
数年前に製作した自作の編み込みホルダーを改良してみました。自身の加工技術もちょこっと?上がり現時点での技術で再製作(改良)をして見ました。改良のきっかけとしましては、あるユーザー様からのご指摘で「PEラインが滑る!」とのご指摘がありそのあたりを改善するべく再考察し大幅に改良しました。
<参考記事>
ラインクリップを製作(アルミ部分)
Part2からの続きです。
クリップ部分のアルミを加工します。
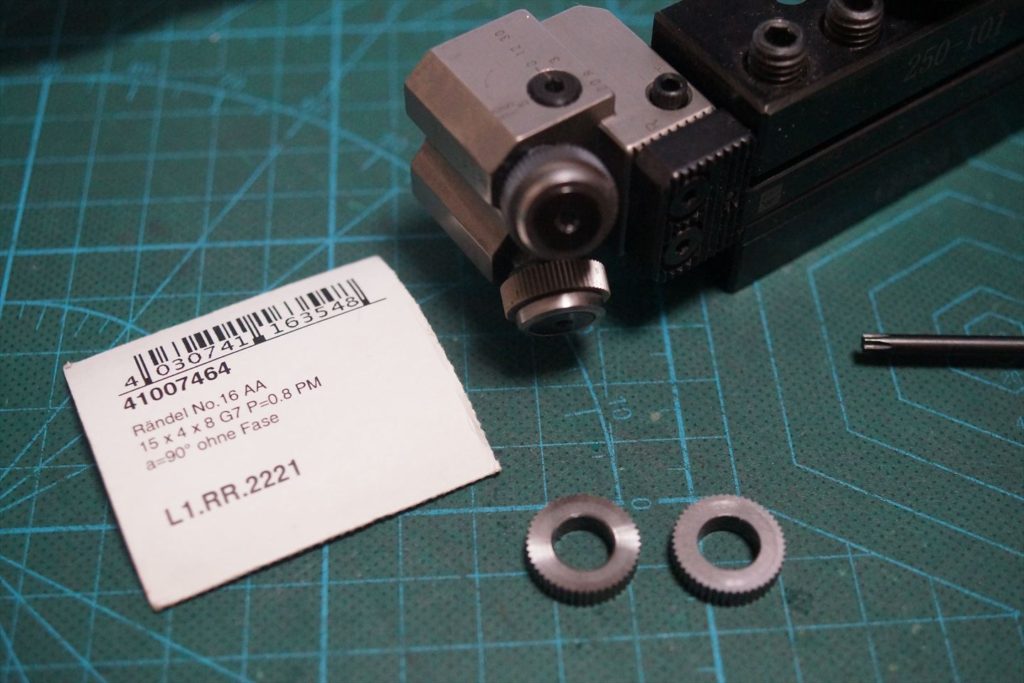
今回は「締め付けつまみナット」のローレット加工を切削ローレット加工に変更しました。以前は転造ローレット加工でした。切削の方が綺麗にギザギザが仕上がり光沢もでるので高級感?がUPします。

ローレットの駒(新品)を0.8mmに変更します。この駒も随分と前に購入しましたが高価で1個5,000円ぐらいした記憶があります。
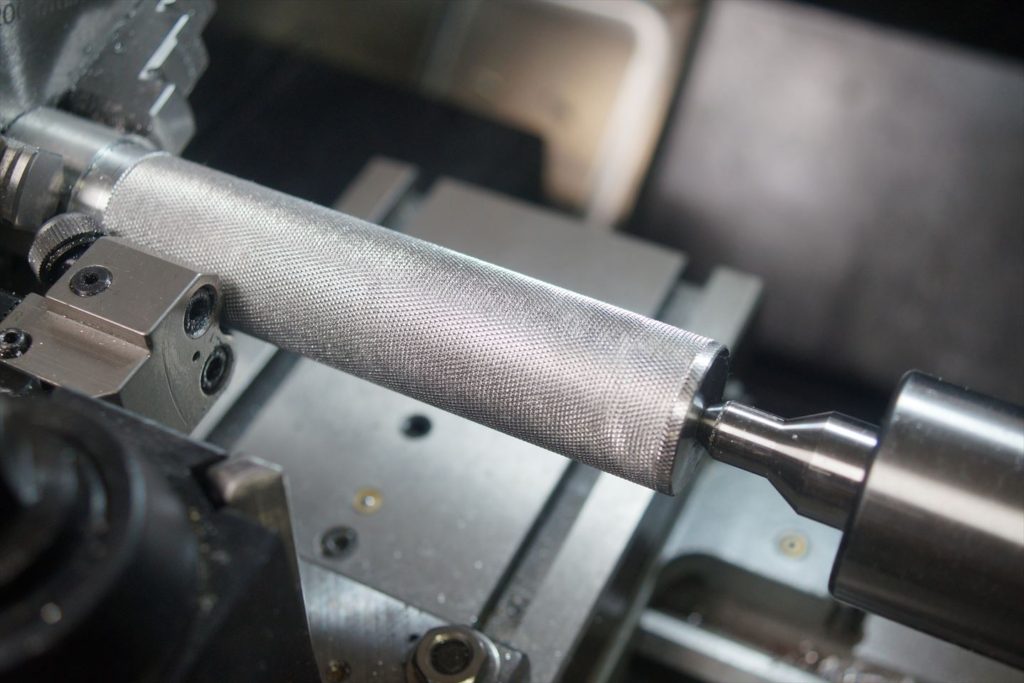
切削ローレット加工は意外と難しくてまだまだ修行中ですが、なんとか出来ました。

つまみ部のアルミ材料もA5052からA2017(ジュラルミン)に変更して強度アップをしています。太さも旧タイプはΦ26mmでしたが、新タイプはΦ27mmで若干、大きくなりました。

内側は幅5mm、外側のツマミは幅10mmです。
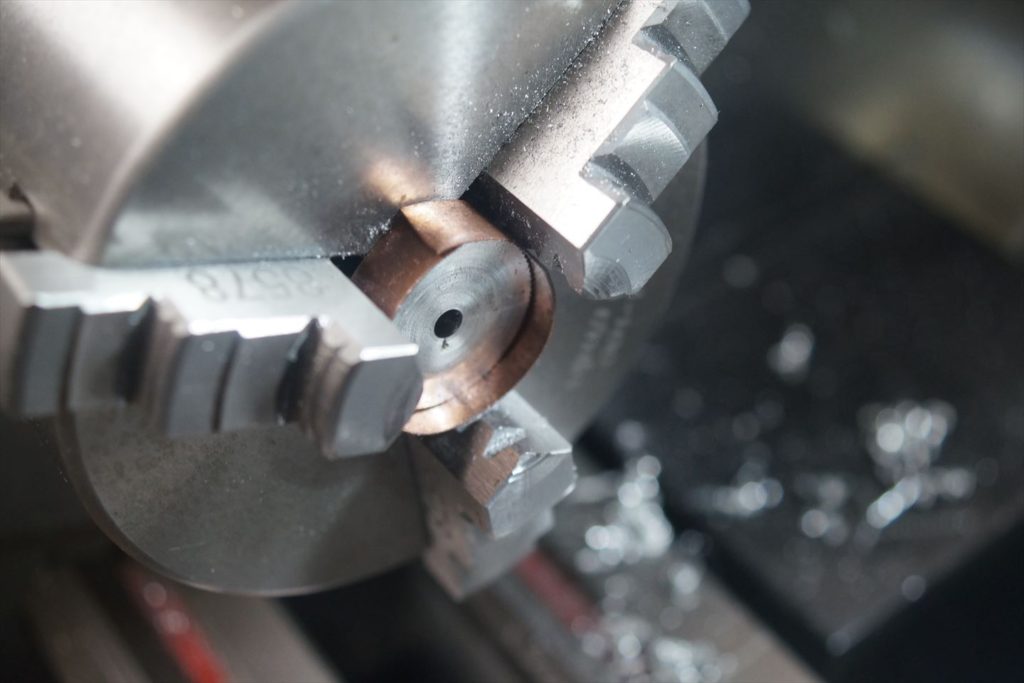
ローレット部分の保護のため為、銅板を巻き付けて中心にM5タップします。
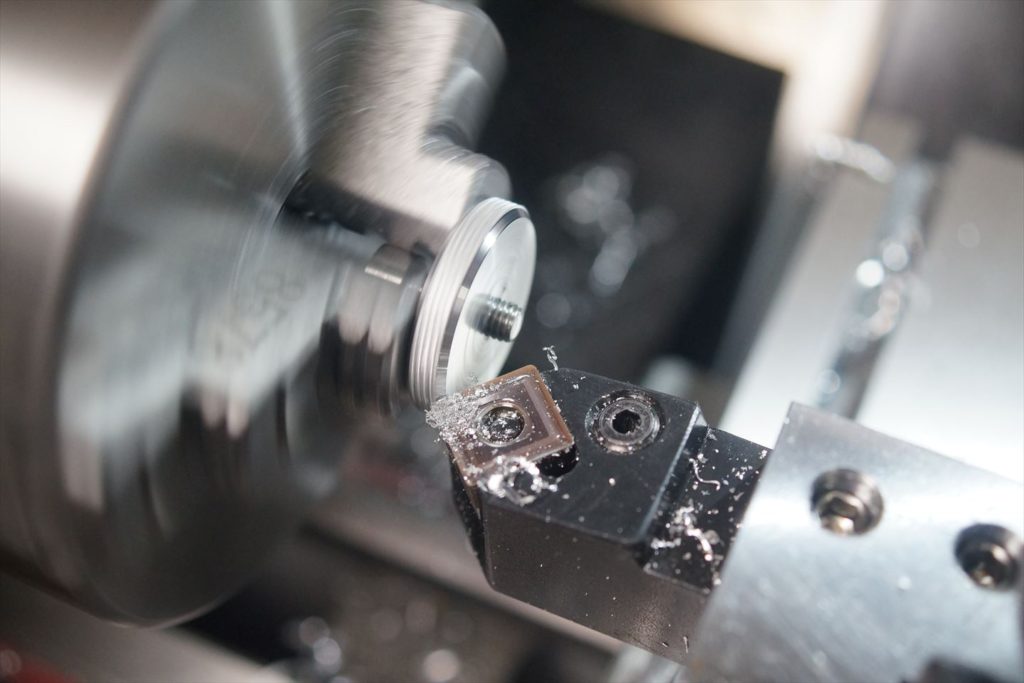
六角穴付きM5ボルトのキャップ部を旋盤で平らにして、チャックします。ねじ部分にワークをねじ込み固定します。この固定方法は完全な芯出しは出来ませんが、そこそこ?の精度は出ると思います。

#240研磨ブラシで仕上げます。

切削完了。

側面はこんな感じです。
ラインクリップを製作(POM樹脂部分)
続きまして、樹脂の加工です。芯にΦ5mmの穴を開けます。

Φ25mm、幅10mm部品を製作します。

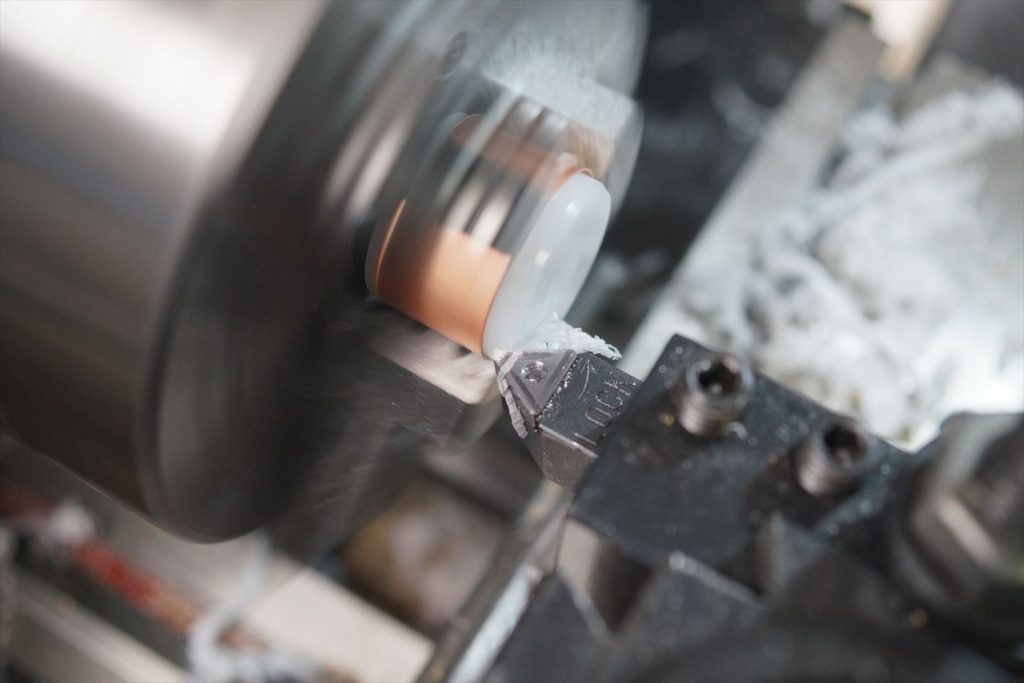
樹脂も旋盤で普通にチャックすると爪跡が残るのでそれを防止するために銅板で巻いて保護します。銅板のカットには「SK11 SST‐200Pのハサミ」を使用してカットしました。

こんな感じで巻いて使用します。銅板は厚さ0.3mm

中央部にバネを埋め込むのでΦ8mmのザグリをします。Φ8mmフラットドリルを所有していないので、代用でエンドミルで穴を開けました。
エンドミルはドリルのように切粉が排出されないのでドリルのように一発では入って行きません。なので削っては出してを繰り返してザグリ加工をしました。ちょっと面倒ですが出来ない事もなさそうです。フラットドリルが欲しいのですがは高価なので・・・お金がある時に買おうかな?
側面は三角チップ60度で面取り

一番外側のPOM樹脂は黒で製作。厚さは4mmで片側だけ面取り。
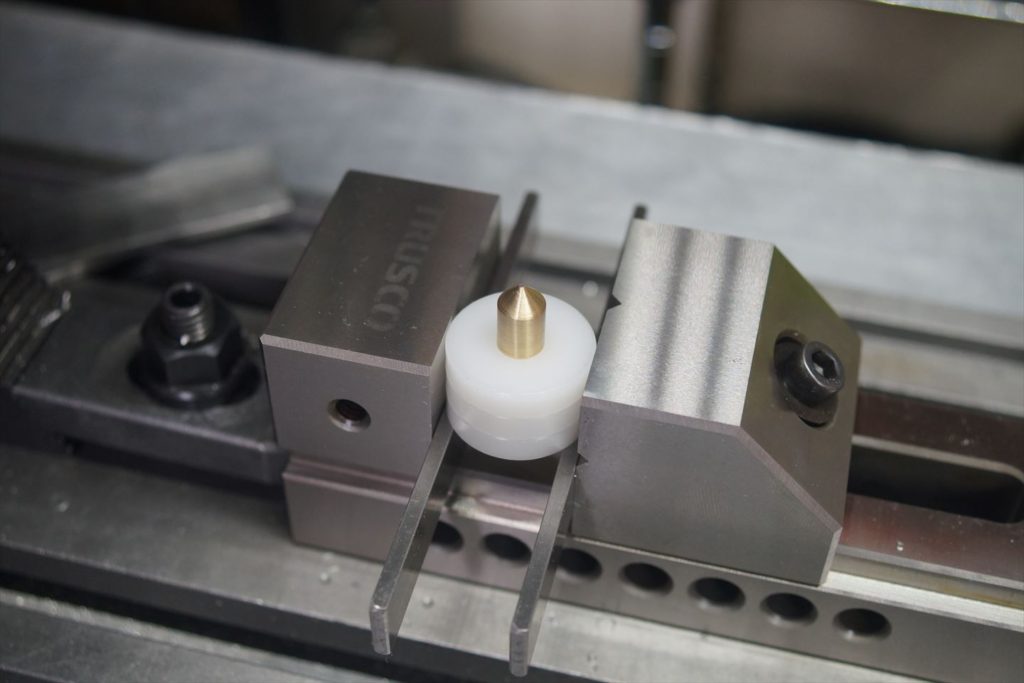
ピンのガイド穴を開けます。真鍮で中心出しのジグを製作して中心を見つけます。
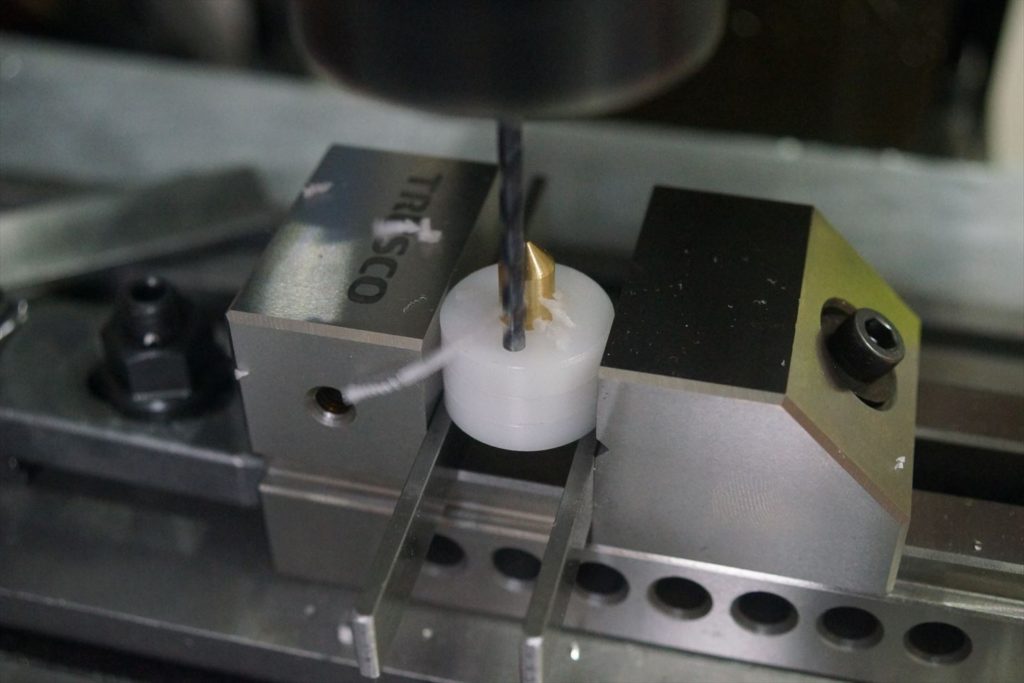
穴開けにはフライス盤を使用してバイスで固定します。ピンガイド穴は垂直に穴を開けたいのでバイスは浮き上がり防止タイプのバイスを使用しました。この辺りは精度を少し出さないと動きがぎこちない失敗作に成りかねません。

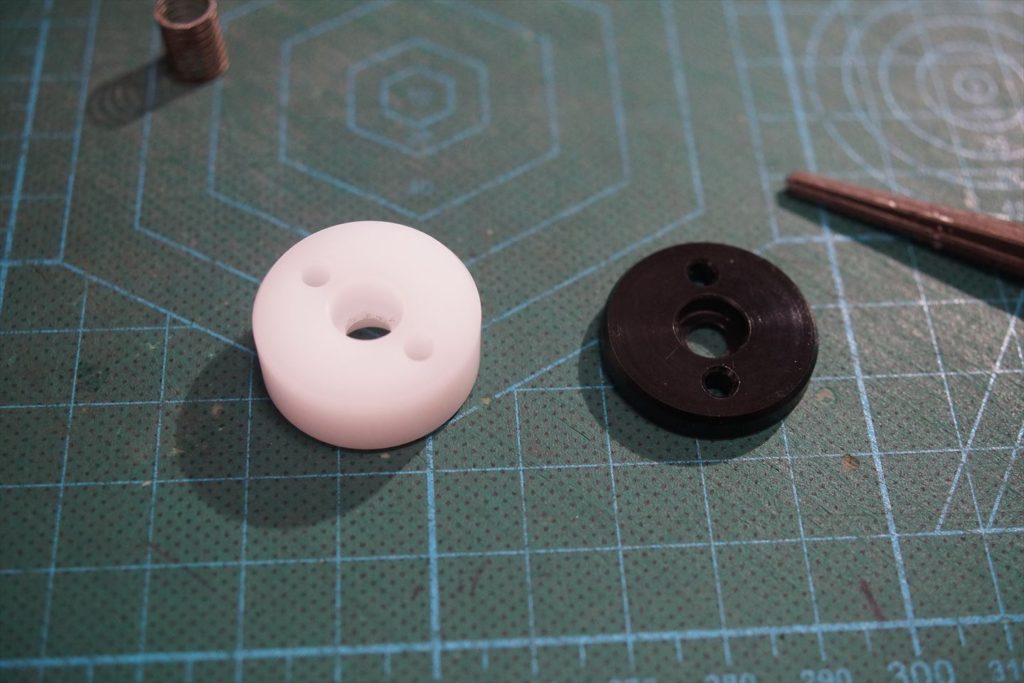
白POM樹脂のザグリ深さ外側4mm、内側5mm
黒POM樹脂のザグリ深さ3mm
ピンガイド穴Φ3.3mm P.C.D 15mm
Part4へ続く。
にほんブログ村
にほんブログ村


コメント