
数年前に製作した自作の編み込みホルダーを改良してみました。自身の加工技術もちょこっと?上がり現時点での技術で再製作(改良)をして見ました。改良のきっかけとしましては、あるユーザー様からのご指摘で「PEラインが滑る!」とのご指摘がありそのあたりを改善するべく再考察し大幅に改良しました。
<参考記事>
アルミ内側円盤にピン穴を開ける。
Part3からの続きです。

A2017 アルミ(ジュラルミン)部分の加工をします。内側に取り付ける部品です。これにガイドとなるステンレスピンを取り付けます。中心を出す必要があるので適当なM5ネジをカットして旋盤で中心を出したジグを作って見ました。

この方法も完全な芯だしは出来ませんがホドホドの精度は出せそうです。
POM樹脂と同じようにジグをねじ込んだワークをバイスで固定します。

Φ3mmのガイドピン(マイナス公差)は圧入で固定しますのでΦ2.95mmのドリルで穴を開けます。

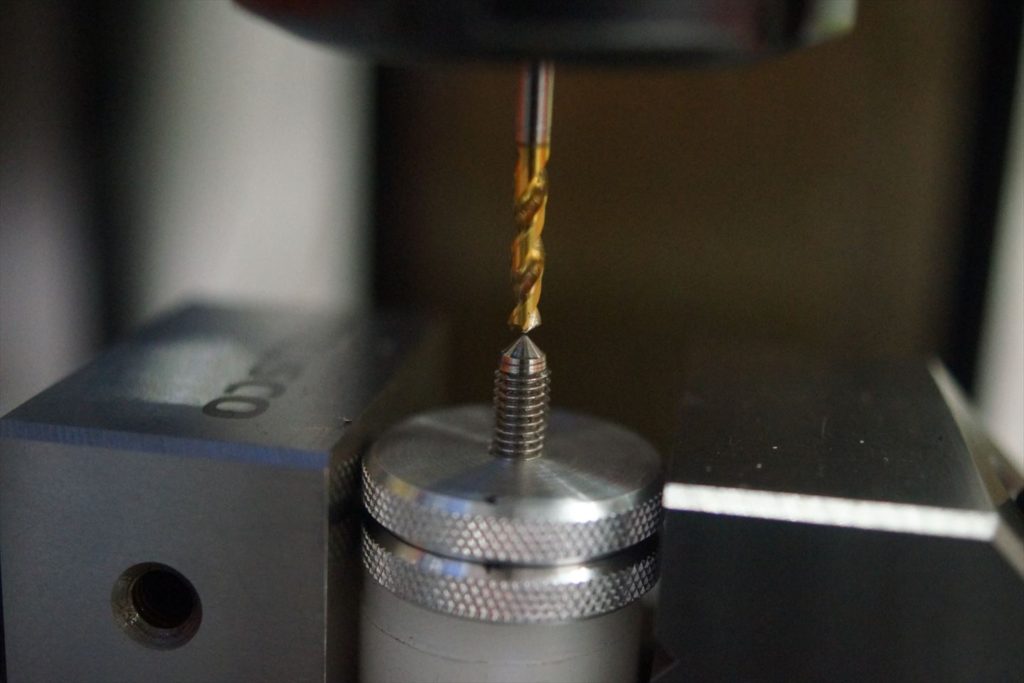
芯出しはこんな感じで目視での原点合わせです。精度はキッチリ出ません。

写真にはありませんが一応、ピンがクリップ部分の上部になるように事前にマーキングをしています。ですのでネジだと高さに誤差が出てしまいます。そこでシックネスゲージで隙間を埋めています。

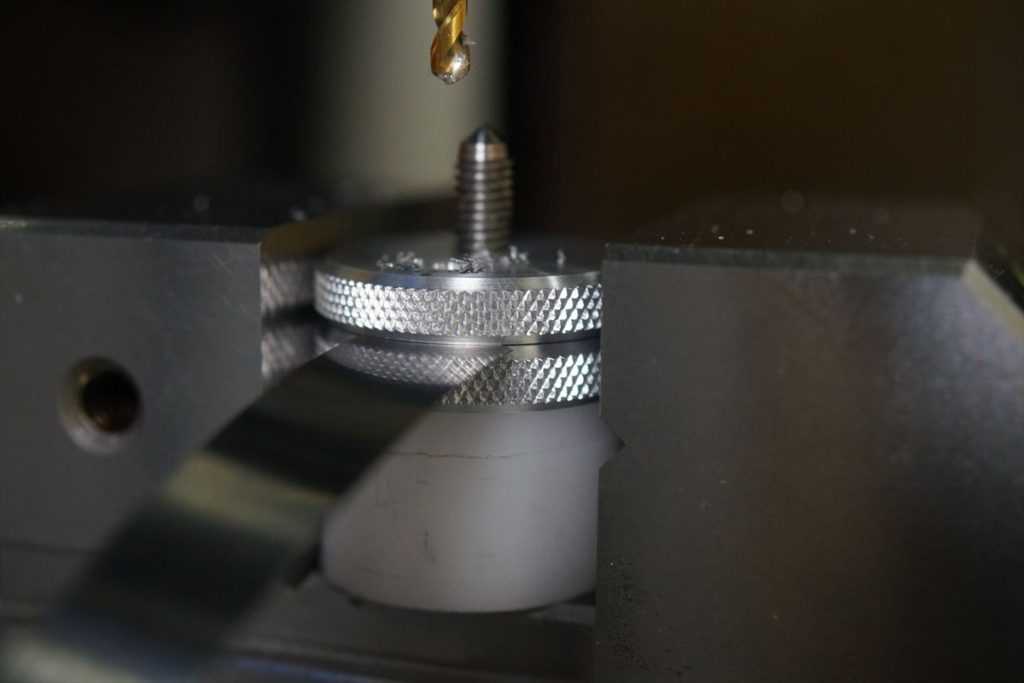
こんな感じで穴を開けます。非常に手間ですね。この加工方法は色々と問題があるので次はちょっと加工方法を変えてみます。

なんとか?規定の寸法に穴を開ける事が出来ました。
DIYアルマイト処理をする!(レッツアルマイト!! 高彩色・高耐候アルマイト施工キット)
レッツアルマイト!!
<参考記事>
・レッツアルマイト!! 高彩色・高耐候アルマイト施工キットを使ってみた!Part1
アルマイト初心者なので色々と研究中です。前回のアルマイト処理時に脱脂がパーツクリーナーだけでは不十分かなと思い今回は入手が容易なアルコールにドブ漬けにしてみました。

ビンにアルコールを注ぎ入れてワークをそのままドブ漬けします。

数分間浸けて置いて取り出しました。その後、紙ウエス拭き取り終了。ちゃんと脱脂が出来たかな?

今回は試しに一本のアルミ線に数珠繋ぎで固定します。
陽極酸化処理中・・・
キットのゴールド色で染色します。

こんな感じでA2017ジュラルミンでも綺麗に?アルマイト処理が出来ました。でもよ~く見ると斑点が出来ている箇所が有ります。原因が良く分からないのですが、まだまだ脱脂が不十分なのかな?
ガイドピンの組み立て
前述でアルマイト加工が終わった部品にピンを挿入します。

POM樹脂のガイドとなるピンを装着します。

ピンはモノタロウで購入した平行ピン B種h8(ステンレス) Φ3mm×22mmを2本使用します。

軽く叩いてピン先を入れます。
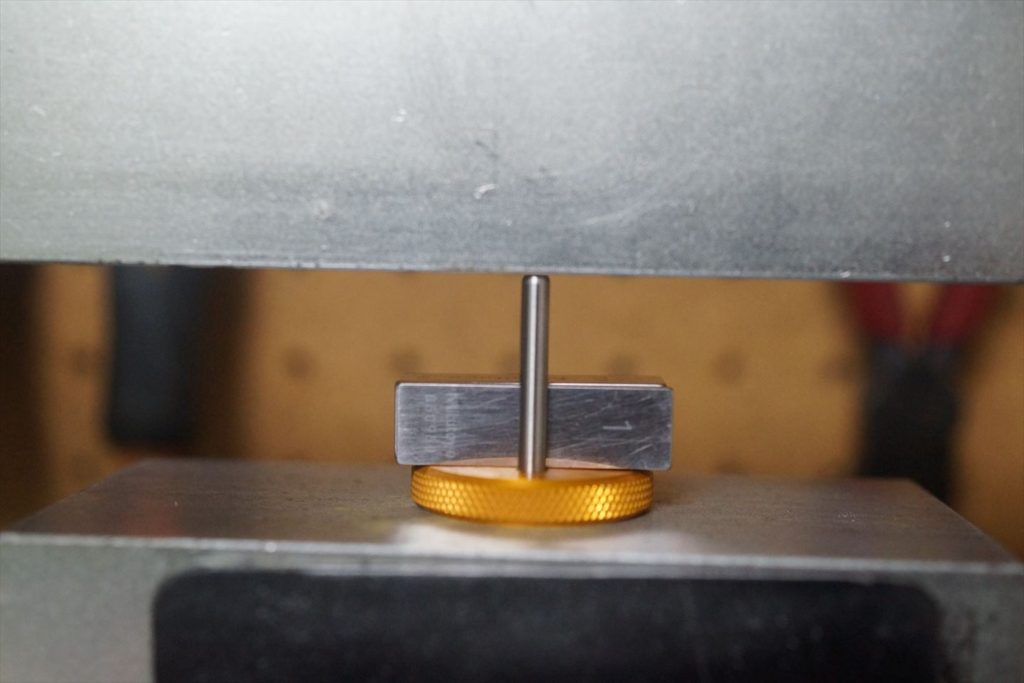
油圧のベンダーを利用して圧入します。

ピンは垂直・平行に取り付けなければならないので間隔を固定するためにゲージブロックを挟み圧入します。

目視で水平、垂直を確認してゆっくりと入れていきます。
角度を変えて確認します。

垂直に入ったかノギスでピン間隔を計測・・・

ピン上部と下部で同じ数値が計測できました!多少の誤差でも問題ないと思います。傾きはペンチで微調整も可能です。
Part5へ続く
にほんブログ村
にほんブログ村


コメント