

PSF-550VDR-自作CNCが不調になり以前から考えていた改造をしてみました。不調はZ軸に始まりそれを修理しているとY軸まで不調になり完全に使用出来なくなりました。当方のPSF-550VDR-自作CNCはCNC化されていますが金属加工初心者だった私が自分でCNC化した物ではなく業者に頼んで施工したCNC機械です。とてもベーシックな構成でCNCの勉強に大変役立ちました。施工価格はまぁまぁ良い価格でしたがCNCの学習がかなりショートカットされたので元は取れたと思います。加工スキルも近年、上がったのでオリジナル?のCNC改造にチャレンジしました。とは言え以前にX軸とY軸はボールねじに交換済です。ですがこれも新たに精度UPした物を取り付けます。この記事は改造記録です。Y軸→X軸→Z軸の順番で施工しました。
〈参考記事〉
・フライス盤「PSF550-VDR」CNC Y軸をTHKボールねじに交換! 交換作業記録 Part1
・PSF550-VDR CNCキット化計画&自作ベースの作製 Y軸編 Part1
PSF-550VDRの解体
はじめにすべてを解体します。
何度もバラシているのでこの辺は問題ありません。
主軸を初めて外しました。想像していたよりも重たいですwwしかし一人で持てない事もありません。人によります。

このカバーの中に主軸の制御基盤が収納されています。今回の改造で基盤を取り外し移動させるかはこの段階では未定でした。
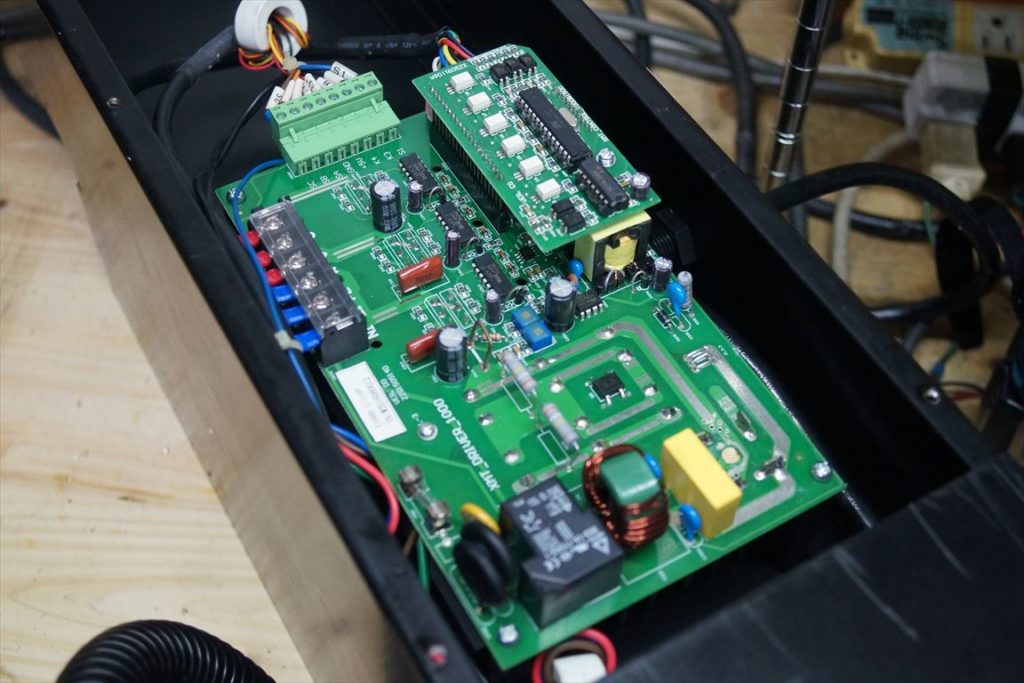
これが制御基盤です。場合によっては別の制御箱に移設予定です。ただ配線を外すのが面倒そうなので出来ればこのまま再利用したいところです。
主軸のサイドプレートです。意外とチープな作り?ですが強度的には問題ないのでしょう。

ここまで解体したらZ軸の支柱を取ります。
位置決めのピンが入っていますので、バールで少しづつ持ち上げます。小さいバールが使いやすいです。


外れました~。この支柱も一人で持てます。重いけど・・・

ベースの裏側はこんな感じです。バラさないとここまで見ることはなかなかありませんね。

各種部品を外してパーツクリーナーで洗浄しました。

久しぶりに主軸の中国製MT3シャンク ミーリングチャックを外そうと思いましたが引きネジを叩いても外れません!悩んだあげくに思いついたのが手持ちのモンキーレンチ。レンチのヘッドがいい感じのテーパー形状(楔)だったので差し込んでレンチを叩きました。これでなんとか外れてくれました。主軸部分にキズが少々、出来てしまいました。

叩いた引きネジ(M10)はネジ山が潰れてしまいました。これでも外れなかった・・・

ベースの重量は25kgでした。これも一人で持てますね。この機械はバラせば一人で運べる様になります。たぶんw
ベースの作製
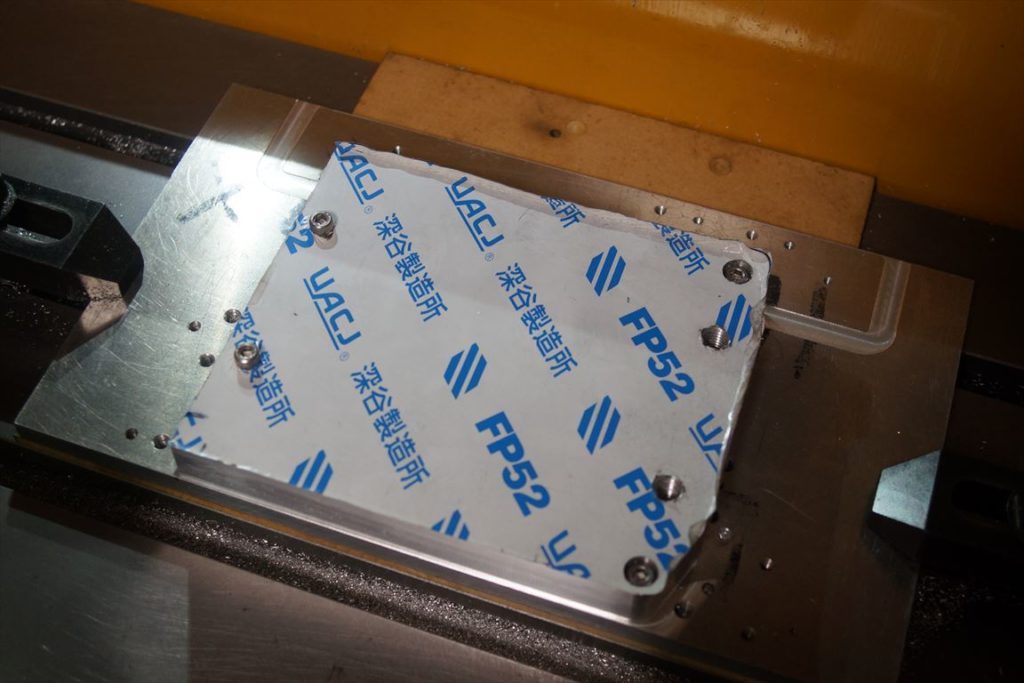
本体ベースを延長させるベース板を作製します。土台の土台です。

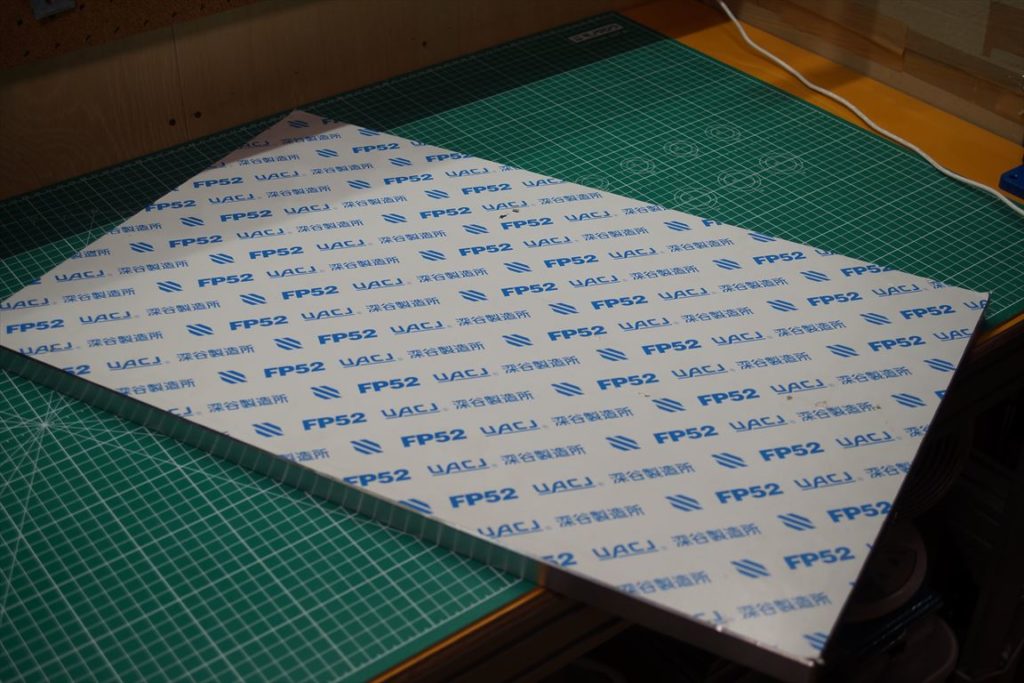
手持ちのt=20mmのUACJ製FP52を使用しました。平面精度が高いアルミ板です。

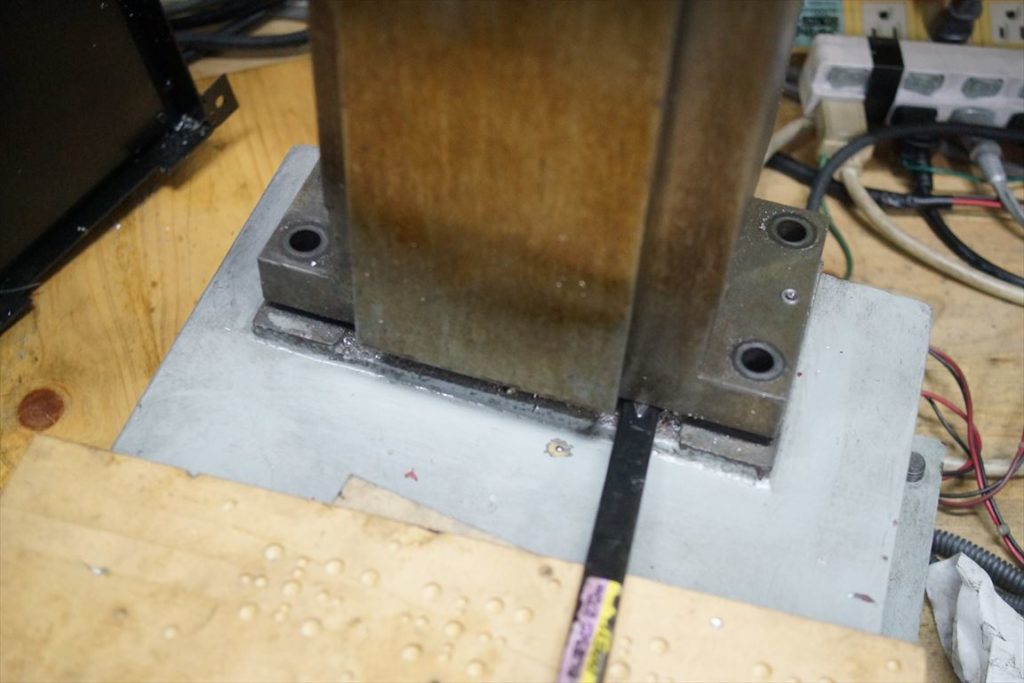
幅はちょうど良い感じだったのそのまま使用。縦は長いので「HOSEフライス盤CNC」を使ってエンドミルφ10mmで切削切断。
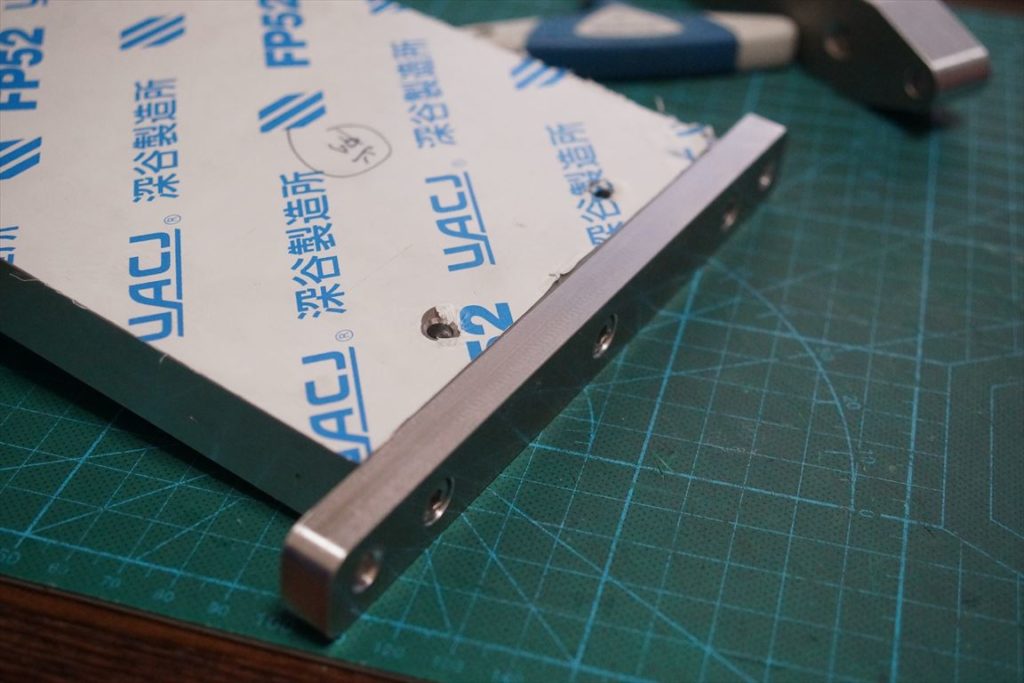
設計寸法に切り出して角はCNCで「5R」をつけました。
完成イメージを考え中・・・

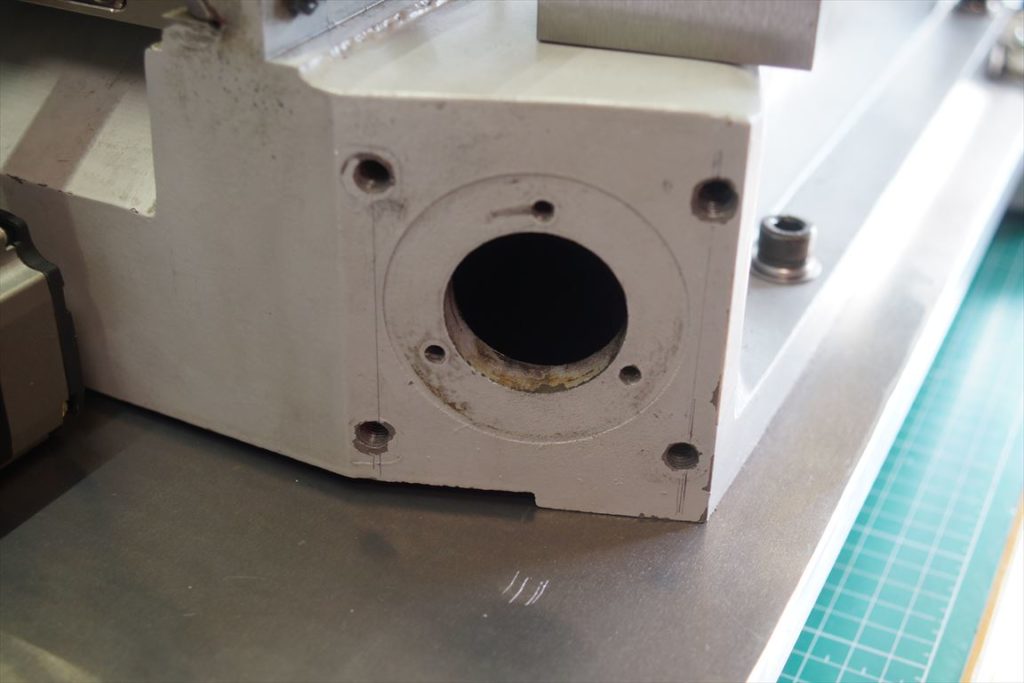
本体ベースの取り付け穴&ベースの足?取り付け穴を開けます。

2箇所、穴開けミスがありましたが隠れる場所なので良かったです。

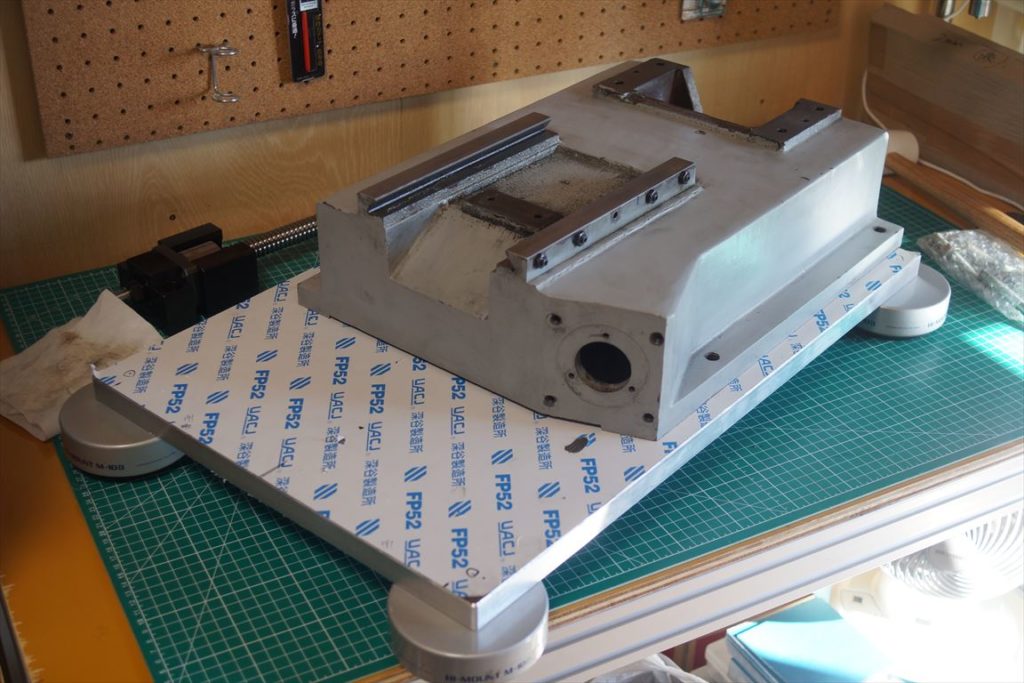
ベース板のレベル調整に使用したのがこの倉敷化工ハイマウント M-10Bです。水平も出せますし、接触面は防振ゴムになっているので機械の防振効果も期待が出来ます。

Z軸穴蓋製作
スキマ時間があったので簡単にZ軸の穴蓋を製作しました。
どの穴も位置精度が悪いですが、純正穴をボルト穴にして固定します。

t=10mmアルミ板で製作。

簡単ではありますがこんな感じに仕上がり〜t=10mmのアルミ板で製作したので高級感・重圧感が出ました。
Y軸ボールねじ取り付けブラケット作製
Y軸のボールねじを取り付けます。
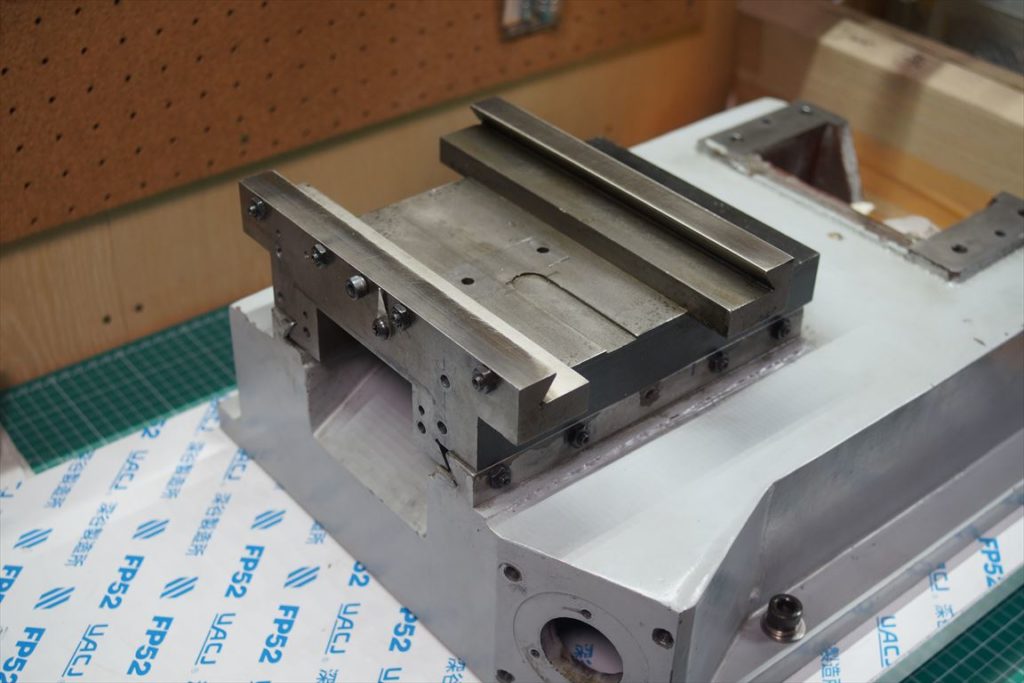
X・Y軸の直交ベースはこんな感じなのです。今回使用するボールねじはミスミ製Φ20mmで精度等級C5リードは5mm予圧無し。

こんな感じでオークションで入手。引きネジを側のサポート付き。

この機種はナットを取り付けるスペースが狭いのでこのままでは当然、取り付けは不可能です。土台の切削が必要です。
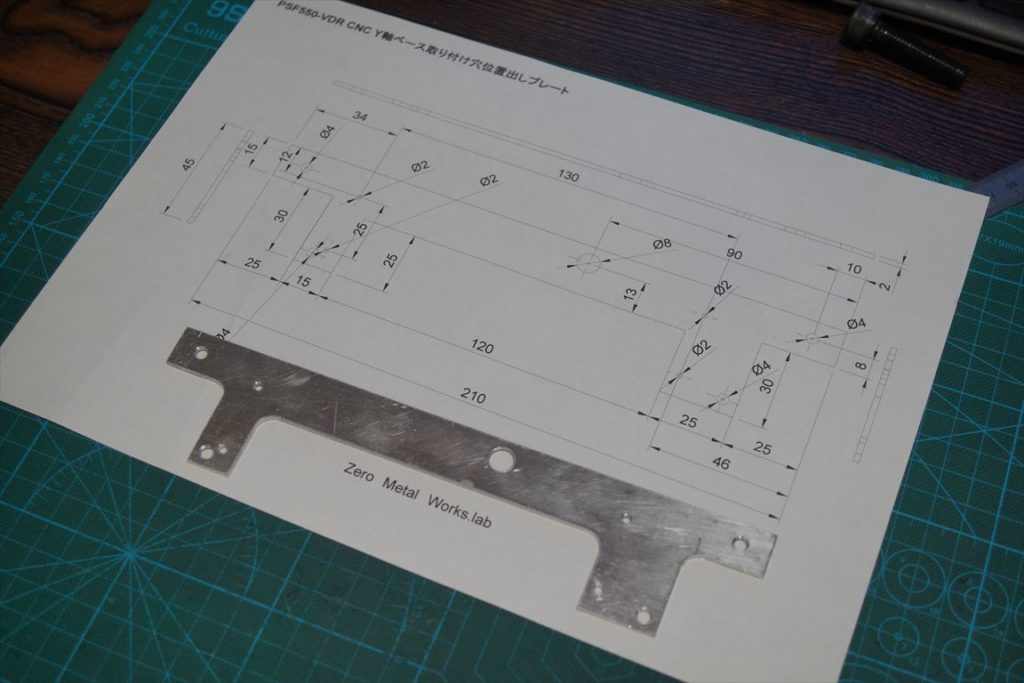
ナットブラケットを製作するにあたり原寸取りを行います。以前に作成した穴位置出しプレートを利用して寸法を確認します。
プレートを基準に寸歩を出します。

t=20mmアルミ板で製作。
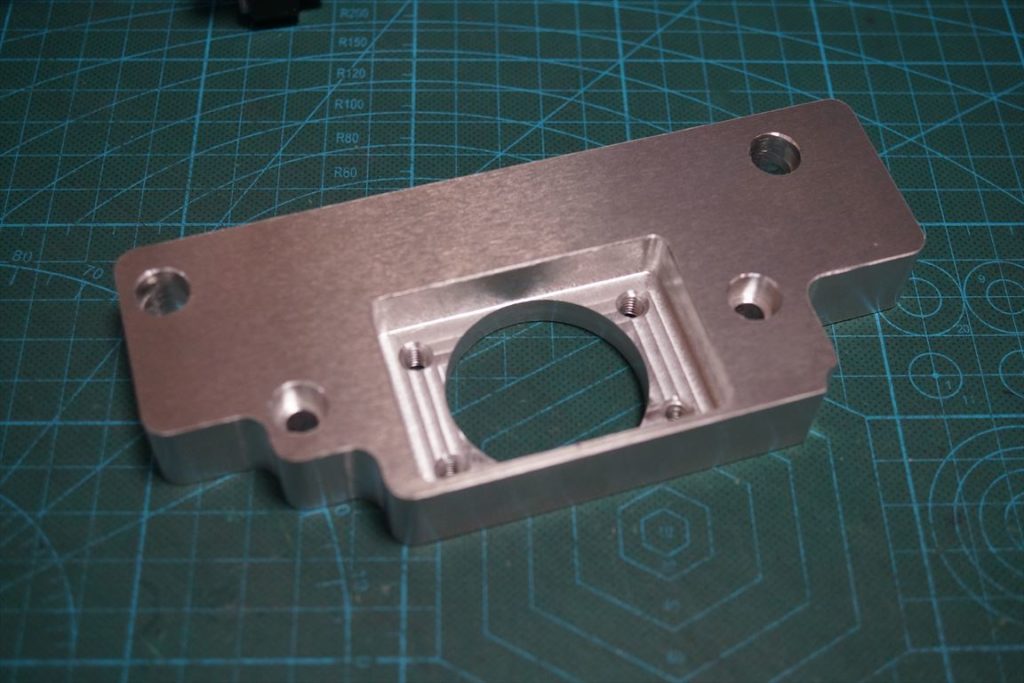
左右非対称です。

裏側
ナット装着
ボルト4本で本体へ装着
ギリギリのラインで攻めました。
こちらも干渉していないです。
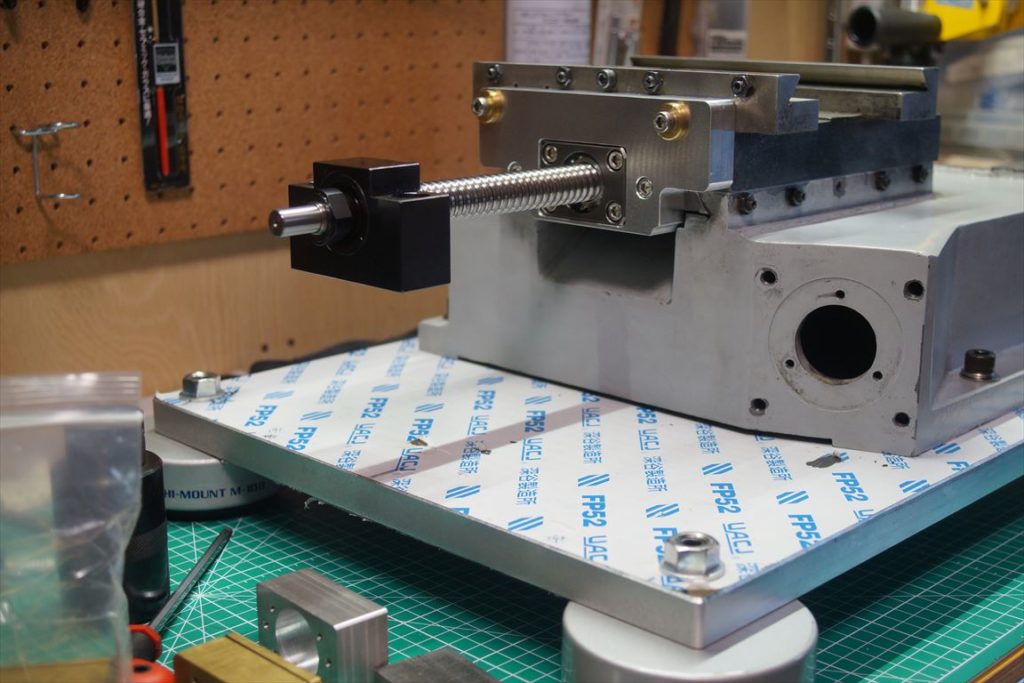
ストロークも200mm弱取れます。実際は200mmも動きませんので・・・
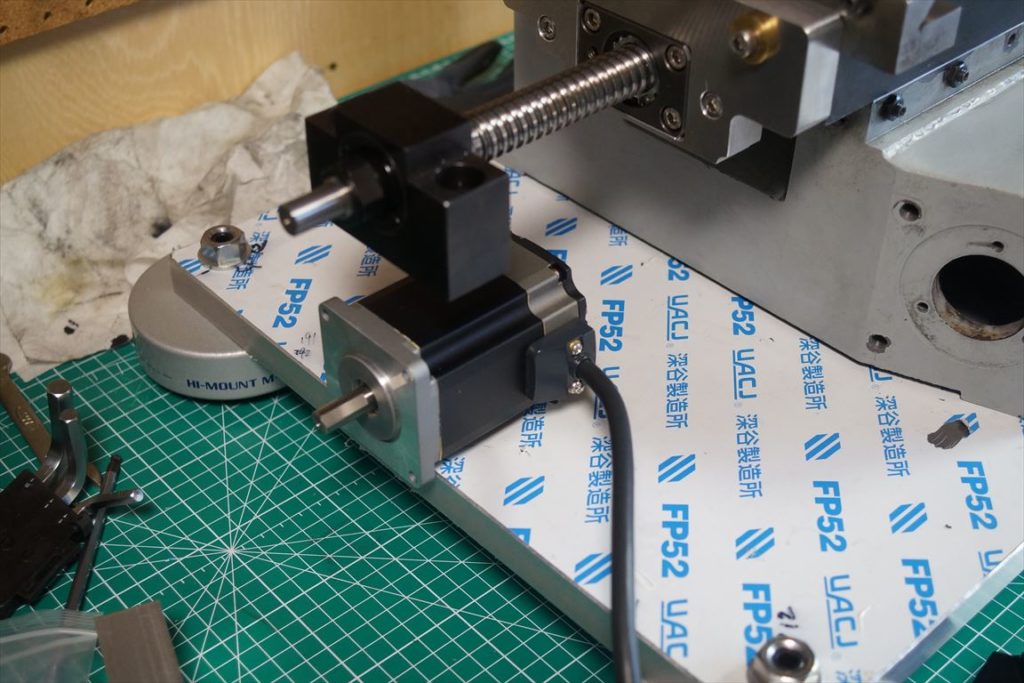
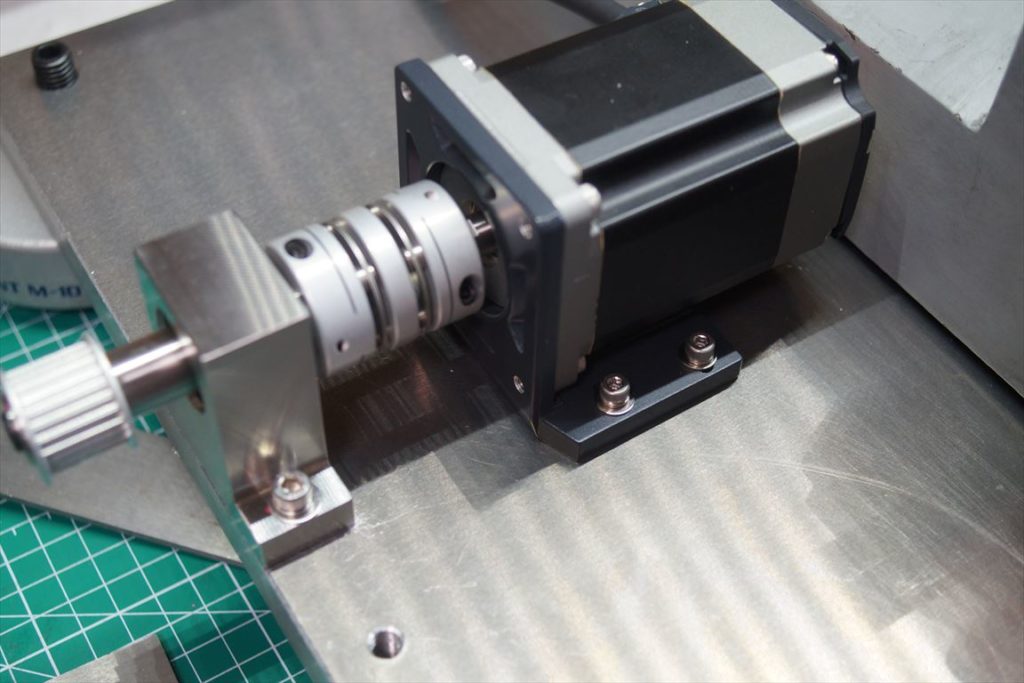
ステッピングモーター取り付け
モーターの選定は悩みましたが最終的にはオリエンタルモーターのARM-69ACをチョイスしました。

モーターは中古です。
当初の案はこんな感じで安易に取り付けられるだろうと思っていましたがイロイロと現物合わせすると想像していなかった事がチラホラと湧いてきます。
まず、位置的にステッピングモーターにプーリーを直接取り付ける事が不可能だと発覚!手持ちのベアリングホルダーで軸を延長する仕様に変更しました。

モーターブラケットは自作するよりも純正品が安価でしたのでオリエンタルモーター純正をモノタロウで購入。
・PALW2P-5 (参考価格:1,529円)

行き当たりばったり改造です。モーターもギリギリ収まりそうです。
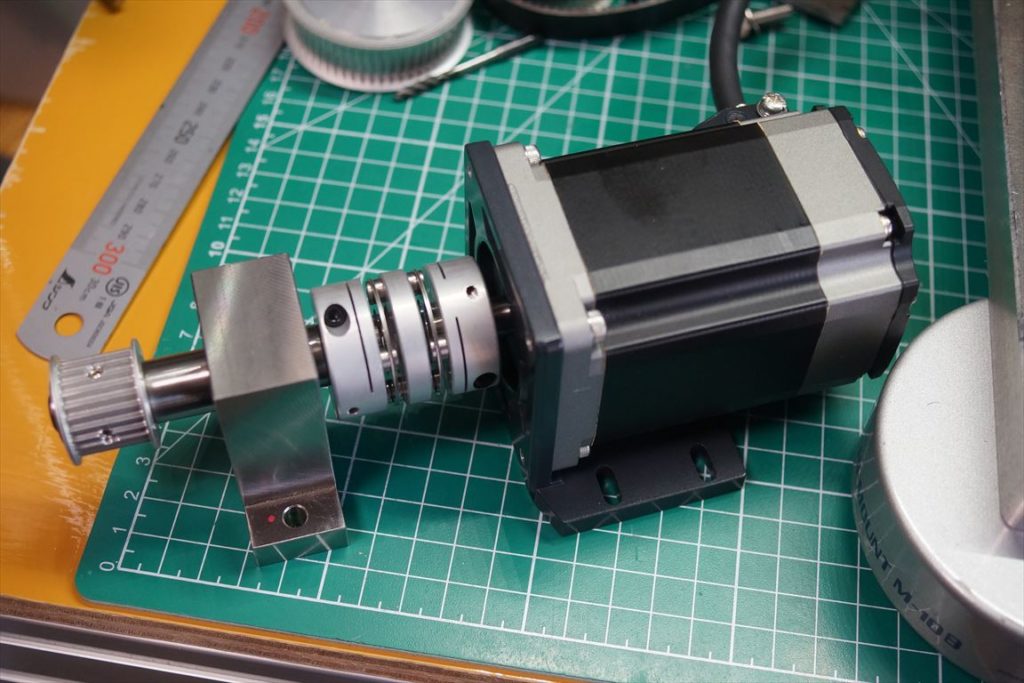
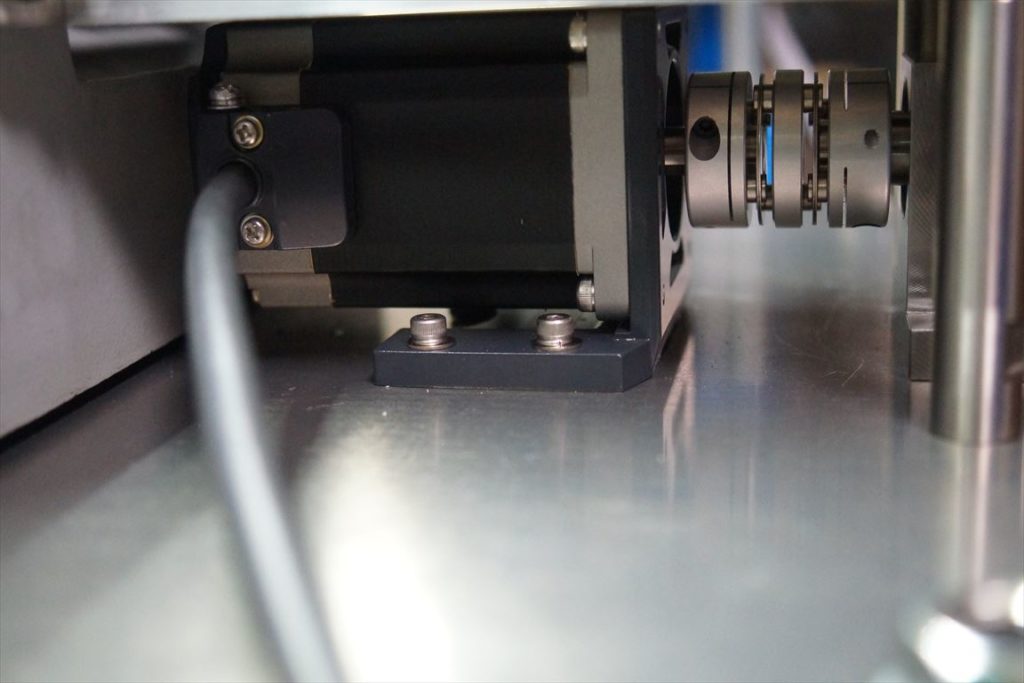
バックラッシを極力少なくしたいのでデイスクカップリングを購入。

鍋屋バイテック製 MDW-32 10✕12

タイミングプーリー&タイミングベルトはバックラッシが少ないミスミ製品を購入しました。ベルトの長さは計算で求めて購入しましたが現物で出会わせると合わなかったりする場合があるのでちょっと厄介です。
品番 GPA60GT3150-A-H12:60歯
品番 GPA24GT3150-A-H12:24歯
品番 GBN3003GT-150 タイミングベルト 3GTタイプ 周長:300mm
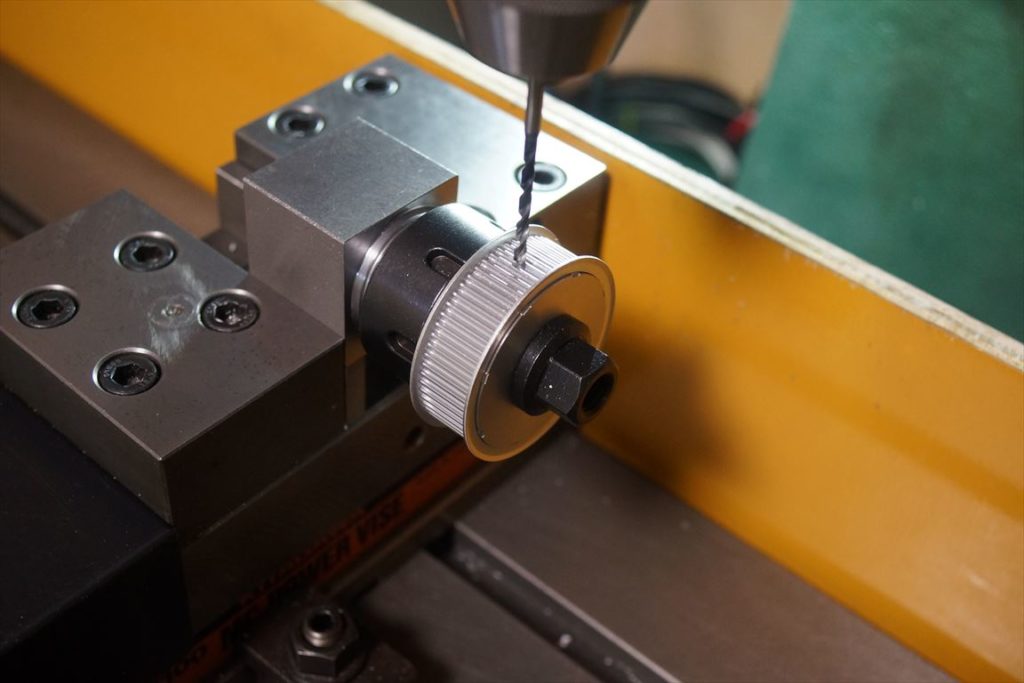
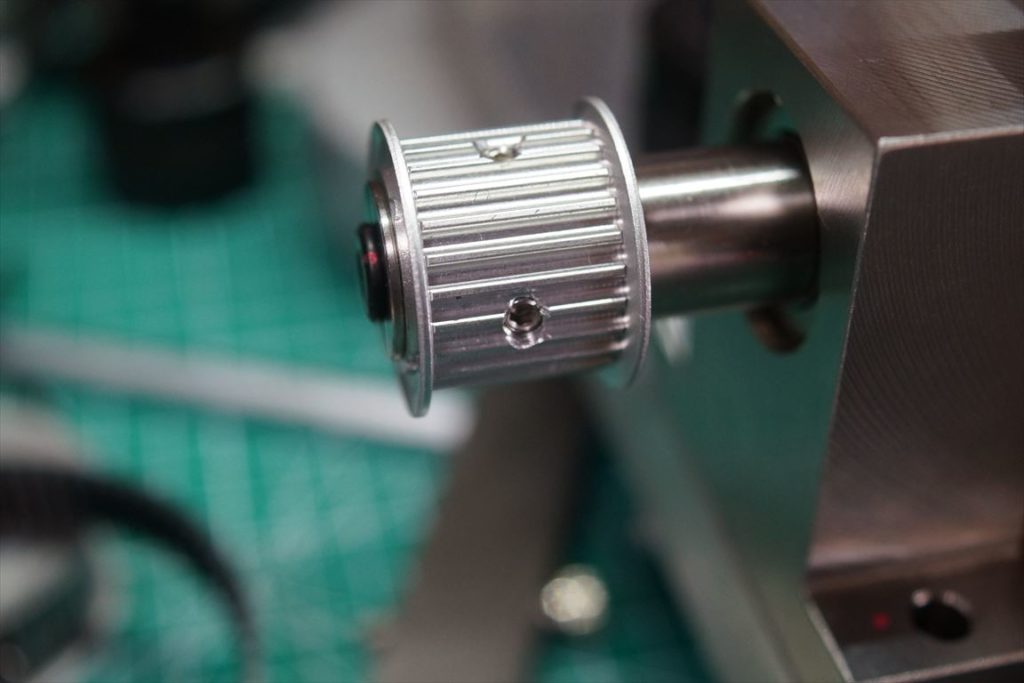
発注したプーリーはセットスクリュー軸固定穴が開いていなかったので自分で開けました。後で調べたらタップ穴とセットスクリューは追加工オプションでした。

セットスクリューの角度は90°で2個所。
意外と面倒くさい作業です。
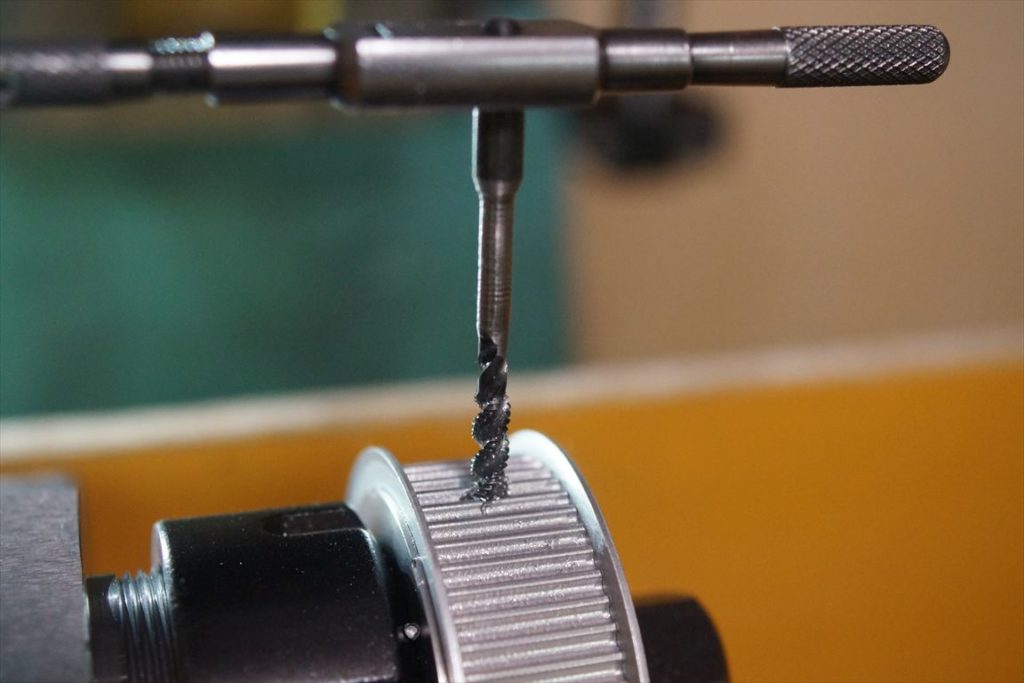
大きいプーリーはねじ穴が深いので一般的なねじ切りタップでは届かず、両頭グラインダーでタップ上部を削りました。これで深穴タップが出来ます。

取り付け穴の位置出し
ポンチした所に下穴&タップを施します。
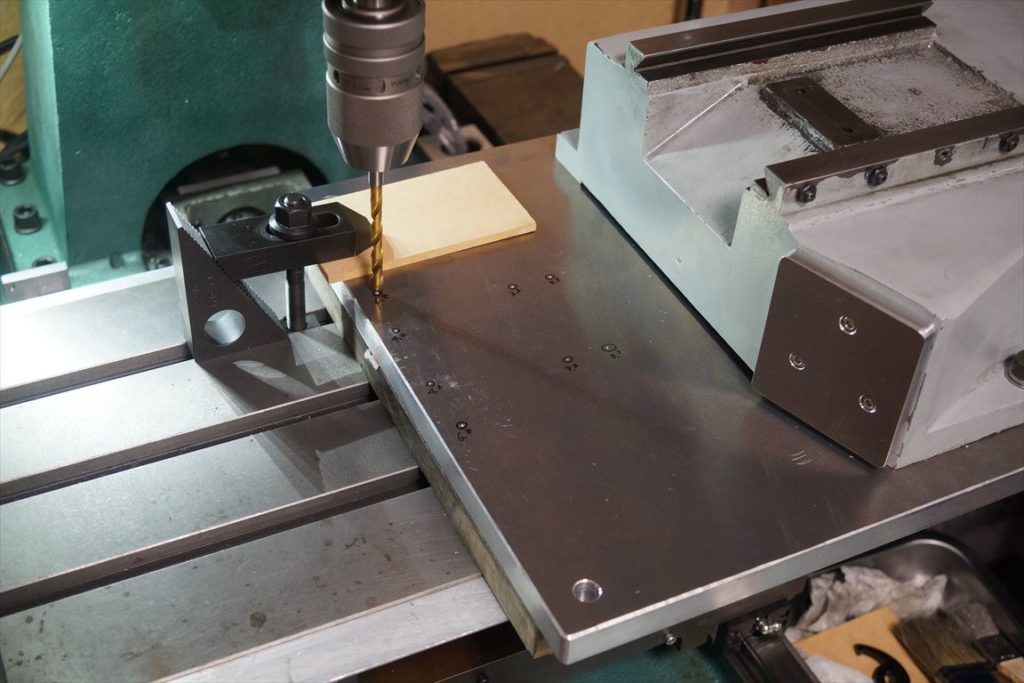
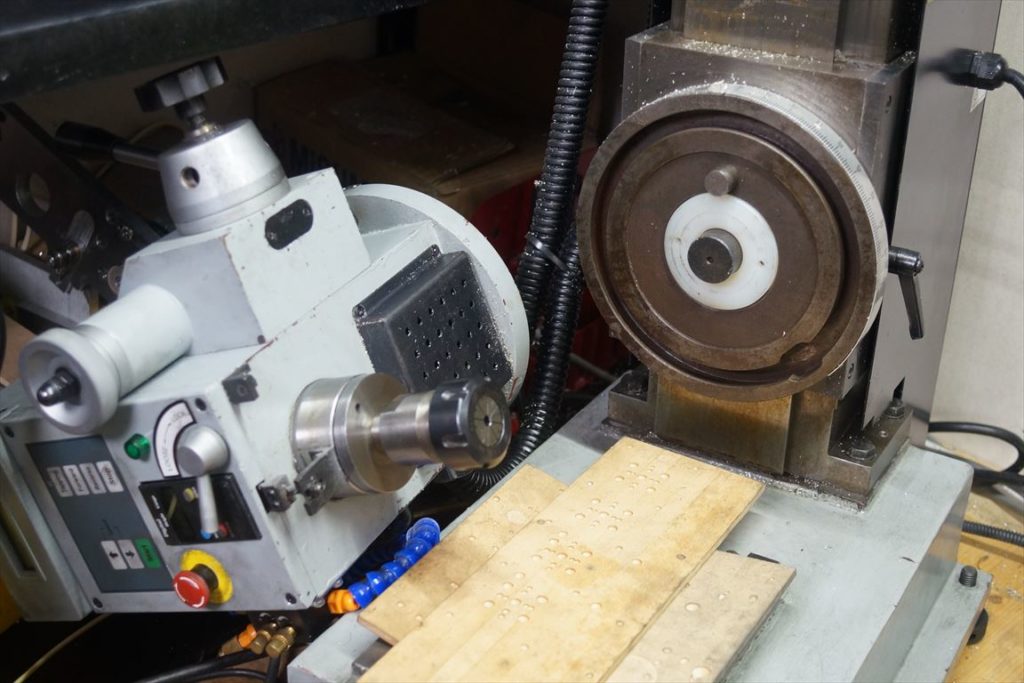
フライス盤に固定して穴開けしました。
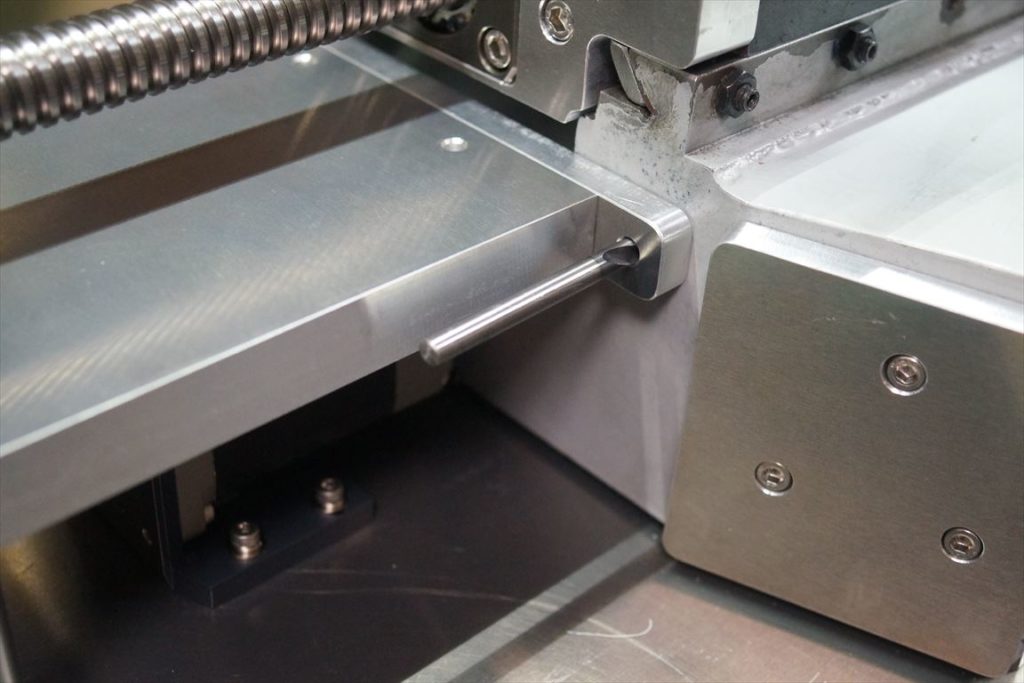
ベース固定のボルトを外すと次に固定する時に同じ位置に再現できないので位置決めピンを打ちます。

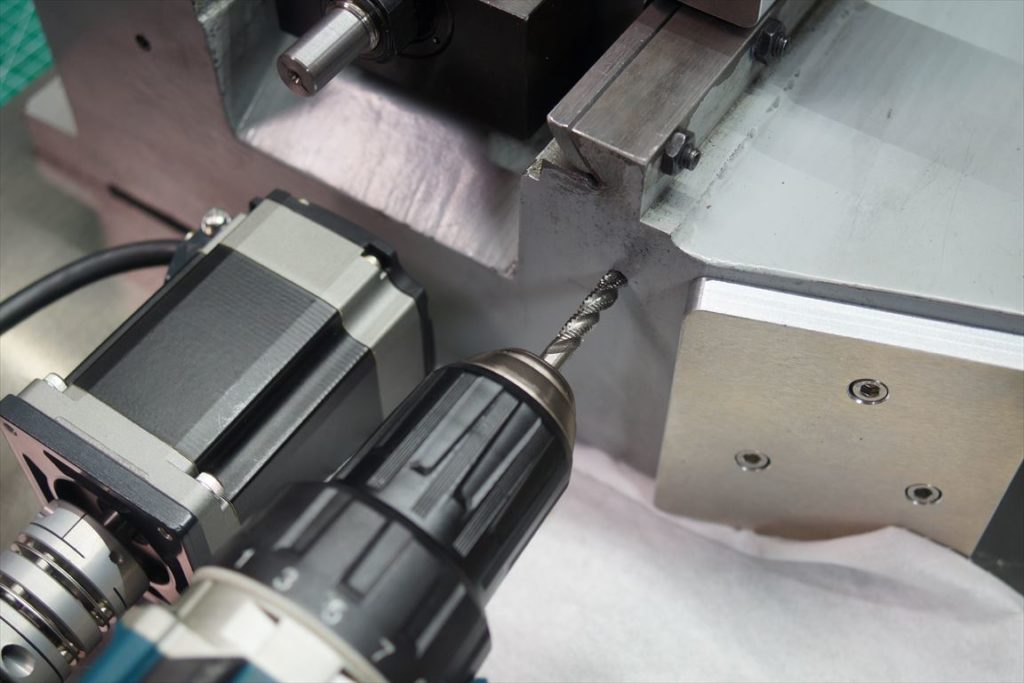
場所的にきついのでER16コレットチャックでドリルを延長して穴を開けます。

場所は適当に・・・
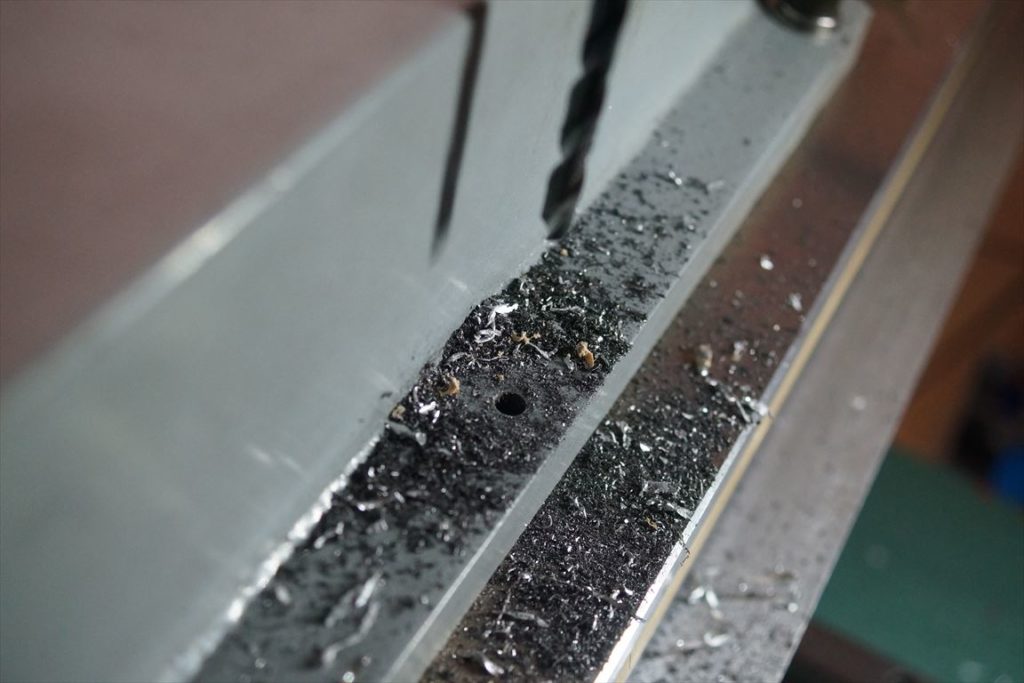
貫通穴を開けます。

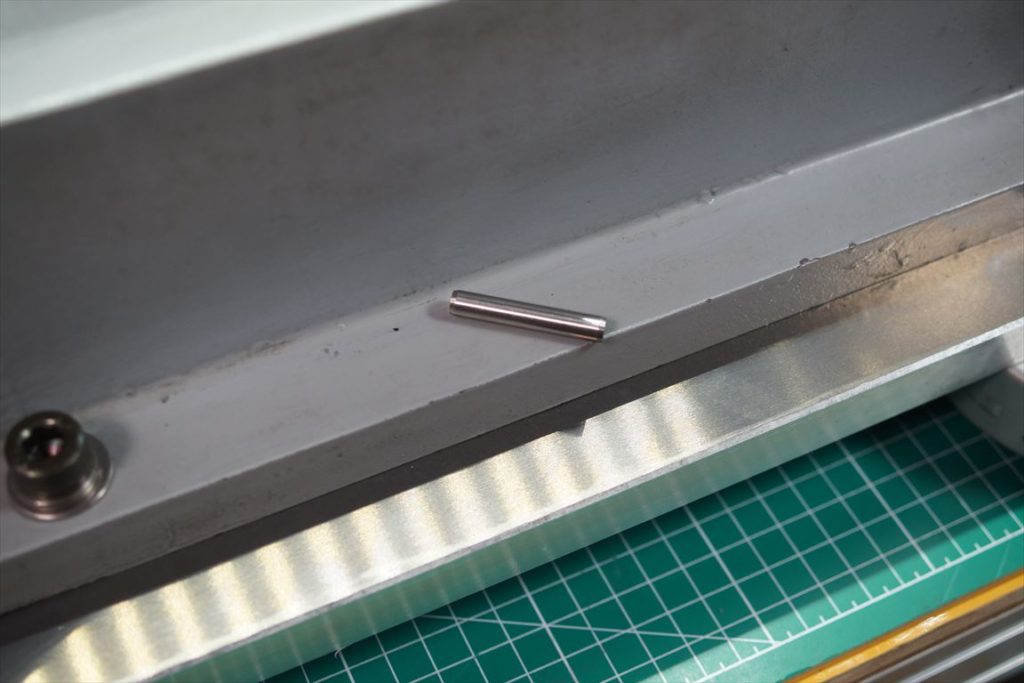
ピンを通したら、きついので適当なリーマで穴を広げました。

ピンはφ6mmのステンレスピン。
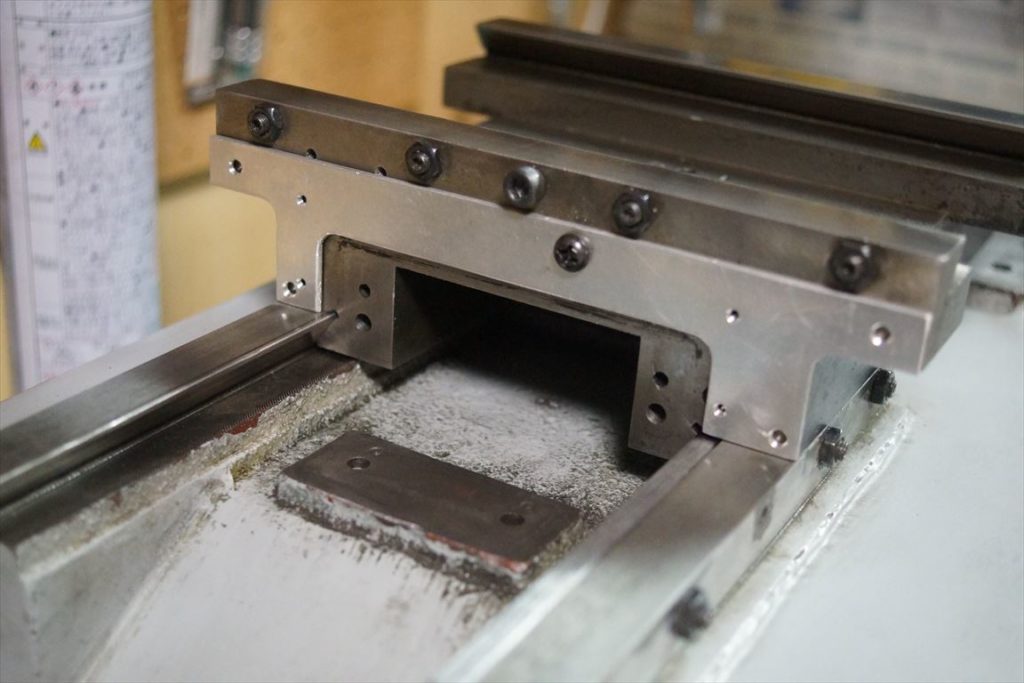
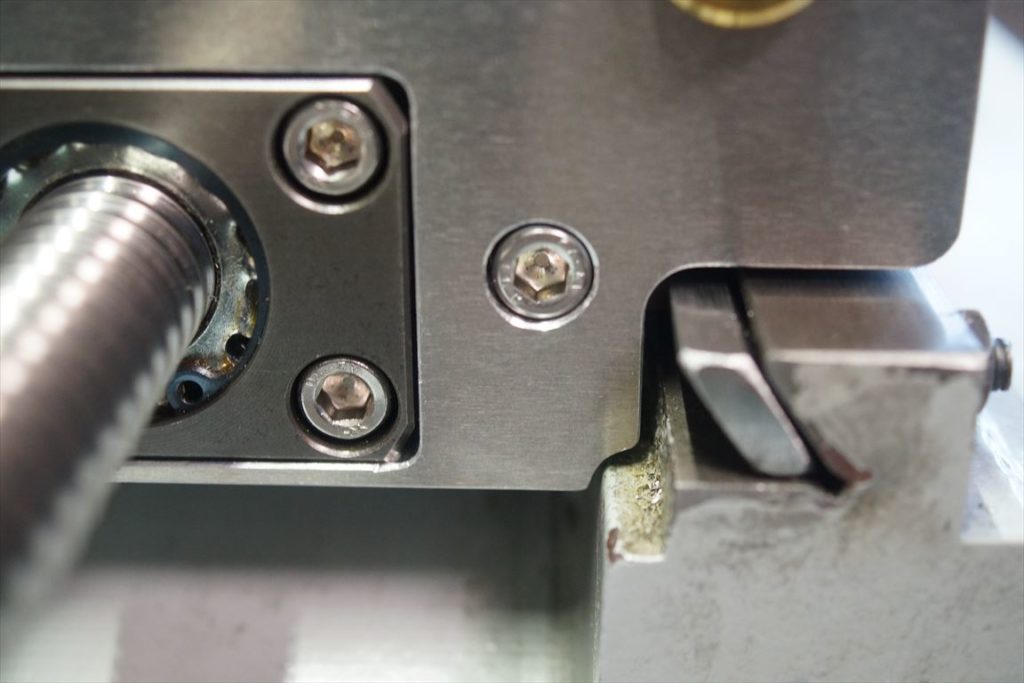
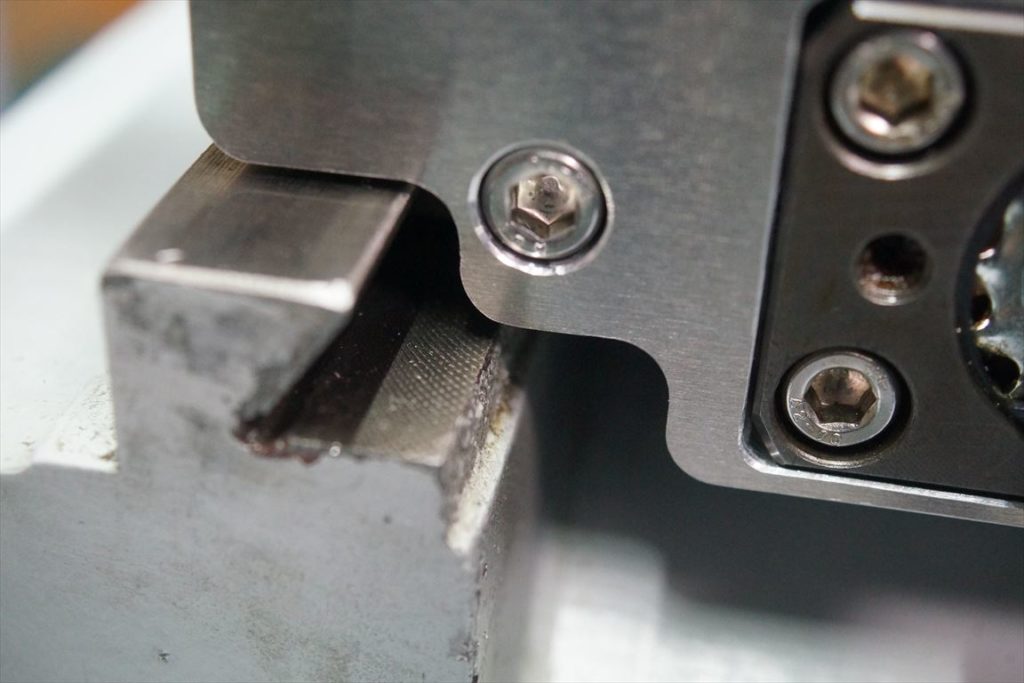
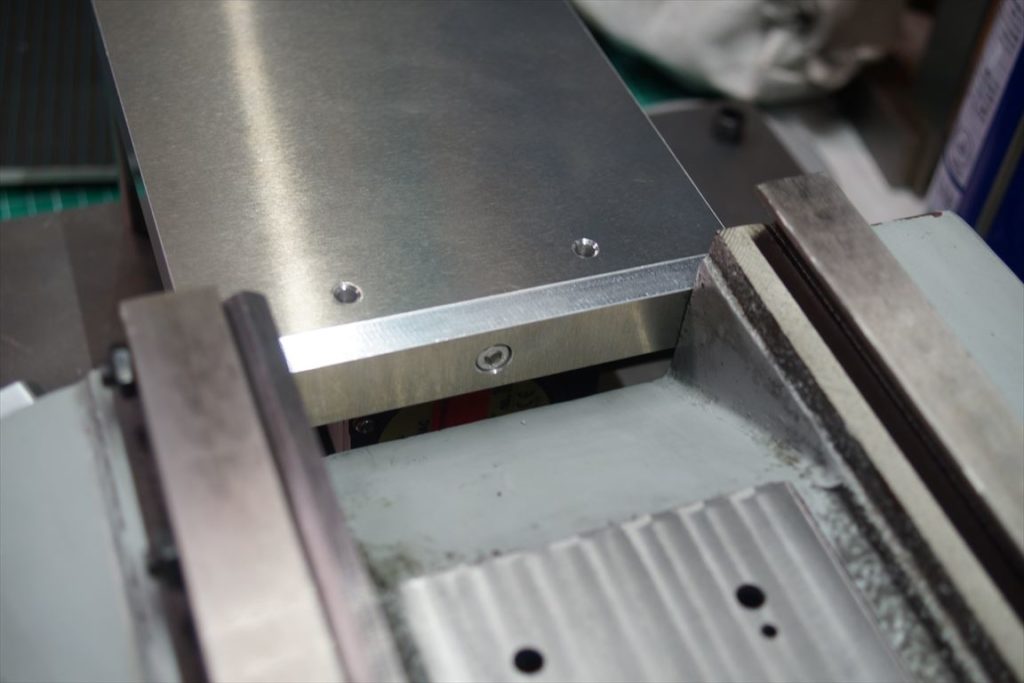
Y軸 干渉部分を削り取る
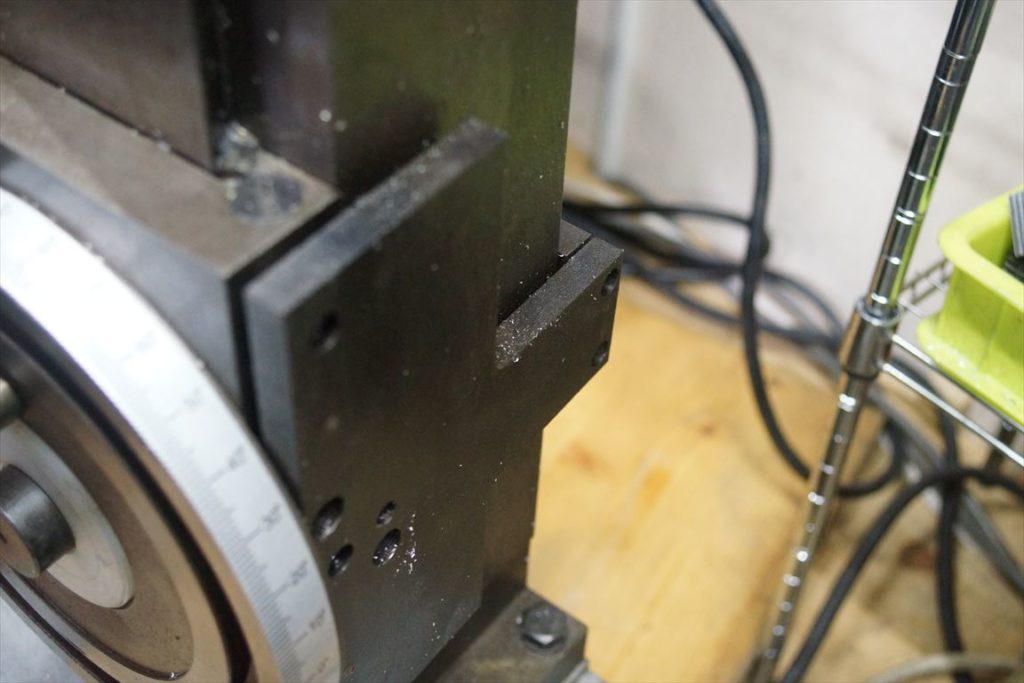
ボールねじのナットがこの突起物にあたって収まらないのでこの辺りを平面に研削します。
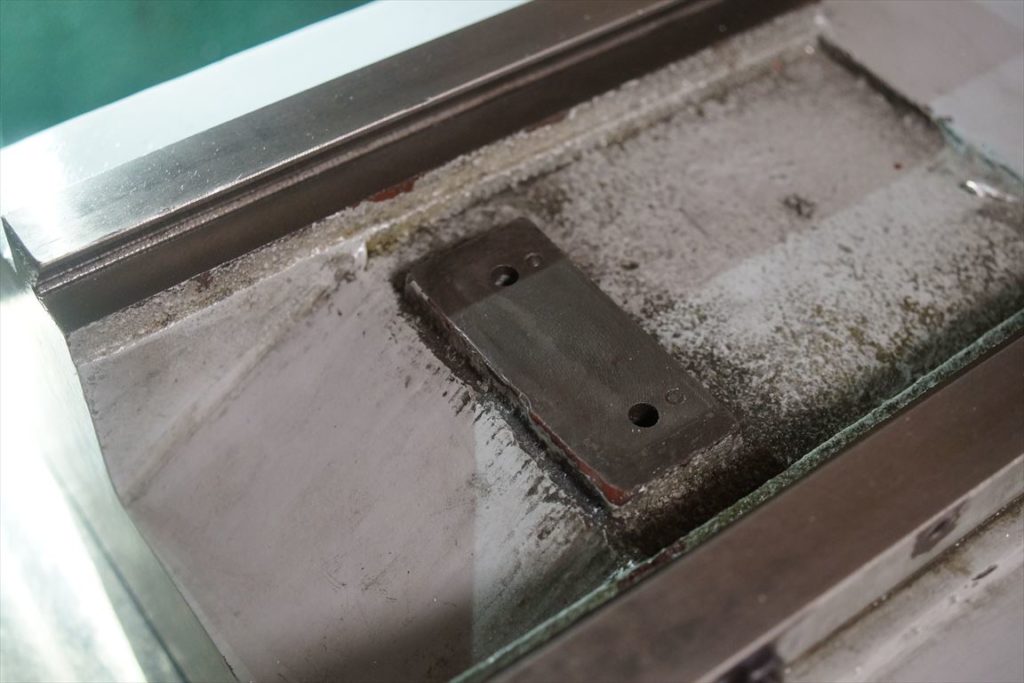
φ10mmのエンドミルで削り取ります。(手動操作)

適当に削ります。
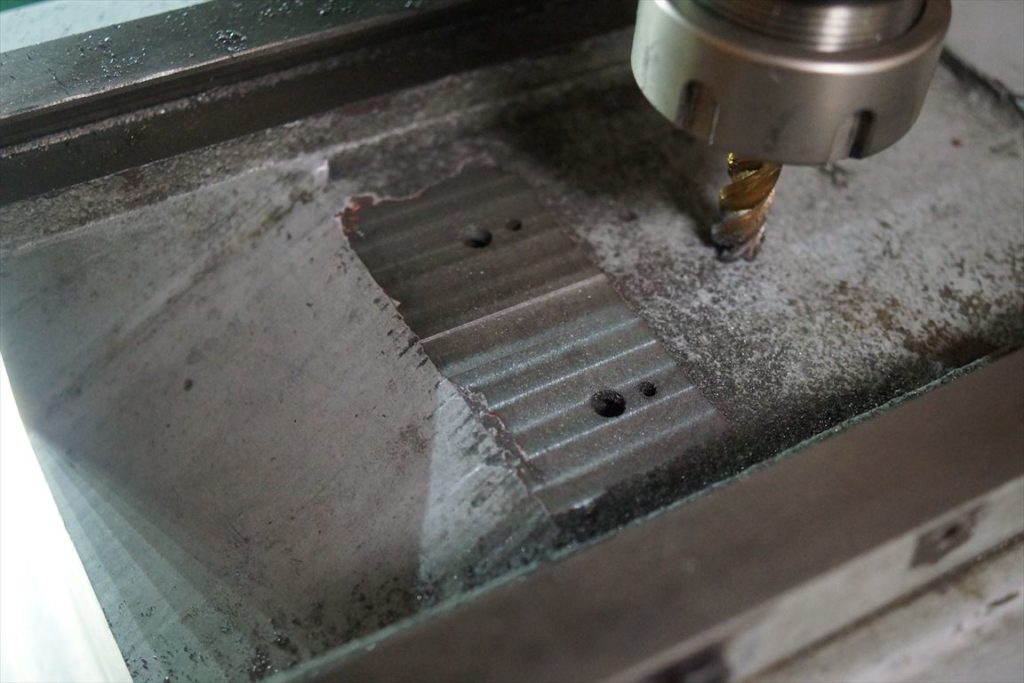
平らになったあたりで一度様子を見て・・・
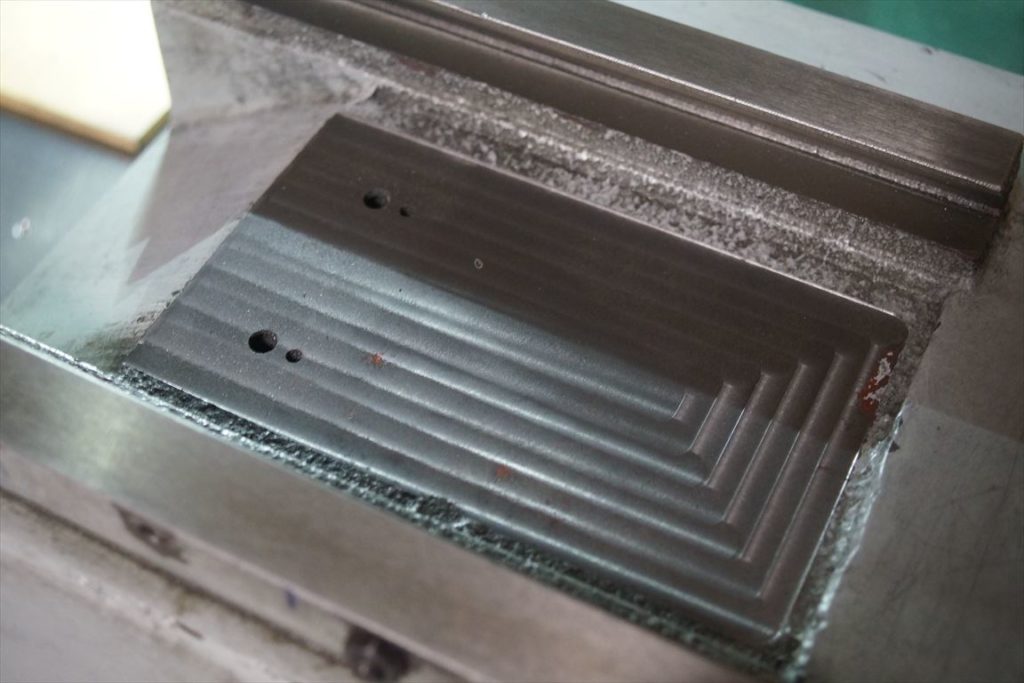
CNCで一面を研削して平面を出しました。
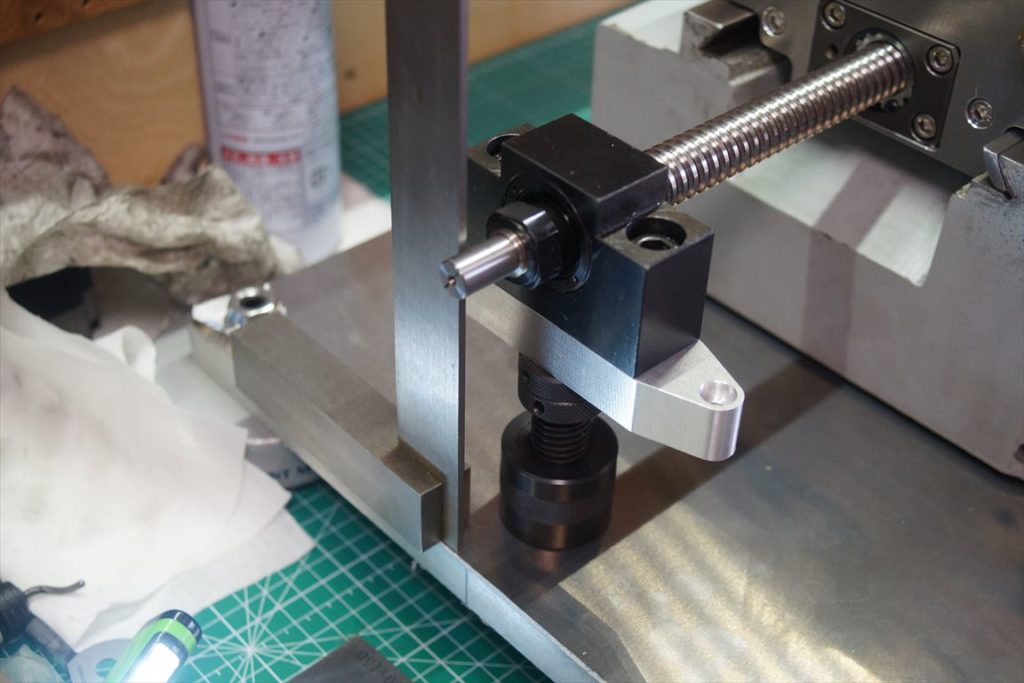
Y軸 ボールねじサポートの取り付け(引きねじ側)
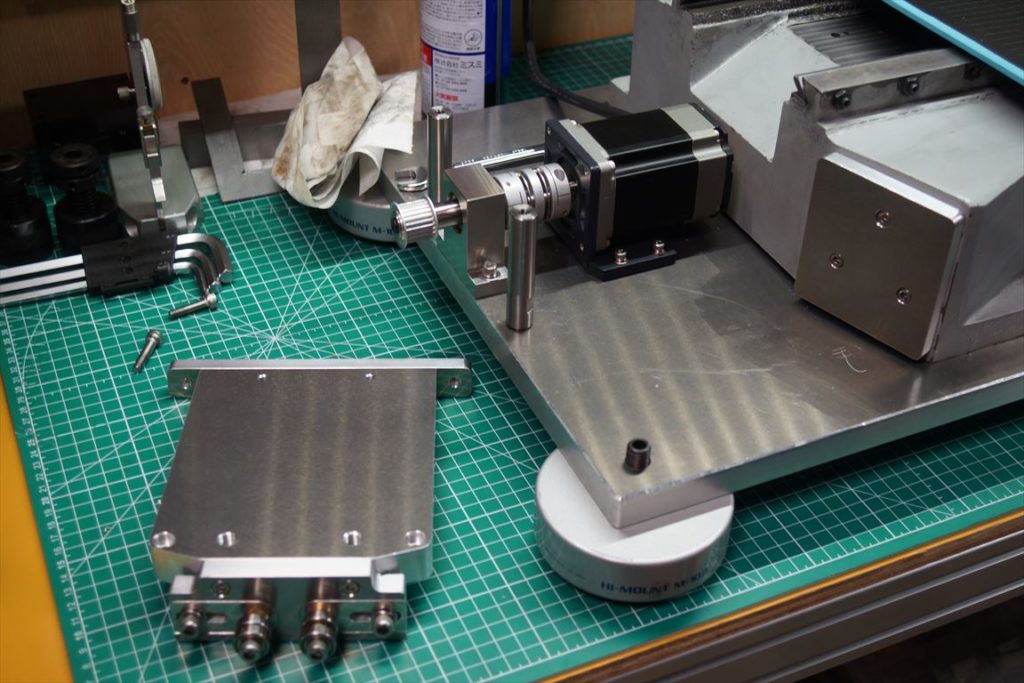
モーターを取り付けました。

モノタロウで円形支柱(オスメスタイプ SUS) 品番 SEOM 15-100を2本購入。
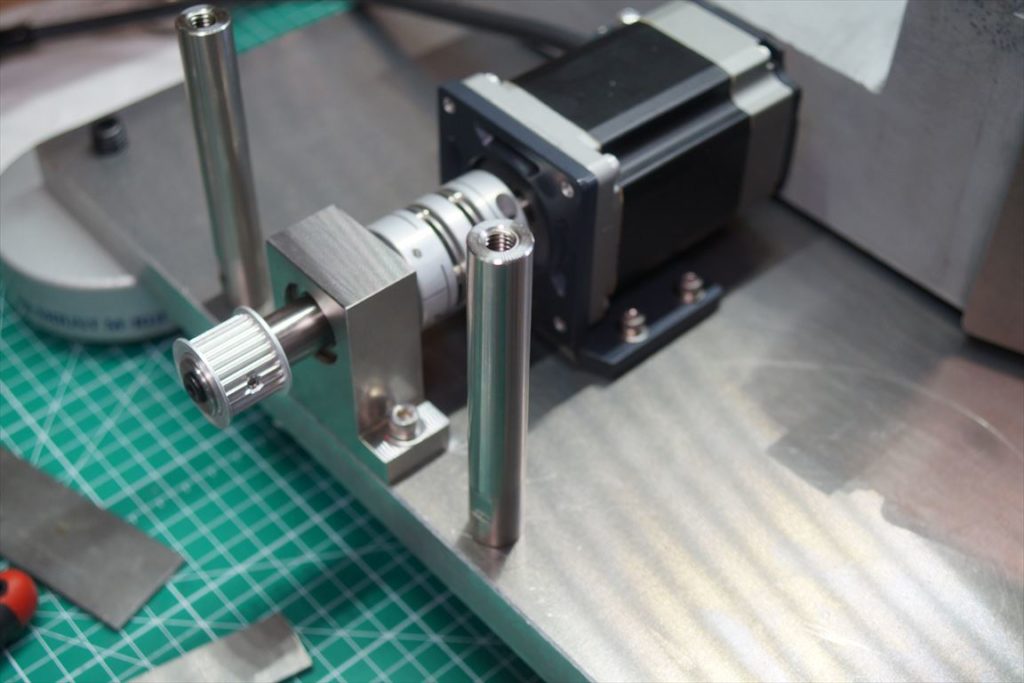
M6タップしたベースにねじ込みます。
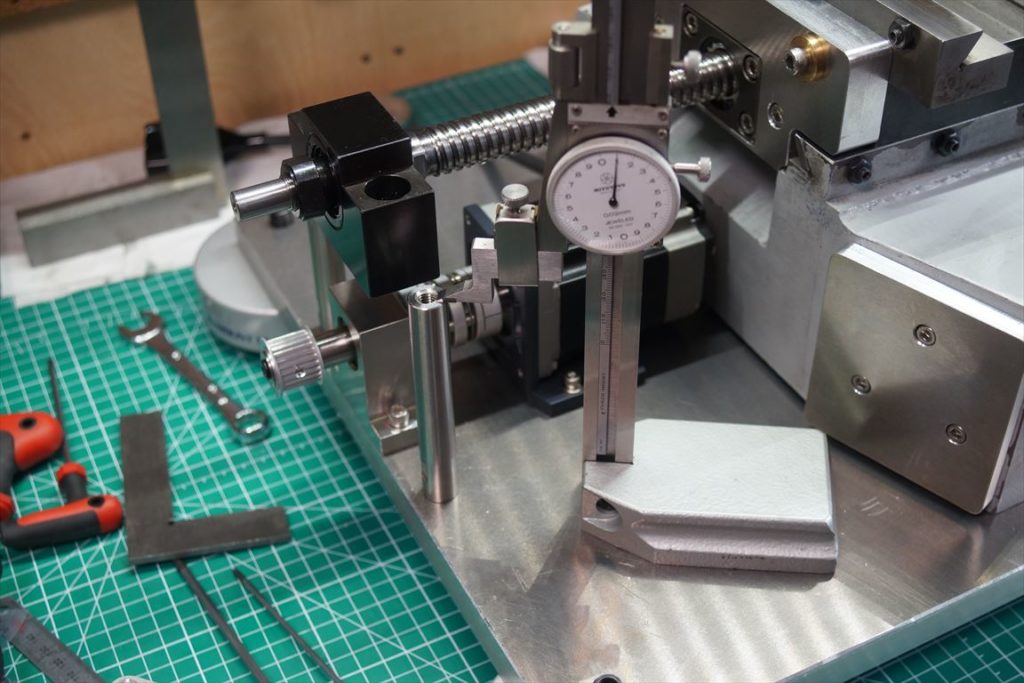
ボールねじサポートの高さをハイトゲージで計測してその高さに支柱を合わせます。
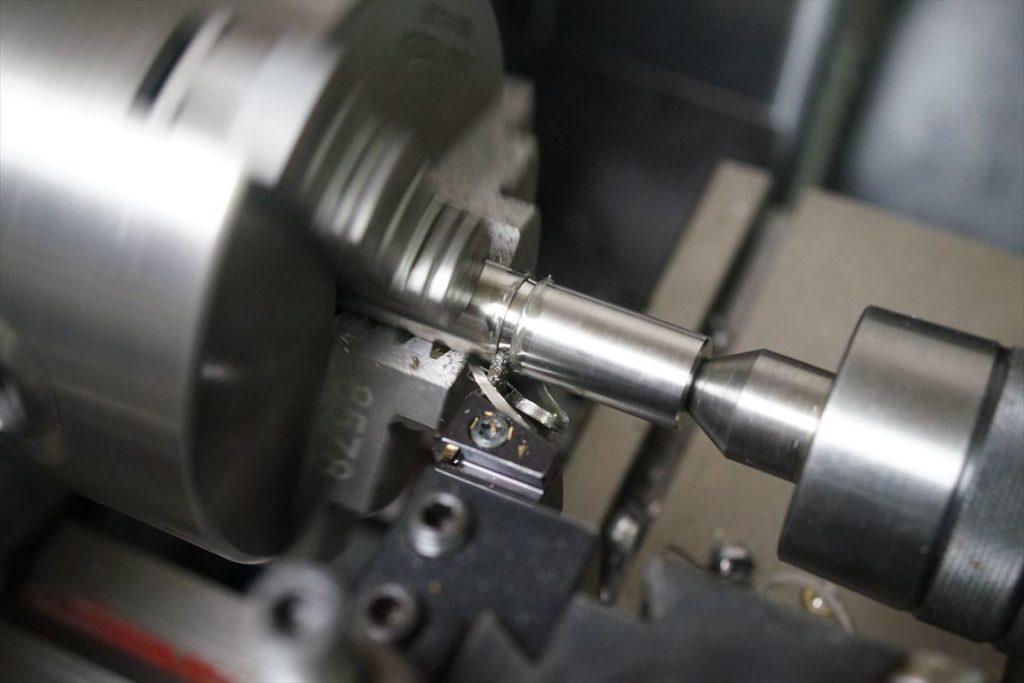
旋盤でカット~ねじ切り

ステンレスの切削&タップはやはりこれが無ければなりません。
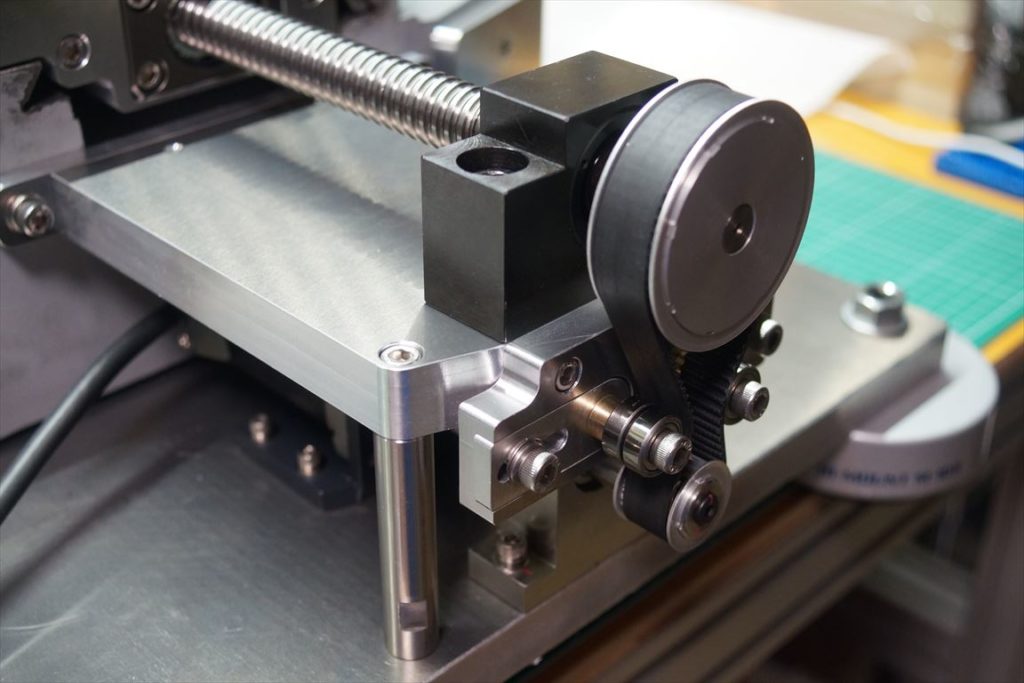
Y軸 タイミングベルトテンショナーの製作
タイミングベルト&タイミングプーリーの組合せはベルトのタワミが出来るのでベルトテンショナーを作成して適度な張りを持たせます。
既製品はあまり無い様なのでオリジナルで自作しました。以前も製作したことがあるのでそれを今回はダブルで取り付けて挟み込む仕様です。
<参考記事>
・タイミングベルトテンショナー(CNCフライス&CNC旋盤用)の製作 Part1

以前に製作した図面を元に設計してみました。

こんな感じでボルトどめ

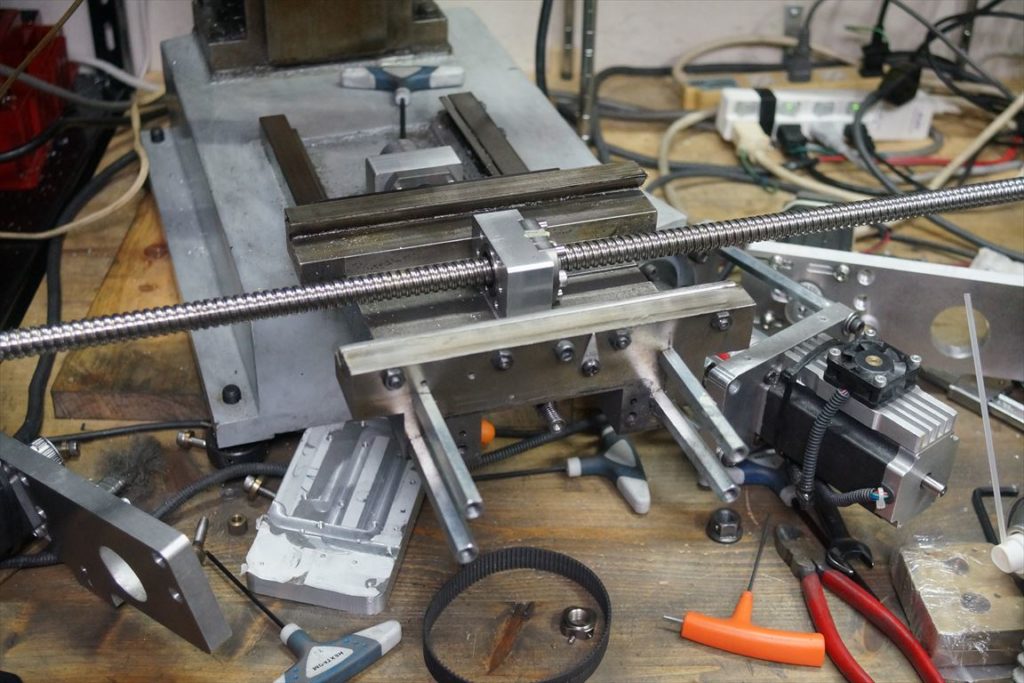
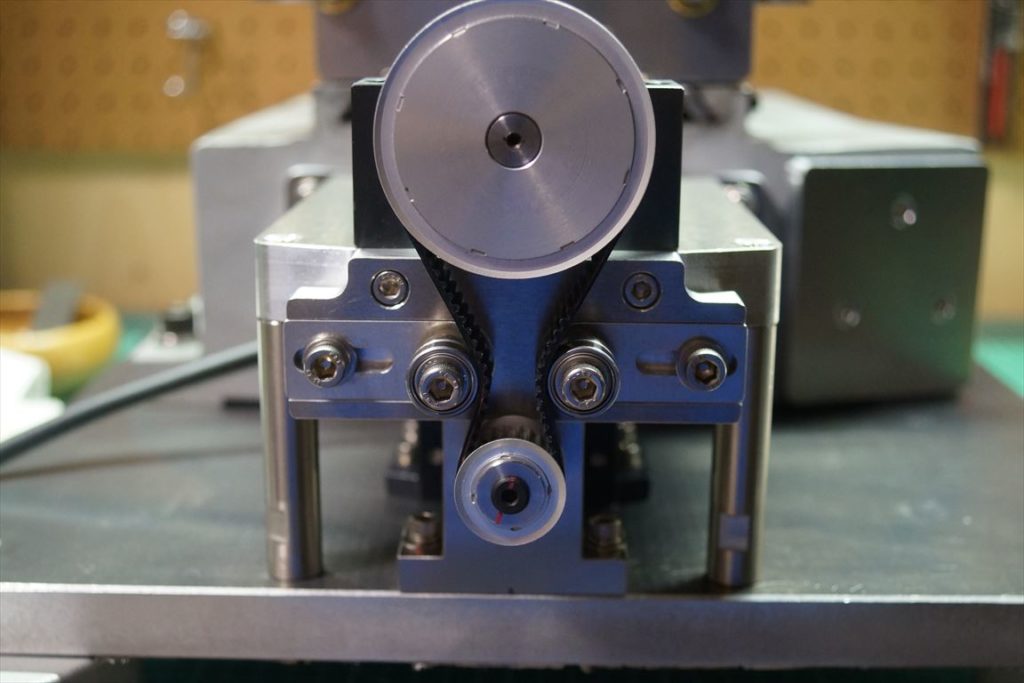
設置場所は小プーリーの近くに取り付けます。
タイミングベルトを装着後に適度なテンションでベルトを張ります。
プーリーの歯にベルトの溝がしっかりと密着しています。バッチリです!!

ここで一度、モータードライバーをモーターに取り付けて試運転をしましたが・・・
動くには動きますがモーターの回転と同時に支柱がグラグラと動いてしまいます。ダメだこりゃ!
Y軸 再考&再製作
以下は色々と考えた結果です。
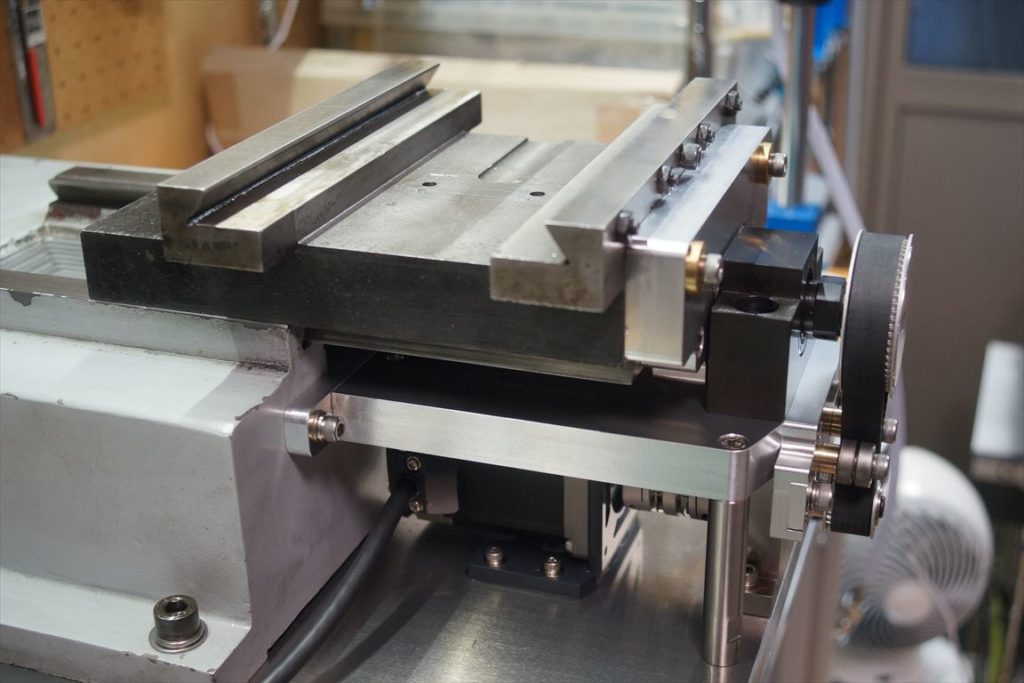
本体ベースと支柱のベースは結合されなければ剛性は出ないと結論を出して、アルミ板でテーブルを作りそれを本体ベースに結合することにしました。

部品構成は2ピース
背面をボルト止め
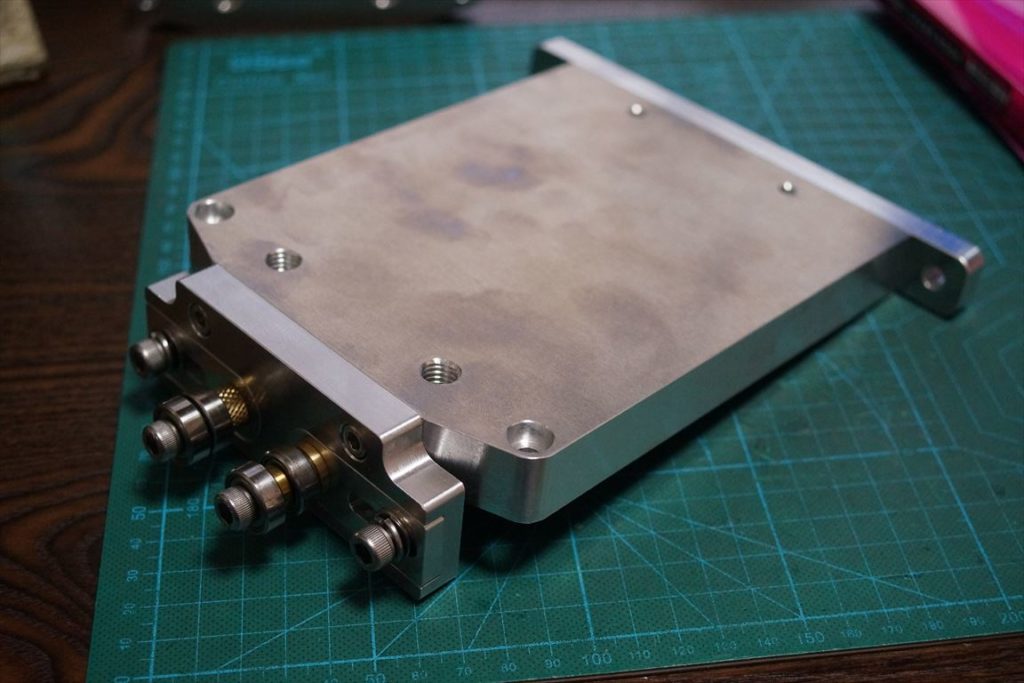
こんなテーブルを作製
これを本体ベースとボルト接合します。
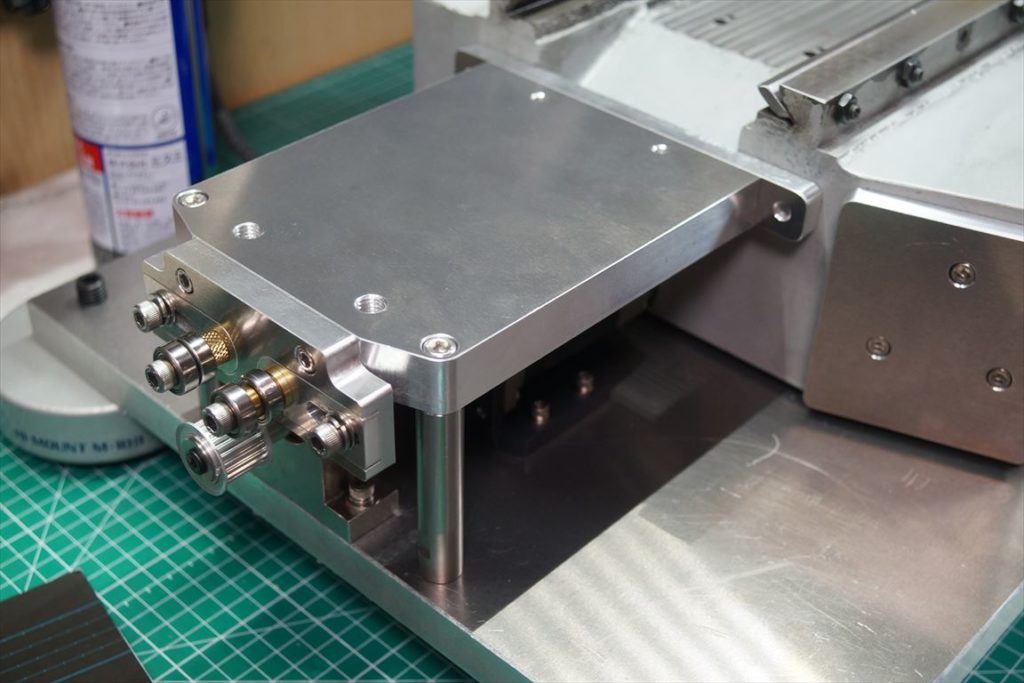
支柱と取り付けて水平を出します。
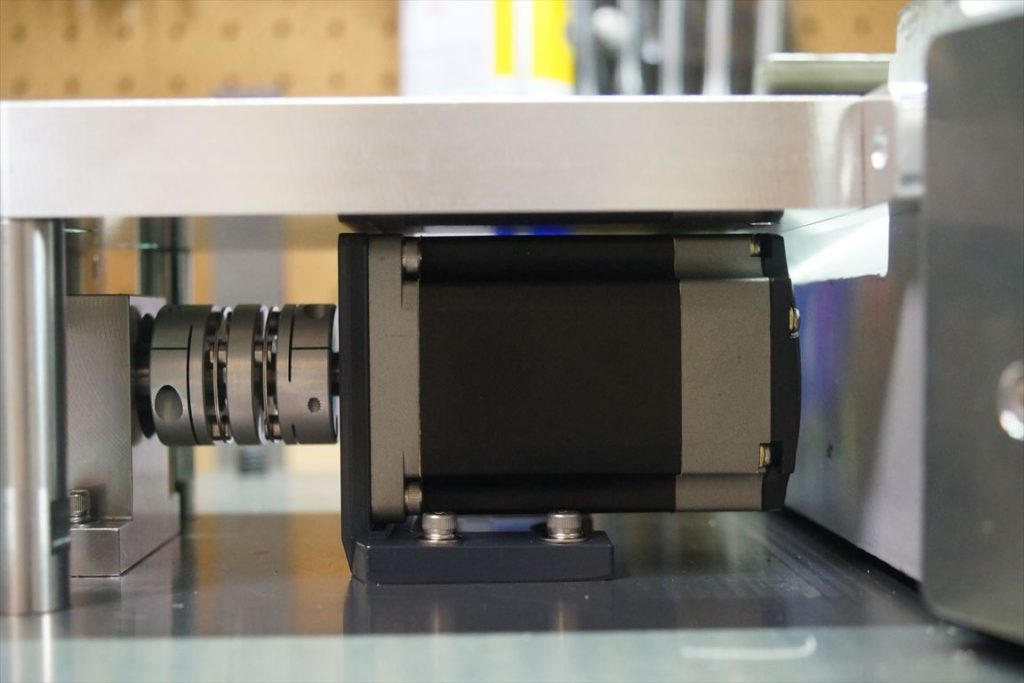
ギリギリモーターとは接触しません。良かった~
隙間があります。
センタードリルを使ってポンチします。
M6の下穴Φ5mmの穴を開けました。
M6タップ
取り付け完了
これでガッチリと固定出来ました。

テンショナー

ベアリングも新品に交換。
ここまで来たらもう一歩です。
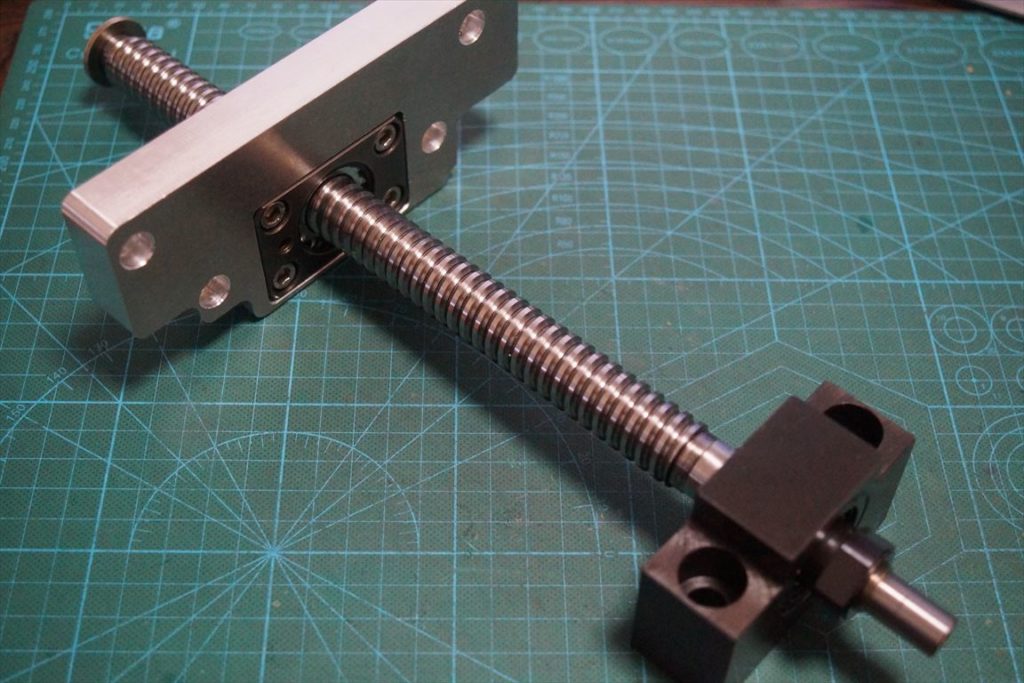
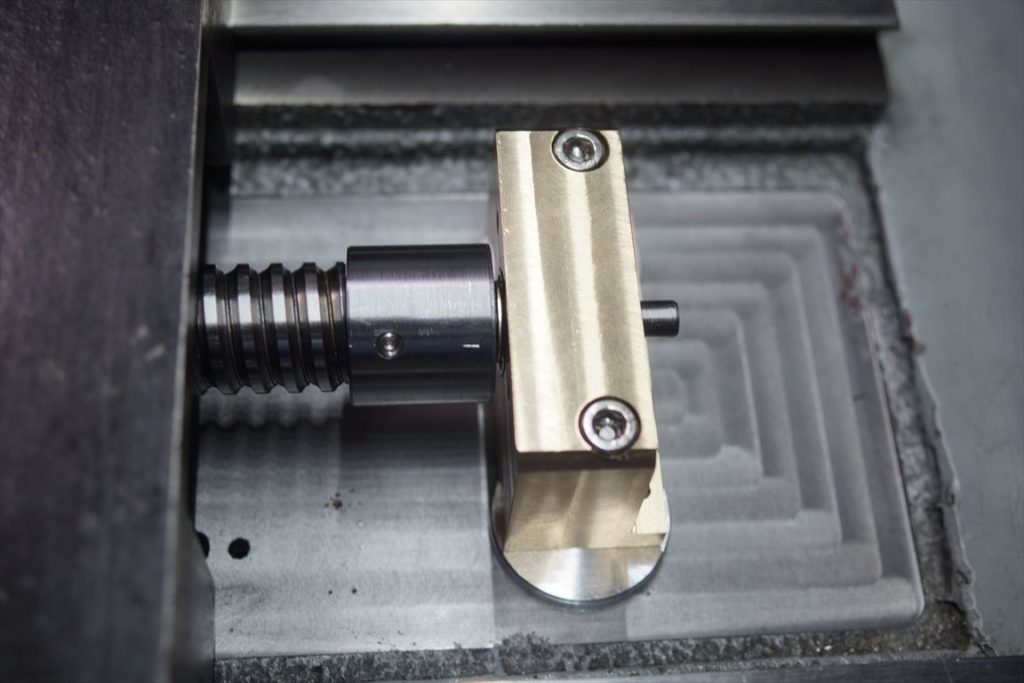
Y軸 ボールねじサポート側の製作
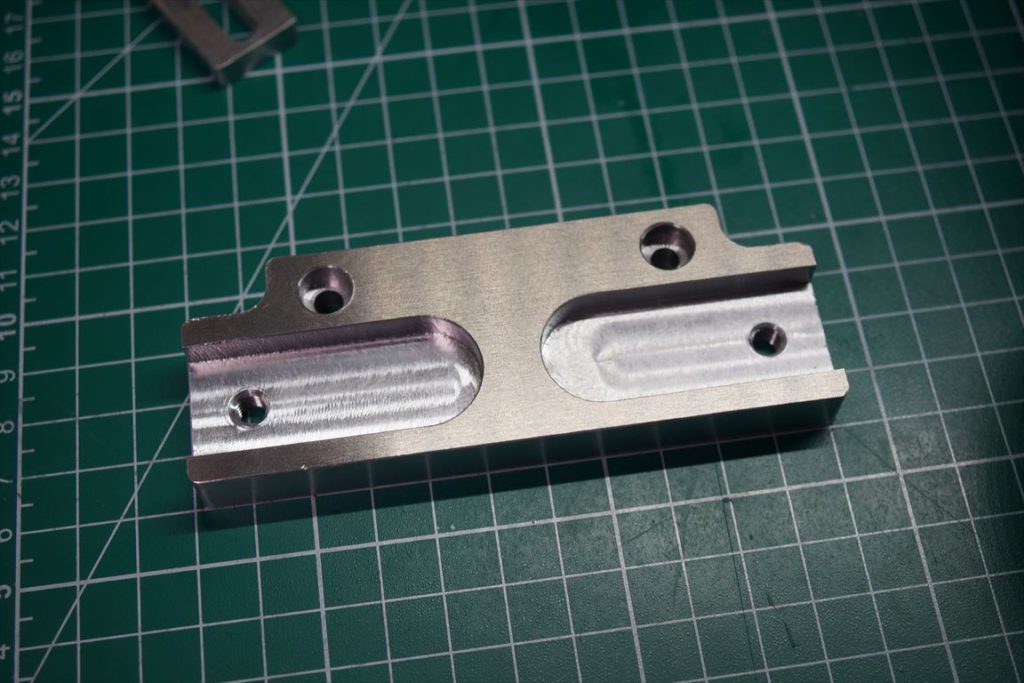
ボールねじのサポート側を自作しました。
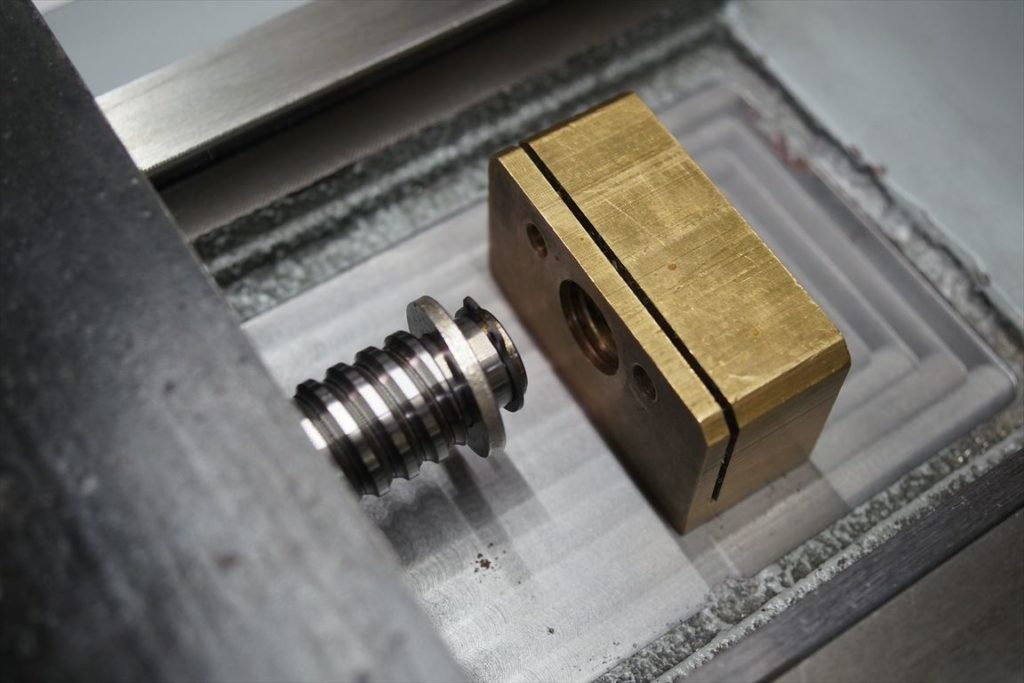
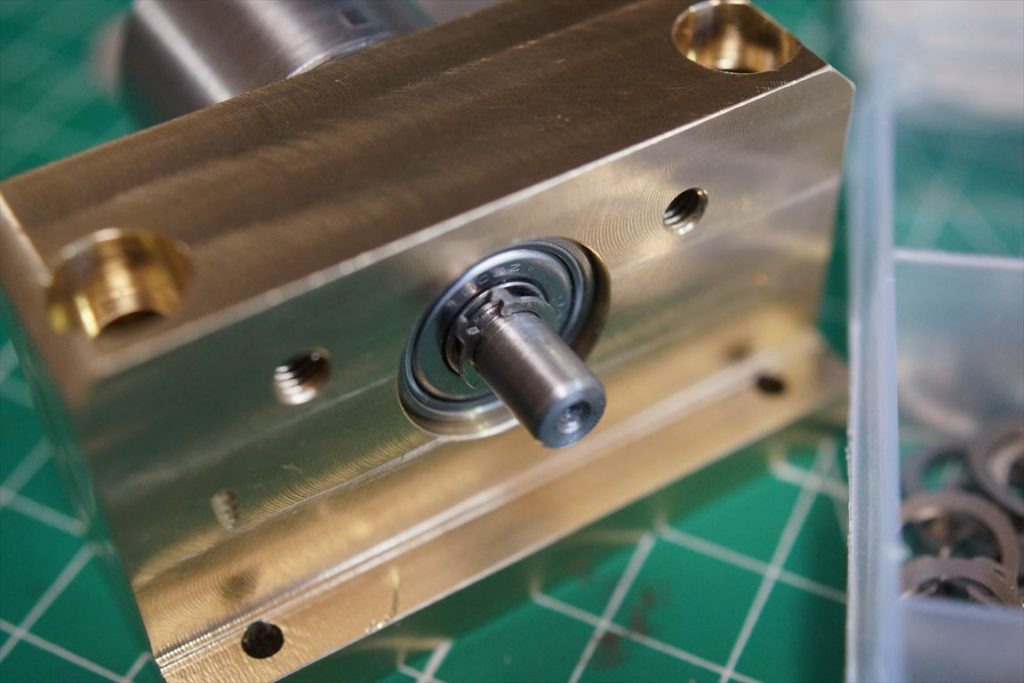
材料は元々この機種に付いていた真鍮製の台形ナットを加工して再利用します。
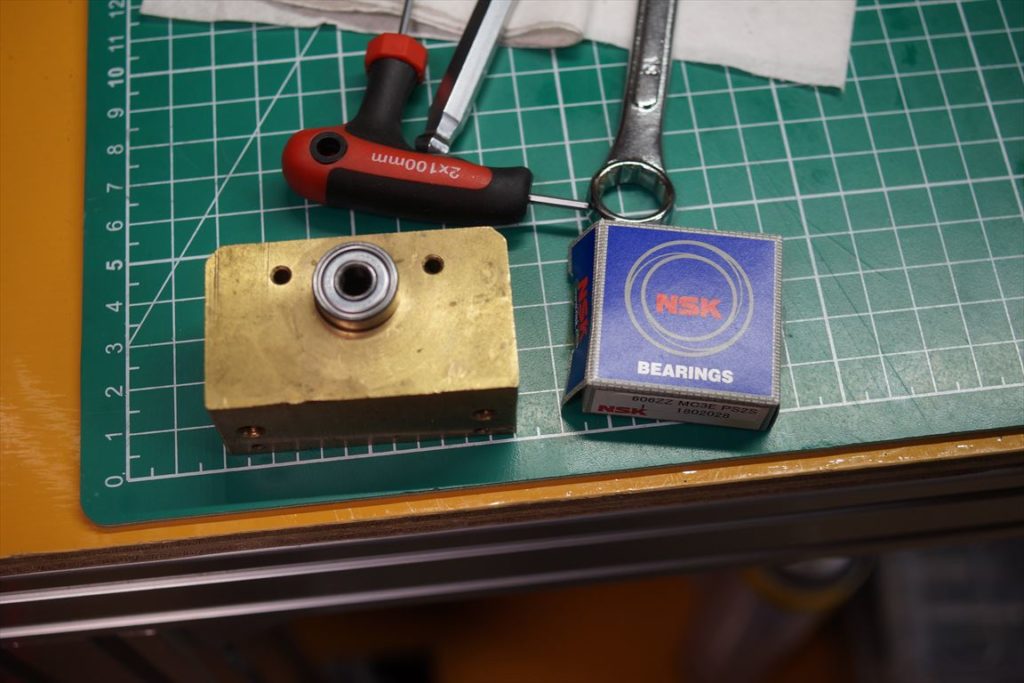
この真鍮ブロックにベアリングを挿入して使います。
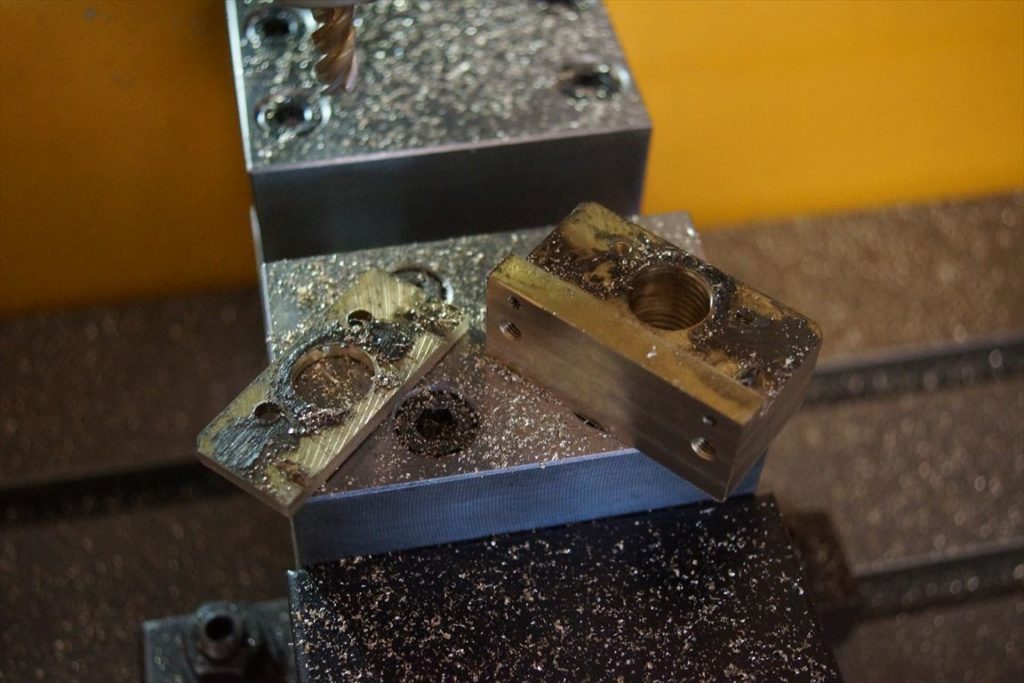
その前に歪な仕上げのこのナットを一皮剥きます。

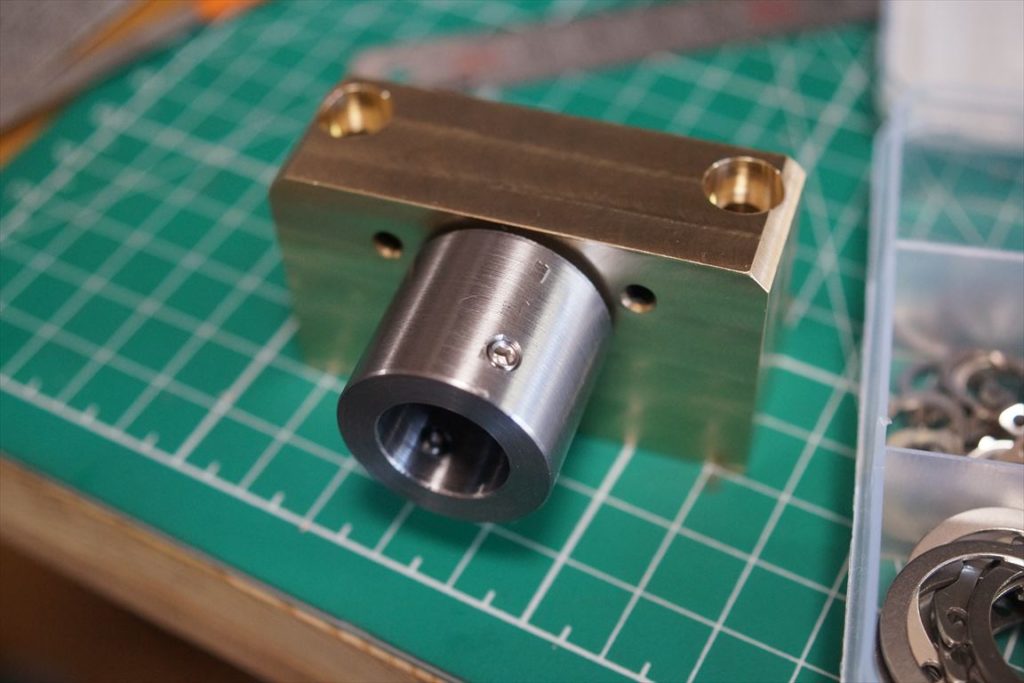
ピカピカに復活!
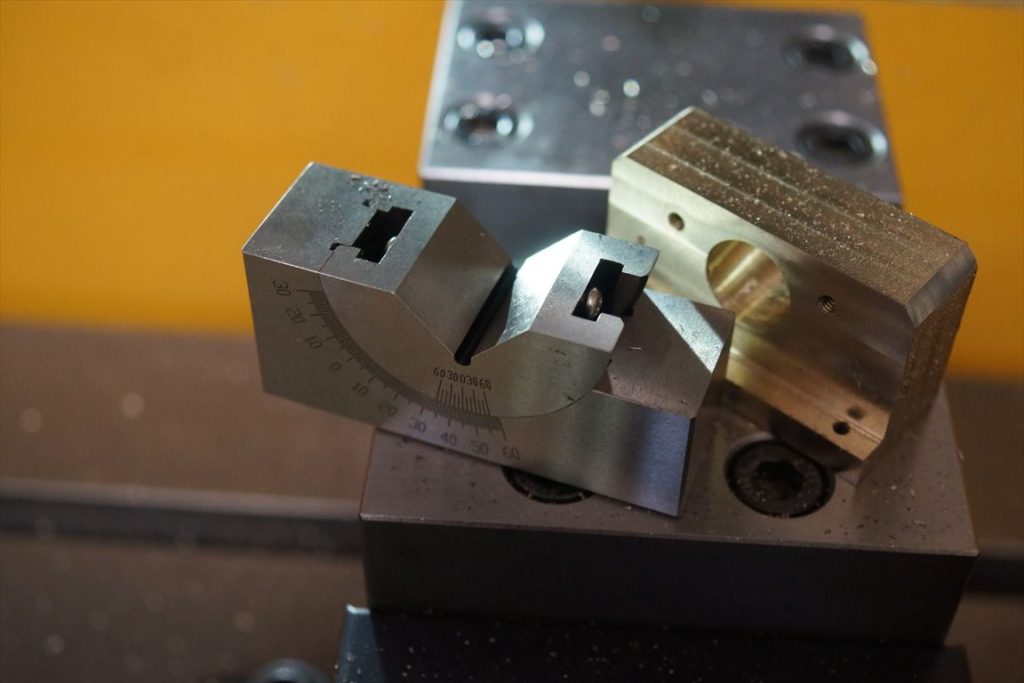
中国製の角度を付けられるアングルブロックなんかも使用してみました。
取り付けボルト穴はザグリ加工。

材質S45C 旋盤で径変換ソケットを製作。(φ25)

セットスクリューで軸と接合します。

アマゾンで購入したスナップリングセット

旋盤で軸に幅1.5mmの溝を入れφ6mmの軸をスナップリングで固定。
これでサポート部分は完成!
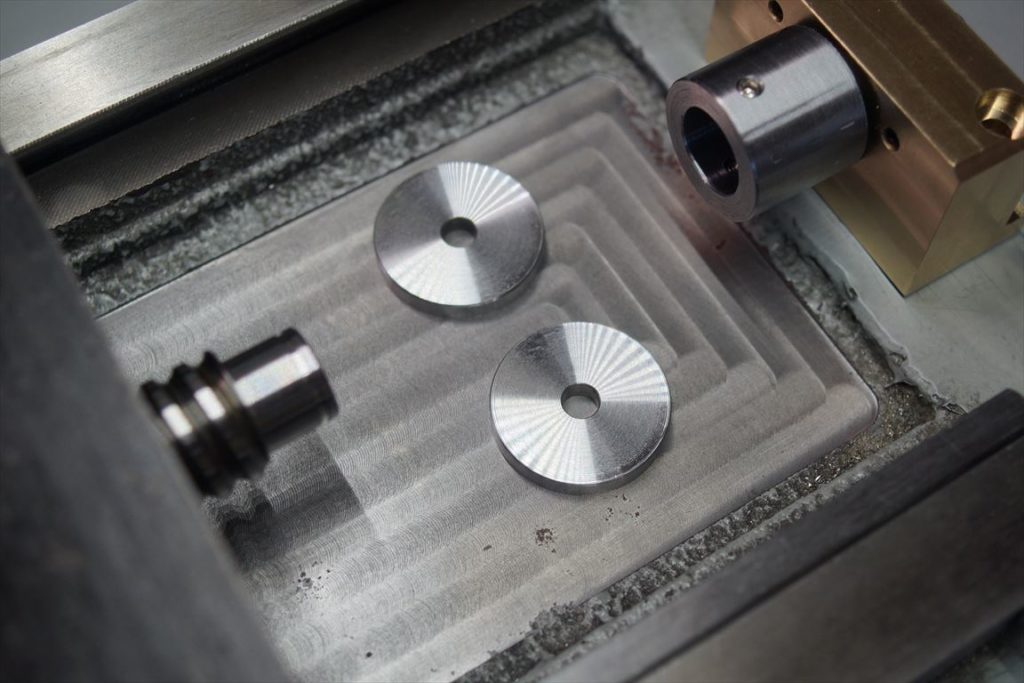
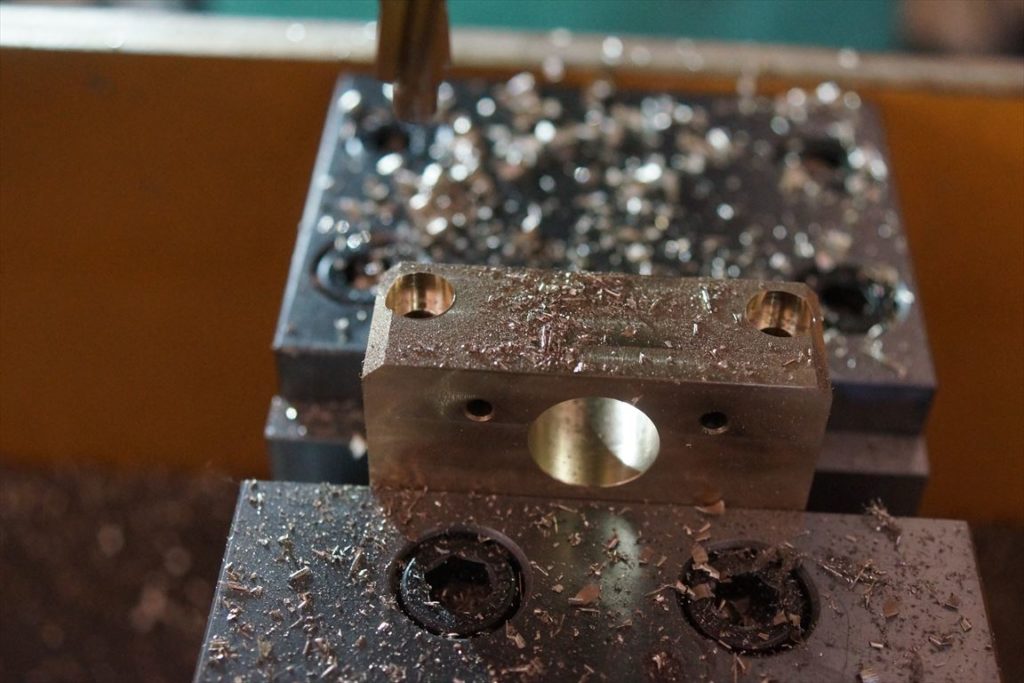
現物合わせで取り付けにはスペーサーが必要になり旋盤でこんな円形のカラーを作製。
位置決めが出来たらねじ穴(M5)を加工。
こんな感じで完成~
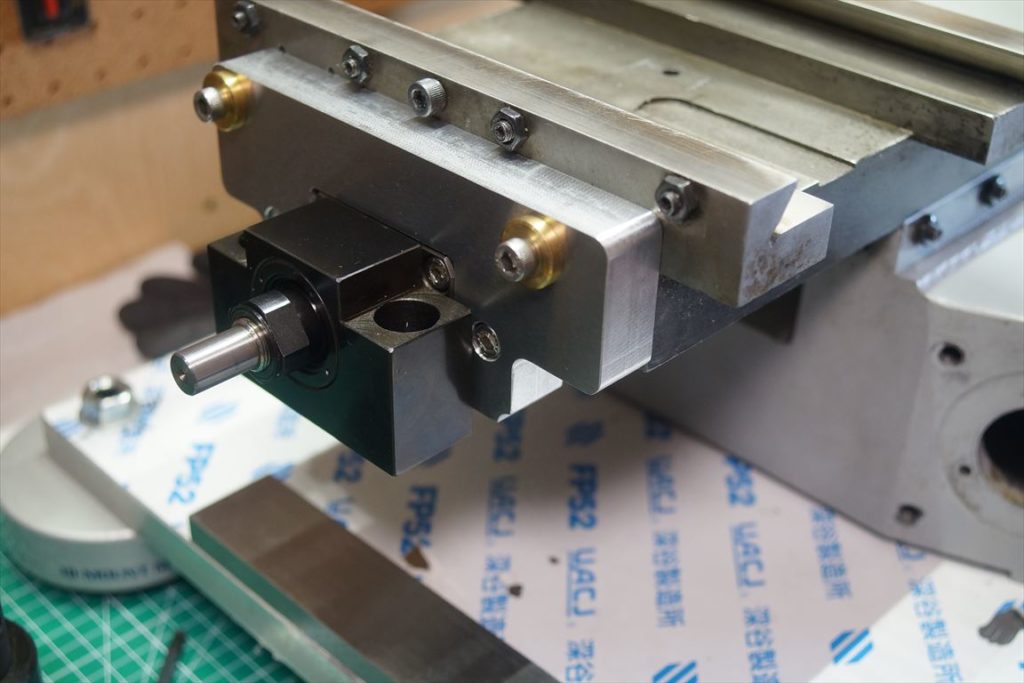
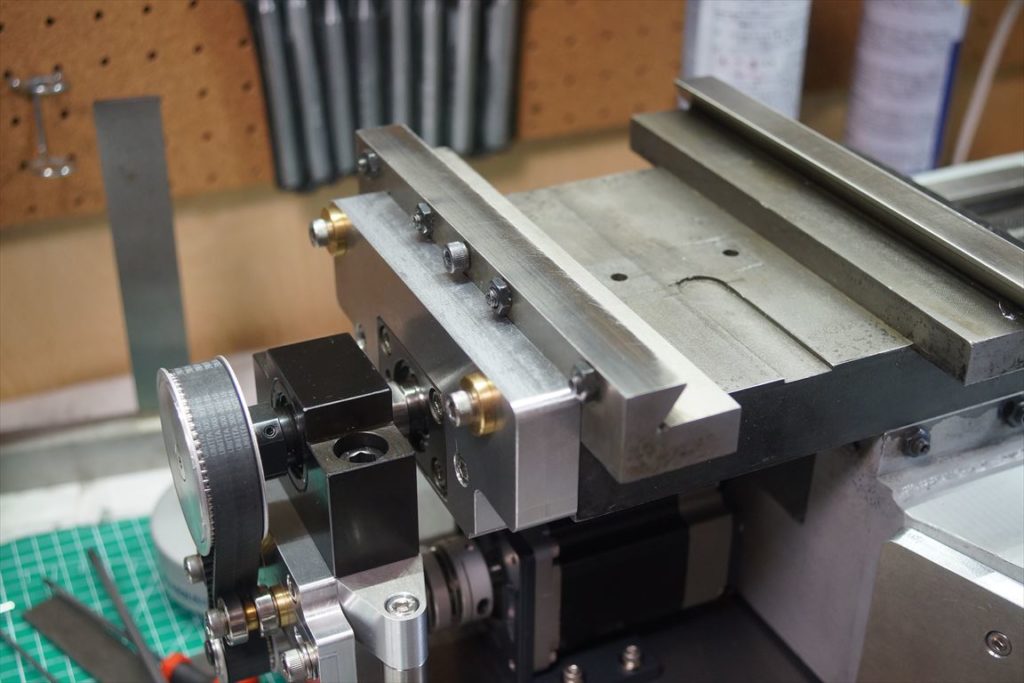
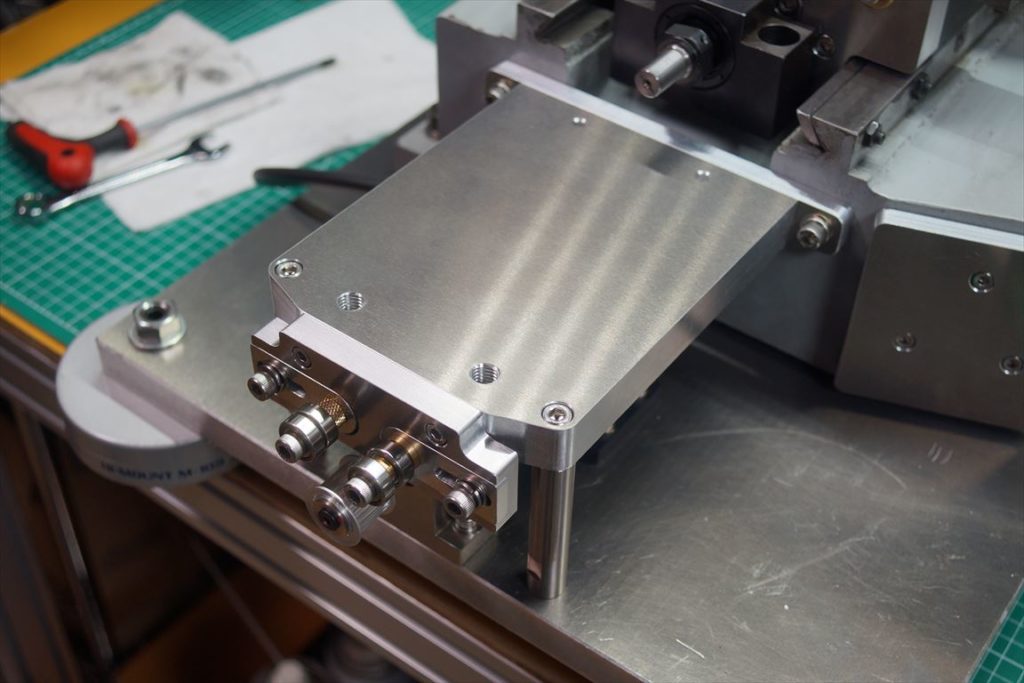
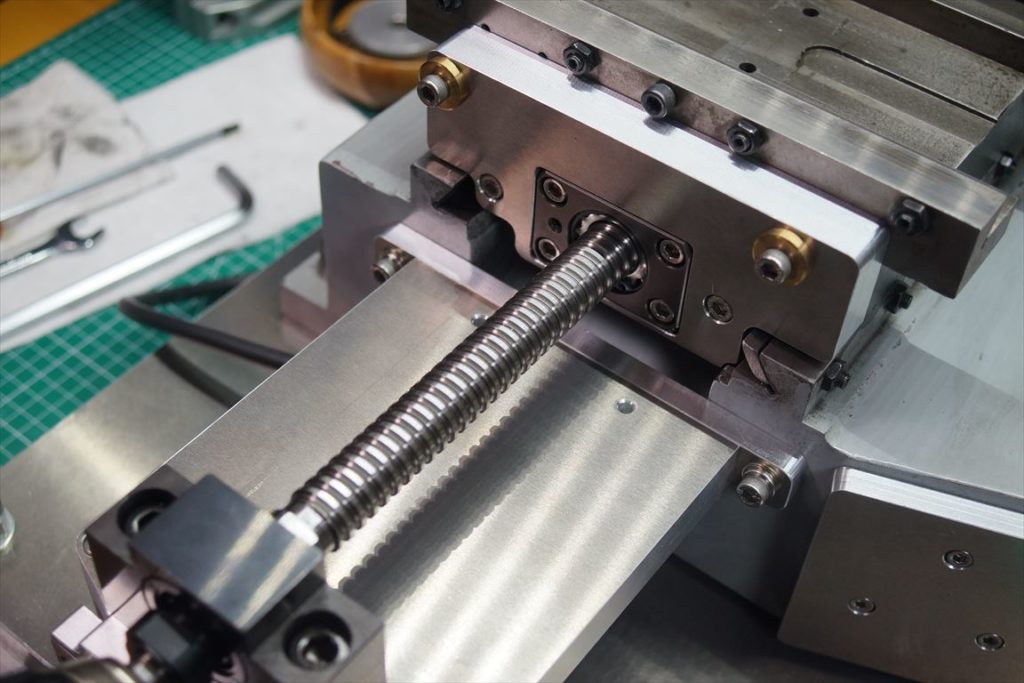
Y軸 完成!!?
Y軸、取り敢えず仮完成です。
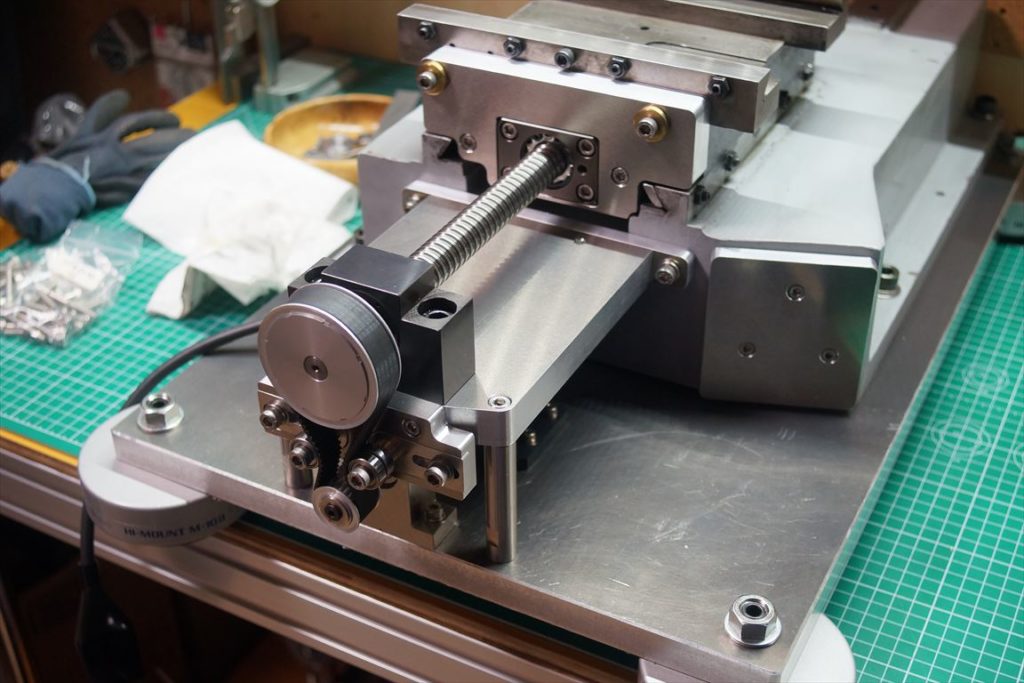
ボールねじのねじがむき出しなので最後にスクリューカバーを取り付ける予定。
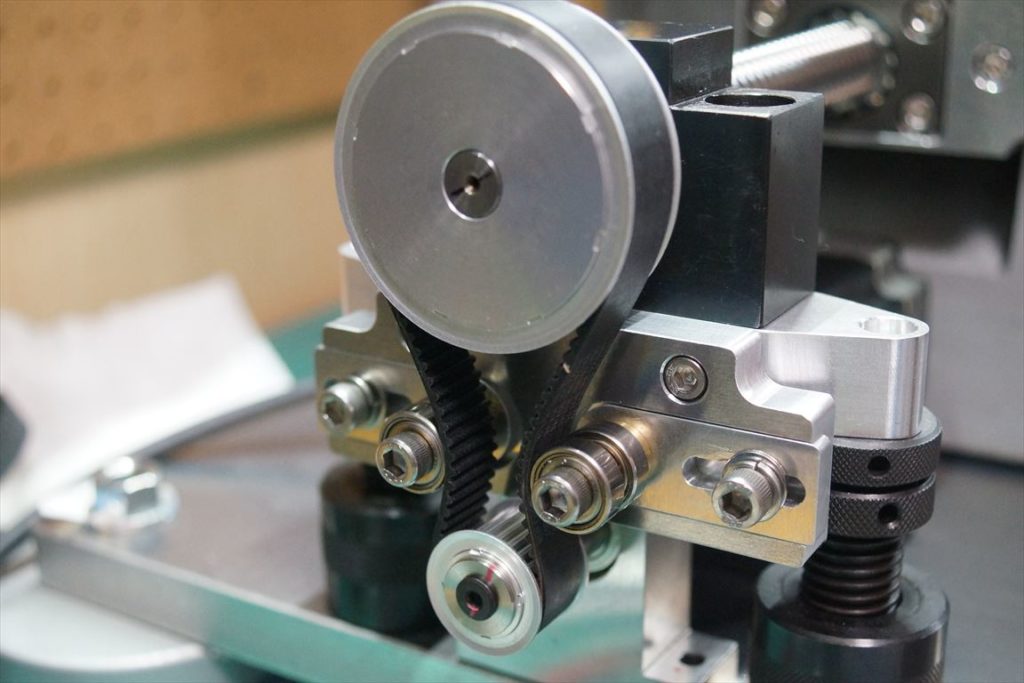
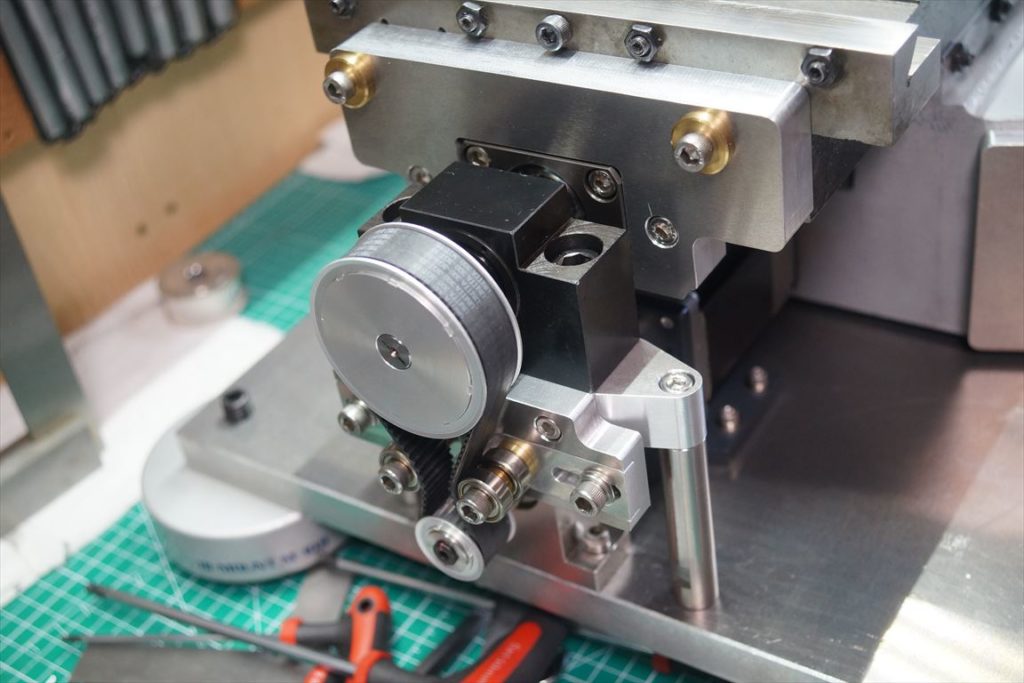
力作?のオリジナルタイミングベルトテンショナー
デザインもしっくり出来たかな?
モータースペースも奇跡的?に収まりました。
Y軸編 完
X軸へ続く
にほんブログ村


コメント