

過去の記事に書いた「はじめてのオリエンタルモーターαSTEPステッピングモーター!パルス入力編 設定備忘録」にもあるようにオリエンタルモーター製「ARM66AC-N10」を取り付けるモーター取付けプレートを製作しました。現在使用中の中華ステッピングモーターはタイミングベルト&プーリーでの減速仕様になっていますが、今回取り付けるモーターは1:10の減速機が付いているPNギヤードですのでカップリングでボールねじに直結します。テーブル横がモーター取り付けで長くなる為、可動範囲の確認が必要ですが問題ないので製作しました。作業記録です。
設計
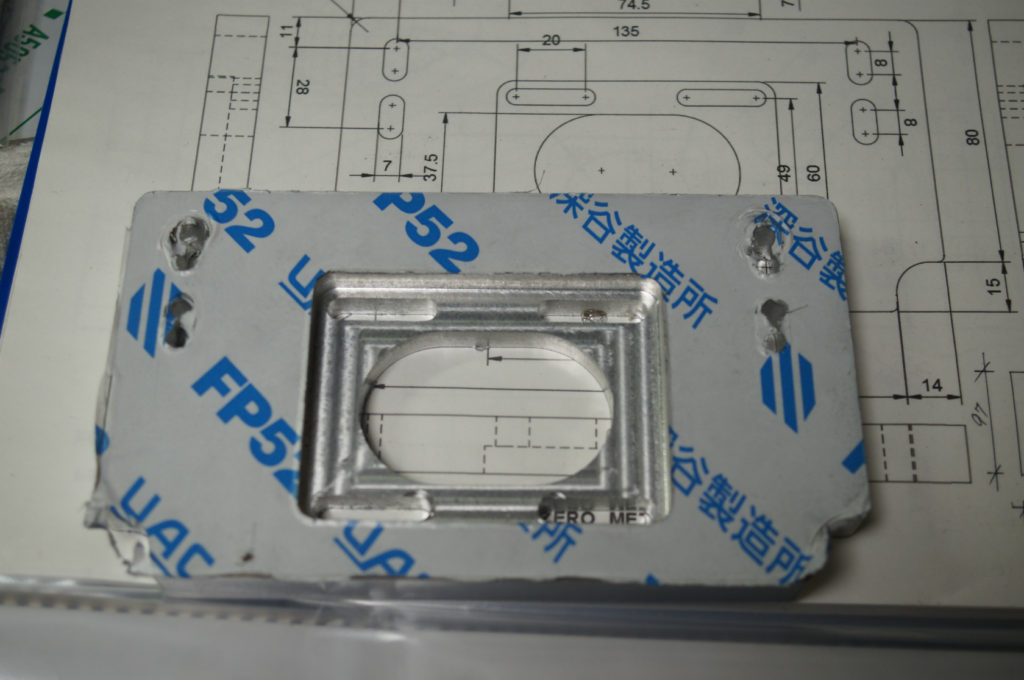
設計は以下のような感じです。
難しい加工は有りません。初心者でも段取りをしっかりやれば失敗はないでしょう。
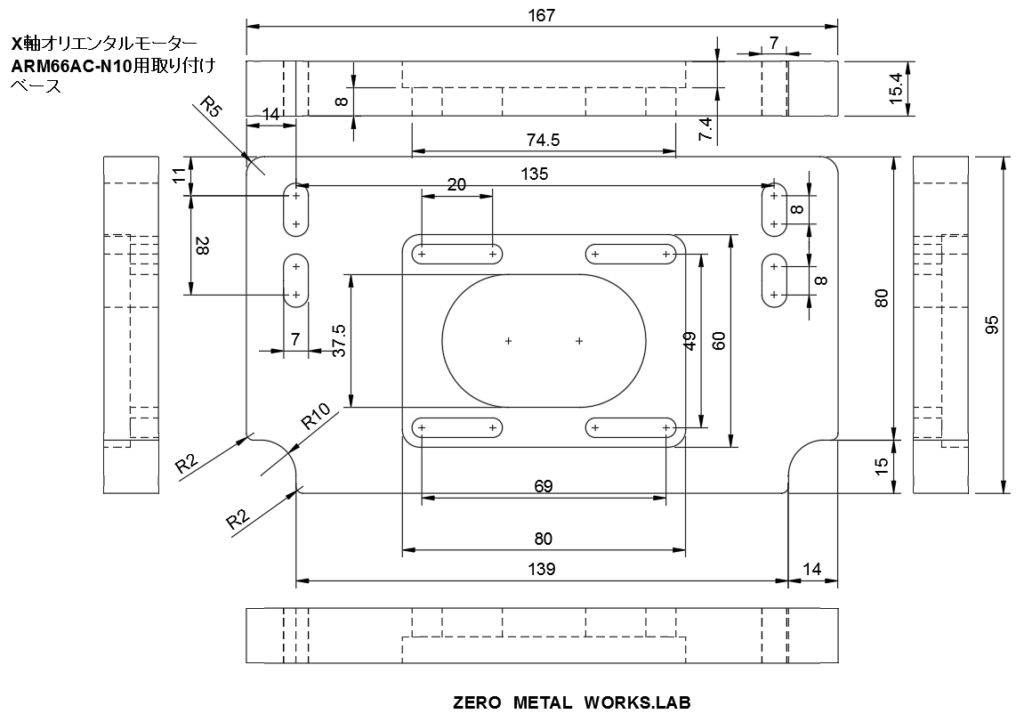
前回に製作したX軸ボールねじサポートプレート(固定側)から出たボールねじの軸をカップリングで直結する仕様です。その為、軸中心を微調整する必要があるので、モータは左右に調整できるようにしました。上下の調整も六角支柱取付け穴を長穴にして調整できるようにしてあります。
X軸オリエンタルモーターARM66AC-N10用取り付けベース作製 切削加工編
材料はアルミ厚15mmでUACJ製FP52を使いました。
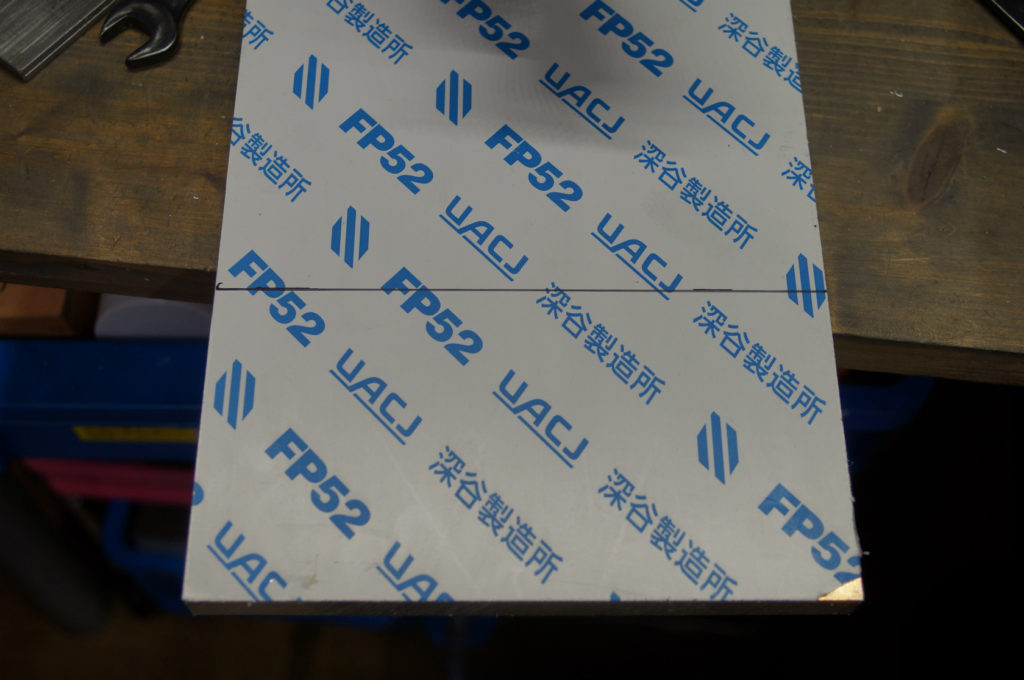
特徴として極めて高い平坦度 板厚公差(15mm厚だと±0.08)の精度がある材料です。

ある程度の大きさにカットしてクランプで固定します。

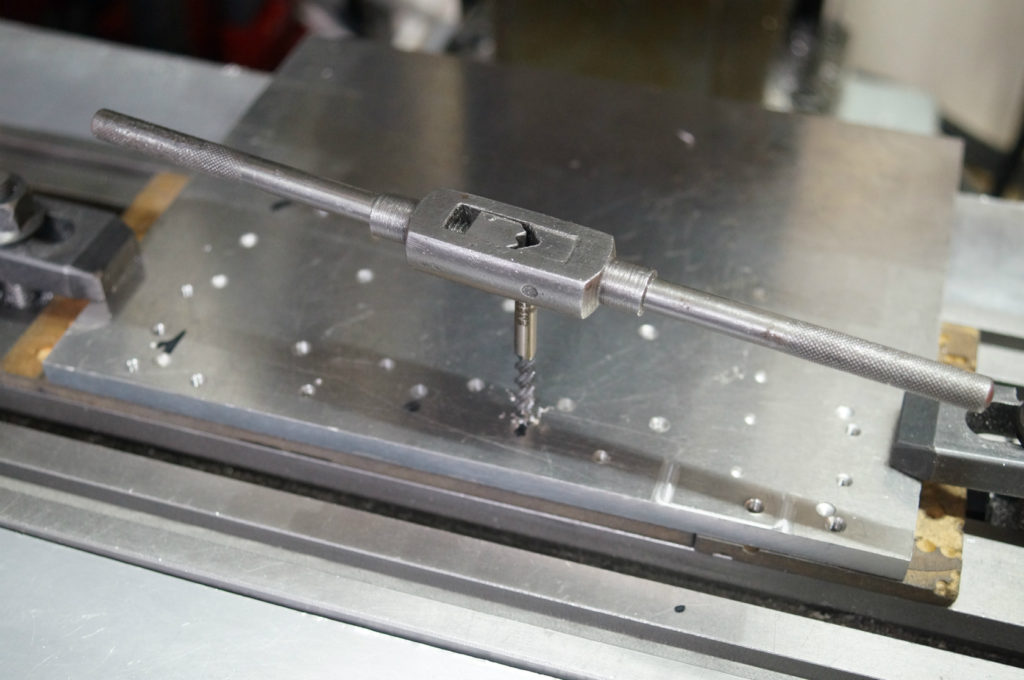
それでは加工に入ります。先ずはΦ5.0mmの穴をいっぱい開けますw

大体の形が見えてきます。

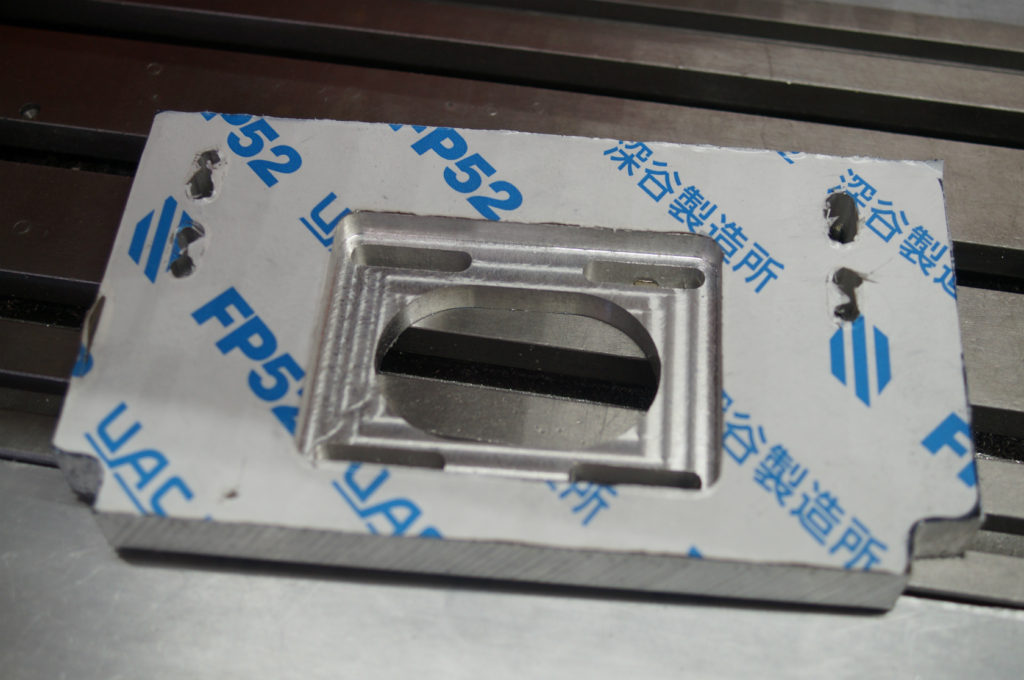
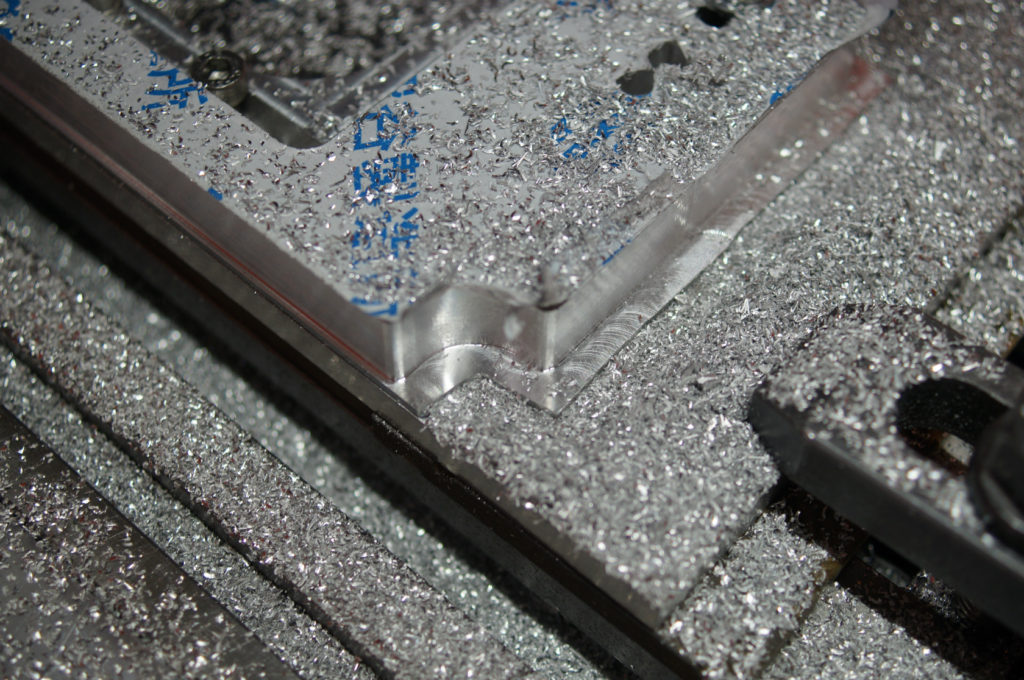
次にエンドミルΦ10mmを使用して中央のポケット穴を切削します。

綺麗に切削出来ました。

お次はモーターのフランジ取り付け部分を切削します。使用工具はエンドミルΦ6.0mm
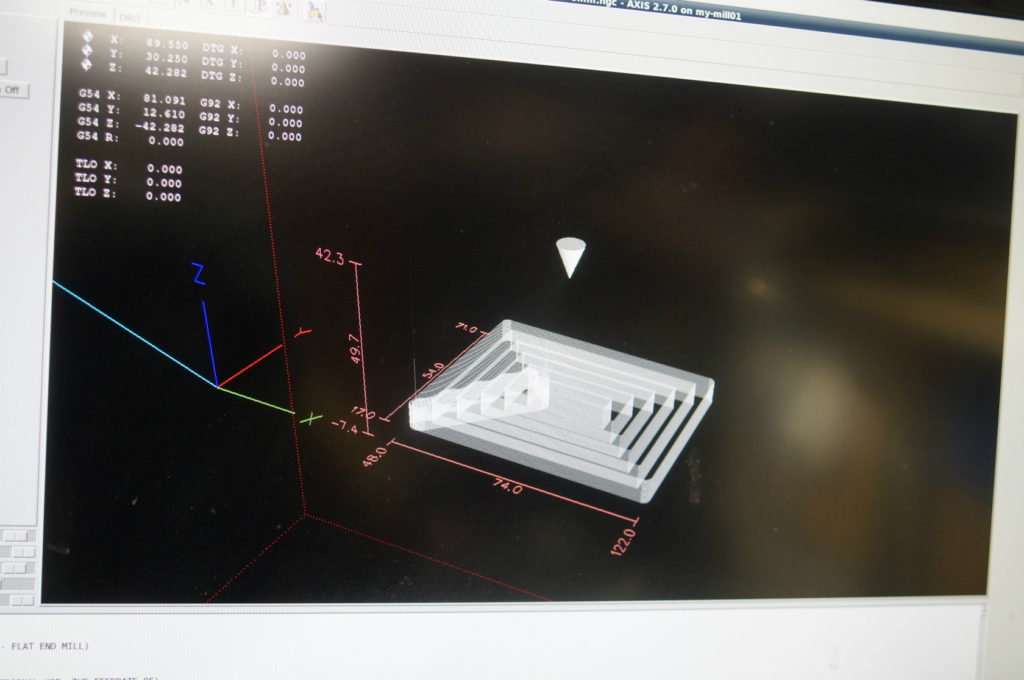
LinuxCNC制御画面。

四隅はR6になっています。

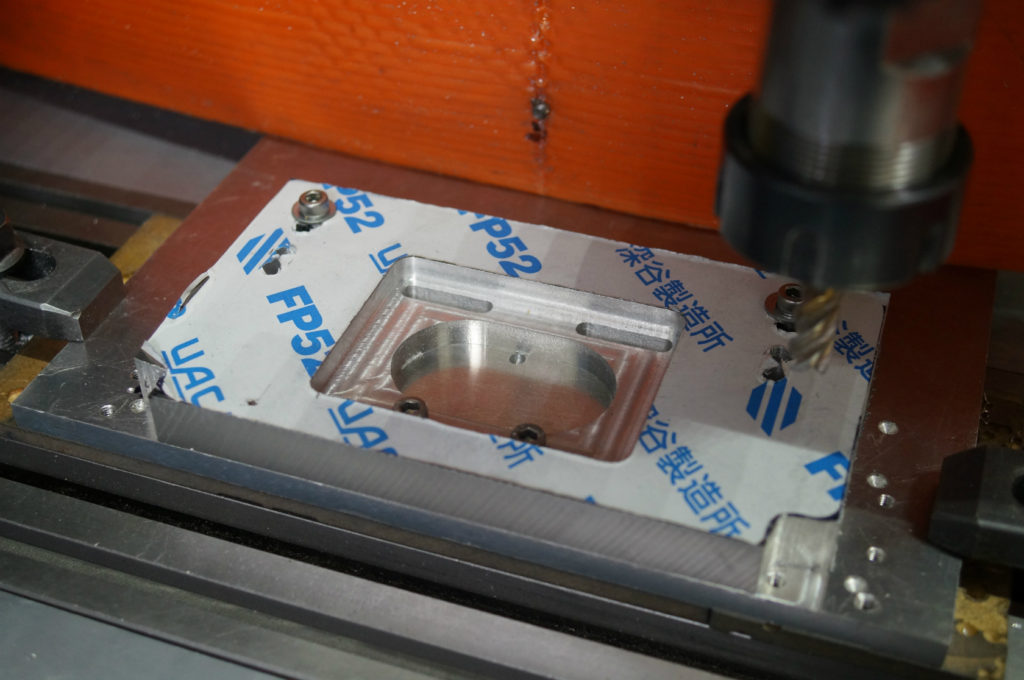
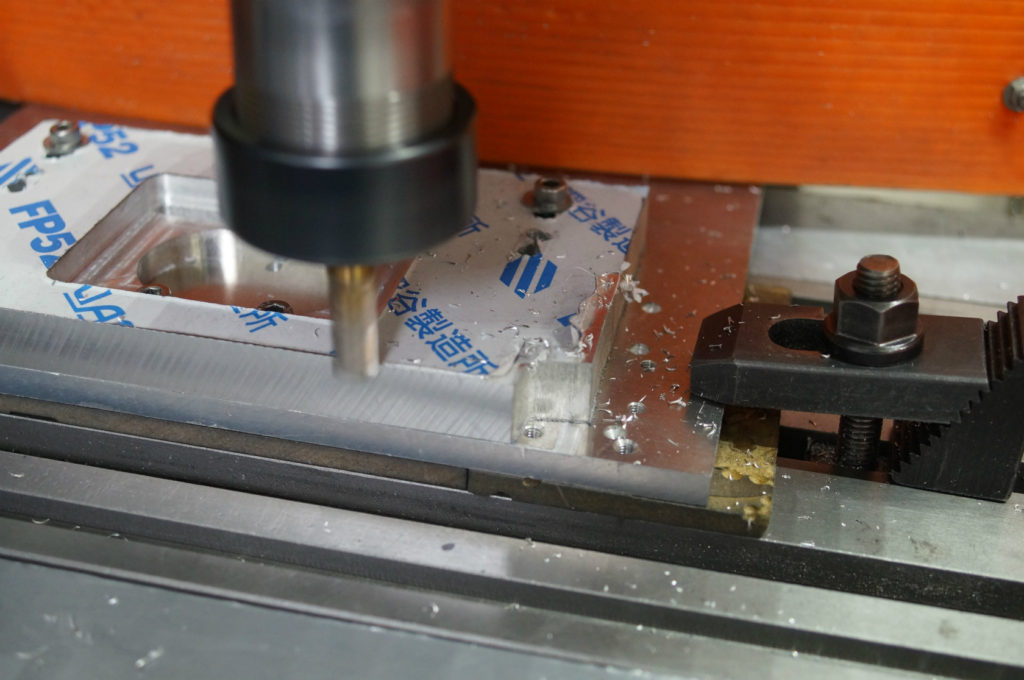
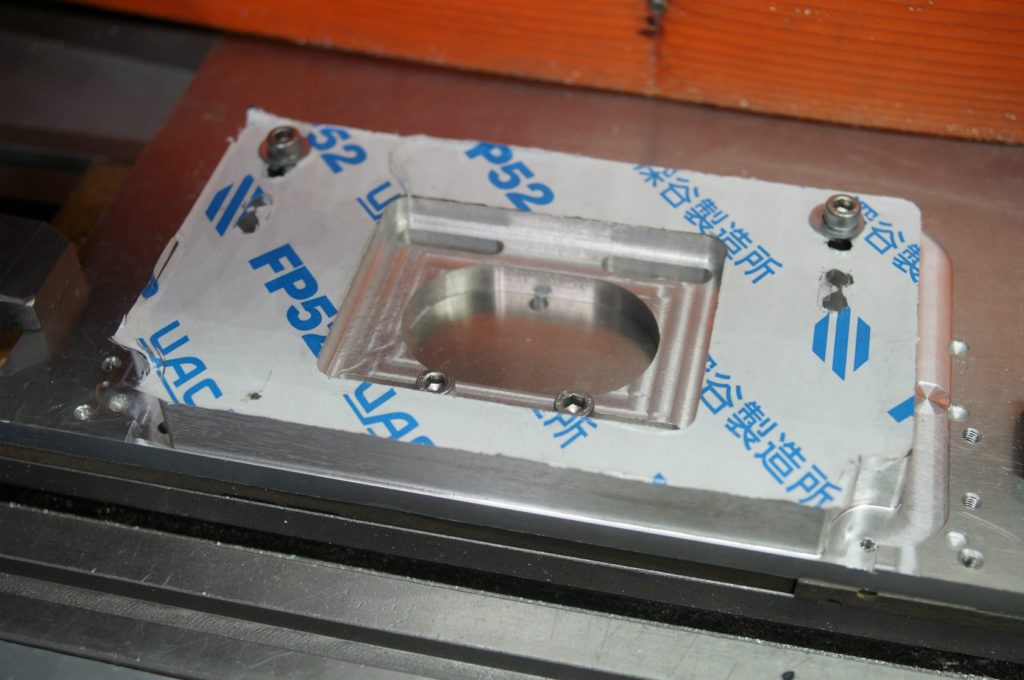
エンドミルΦ5.0mmで全ての穴を長穴にポケット切削します。
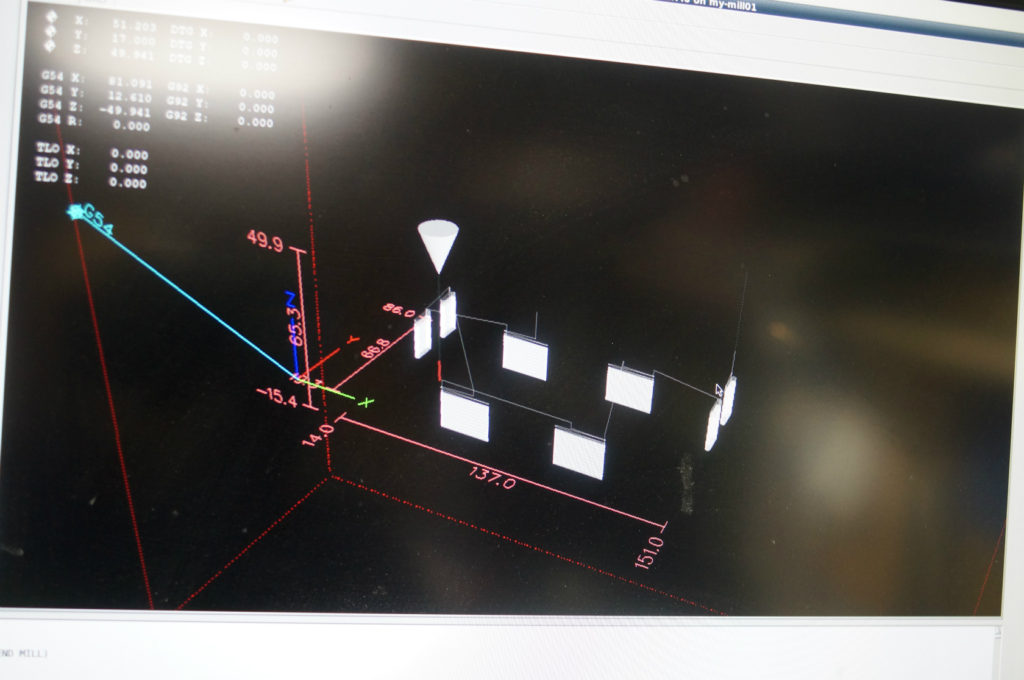
LinuxCNC制御画面。

8箇所切削します。

ここまでは良い感じです!

いつも通りCNCプログラムを使って輪郭をマッキーマジックでケガキます。

ライン通りに左下と右側をバンドソーでカットします。
大まかにカットしました。
輪郭切削用の固定ベースを作ります。
ボルト4箇所で固定。
輪郭切削はエンドミルΦ10mm

切り込み量0.25mmで小一時間程度掛かりました。
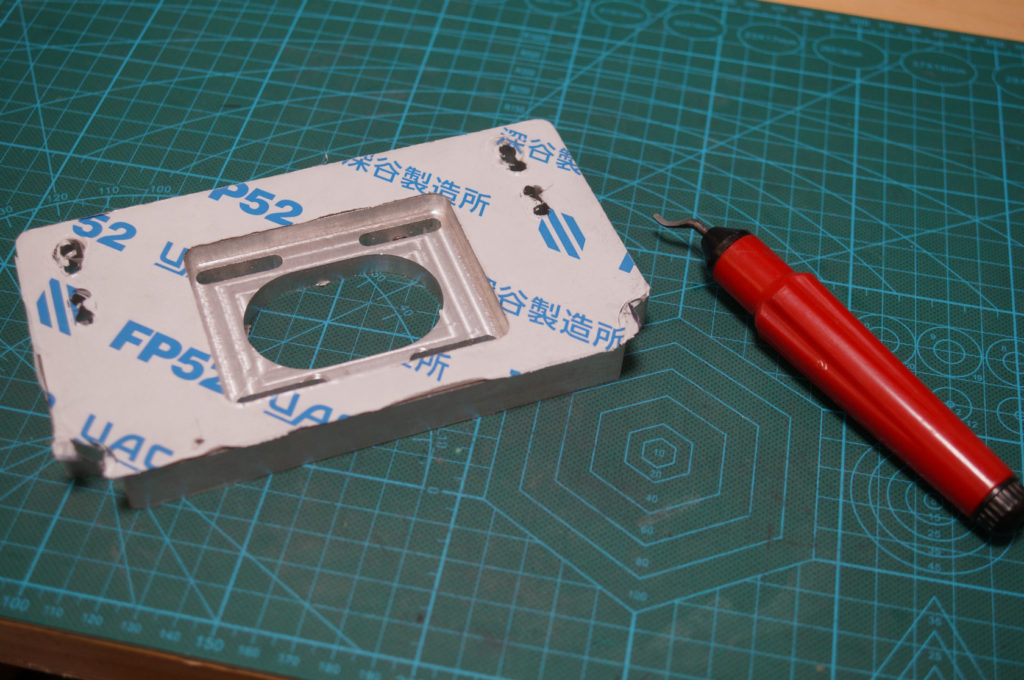
次は最終仕上げです。
Part2へ続く
にほんブログ村


コメント