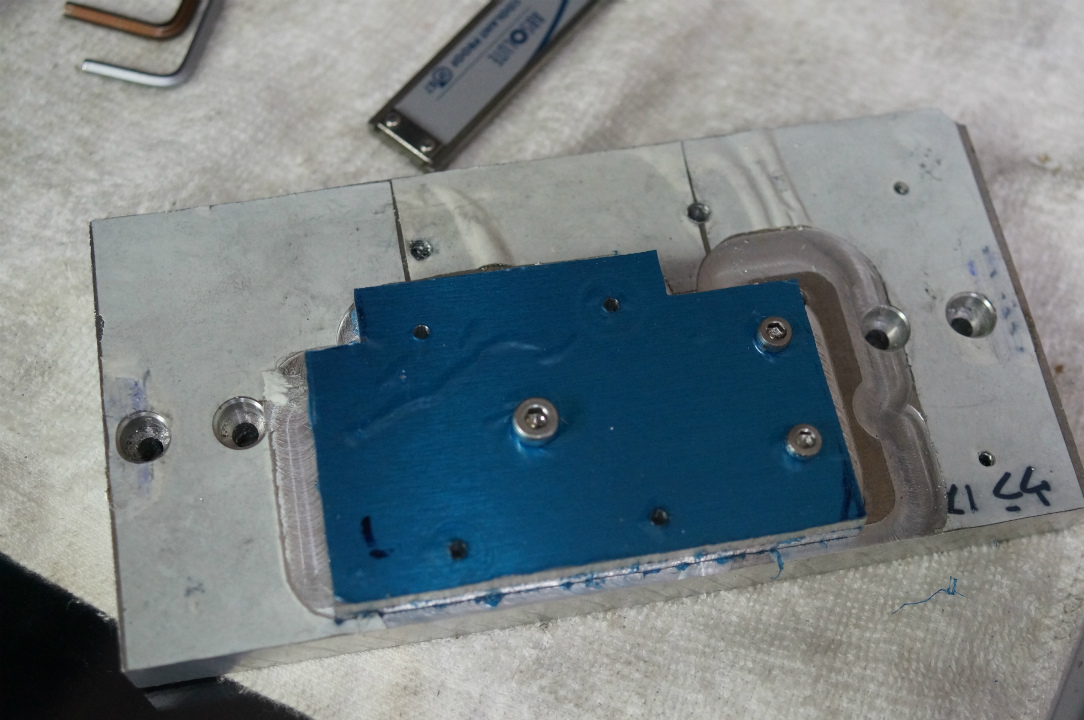
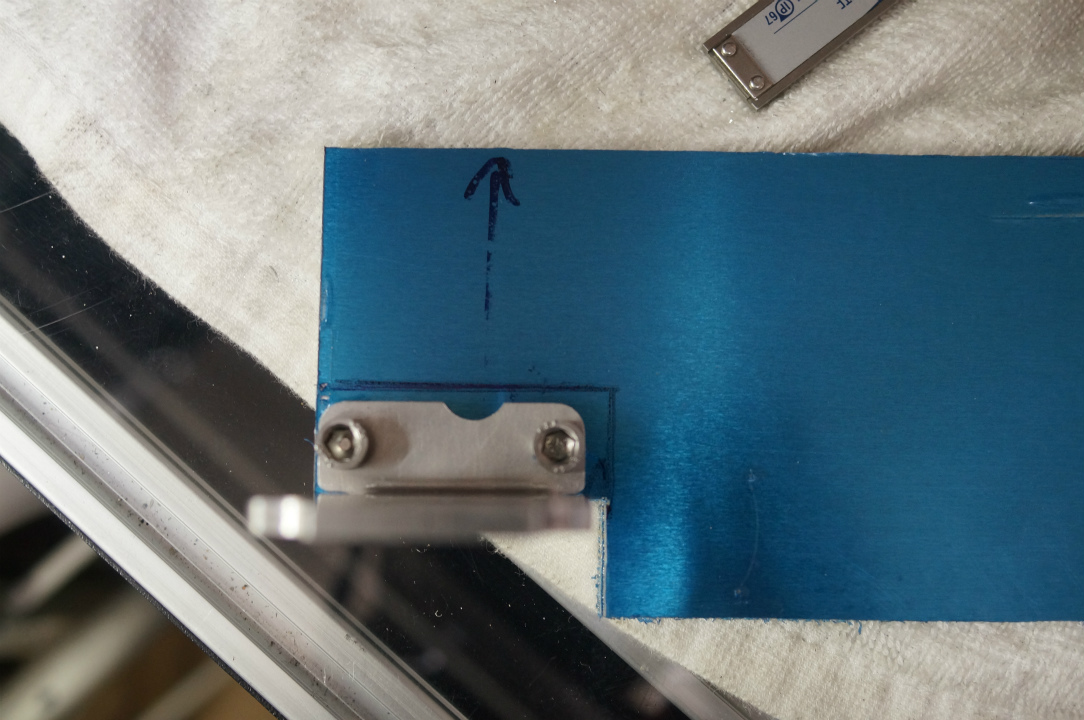
まずは通常の手順で組み立てたした物から「がまかつGM-1898」を外して今回製作したアルミベースに取り付けします。
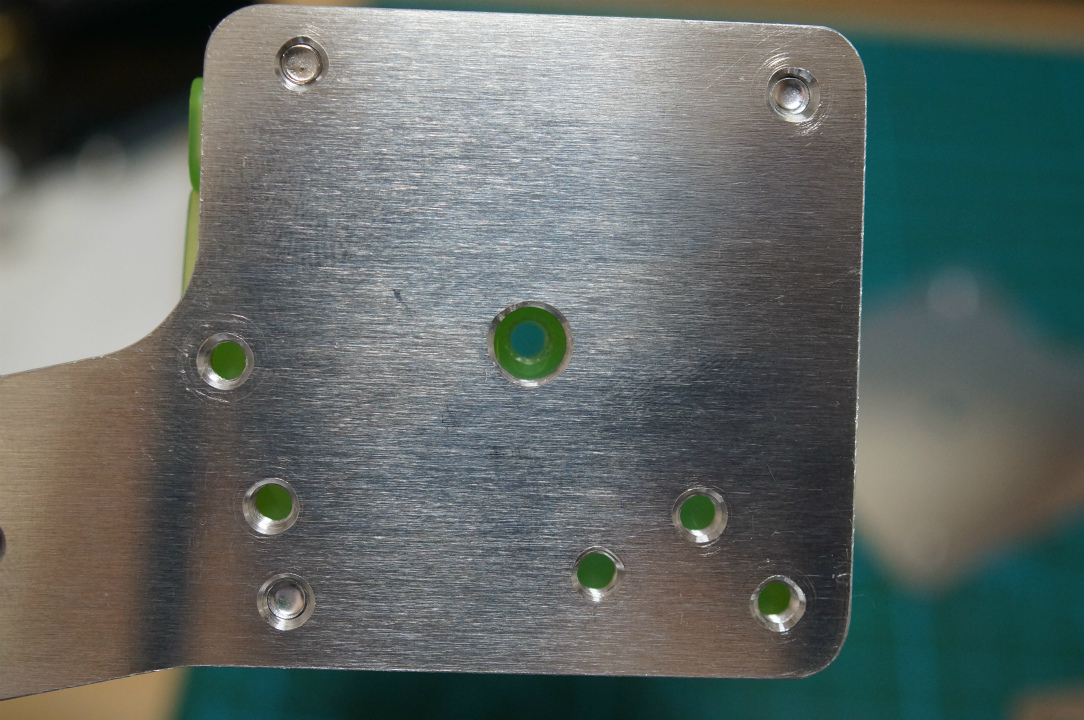
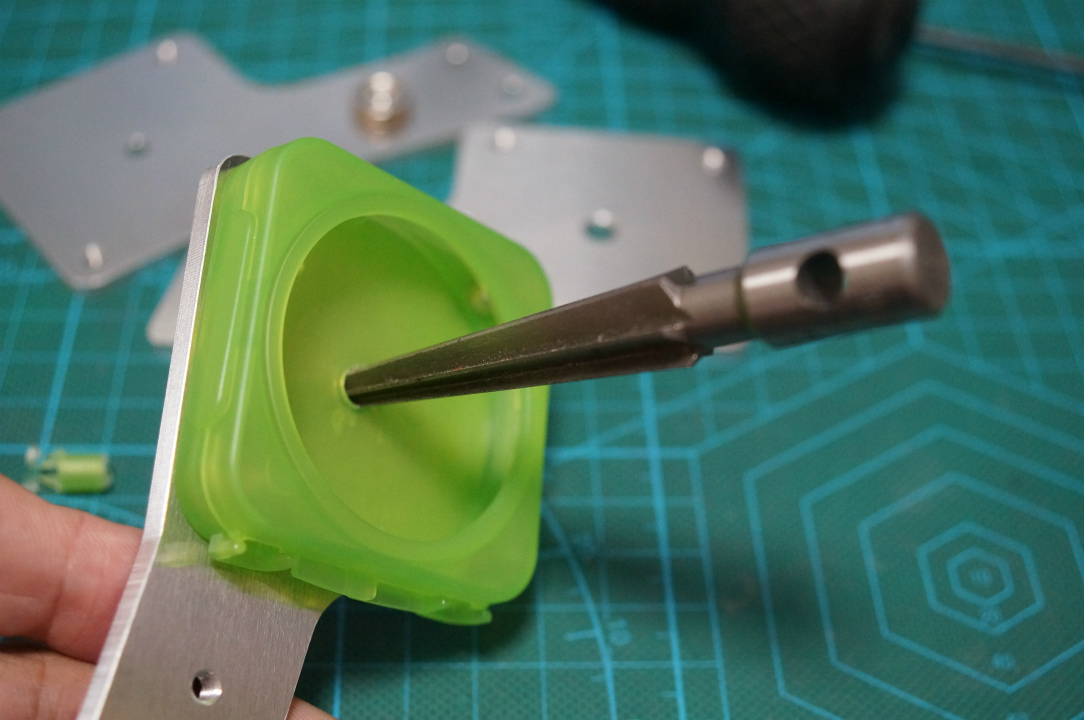
裏面を見るとバッチリ!センター穴が出ています。

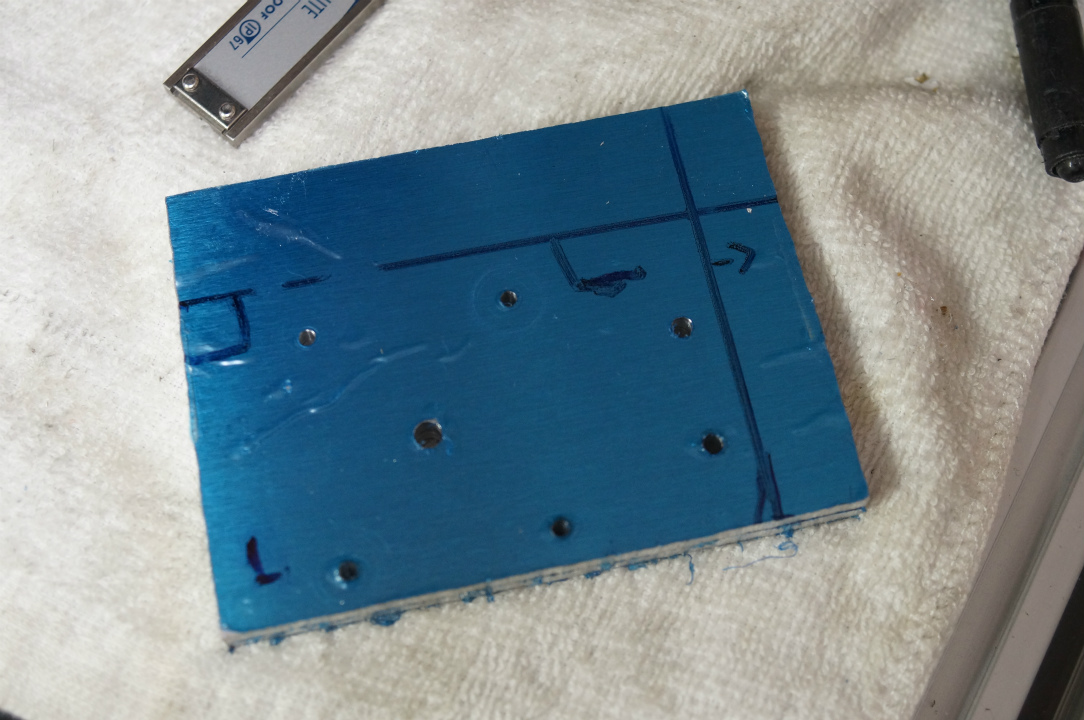
アルミ板に開いているΦ6の穴をガイドにボール盤で軸をくり貫きます。
上手く、くり貫くと上記の写真のようになります。
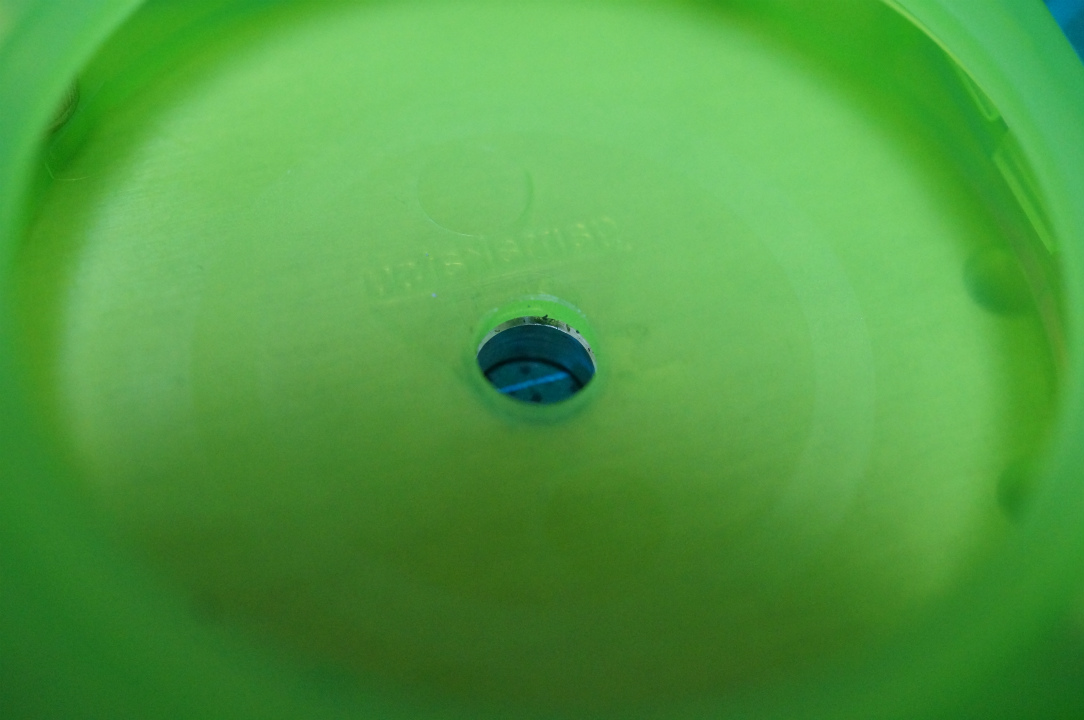
綺麗に芯が出ています。
バリが出たら処理して置きます。

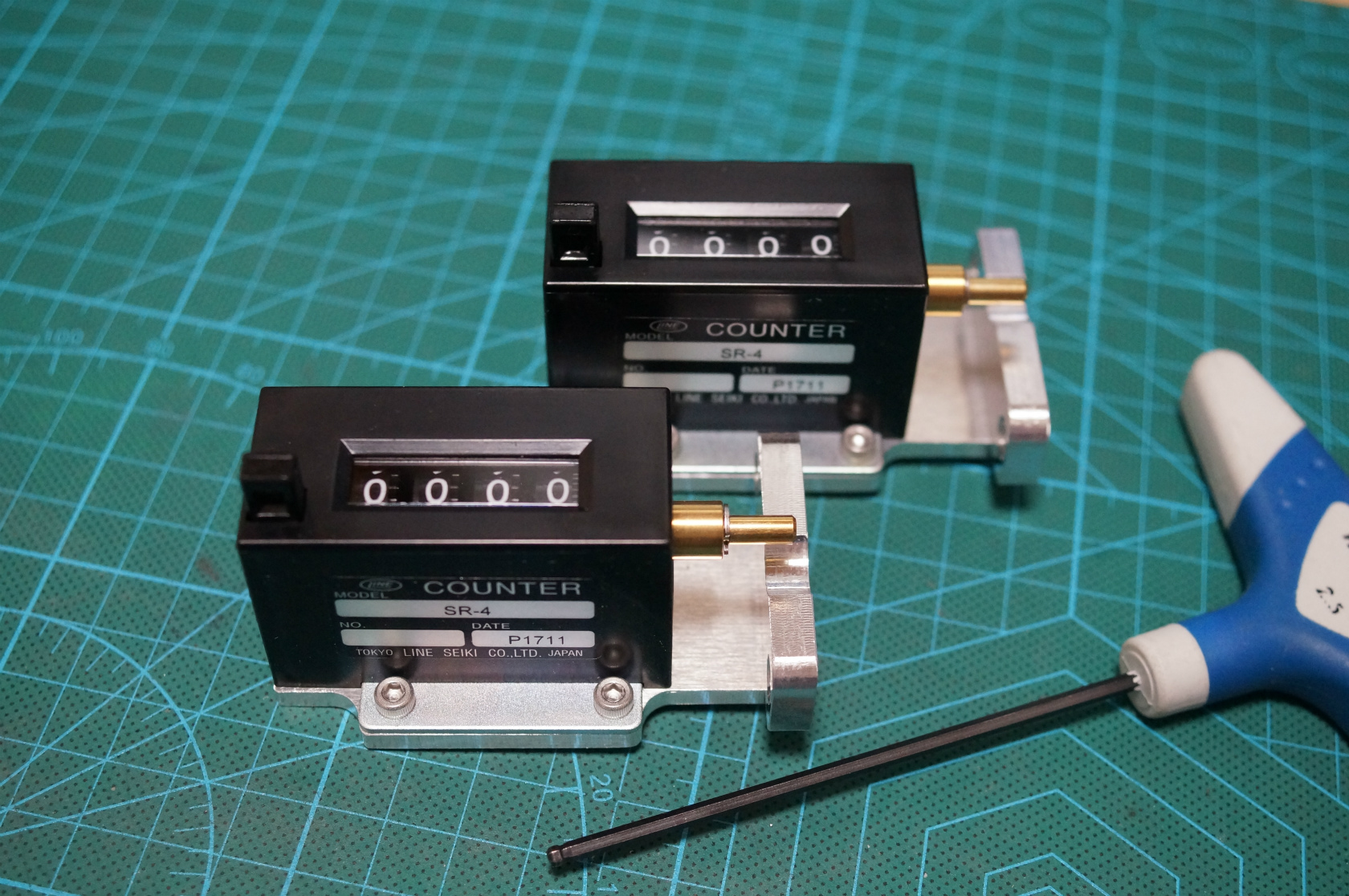
カウンターベースへカウンター(ライン精機SR-4)の取付け工程
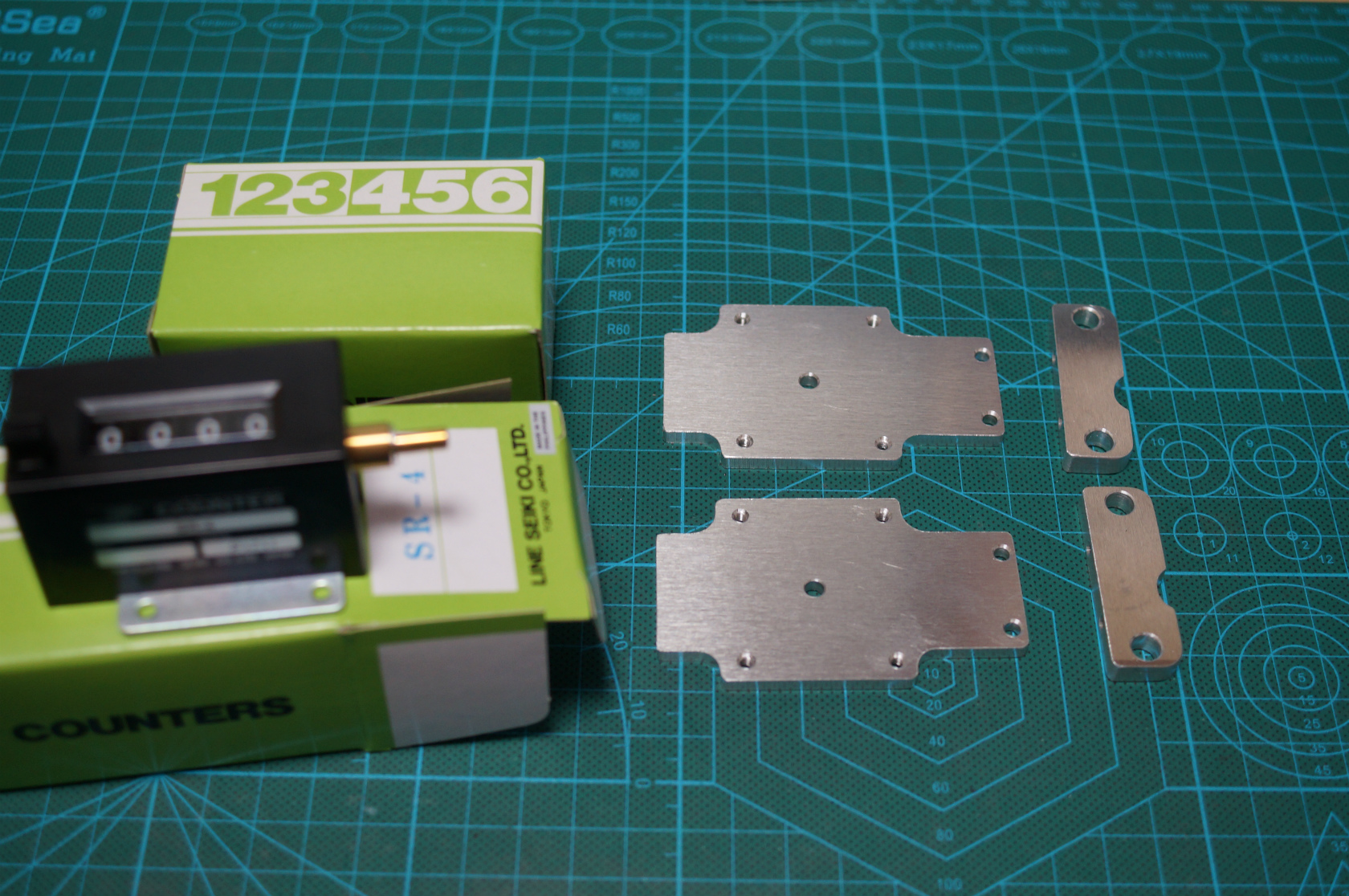
カウンターの機種選定は色々と検討しましたがライン精機のSR-4を選定しました。壊れにくい国内メーカーの採用で特徴は以下の通りです。
- ・小型で軽量 重量:約60g
- ・各種機器に組み込まれ回転数その他の測定表示に利用されています。
- ・1回転10進のロータリー回転式トータルカウンタ
- ・ワンタッチの押しボタンリセット
- ・回転方向:右軸/右回転
- ・文字高:4.3mm
| 種類 | ロータリー式トータルカウンタ |
| カウント方式 | ロータリー回転式(1回転10進) |
| 計数範囲 | 0 – 9999 |
| リセット方式 | 押しボタン式 |
| 使用温度範囲 | -5 – +40°C |
| 使用湿度範囲 | 85%RH以下 |
| 備考 | 逆回転減算可 |
- 型式:SR-4(メカニカルトータルカウンタ)

駆動軸の全1回転にて数字10進。1/10回転にて1進。
・右回しで正カウントします。左回しで負カウントします。
・例:10回転はカウンター表示上は100になります。
・リセットボタンを押した所が始点になります。

カウンターのサイズは大きいですが、性能は国内メーカークオリティです。
この手の機械式カウンターは小型化があまりなされてないようです。

国内メーカーですが製造はフィリピンです。

M3×4ボルト4本で本体を固定します。
M3×8ボルト2本で固定します。
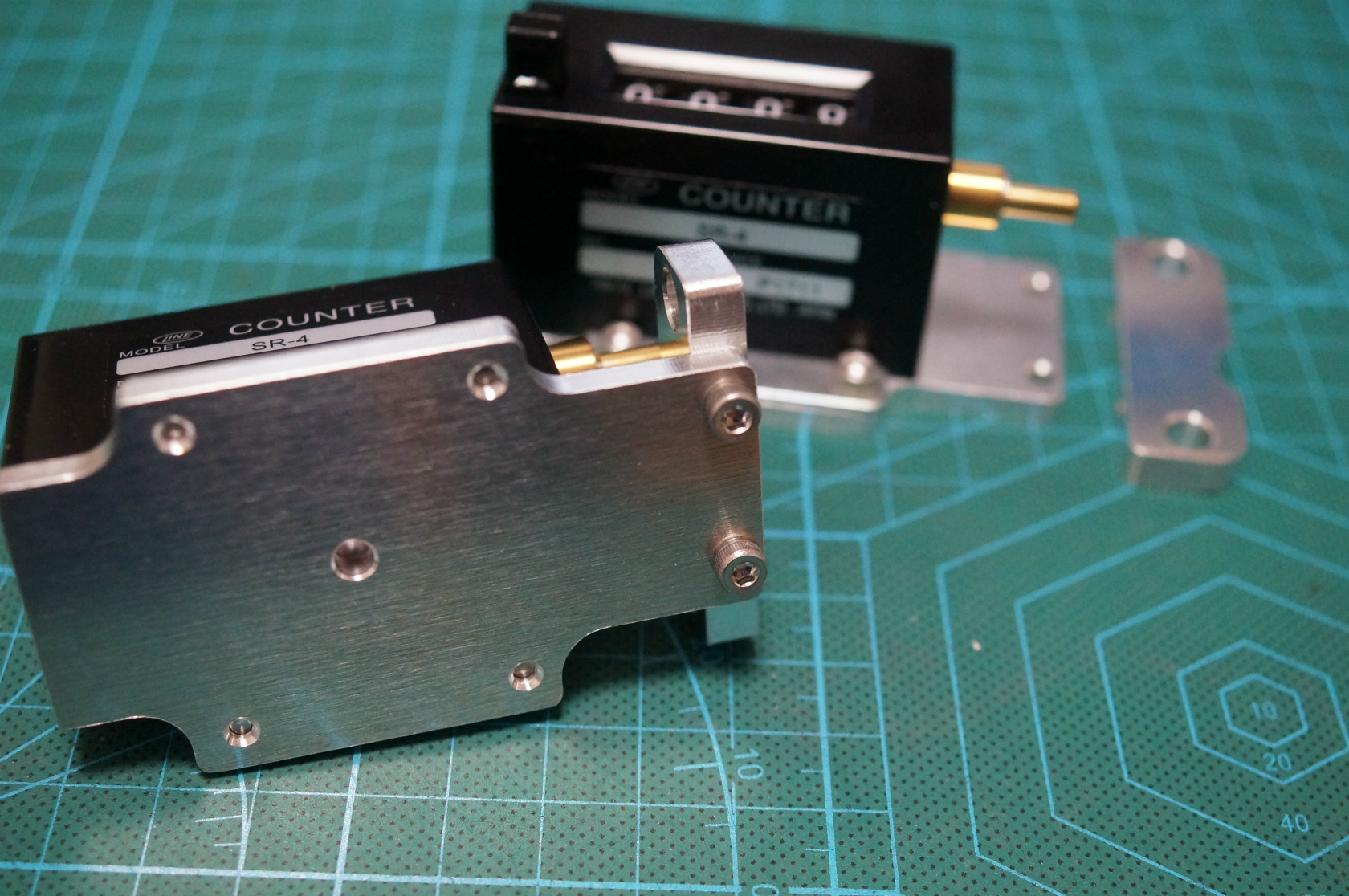
ボルトの調整で垂直・水平が出やすくなりました。
カウンターベースの完成!
カウンターベースの改良
カウンター本体(SR-4)を取り付けるアルミ板のベースを改良しました。
改良前は一枚板の曲げ加工で取り付け部分を成型していましたが、今回のは厚さ6mmの板で取り付け部品を製作しました。コストと手間は増ですが良い方向に改良できました。
曲げ加工では安定して出させない垂直精度が出せました。
板厚4mmの曲げ加工は曲げた部分が割れるので非常に難しいです。普通のA5052だと簡単に割れてしまいます。ただし材料によって割れが発生しない材料も有る事がわかりました。板厚5mmになるとアルミ板はほとんど割れなくなります。
色々と4mmアルミ板の曲げテストを行ないましたが、コベルコ(神戸製鋼)の「アルジェイド」と言う製品は割れが発生しませんでした。
曲げ加工は当方が持っている油圧のベンダーだと精度が出すのが難しいので垂直性能が重要な部分には簡易的な曲げ加工は向かないのかもしれません。
にほんブログ村


コメント