
PSF-550VDR-自作CNCが不調になり以前から考えていた改造をしてみました。不調はZ軸に始まりそれを修理しているとY軸まで不調になり完全に使用出来なくなりました。当方のPSF-550VDR-自作CNCはCNC化されていますが金属加工初心者だった私が自分でCNC化した物ではなく業者に頼んで施工したCNC機械です。とてもベーシックな構成でCNCの勉強に大変役立ちました。施工価格はまぁまぁ良い価格でしたがCNCの学習がかなりショートカットされたので元は取れたと思います。加工スキルも近年、上がったのでオリジナル?のCNC改造にチャレンジしました。とは言え以前にX軸とY軸はボールねじに交換済です。ですがこれも新たに精度UPした物を取り付けます。この記事は改造記録です。Y軸→X軸→Z軸の順番で施工しました。
主軸制御盤背面カバーを取り付ける
Z軸からの続きです。
背面カバーを加工して取り付けます。

既存のねじ穴M5をM6に変更して剛性を上げます。。

M6タップ
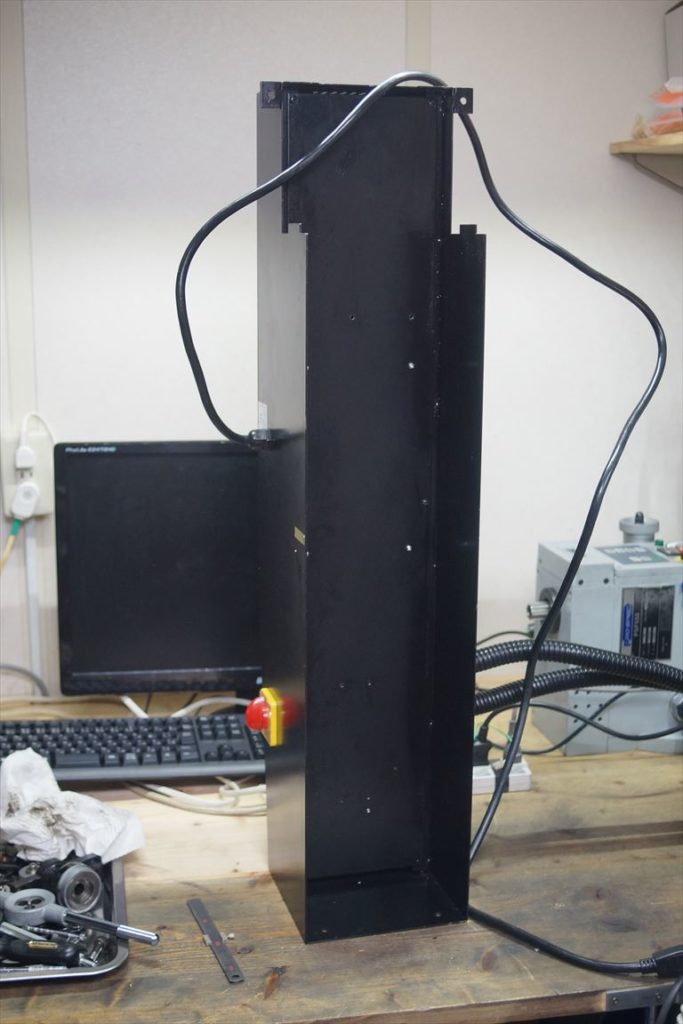
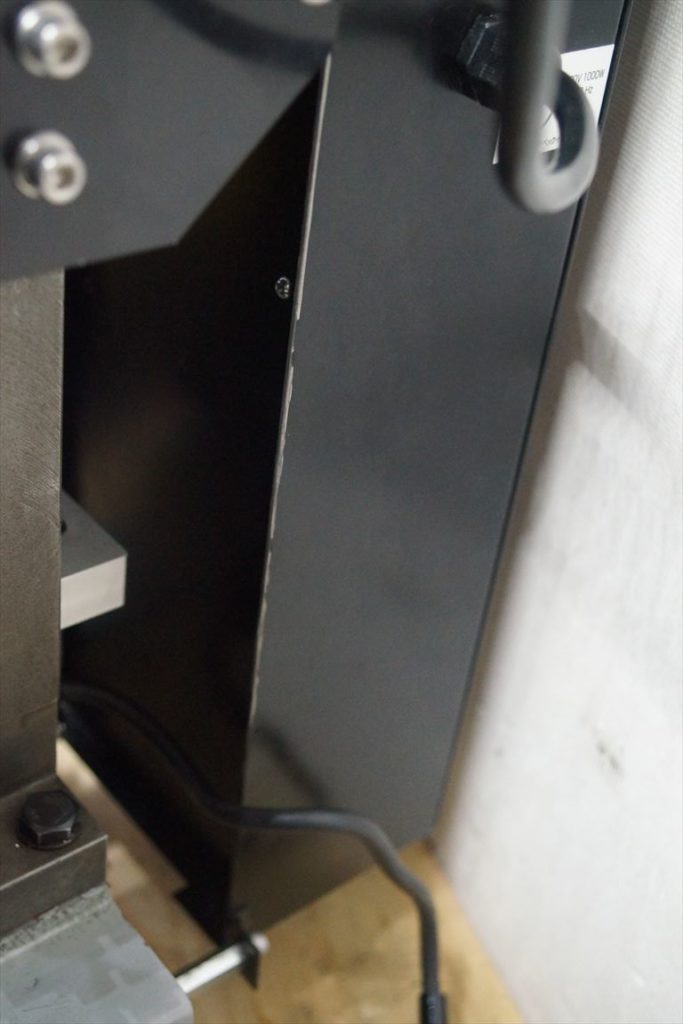
主軸の制御BOXを背面に取付けます。この箇所も非常に悩みました。当初の考えではこれを破棄して新たにBOXを移設させようと思いましたが、主軸からの配線が複雑で再配線するのが面倒だと思い既存のこれをどうにか使いたかった次第です。意外とこの箱もしっかり作られていて破棄するのは勿体無いと思います。

板を定規にして切断砥石をセットしたグラインダーで不要部分をカットします。

歪になると思いましたが、意外と真っ直ぐに切れるものですね。

こんな感じで天井・側面をカット。

ヤスリで仕上げ
支柱側の取り付けは既存のねじ穴2箇所(M5)を利用します。

このままでは取り付かないので天井板を作り天井を延長させます。

t=12アルミ板で製作。

本体支柱側

こんな感じで取付けます。

BOX側も取り付け穴を開けます。

4箇所

M6のボルトでBOX内部から締め込みます。

こんな感じで何とか取り付け。
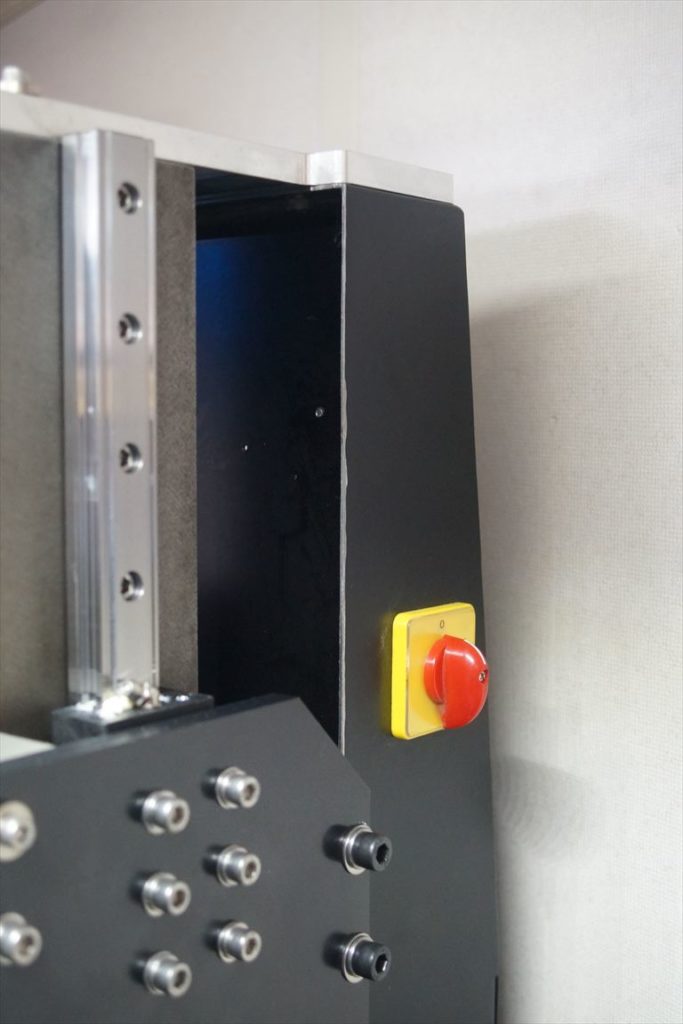
狭い工房の壁ギリギリで収まりそうです。

土台下部は支柱を立てて取り付けます。

こんな感じで支柱を旋盤でカット加工してピッタリ垂直になるように取り付けます。

しっかりと固定出来てます。
完成!
制御BOXの作製(Apple Mac Pro)
Apple Mac ProのPC箱を利用して制御BOXを製作しました。

この機種の中古は古いので安く手に入ります。箱だけ欲しいので起動しないジャンク品だと格安です。デザインもよく、作りも良いので制御BOXには最適です。

1〜2時間ほど掛けてPC内部を取り除きます。解体方法があるので調べながら行いました。結構、面倒な作業です。
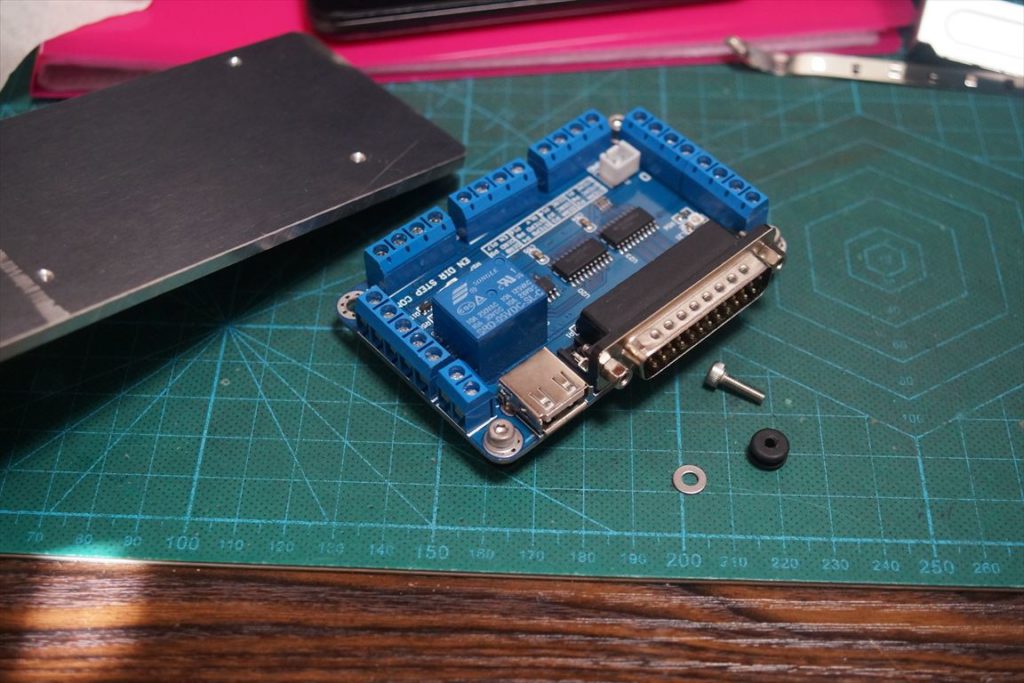
愛用の制御ボードです。長年、使用していますが壊れないです。

3軸分のモータードライバー AC100V(ARD-A)を設置。将来の拡張を見据え4軸(A軸)が入るようにスペースを空けときました。ドライバーや電源の配線に丸一日掛かります。

電源入口にはノイズフィルタを設置。
・ENF-SNT-6D ノイズフィルタ

モーターの配線はオリエンタルモーター純正を用意。
・ Orientalmotor CC020VAF

穴開け加工があるので地味ですが組み立てるのに時間が掛かりますね。

電源引き込み部分はインレットプラグを装着。

PC背部の増設ポートから制御基板のパラレルポートを出します。

蓋も頑丈に作られていますが足の部分が所詮アルミなのでやわかなと思います。

ワンタッチでロック!

作業場に運んでPC(LinuxCNC)と繋げます。
塗装&アルマイト加工
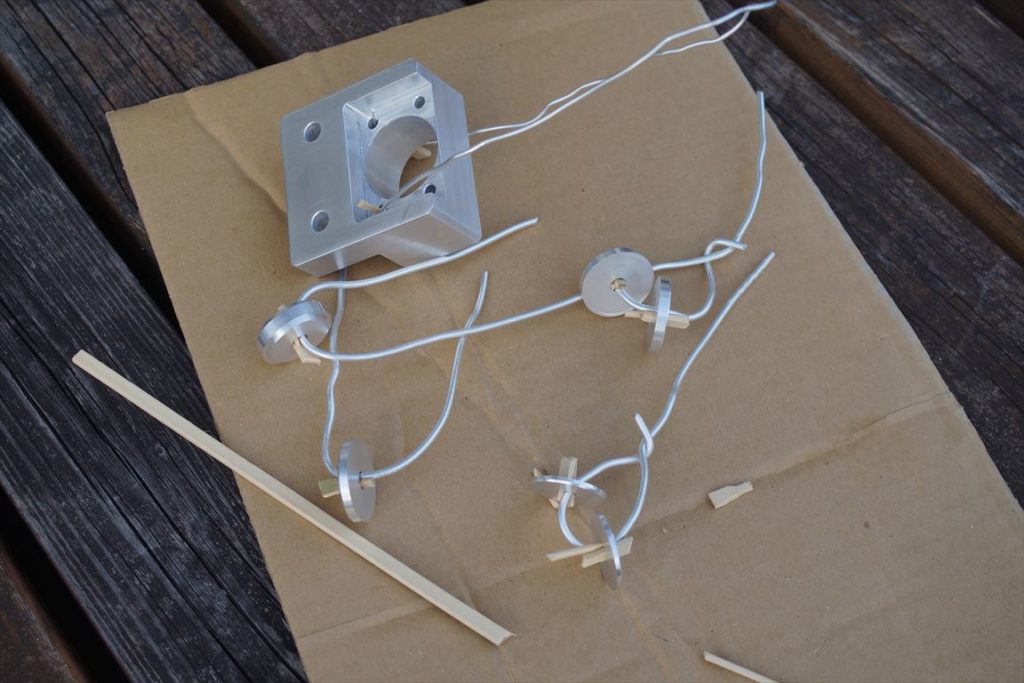
自作で制作した部品を塗装します。

アルミはアルマイト加工で鉄は黒染めスプレーを使いました。

脱脂にはお湯で薄めたパイプフィニッシュに浸けます。(15分位)

大きいい材料はパーツクリーナーで脱脂

晴れた日に一気に塗装します。

黒染めスプレーは素人でも綺麗に染まります。

これが今回の改造で制作したアルミ部品。たくさんあります・・・・
・レッツアルマイト!! 高彩色・高耐候アルマイト施工キットを使ってみた!Part1

アルマイト加工は時間と手間が掛かります。

初めて着色無しのシルバーアルマイトに挑戦しました。アルマイト剥離剤「ストリッパー」で前処理してるので表面は綺麗です。
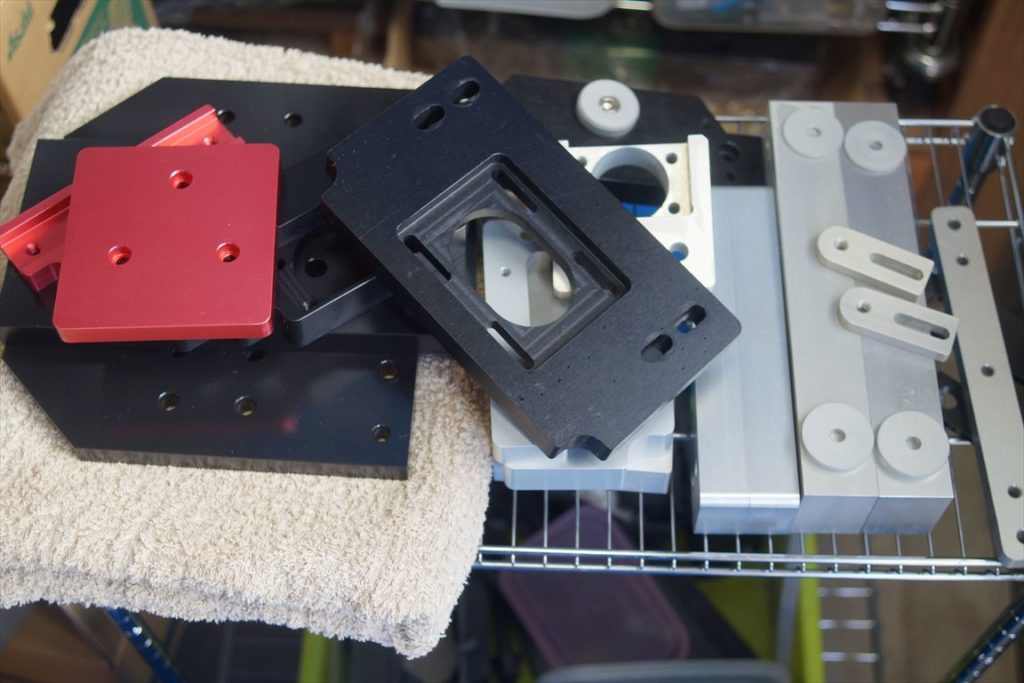
2日かけてすべて処理が終わった~
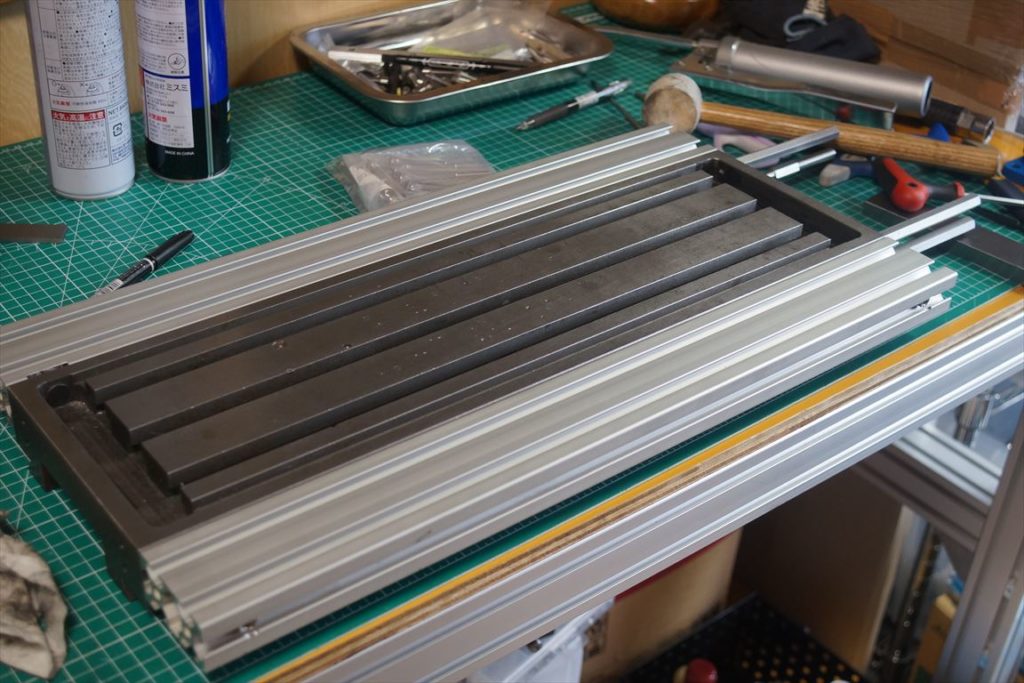
アルミフレームでテーブル延長
アルミフレームを使ってY軸方向のベットを延長します。
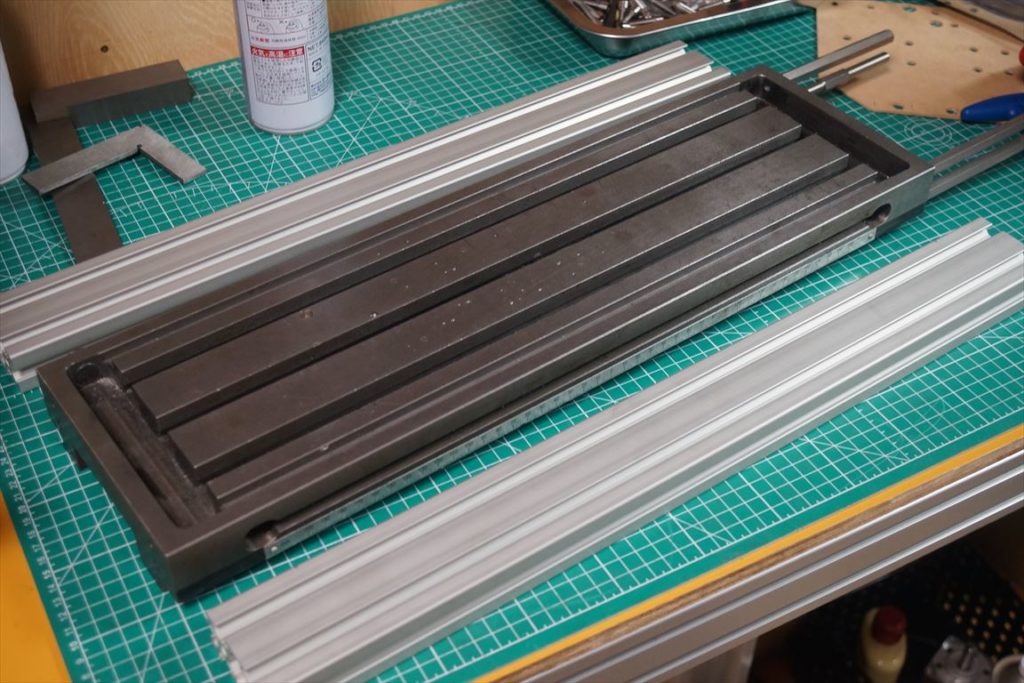
Y軸は今回の改造で加工範囲が大きくなるのでベット延長をしました。横方向からボルトで止めるだけなのでZ軸方向からの荷重には弱いです。あくまでもワークの補助テーブル扱いです。
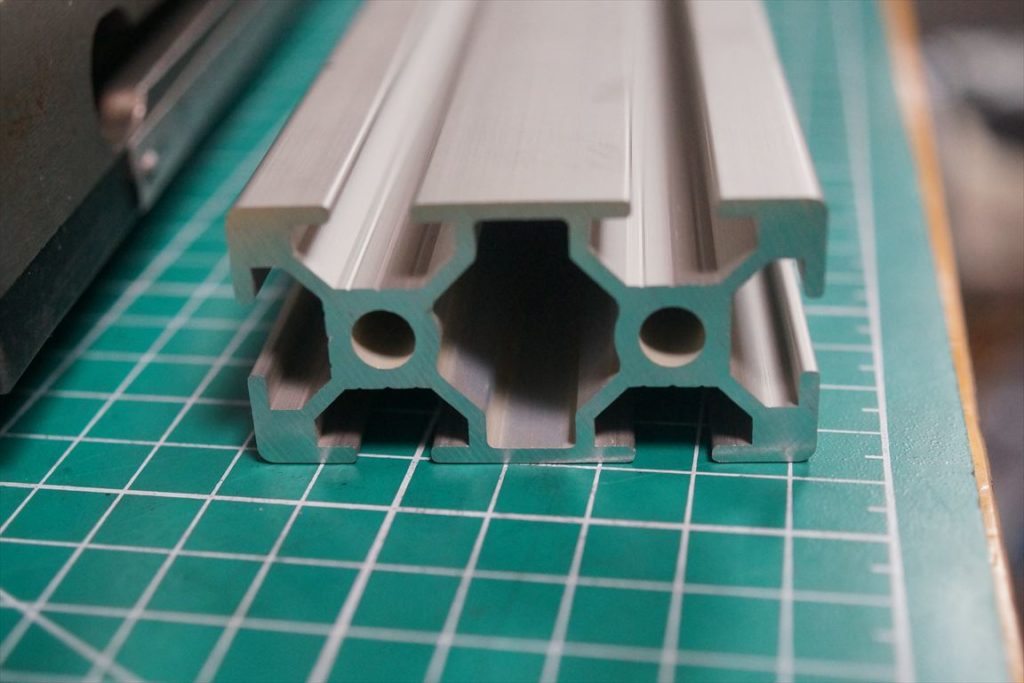
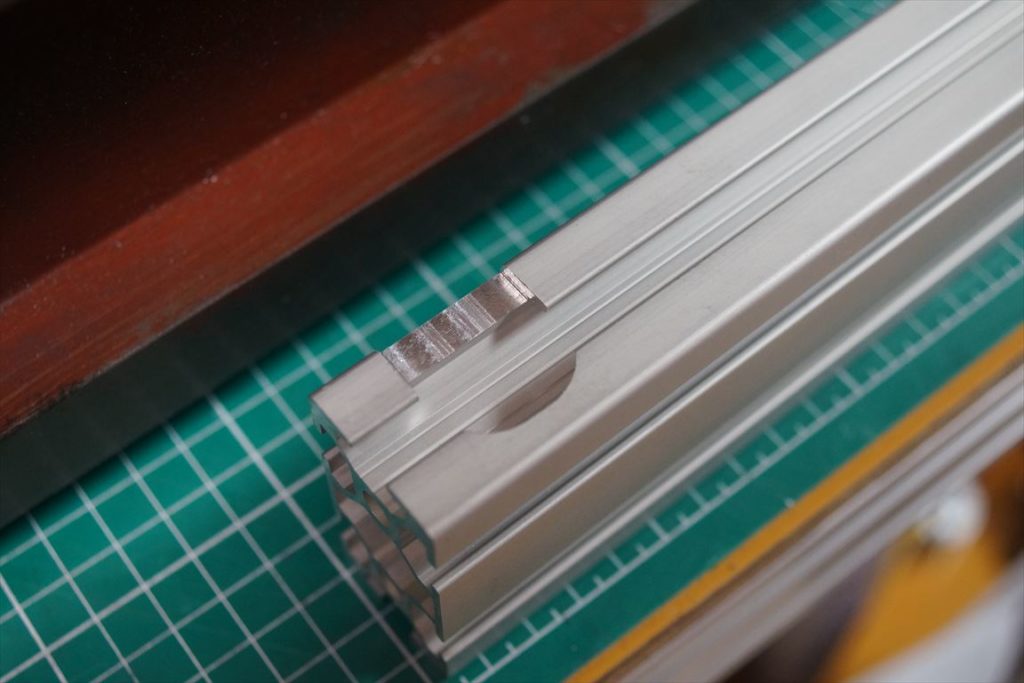
用意した材料はミスミ製のアルミフレームです。GFS(高剛性タイプ)を購入。
・アルミフレーム 6シリーズ 長方形 30×60mm 2列溝 4面溝 全長 550(mm)
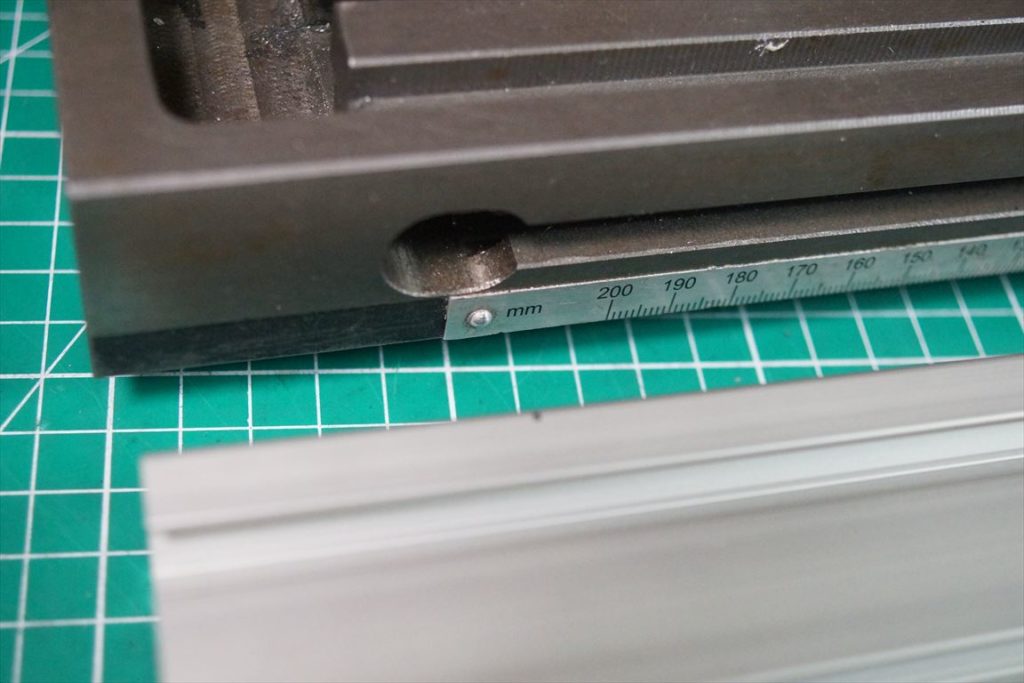
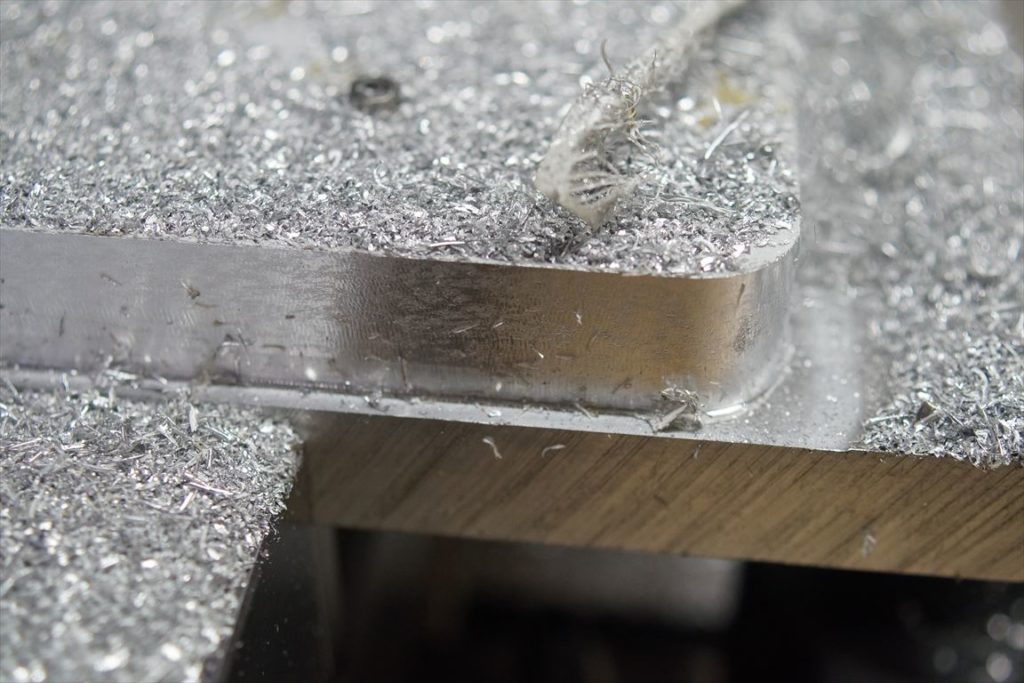
取り付けにあたり干渉部分を確認。

このマシンスケールに接触してしまうのでアルミフレームを削ります。
手動操作で深さ1mm程度切削

下から見た写真

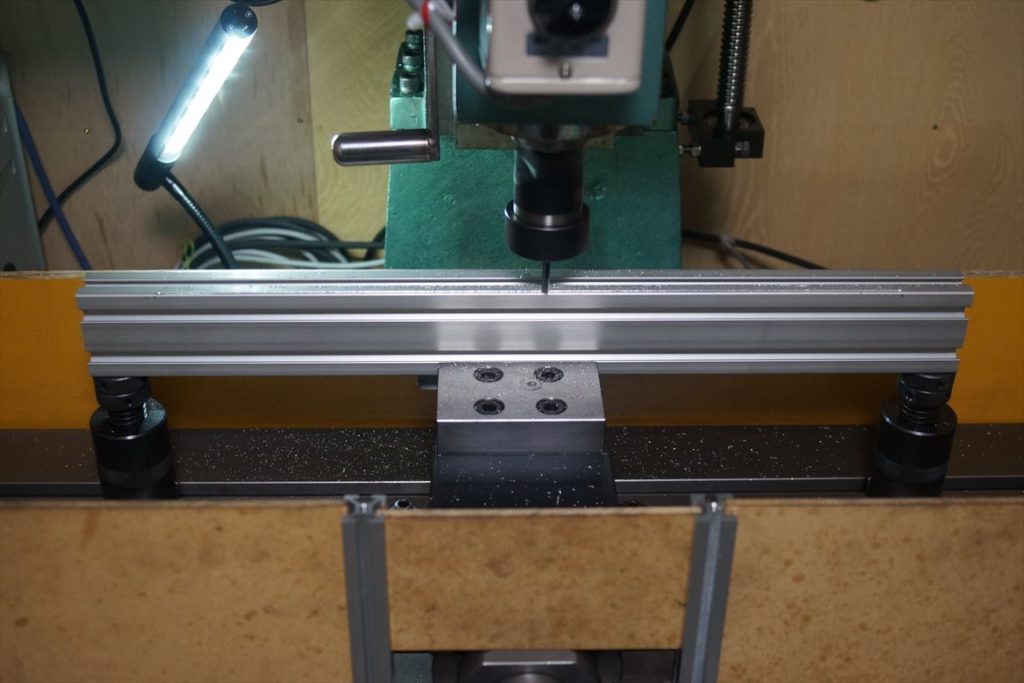
反対側はクーラント液の放出穴キャップが干渉するのでその部分を切削します。
CNCで切削
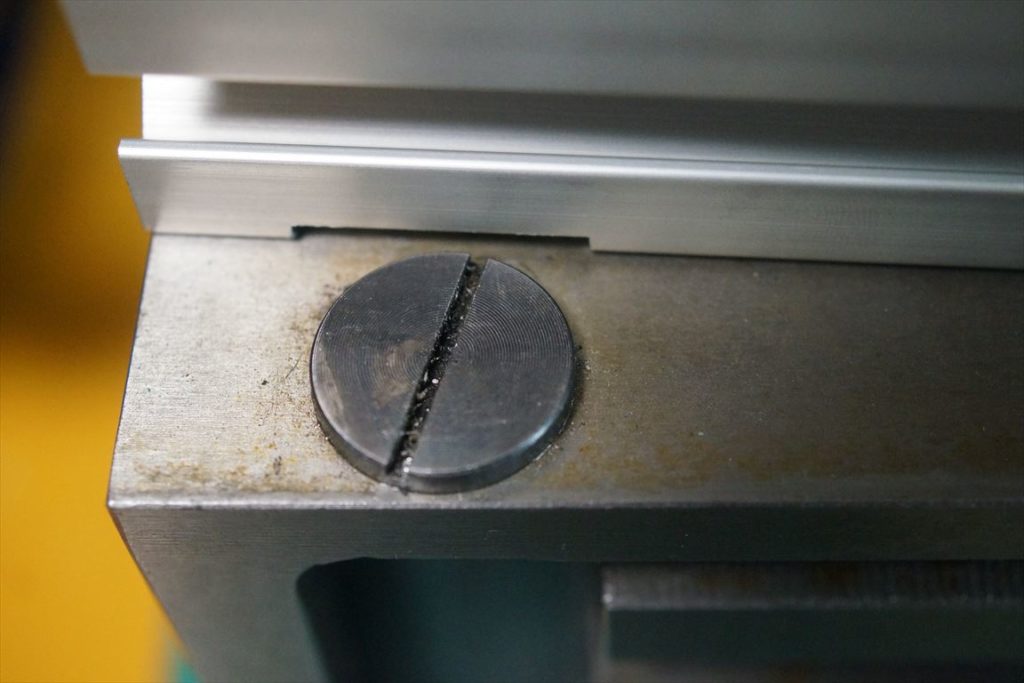
ピッタリと合えば・・・

こんな感じです。

取り付けボルトねじ穴(M6)
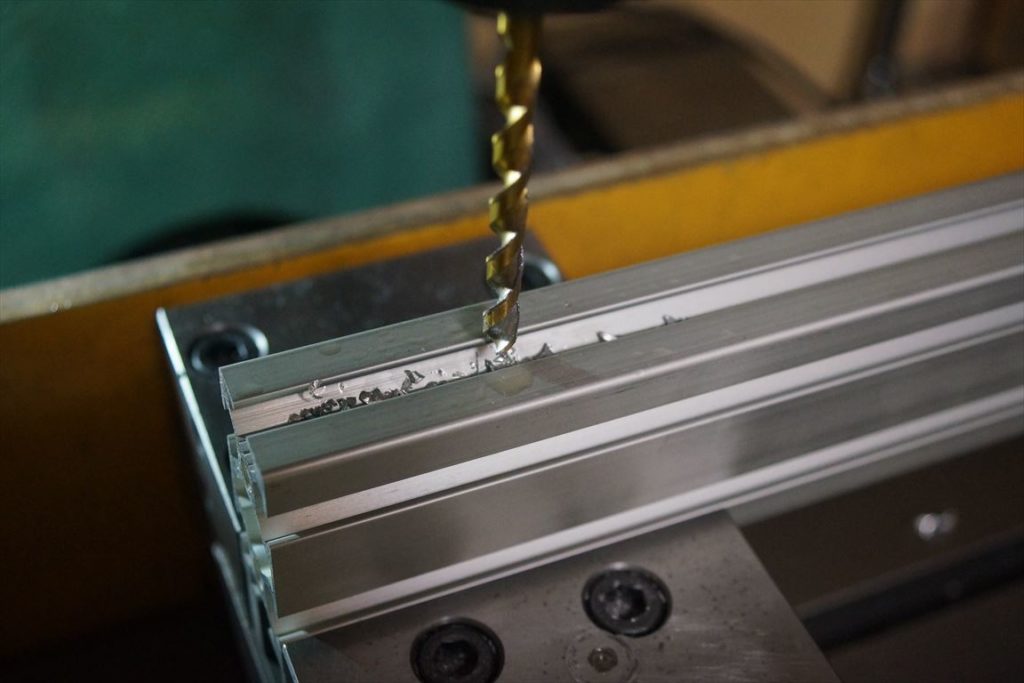
フレームモーター貫通穴を開けます
M6のザグリ加工をしてキャップボルトの頭が入るように加工します。
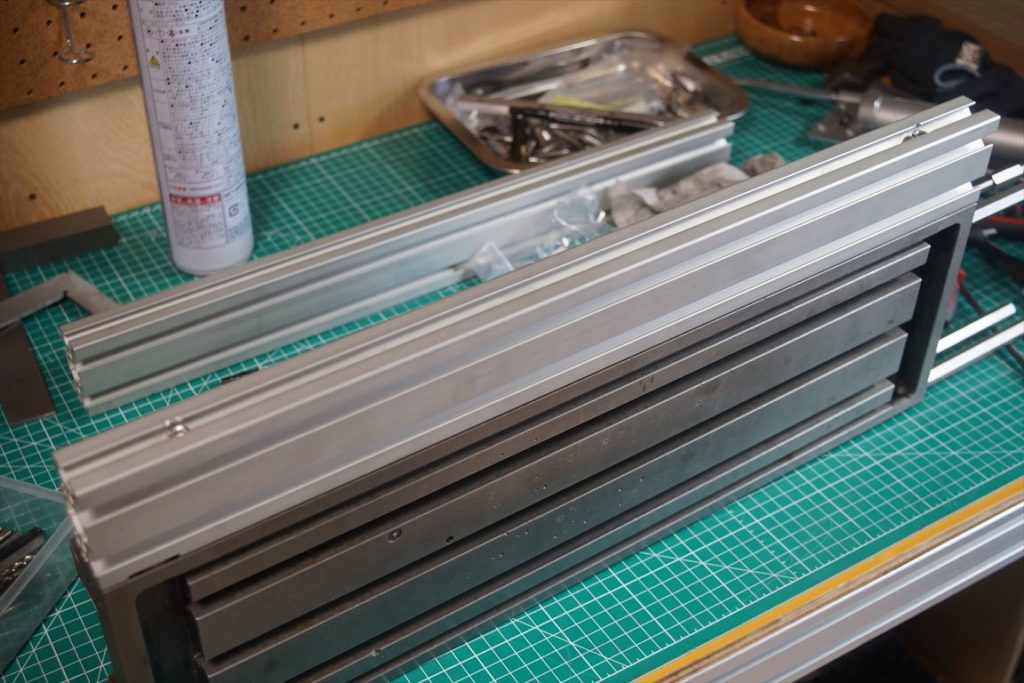
完成!
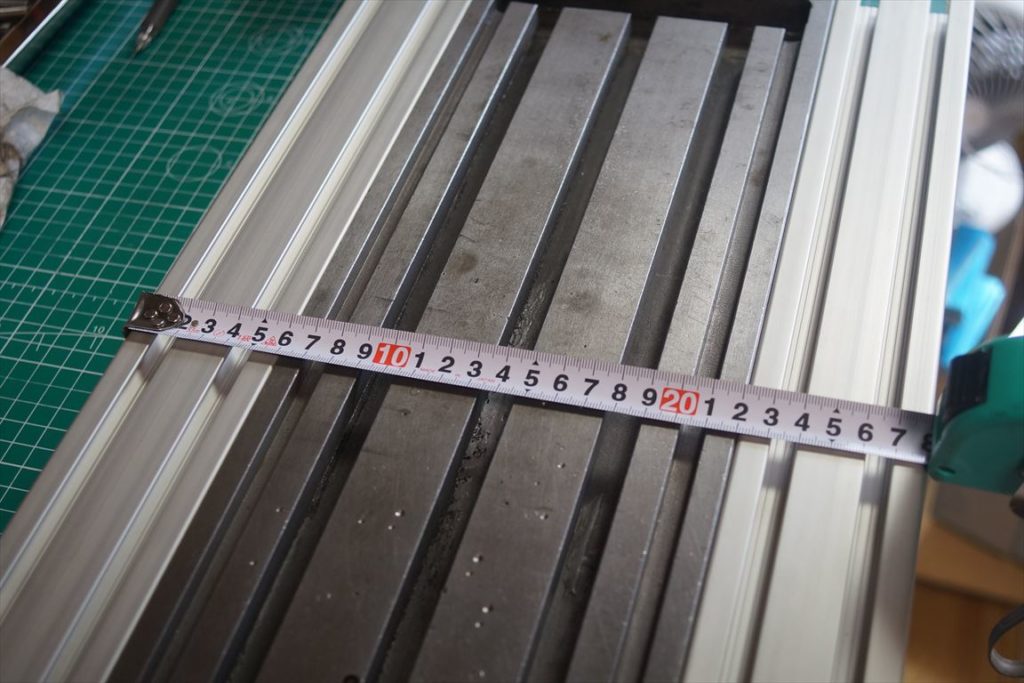
幅280mmのテーブルになりました
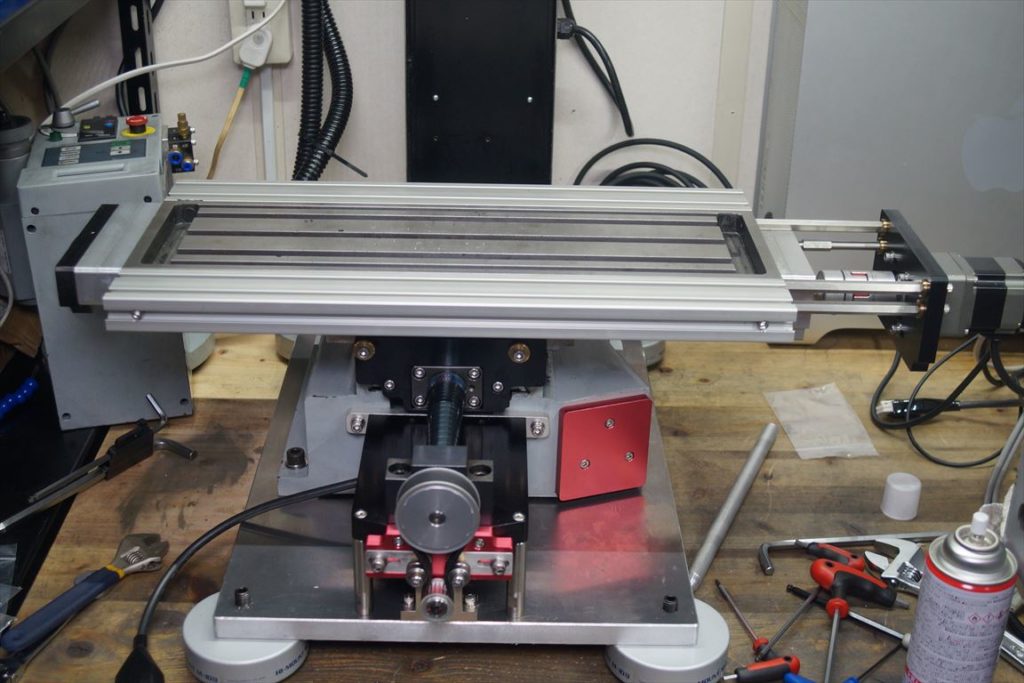
移動~組み立て
別の倉庫で組み立てていたものを狭い工房に運び直します。
位置を決めます。
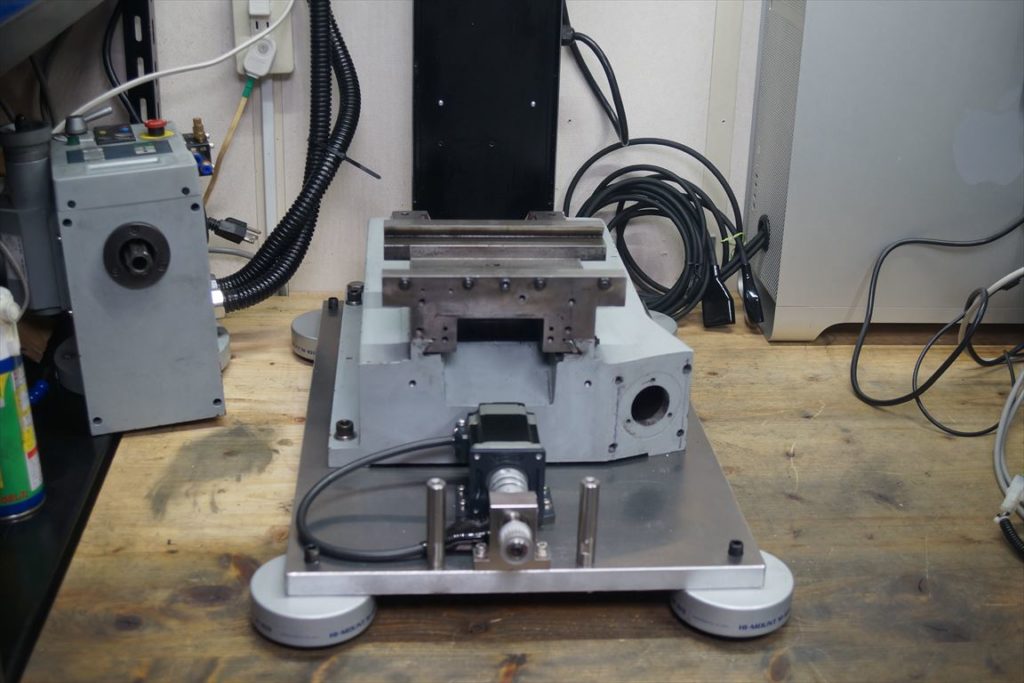
順番に組み立てて行きます。

パソコン&ディスプレイを設置。工房が激狭なので物がいっぱい・・・

最終組み立てなのでグリスの充填も忘れなく・・・(THK グリースオイルAFA ウレア系)
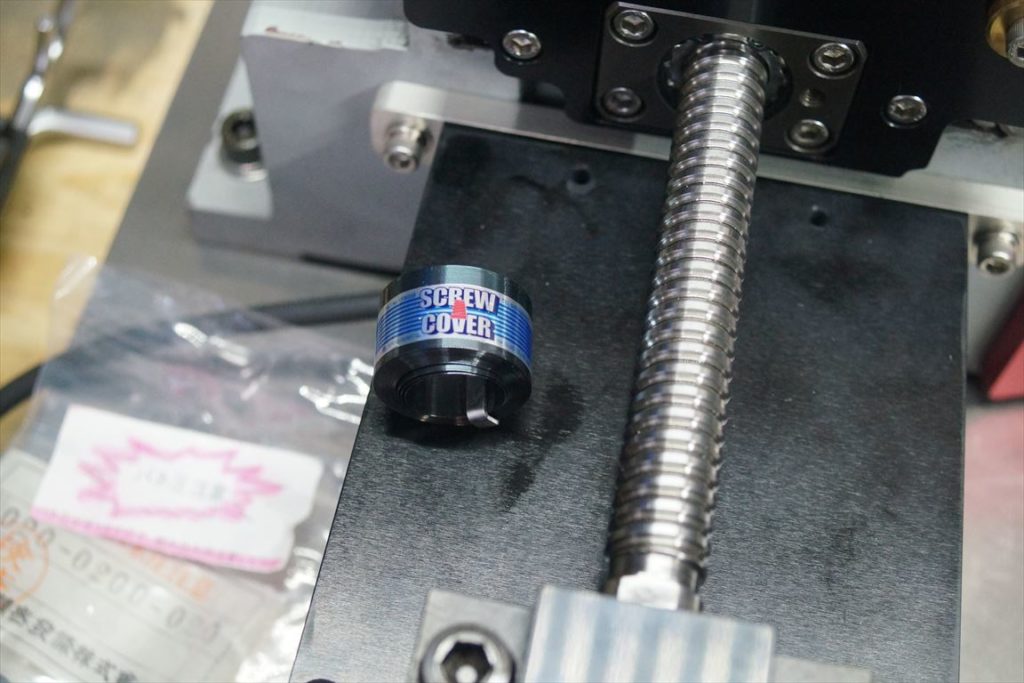
Y軸のスクリューカバーを取り付けます。
装着! これでY軸むき出しボールねじの切削粉対策が出来ました。
X・Y軸完成!

Z軸の支柱を設置。
ここでシクネステープを使って最終調整です。仮組立時も調整してましたが改めて・・・リニアガイド(予圧品)の遊びは極めて少ないのでコンマ単位での調整が必要です。0.1mmでも合わないと動きません。(動きが硬い)

この様に両サイドのリニアガイドを調整してスムーズに動くようになります。調整はシビアなので根気がいります。
僅かな隙間で干渉は無いようです。リニアガイドに荷重が掛かっているのがわかります。
PSF−550VDR Z軸リニアガイド化に成功!?

さて、最大の難関です。主軸の取り付け・・・
いや〜重いっす!何とか一人で持てますが本来は二人で作業する場面ですね。
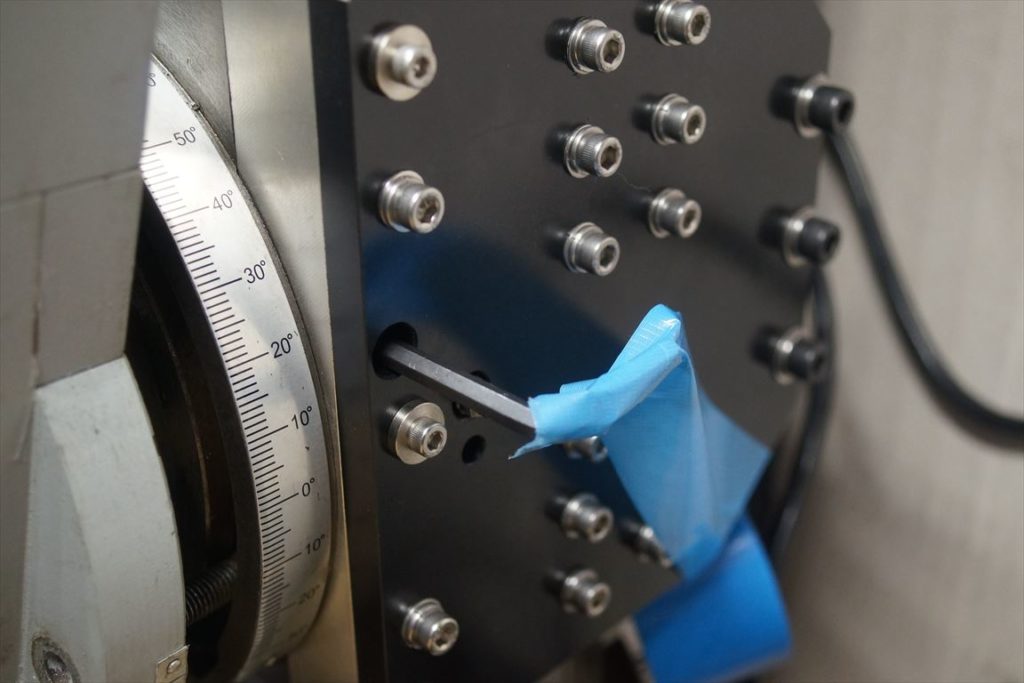
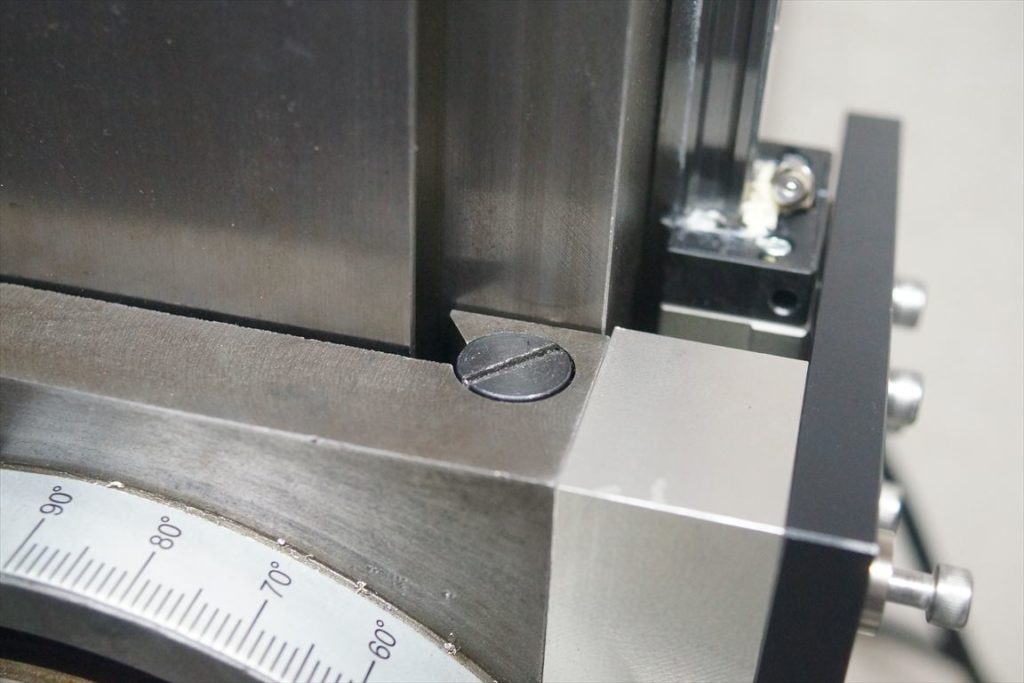
一人作業で主軸を取付ける難関がありました。この写真の角度調整のストッパー、ねじを回しておかなければ主軸が装着出来ないので、六角レンチをテープで止めて行いました。
主軸取り付けボルトも何とか装着出来ました~。

これでX・Y・Z軸は完成です。
スクリューカバーガイドの作製
Y軸の不具合発生!
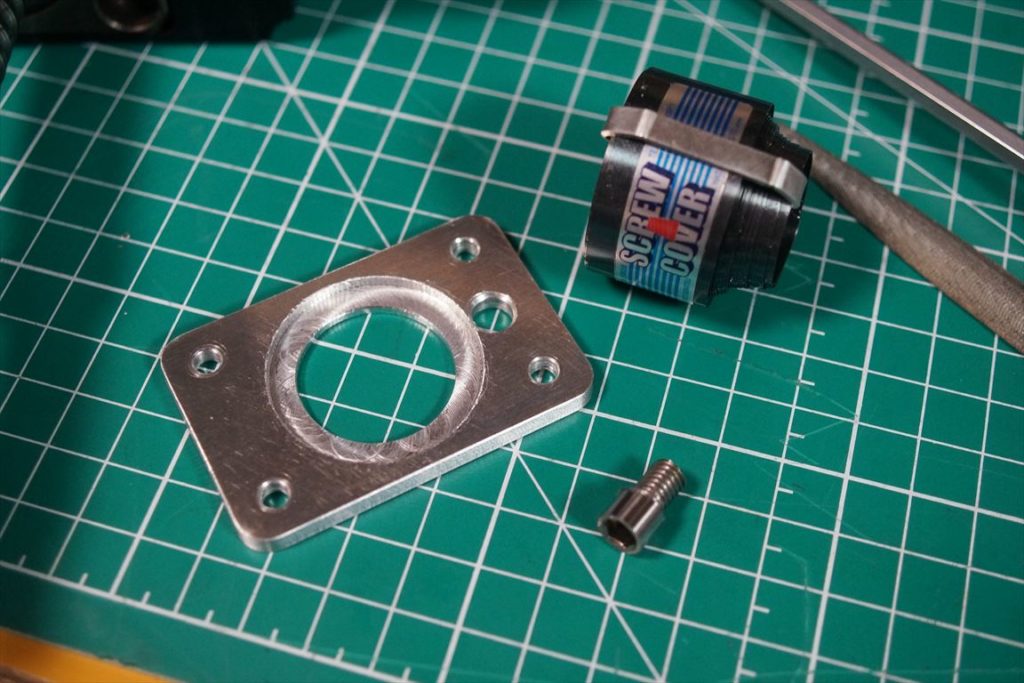
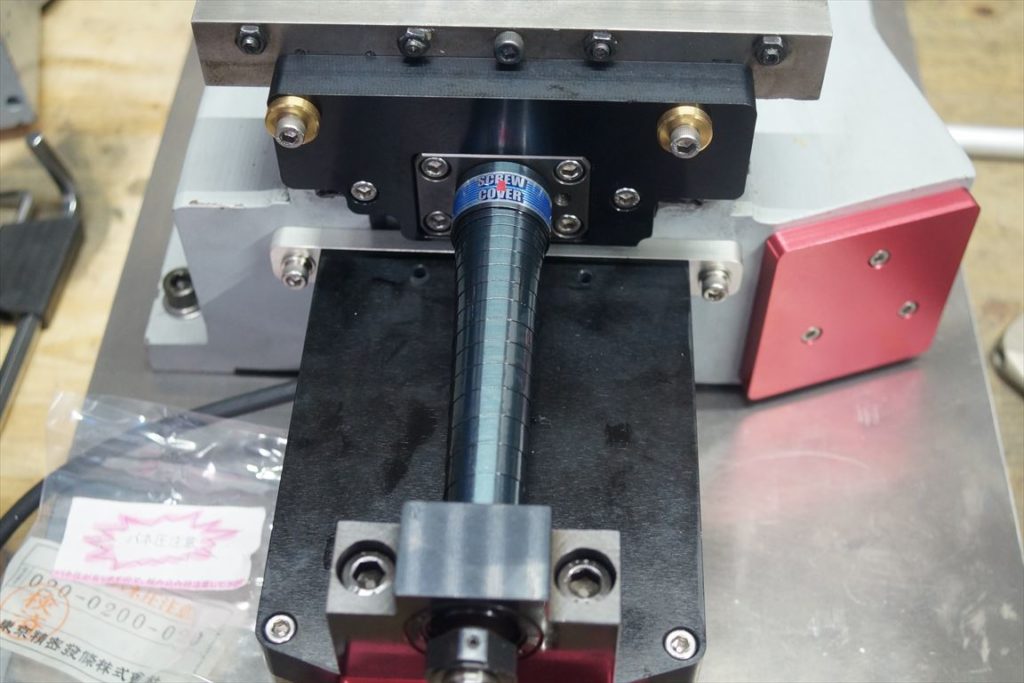
スクリューカバーがモーター動作時に暴れるのでガイドを自作して取り付けました。
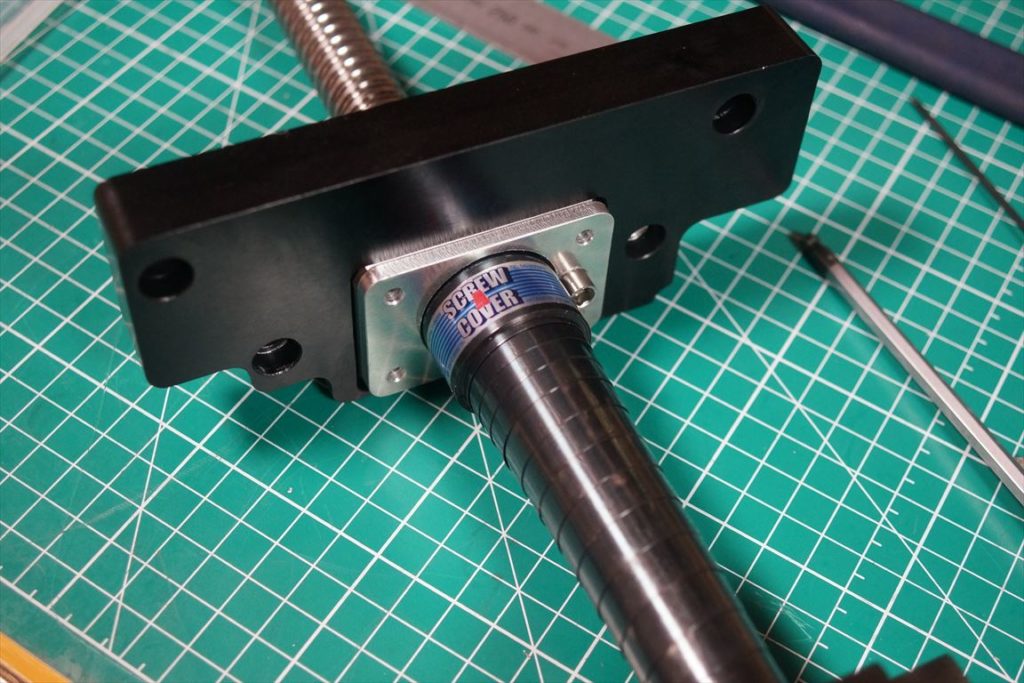
こんな感じで装着。取り付けはボールねじのグリスニップルを取付けるねじ穴(M6)を利用します。
主軸ミーリングチャック 日研NIKKEN CM3-22
主軸 MT3シャンク ミーリングチャックを中国製から日本製に変えました。

古いですが新品未使用品を入手。

木箱・・・

Φ22mmのストレートコレットもオークションで入手しました。但し、中古では入手困難な3mmコレットは新品で購入。

この機種は引きネジをがインチサイズの1/2Wです。純正品はM10です。

φ12mmの丸棒で引きねじを製作しました。

先端は六角ボルトを埋め込む
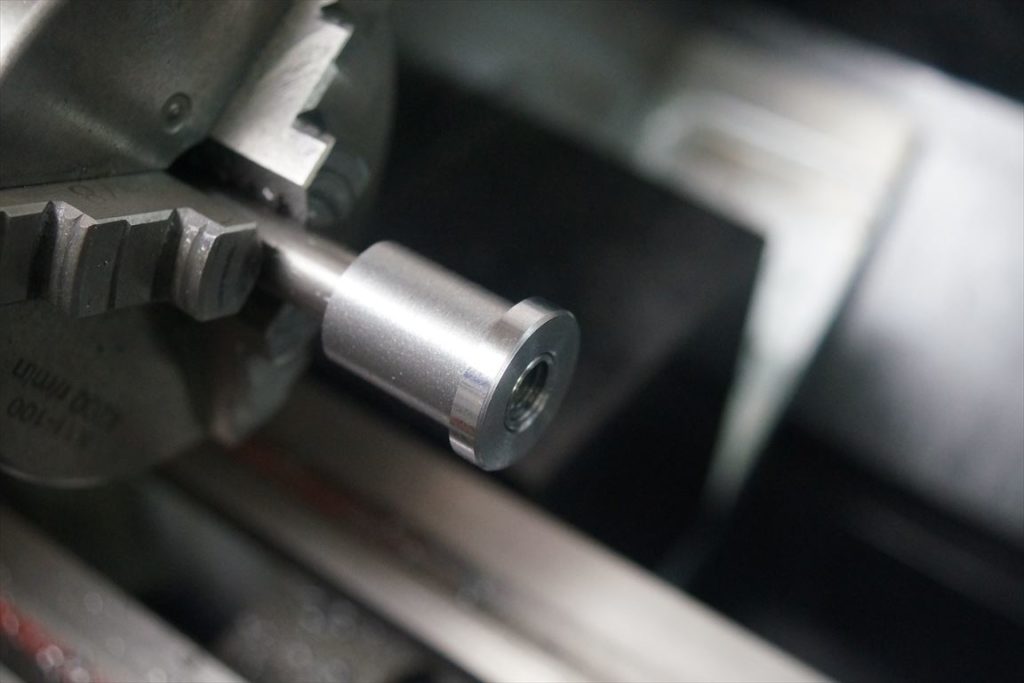
純正品を真似して作りました。

六角穴付きボルトの回転防止にピンを打ち込みます。

あんまり上手く打てませんでした。
段差を付けます。ちょっと汚くなりました・・・
こんな感じで完成!

お得意の「黒染めスプレー」で塗装
しっかりと固定できました。
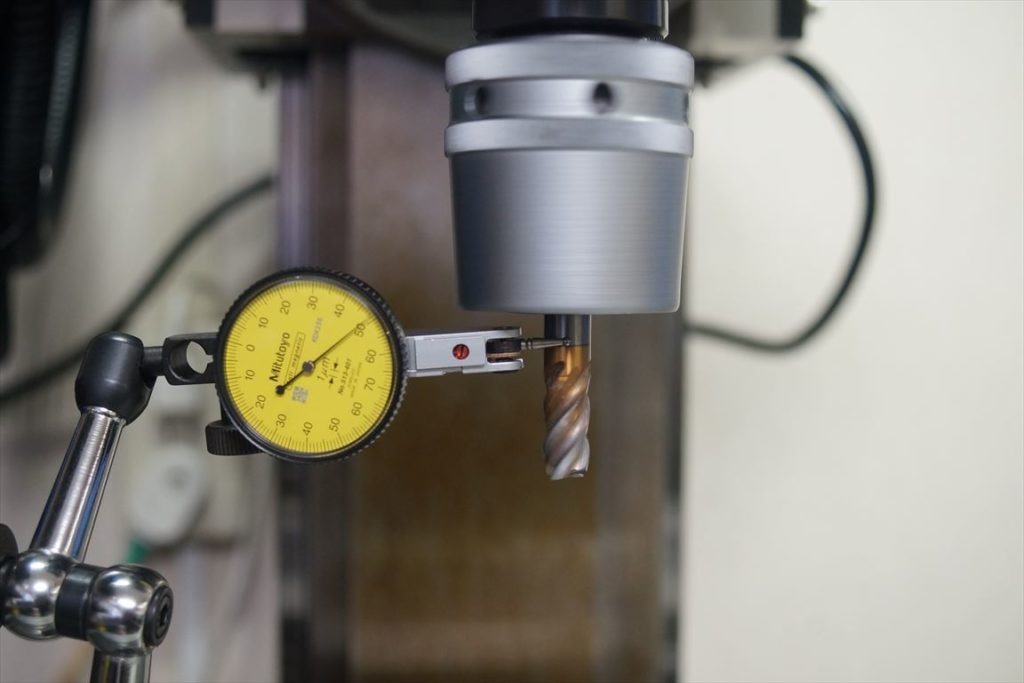
簡易的に主軸の振れをテストしました。エンドミルΦ10mm根本付近 振れ:0.01mm
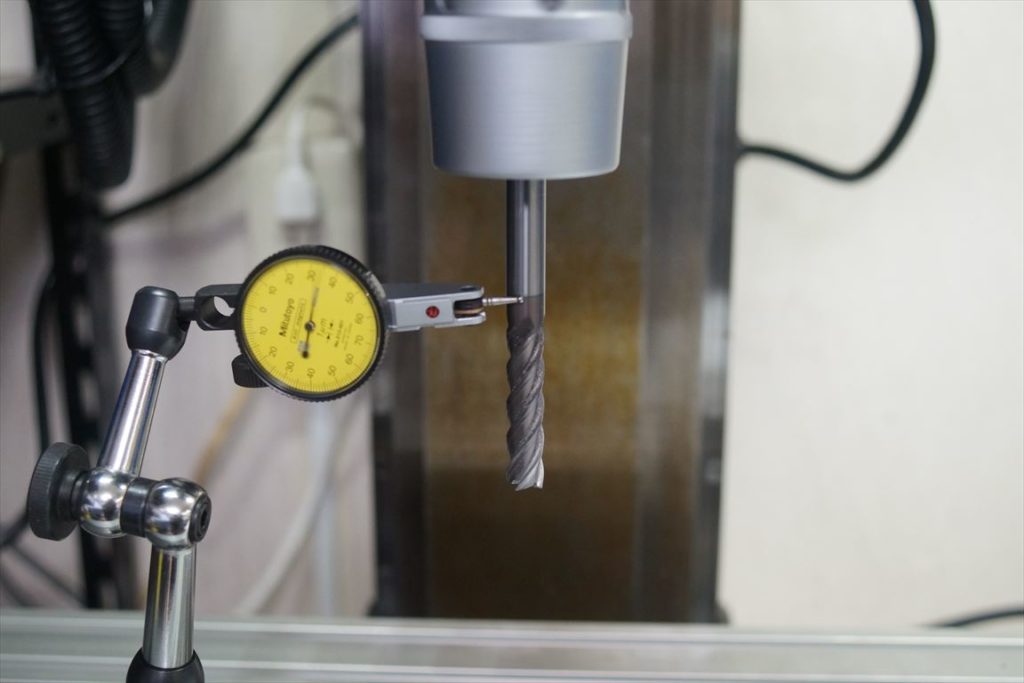
ロングシャンクエンドミルΦ10mm 根元から3cm付近 振れ:0.017mm
まずまずでしょうか?中国製のER32コレットチャックよりは間違いなく優秀です。
レンチ類も大きいものに買いなおし。使いやすいです。
・旭金属工業 ASH 引掛ピンスパナ50/55 FP5255
制御パネルの作製(LinuxCNCのショートカットキー割り当て)
LinuxCNCのショートカットキーを使って効率よくCNCを動かします。
制御パネルの作製をしました。

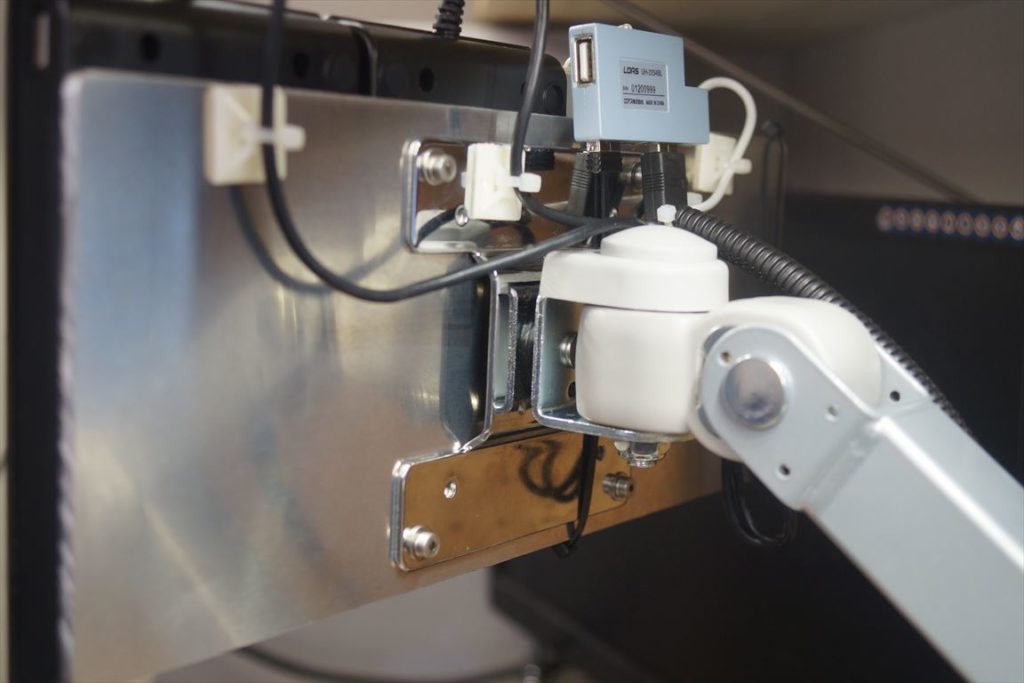
モニターアーム 100-LA014をハードオフで購入。新品未使用品です。これを操作パネルのアームにします。
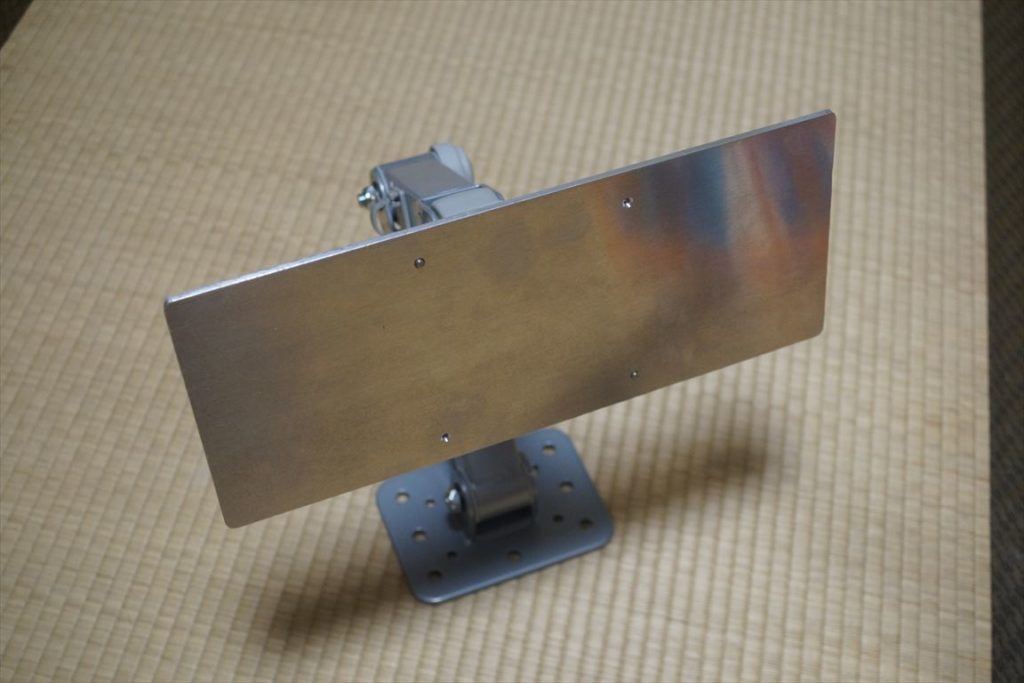
t=4mmのアルミ板を取り付けます。アームは立てて使います。

土台も手持ちで製作してある物を再利用します。重量もあり安定感もあるt=20mmアルミ板の土台です。

サンワサプライ(Sanwa Supply) テンキー プログラマブル 19UH2BKN2 ×2個
よく使うキーを配列します。
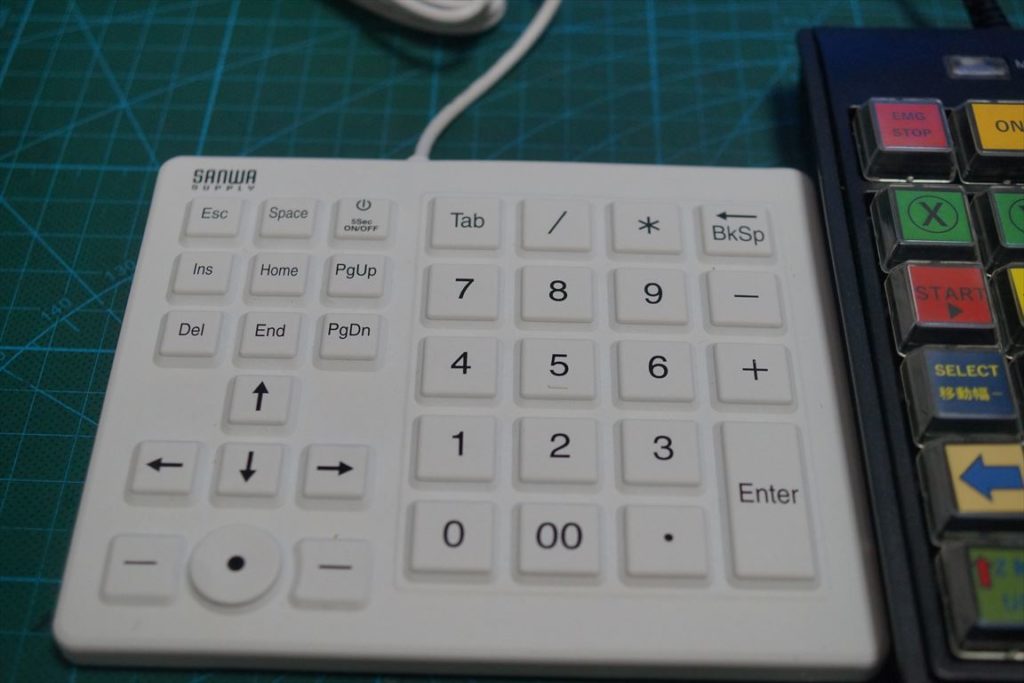
サンワサプライ(Sanwa Supply) 防水防塵テンキー400-NT007 このテンキーはちょっと特殊?で数字はキーボード右テンキー配置ではなくキーボード上部の数字キーが割り振られています。よってLinuxCNCのショートカットキーの割り当てではプログラム実行中の「Feed Rate」10%~100%を変更できます。

これが一軍キーです。

これが二軍キー この二つのプログラマブルキーでマウスをあまり触ることなく効率よく快適に操作できます。
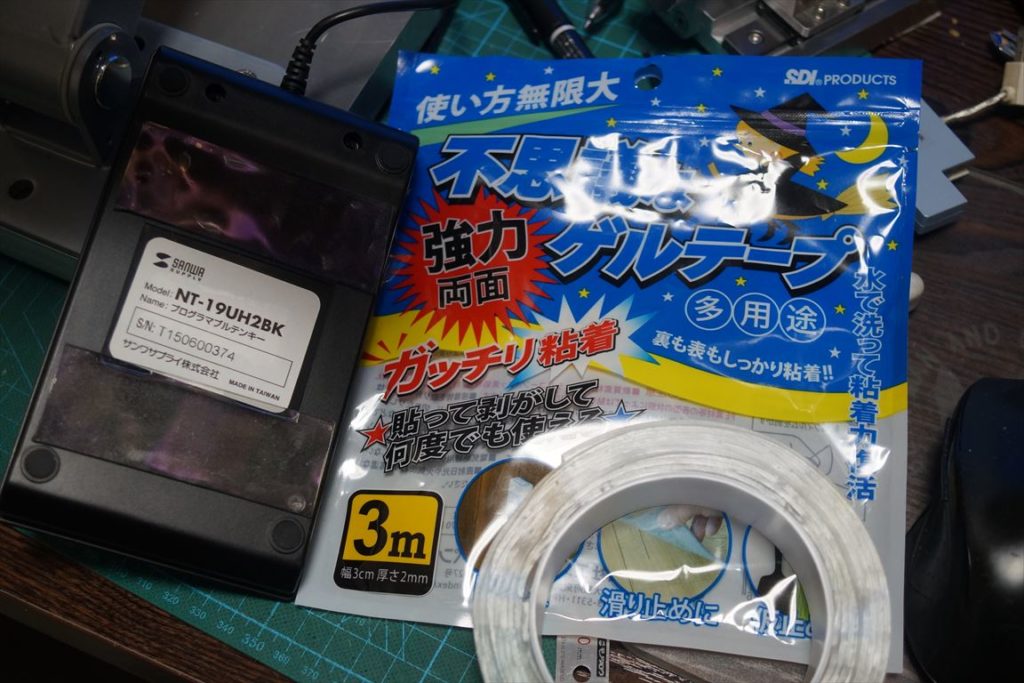
プログラマブルキーは取り外し可能なゲルテープで固定しました。全くはがれる形跡はありません。

こんな感じで完成。

裏面の配線処理をします。
防水防塵テンキー400-NT007の小数点が上手く反応しないので、数字入力専用テンキーを増設しました。OSのdebianでキーボード設定が怪しいかもしれません。

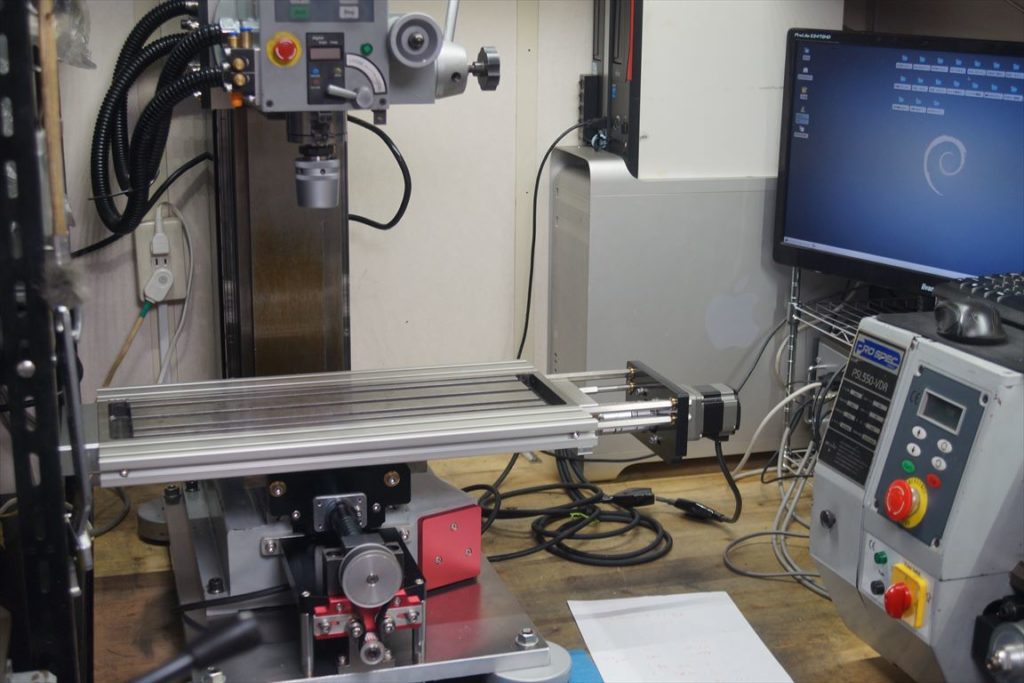
フライス盤の隣にあるCNC旋盤の上に設置しました。高さがちょうど良いです。

数字入力はテンキー

大まかに移動させるコントローラーはPS3コントローラーを使用。大変便利です。
バイス設置( MCパワーバイス VQX100N)テスト切削
KITAGAWA 北川鉄工所 MC POWER VISE / MCパワーバイス VQX100Nを設置しました。

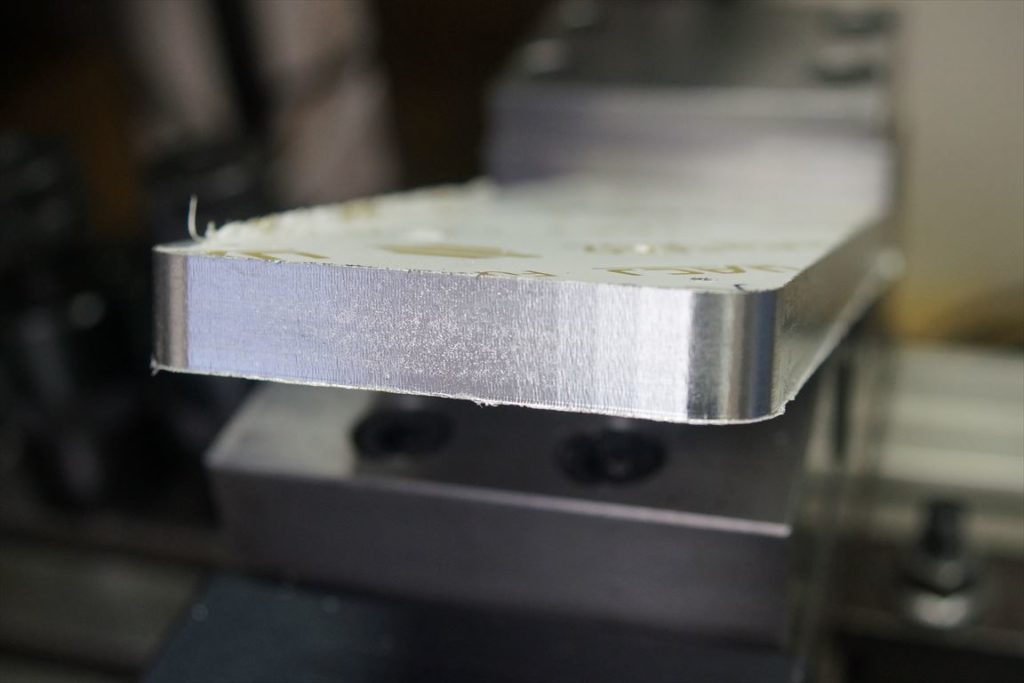
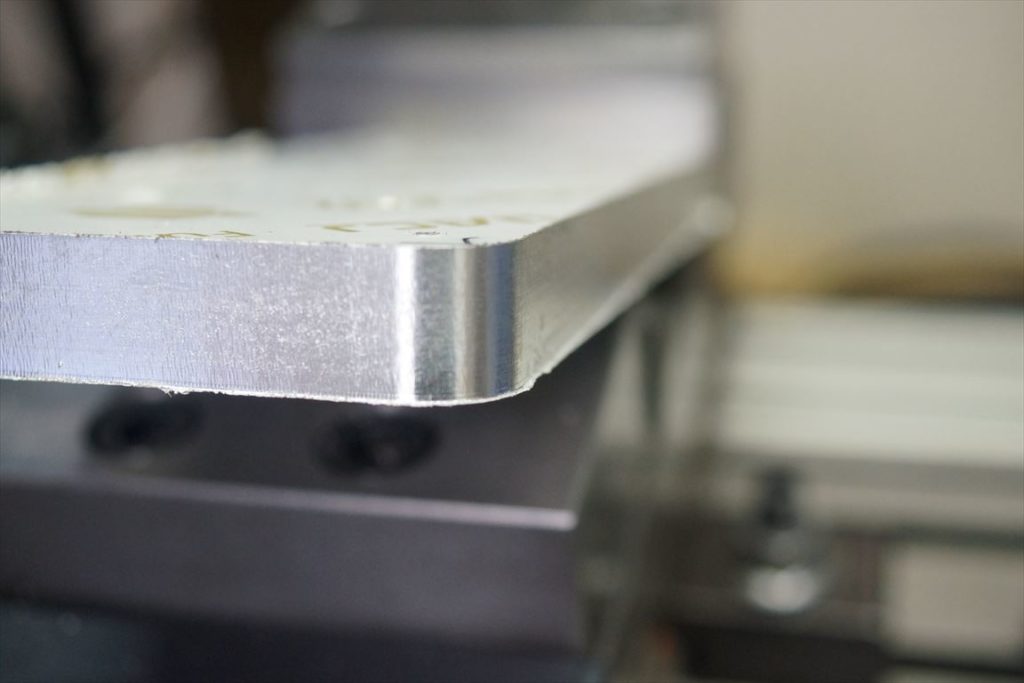
綺麗に切削できました。
・Y軸 有効可動加工範囲:180mm バックラッシ:0.048mm
・X軸 有効可動加工範囲:370mm バックラッシ:0.012mm
・Z軸 有効可動加工範囲:335mm バックラッシ:0.048mm
制御盤&その他編 完
にほんブログ村


コメント