

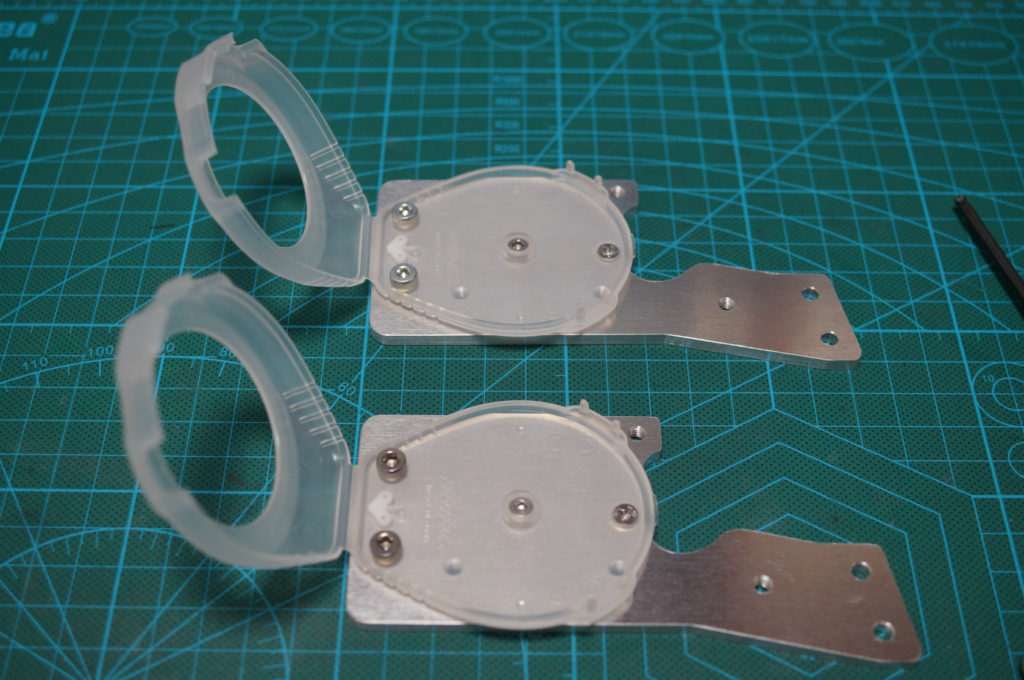
今回の記事は当方自作の編み込みホルダーとTACKLE in JAPAN(タックルインジャパン) アユプロ・ノットマスター用に製作した仕掛け巻きユニットに回転カウンターを取り付けました。いわゆる「ラインカウンター」なる物を製作しました。仕掛け巻きとスプールホルダによる水中糸等の長さ測定に便利です。巻き取り数がカウンターに表示されカウンターも1/10回転分解計測で微妙な長さの測定も可能です。今回の記事は試作から多少改良した物をご紹介致します。この記事はPart1とPart2の二部構成です。
製作工程概要
上記でも書いた通り仕掛け巻きとスプールホルダによる水中糸等の長さ測定を手助けする改造です。当方がユニット化に成功した仕掛け巻きのがまかつ(GM-1898)とダイワ(鮎匠 AS50N 回転巻R)の仕掛け巻きに取り付けて見ました。この2種類の仕掛け巻きは軸がありちょうスプールにキー(溝)があるので比較的簡単に出来ました。
このダイワの仕掛け巻き(スプール)は基本的に引っ掛け(キー)になるような形には作られていないと思います。スプールを無改造で使用することがコンセプトなのでこの部分だけはチョット難ありでした。色々と考えてスプールにある溝を利用しステンレスの丸棒で引っ掛ける事にしました。溝も約0.8mm程度しかないので細かい作業になりました。このダイワ鮎匠 AS50N 回転巻Rカウンターの製作の肝になる部分でオリジナリティが出せた部分です。
各仕掛け巻きユニットに関してはがまかつ、ダイワ、シマノと前出記事で加工方法は書いたので参照してください。
設計
設計図は以下の通りです。
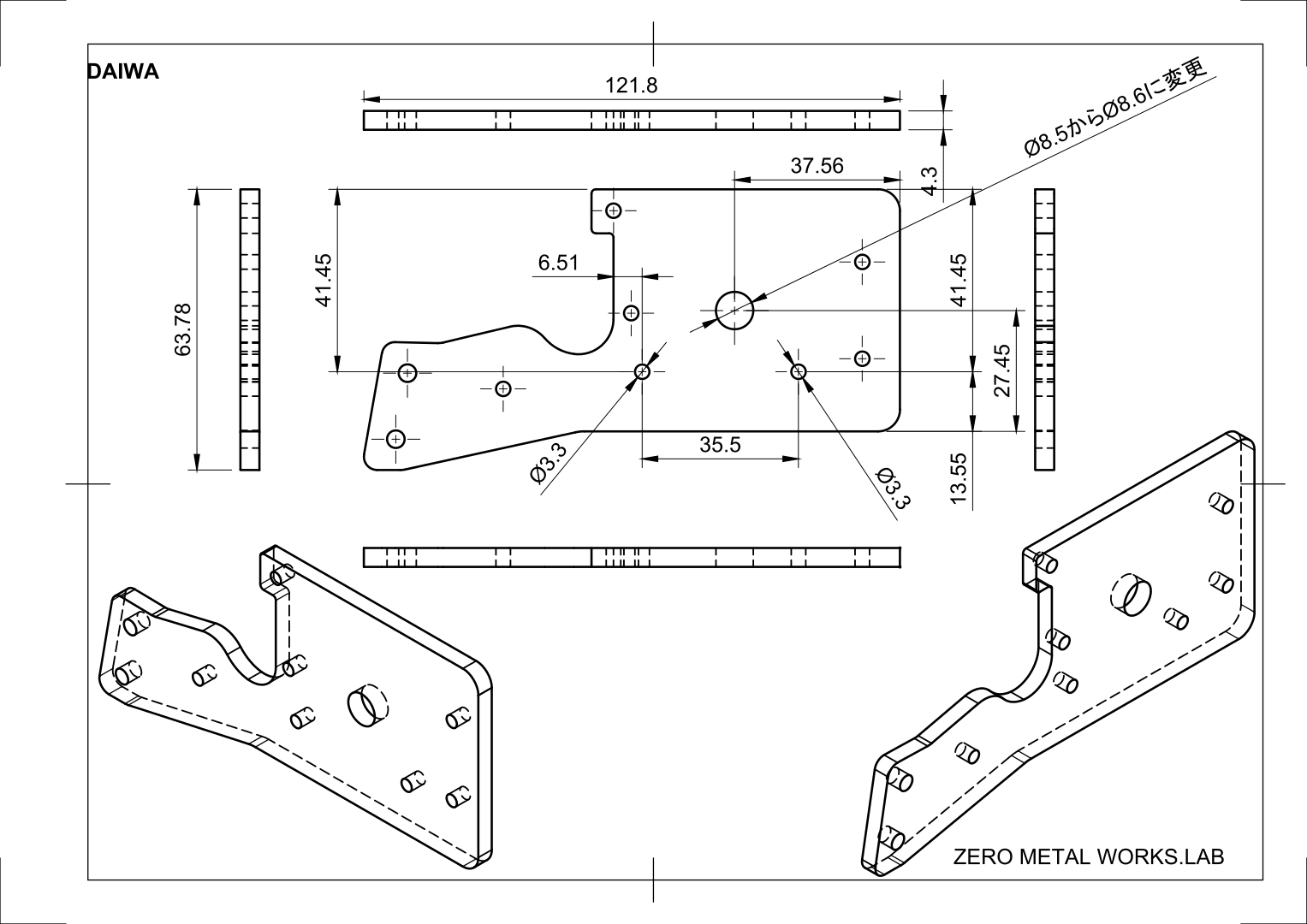

材料
材料となるアルミ板は主にA5052系でアルミ合金(UACJ製)。
- ・ユニットベース、カウンターベース 板厚4mm
- ・カウンターベース固定部品 板厚6mm
- ・POM樹脂丸棒 Φ10mm
カットしたものを2枚重ねて作ります。
仕掛け巻きユニットベース製作
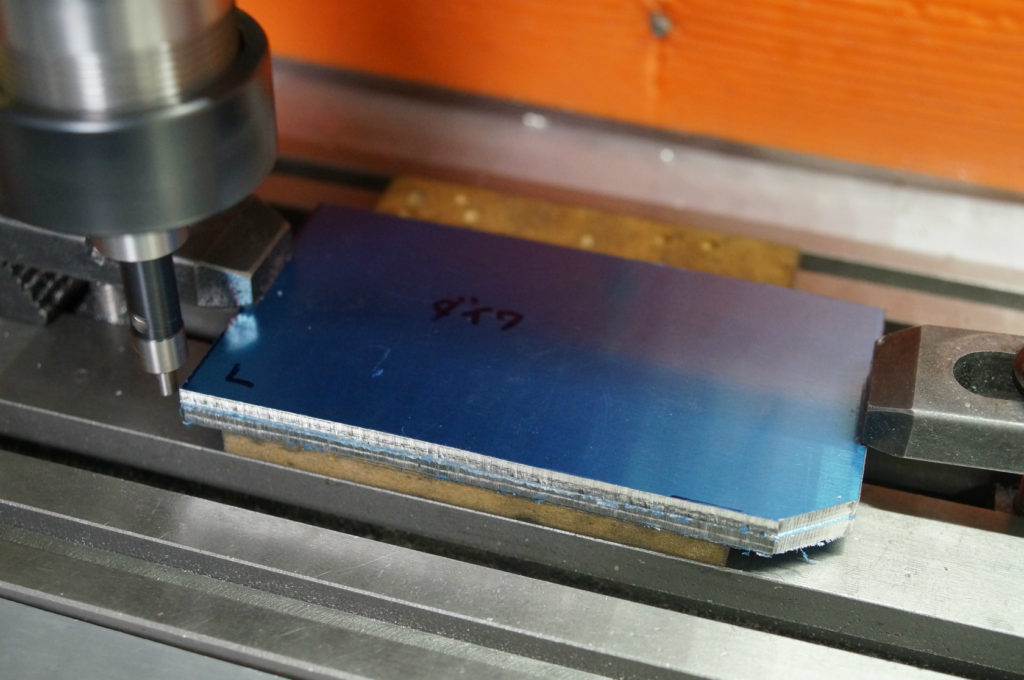
設計図の通り、CNCフライスでベース板を製作します。製作工程は以前に書いた通りで特に変わった所はありません。<ダイワ Daiwa 鮎匠 AS50N 回転巻R仕様ユニット編>
2枚重ねて製作します。
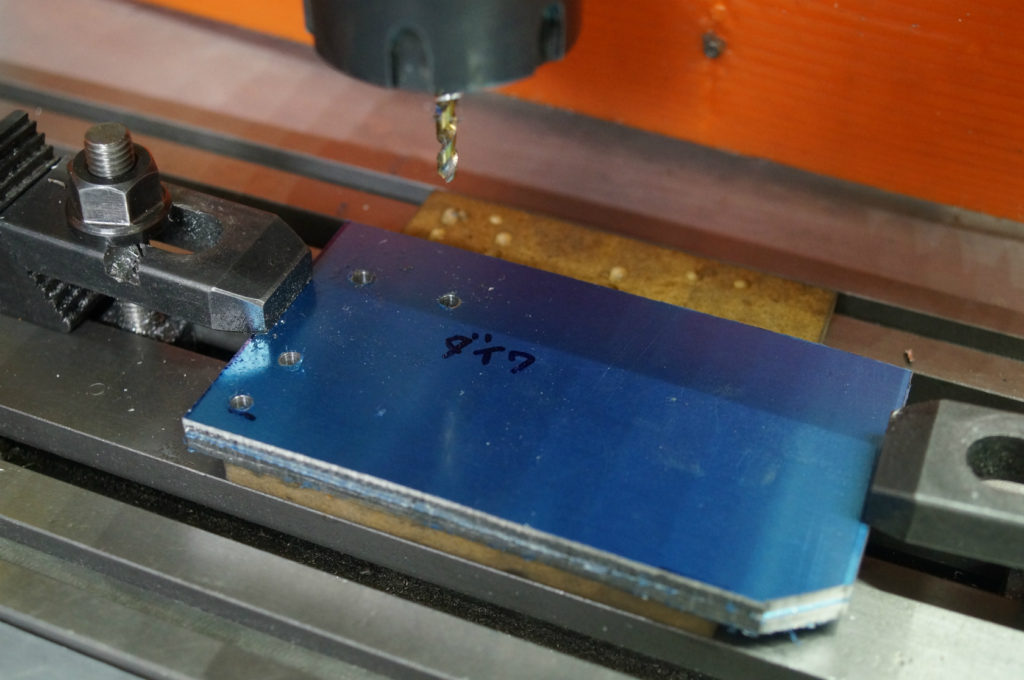
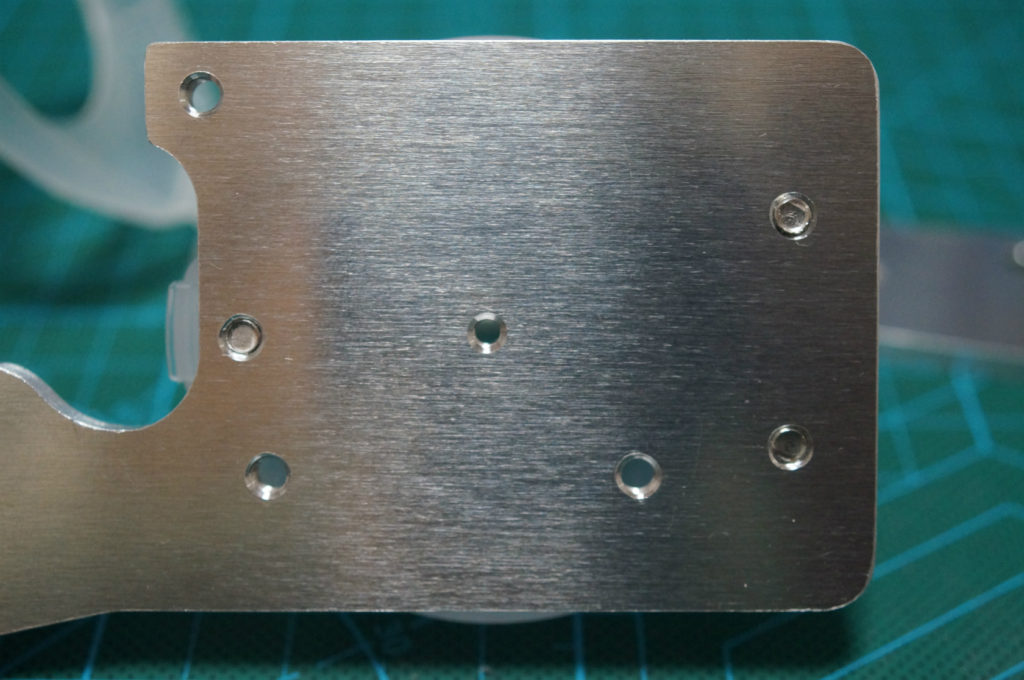
穴あけ終了。

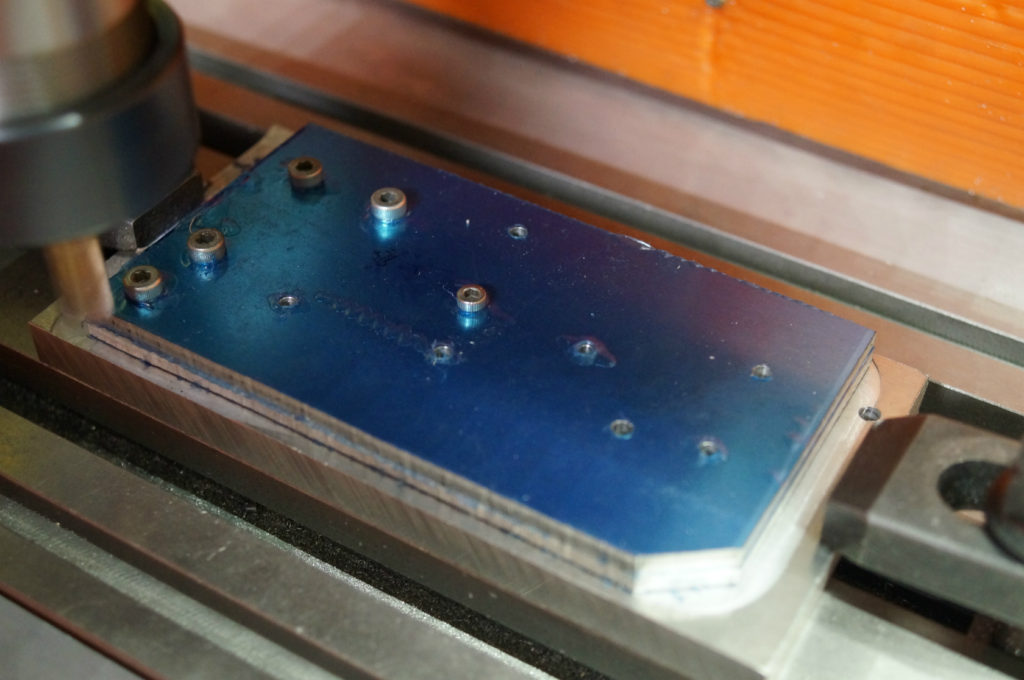
あらかじめ製作して置いた切削用固定ベースに取り付けて輪郭切削を致します。
カウンターベース製作
カウンターベースは前回記事に書いた「がまかつGM-1898編」と同じ物を使用します。
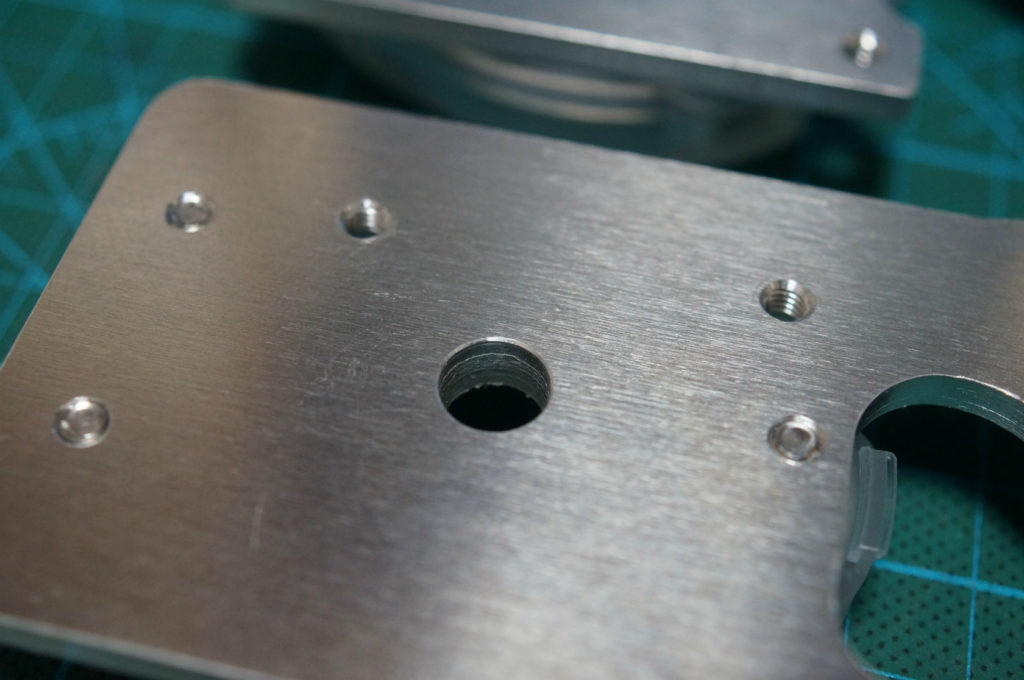
スプールホルダーユニット(ダイワ鮎匠 AS50N 回転巻R)製作工程

上記写真は、ねじ切り、面取り等が終わった状態です。
「がまかつGM-1898」編と同様に通常の手順で組み立てたします。
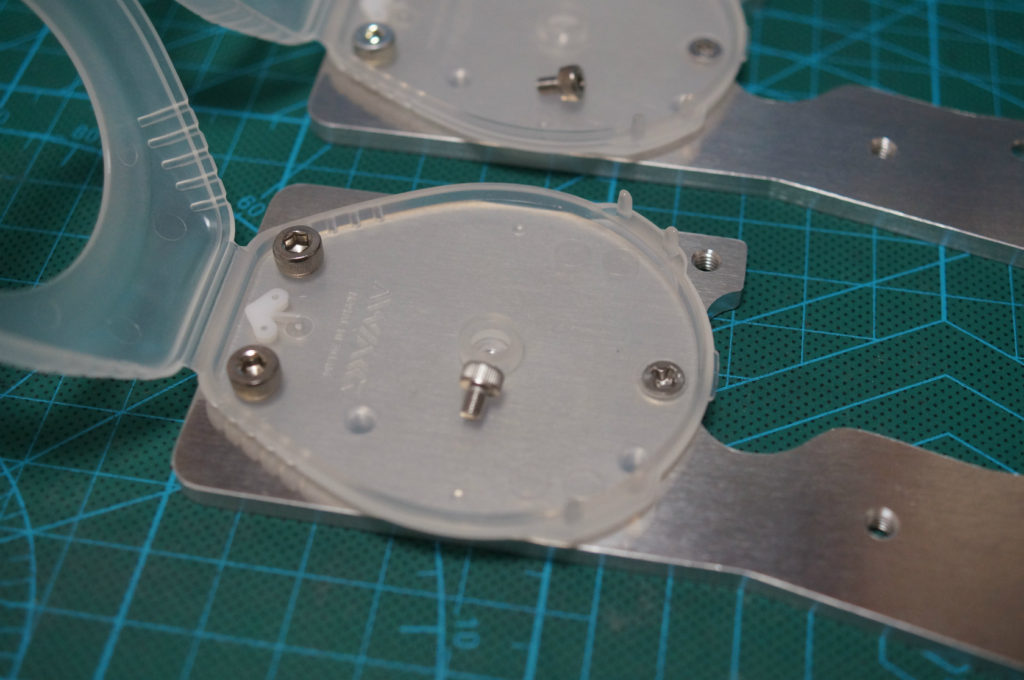
通常の組立てが終わったら、軸(中心)のM3ボルトを外します。
センターがバッチリ合っていることを確認します。
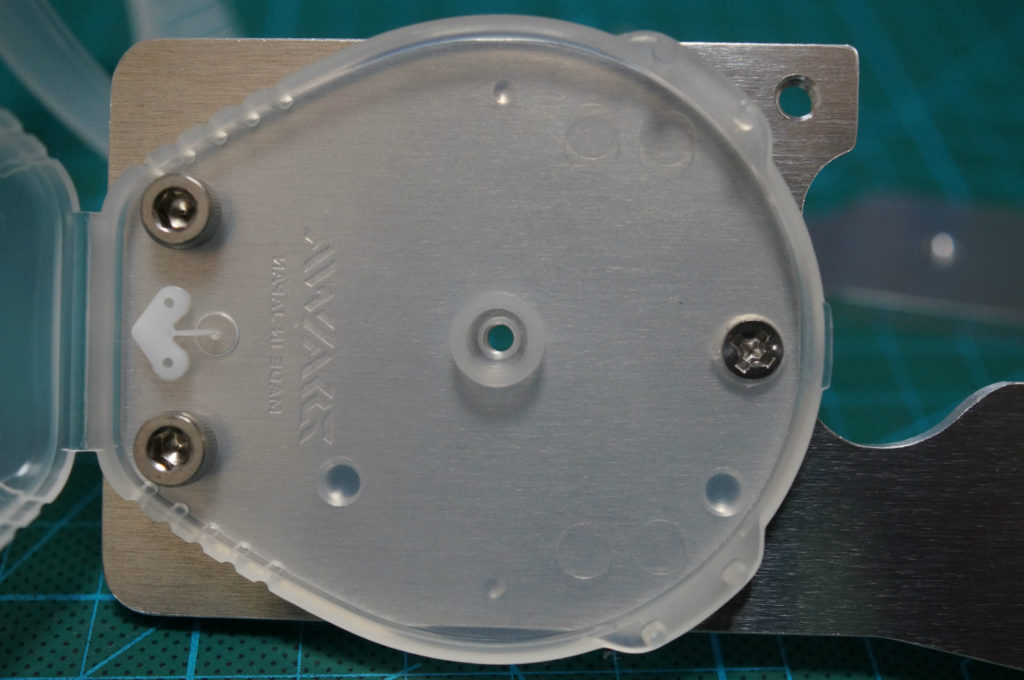
裏面はこんな感じ。
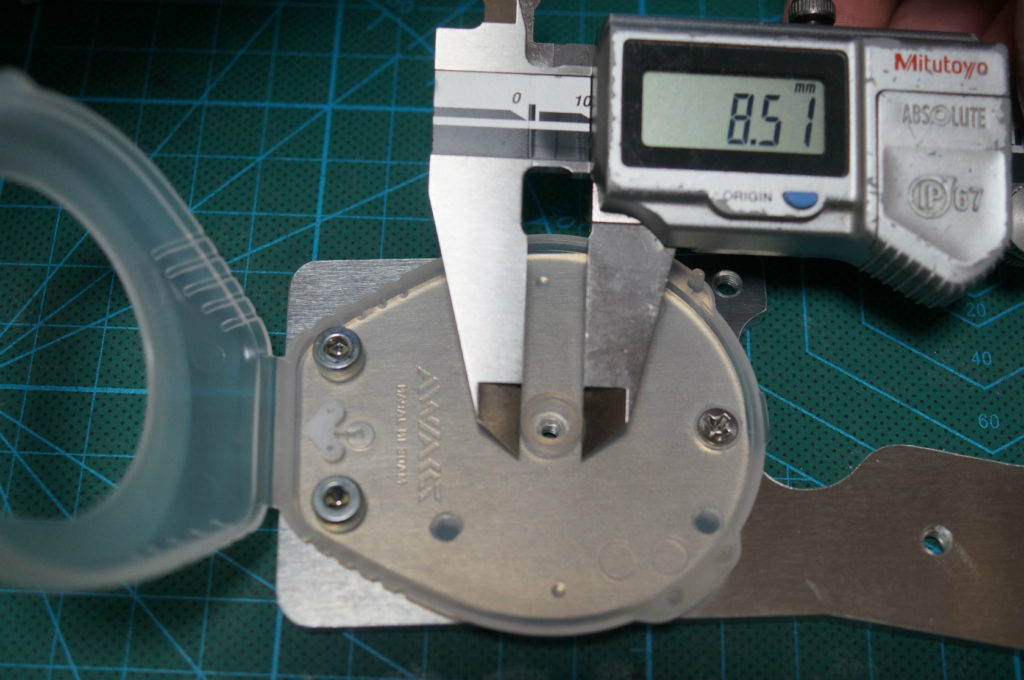
中心軸は約8.5mmです。この中心をドリルでくり貫きます。

ドリルの中心を仕掛け巻きケースの中心に正確に合わせなければなりません。その為にセンター合わせのジグを真鍮丸棒を使い旋盤で作りました。
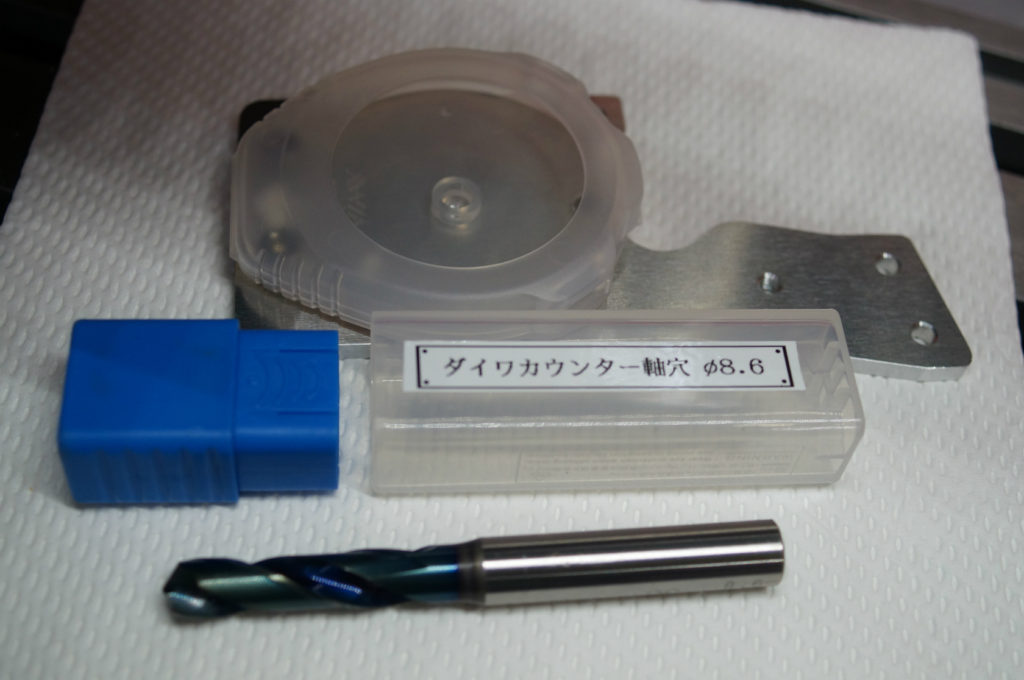
OSG製Φ8.6mmのドリルで軸穴を開けます。

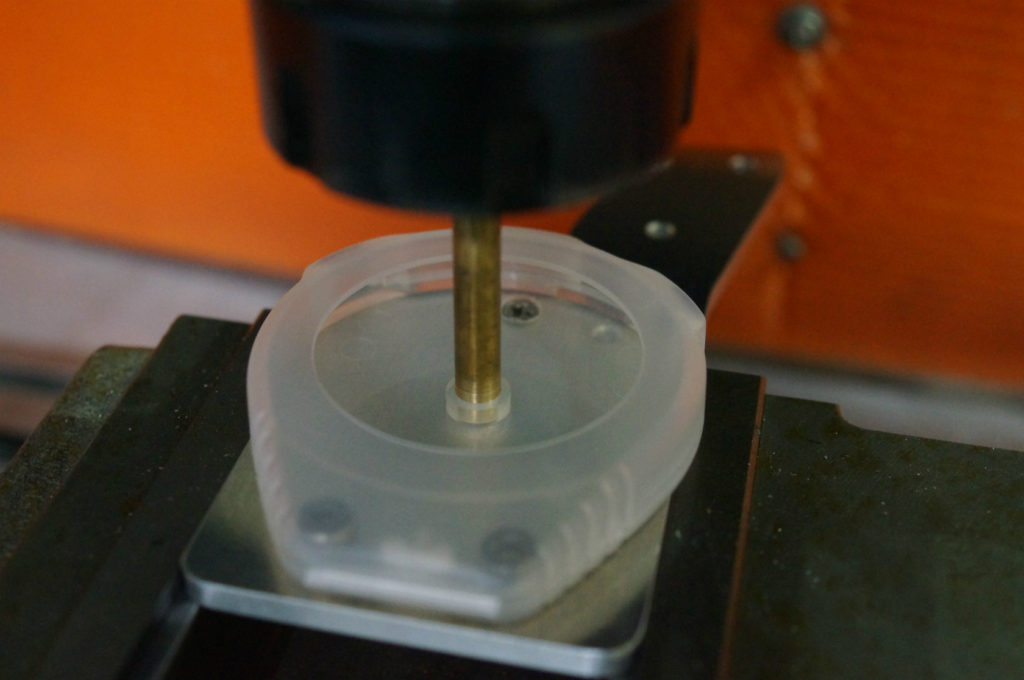
バイスで固定し、先ほど説明した自作の真鍮製のセンター合わせ棒でセンターを出します。

センターが出たらX,Y軸は動かさないでドリルをセットします。

アルミ板が貫通するまでドリルで穴を開けます。
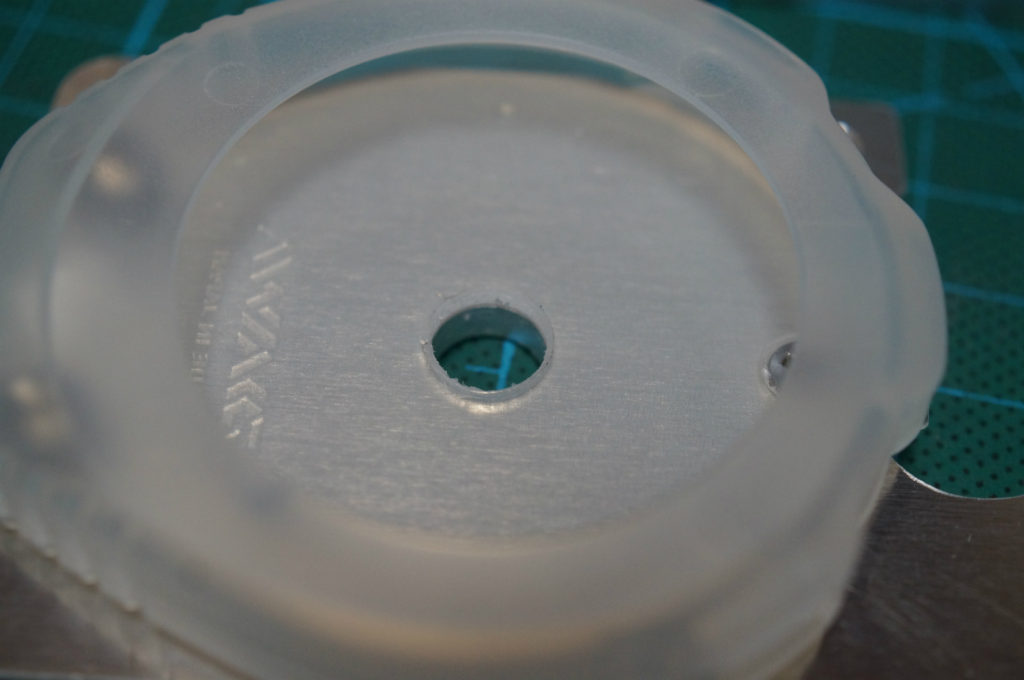
仕掛け巻きケースとベースのアルミ板がピッタリと合った穴が開きました。
裏面からはこんな感じ。
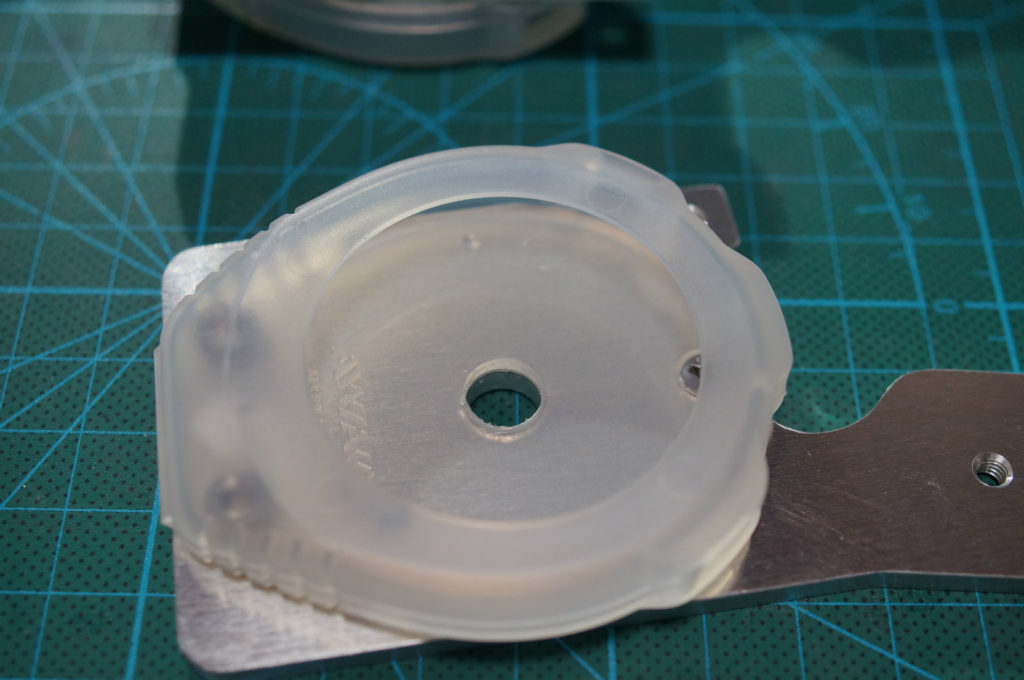
これで仕掛け巻きケースの取り付けは終了です。

にほんブログ村


コメント