
「くさび式クイックチェンジツール(250-111)」用のバイトホルダーを自作で製作してみました。中華製バイトホルダー「250-101」をお手本に、国内メーカー等の20mm角シャンクを掴める仕様に製作チャレンジしました。初めての加工方法としてアリ溝加工がありました。機械の低剛性との兼ね合いで条件出しが難しかったです。基本はフライスのCNC加工ですが、アルミで試作の時は手動操作も併用しました。今後も製作すると思うので作業記録として綴っておきます。
SS400 材料購入
Part2からの続きです。
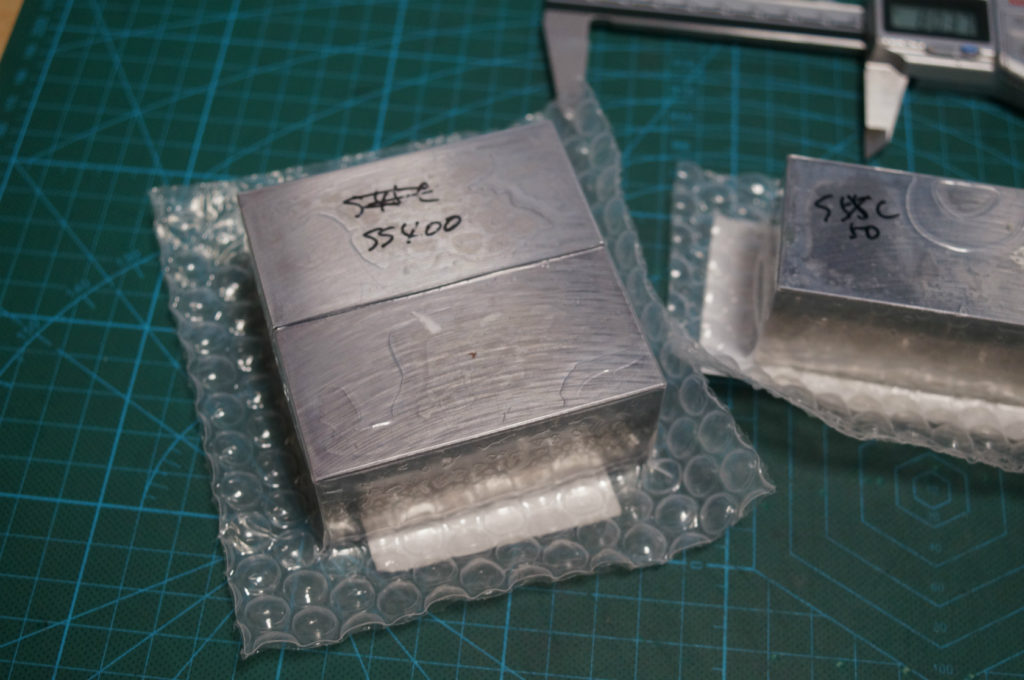
アルミでの試作を踏まえてSS400で製作します。とりあえず材料はカット品(80×40×35)を買いました。6Fで加工済みなのでこのままの状態で切削をして行きます。
アルミで製作した試作を元に改善点を考慮して加工してみる!
アルミ試作で失敗した点を考慮して製作します。

ワークをバイスにセットして水平を出します。

フライス盤「PSF550-VDR」だと通常のマグネットベースでは大きすぎて テストインジケータ (ダイアルゲージ)をセットしずらいのですが小型の ミニマグネットベース だと思い通りにセット出来ます。卓上フライス盤では必須!?アイテム?

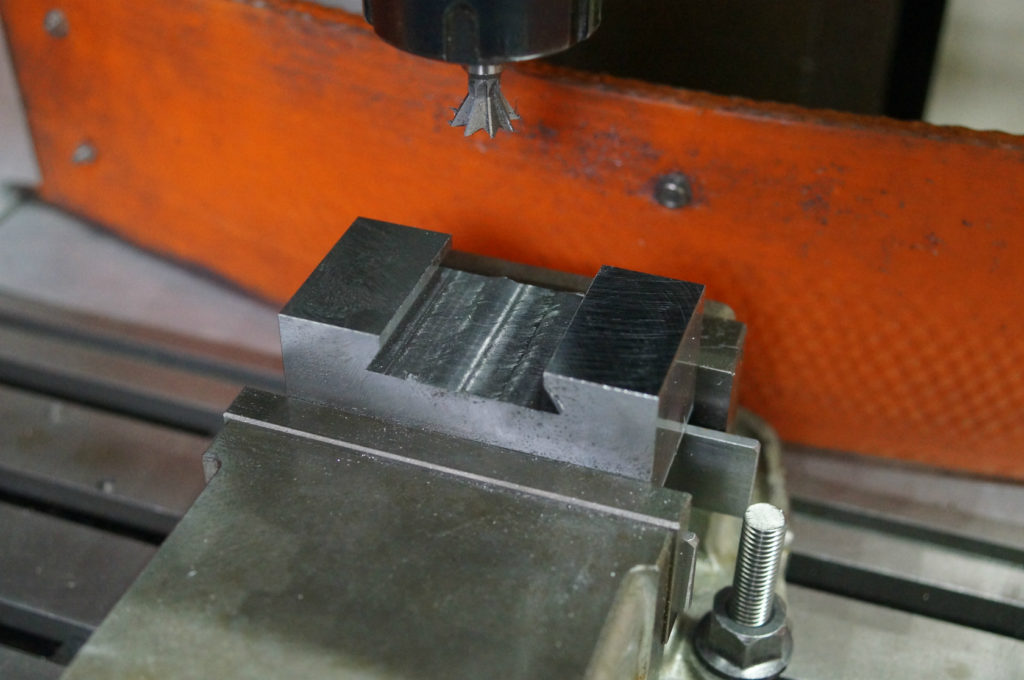
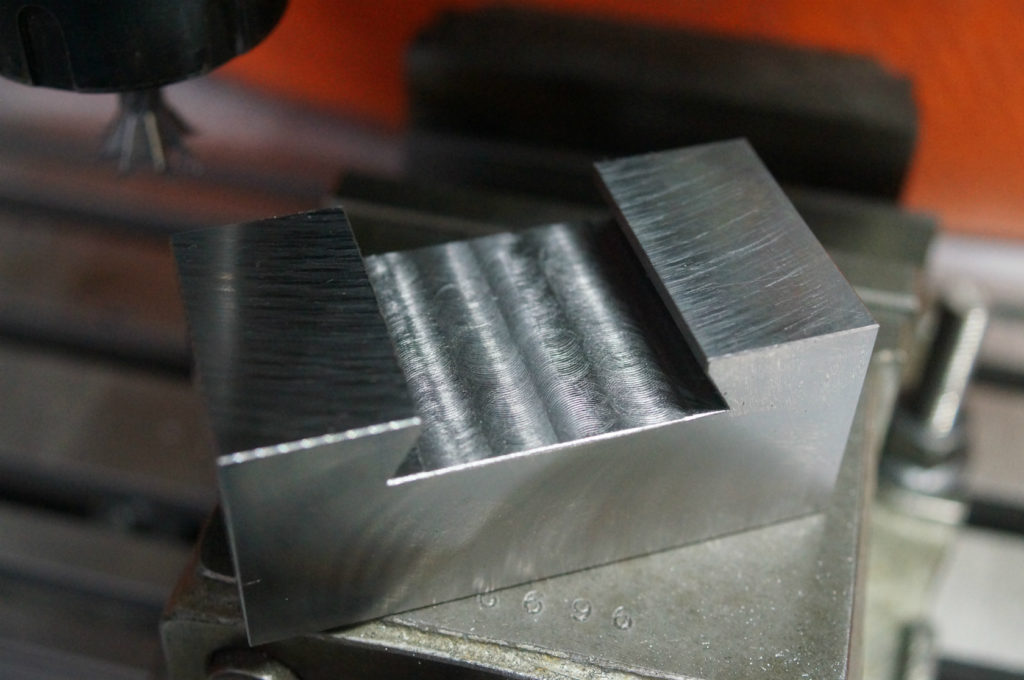
溝切削には超硬のエンドミルΦ10mmを使用します。

切削油を時々、筆で付けて切削します。付けた時は煙が出ます。やはりドライ加工では高熱になっているのでしょか?

溝切削終了!!ほぼドライ切削で削りました。エンドミルの刃はやはり磨耗、欠損が出てしまいました。やはり鉄、ステンレスはクーラント(切削油)噴霧が必要な感じがします。

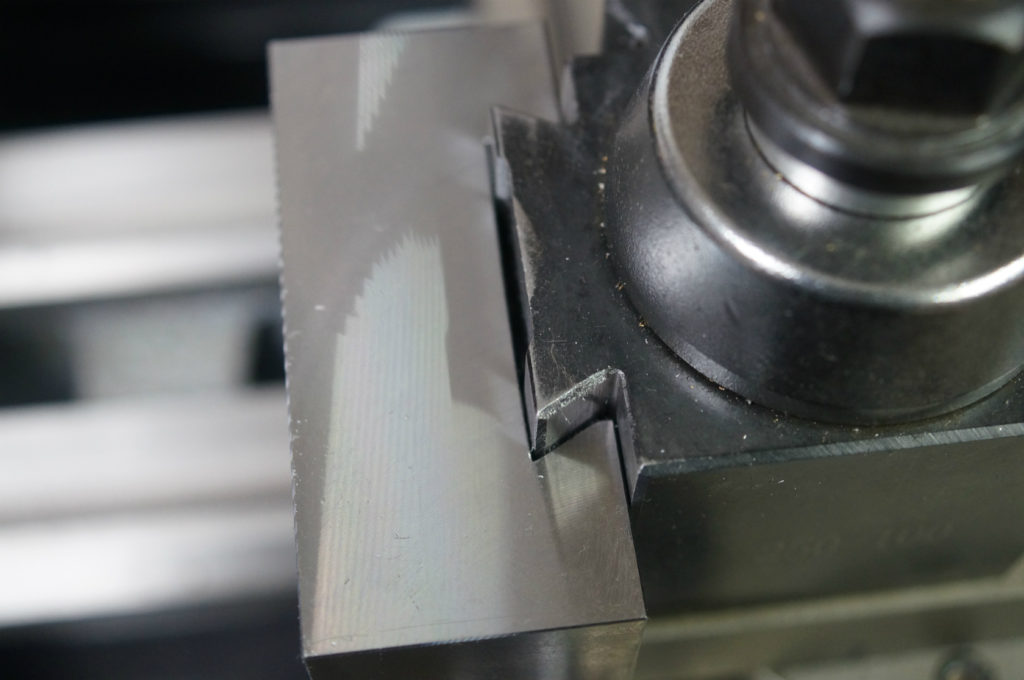
続きましてアリ溝加工です。

今回はCNC加工で行いました。
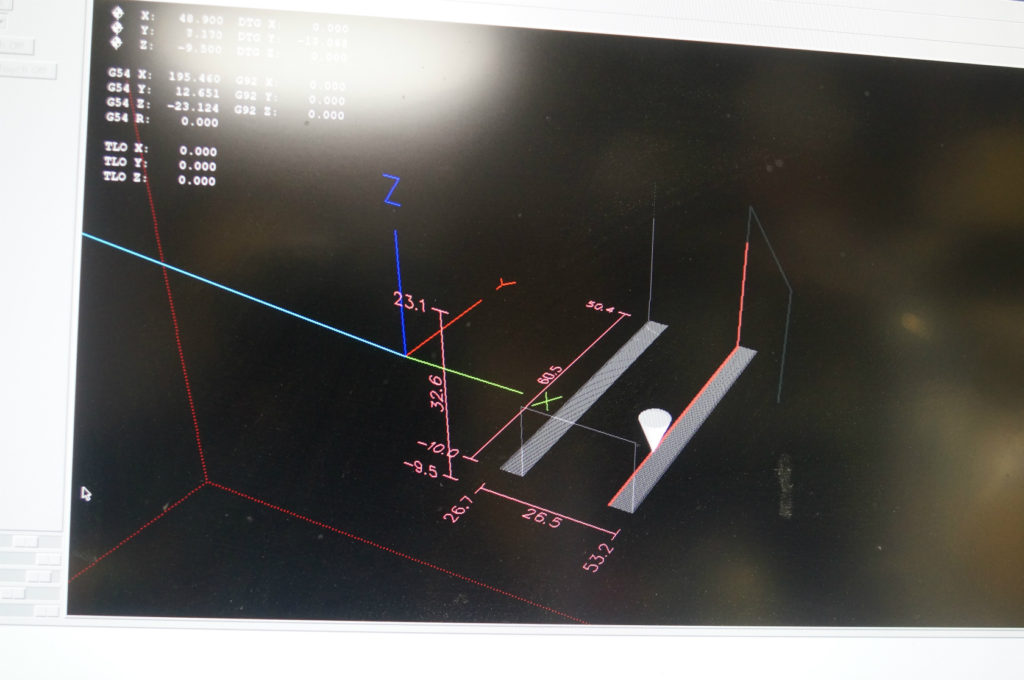
LinuxCNC制御画面
時短の為、アップカット&ダウンカット両刀使いです。振動はかなり出てしまいましたが機械( 「PSF550-VDR」 )の剛性不足の為、致し方ありません。
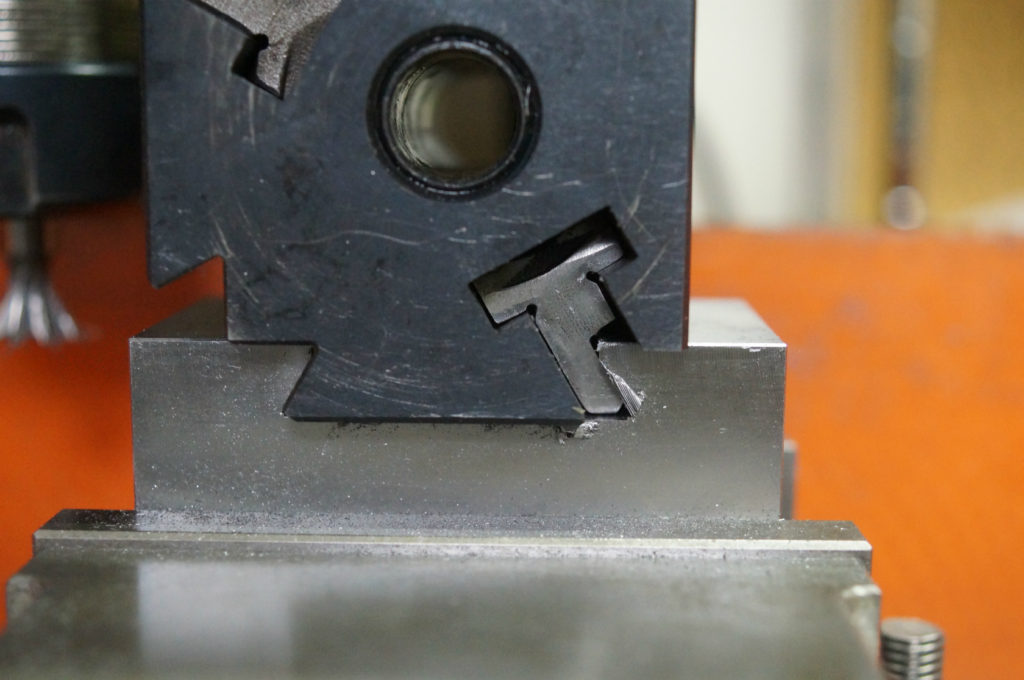
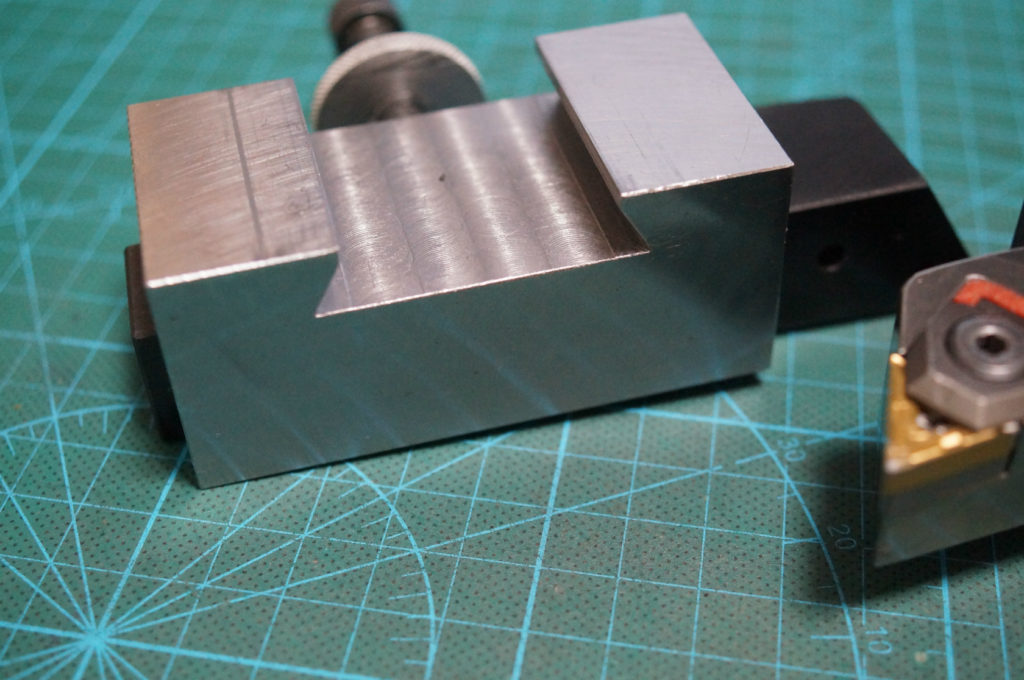
バイスにセットしたまま嵌め合いを確認します。CNC加工で一発仕上がり(入らない)とはならず、手動で修正削りをしました。
手動で削りながら微調整するのですが、あまり削りすぎるとガバガバの失敗作になってしまいます。慎重に切削を行います。
「250-100」での嵌め合い状態。
ロックが確実に出来ることを確認してから次の作業に進みます。ここまでの加工が初心者的には難関でアリ溝加工さえ上手く行けば後は簡単な加工なので失敗の可能性は低くなります。

20mm角のバイトを掴めるように溝を削ります。

なんとかドライ加工で出来ました。

アルミよりも条件を落として穴開けしました。

CNC加工です。

最後はM8タップをして終了~~!!
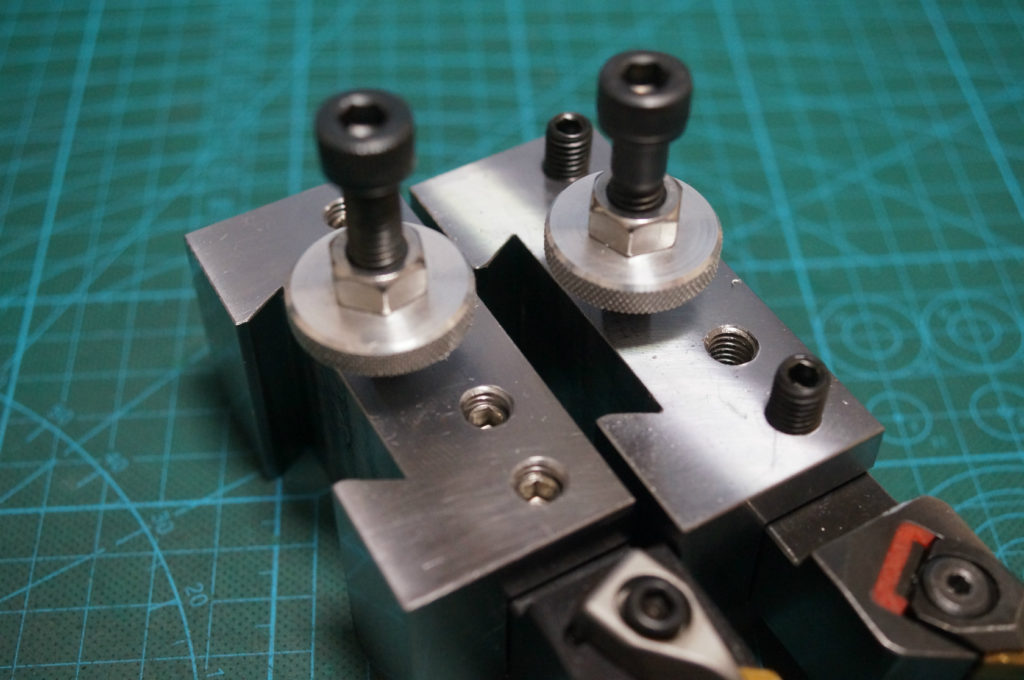
仕上げ~完成!
2個同時に作りました。仕上げはダイヤモンドヤスリで面取りします。

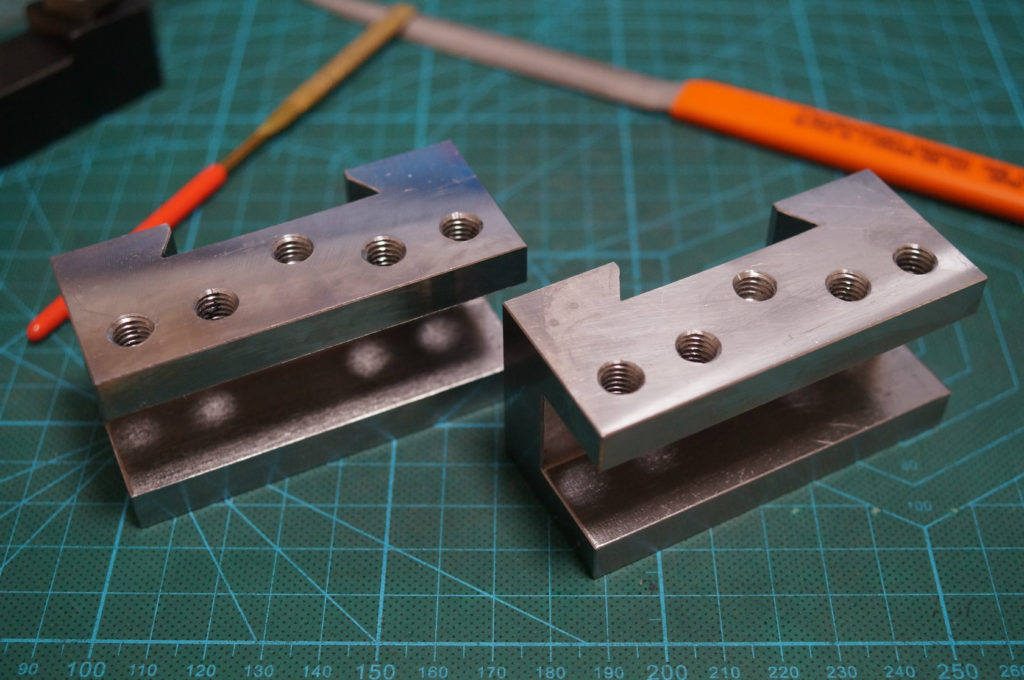
おそらくこのままだと錆びるので黒染めスプレーか本格的な黒染めにチャレンジするか思案中です。

M8のセットスクリューを用意して・・・

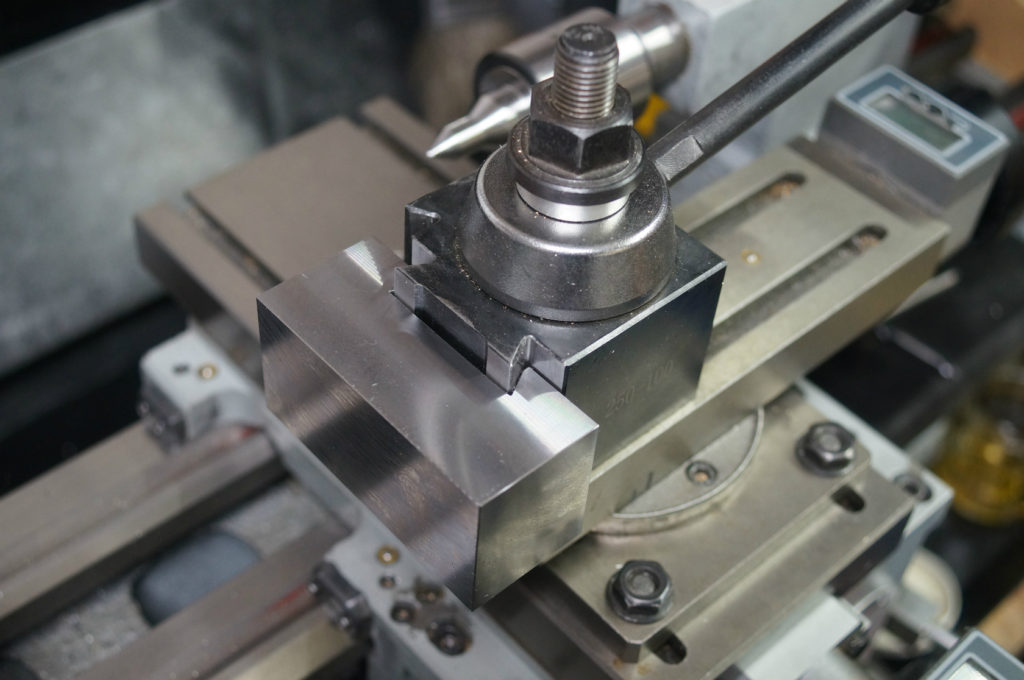
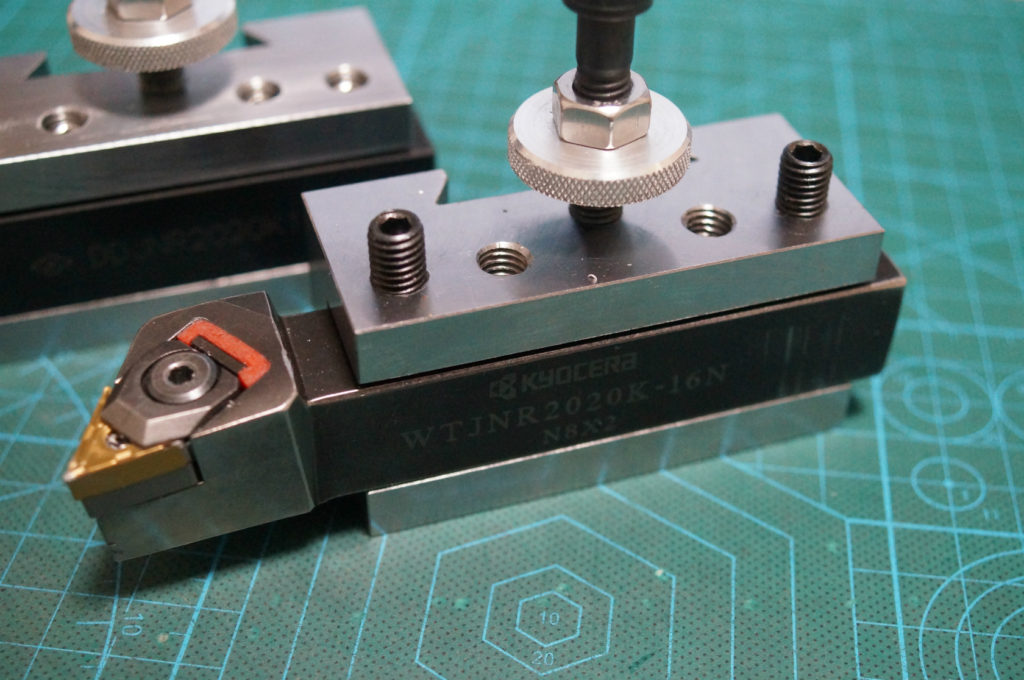
バイトを固定するとこんな感じです。
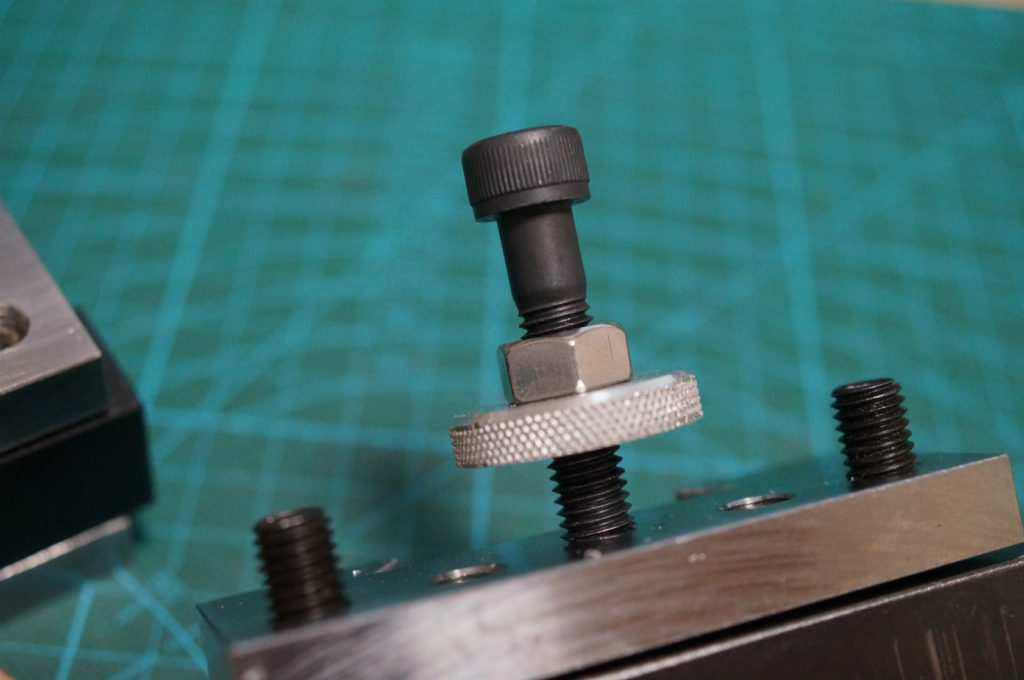
高さ調整の軸はアルミ試作で完成した物をそのまま流用。
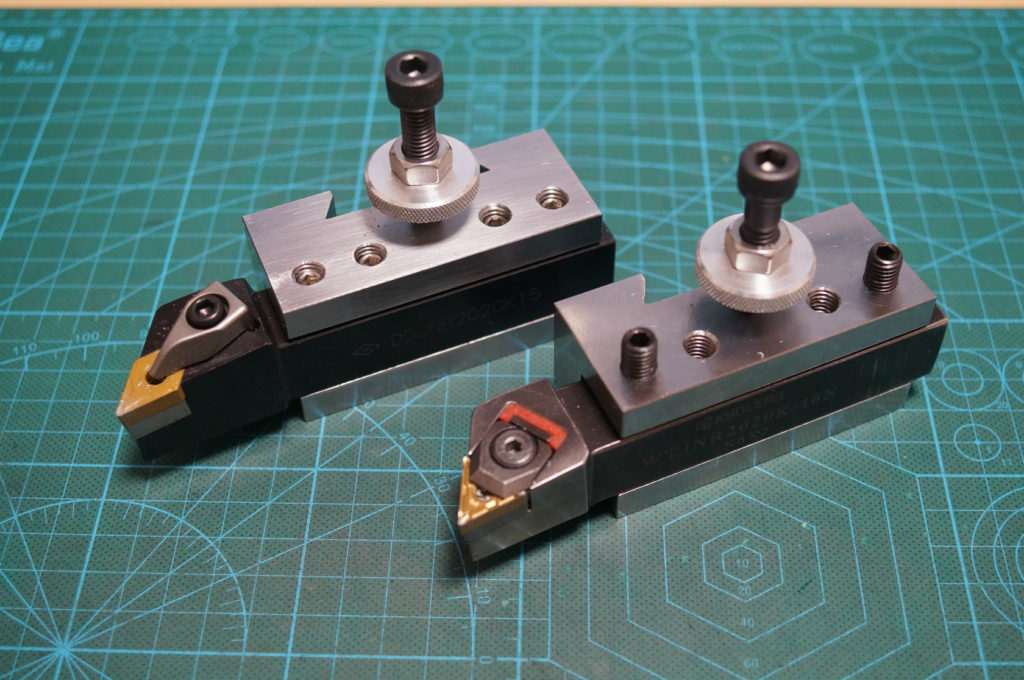
プロも使う国内メーカー等の20mmシャンクが使用できるようになりました。

完
Part2へ戻る
にほんブログ村


コメント