
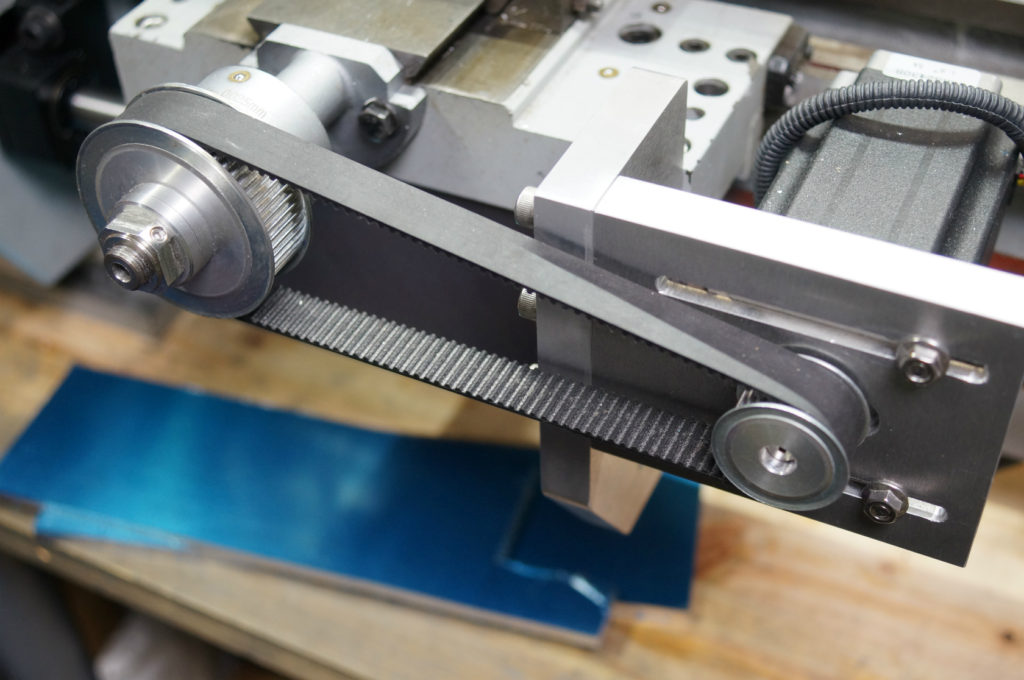
当方のCNCフライス・旋盤ではタイミングベルトとタイミングプーリーを組み合わせた減速機構を使っています。このタイミングベルト&プーリーでバックラッシ測定するとベルトのたるみによるバックラッシが発生していることに気が付きました。初心者で何も分からない頃は気になりませんでしたがフライスのY軸をボールねじに換装してからなんとなく気になり始めました。ステッピングモーターは動いているのにその力がボールねじに伝わらないのは何故かよく観察したところベルトのたるみが原因だと言うことが分かりました。調べるとベルトのバックラッシはゼロには出来ないけどベルトテンショナーで軽減することが出来る様なので自作で作ってみました。CNC化している方のネット情報ではこの辺りに触れているかは見かけないので手探りで作って見ました。
タイミングベルトテンショナーの組立て
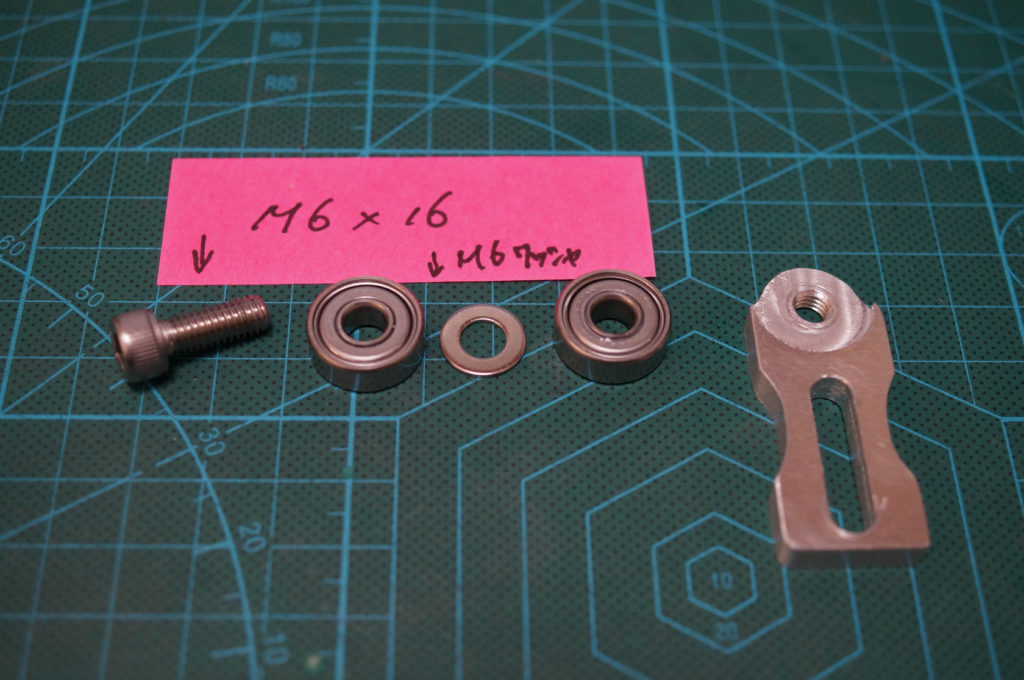
Part1で作ったベースにベアリング(NSK 606ZZ)を取り付けます。
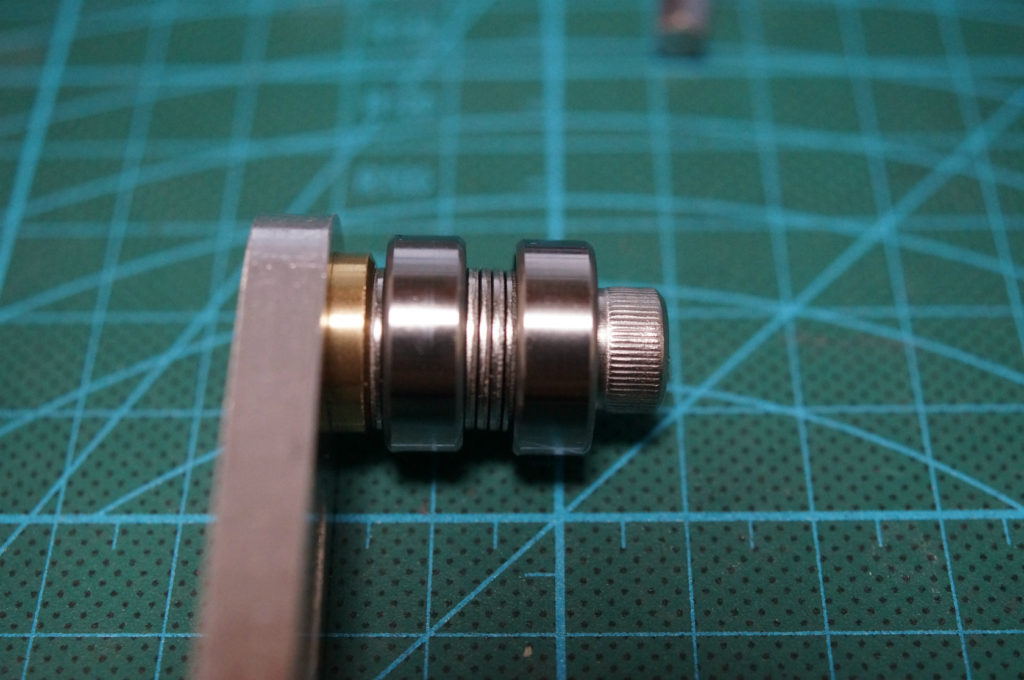
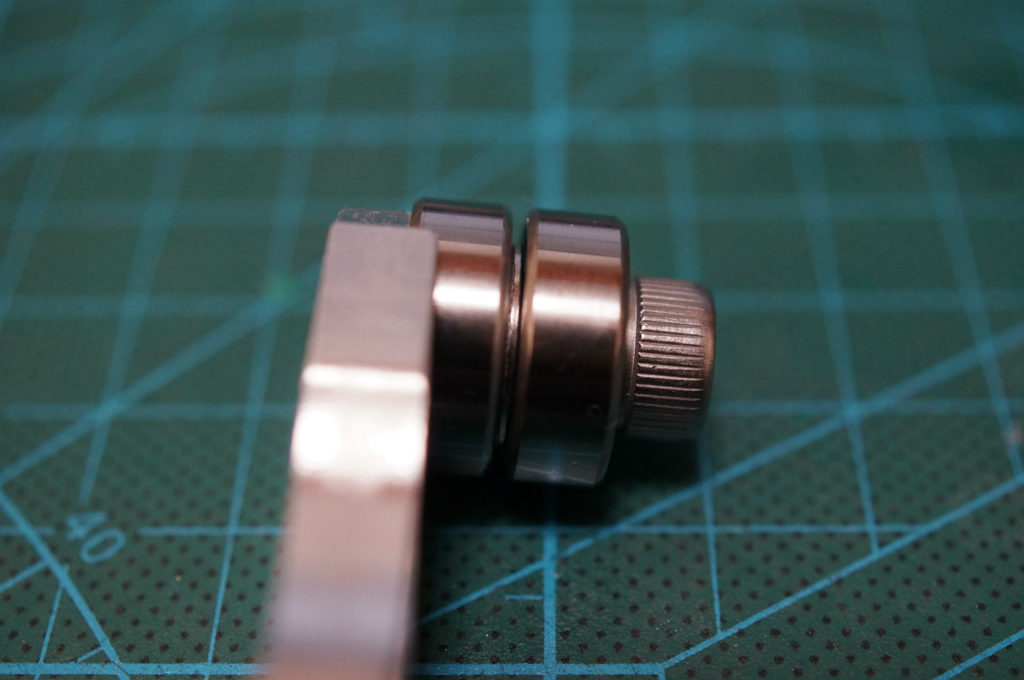
組立て構成は以下の写真の様になります。色々と組み合わせを試しベルトの幅や接触位置を割り出してワッシャーで調整しました。

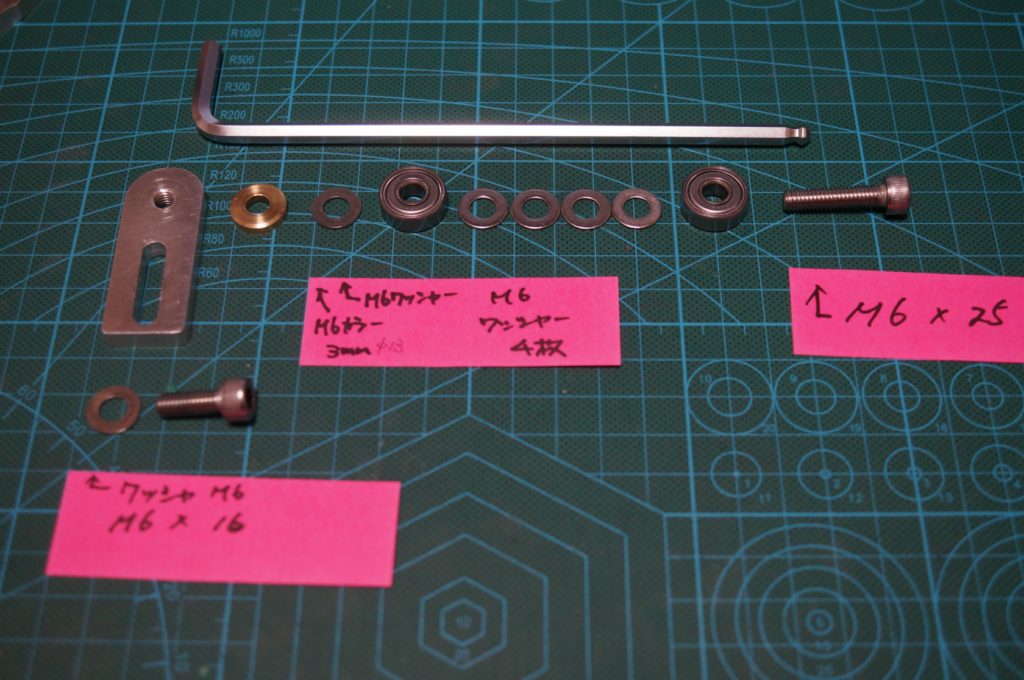
軸のM6六角穴付きボルトとスペーサーを長くすればより離れた(ベルト位置)場所にも対応できると思います。

中間に入れているM6ワッシャー4枚の厚さは3.9mm程なので後に真鍮Φ10mm程度の丸棒でスペーサーを作り交換予定です。

試作なのでM6ワッシャーで微調整しています。

取付けボルトはM6六角穴付きボルト16mmとワッシャーの組み合わせ。
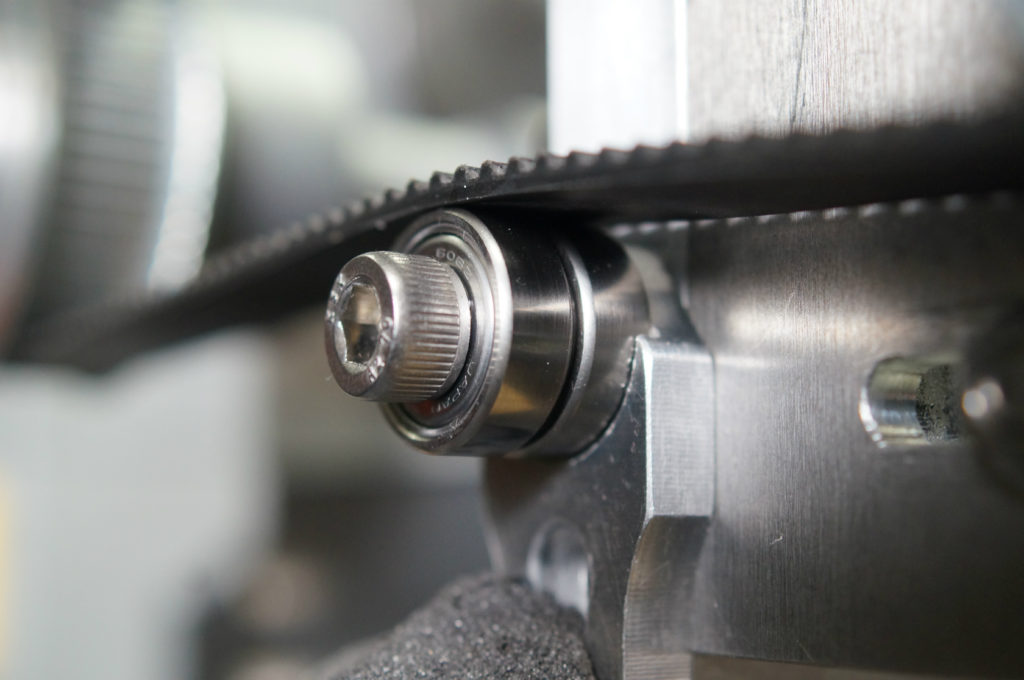
試作品完成!!取り付けは別記事でご紹介します。
PSL550-VDR CNC旋盤用タイミングベルトテンショナーの製作 切削
当方自作のCNC 「PSL550-VDR CNC旋盤用タイミングベルトテンショナー」の製作です。製作工程は「PSF550-VDR CNCフライス用」とほぼ同じなのでザックリとご紹介します。
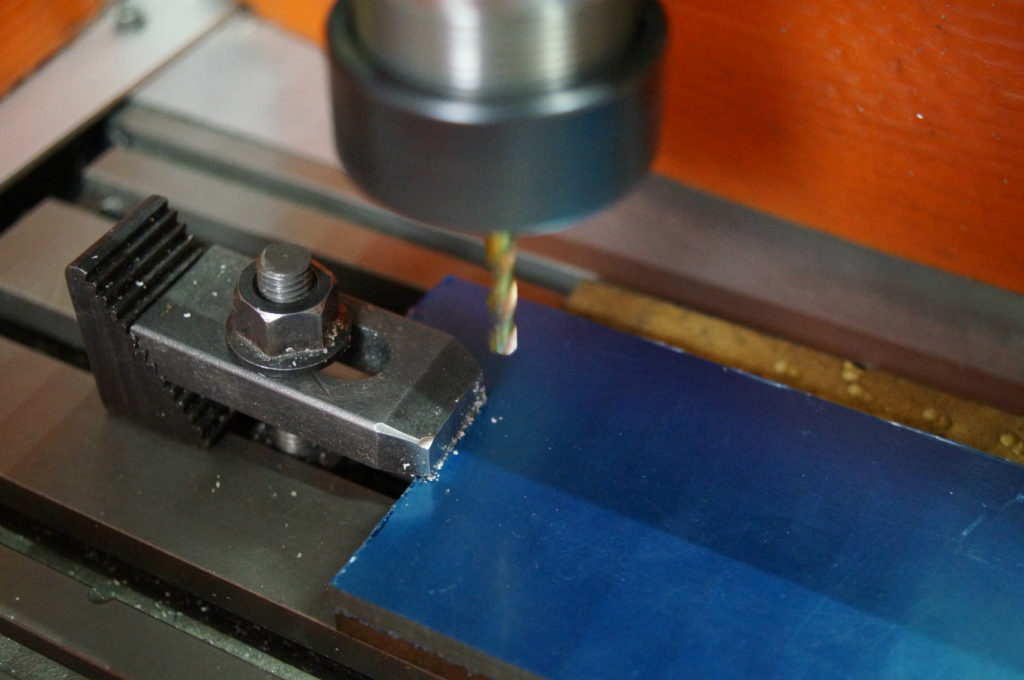
穴あけΦ5mmで3箇所

2021/1/9 寒波で工房のエアコン電力MAX!!機械の主軸回転数がなかなか1800rpmまで上がらず。

主軸も落ち着き1800rpmまで上がり長穴の切削。エンドミルΦ5mmを使用。
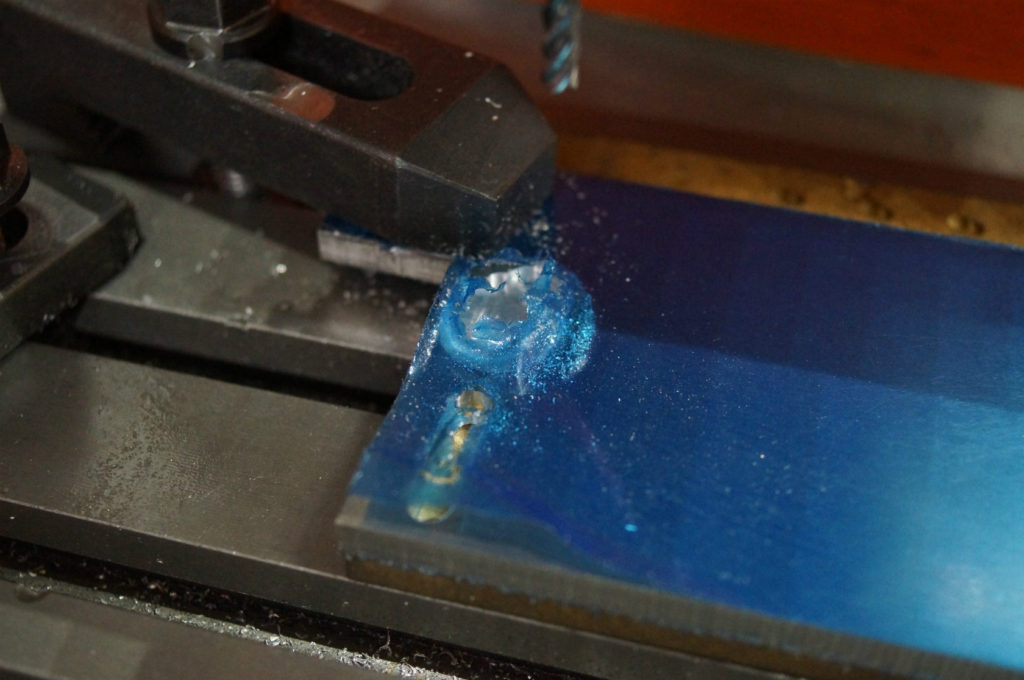
幅調整為、深さ2mm程をポケット切削。
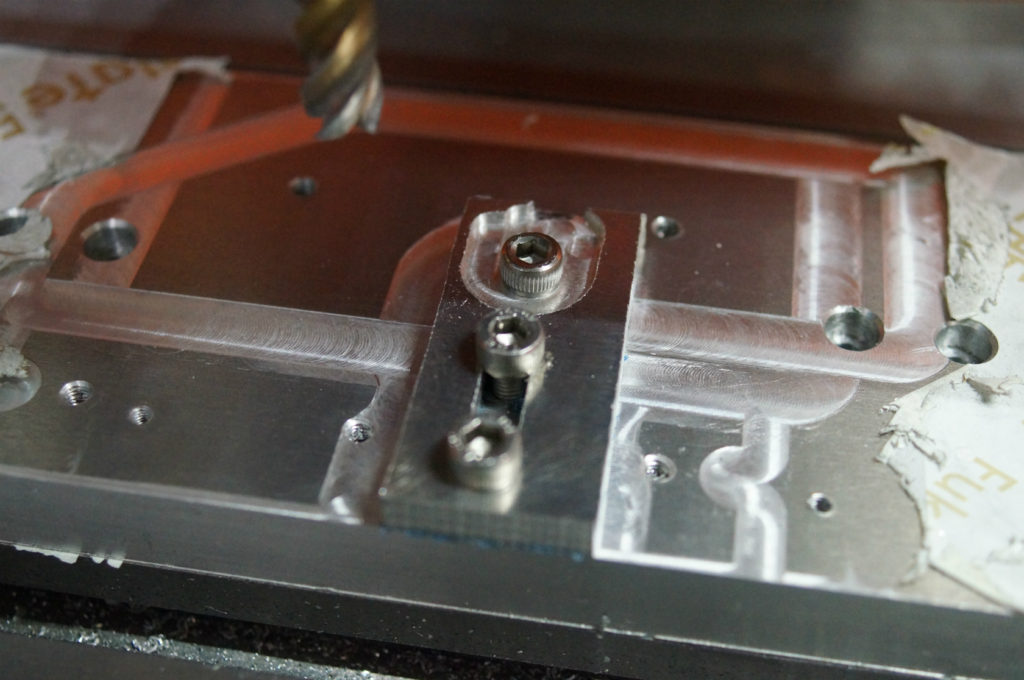
バンドソーで切り出し切削ベースに固定。
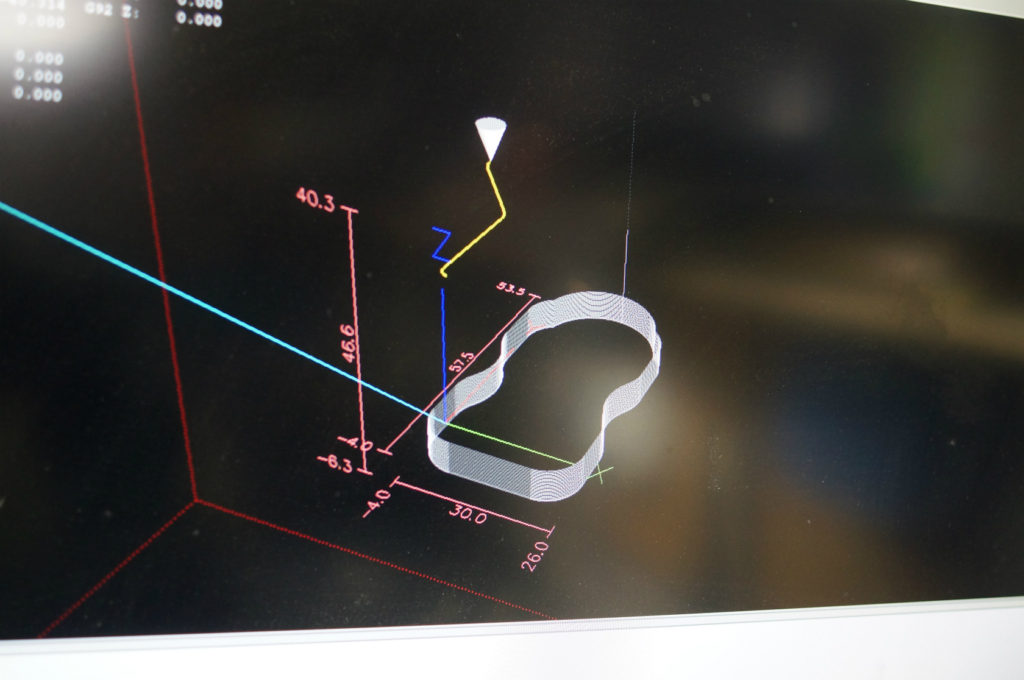
LinuxCNC制御画面

指で摘む箇所を凹まし持ちやすくしました。効果の程は・・・

切削終了!
PSL550-VDR CNC旋盤のY軸に取り付ける。

取付け位置は大体この辺かな?

PSL550-VDR CNC旋盤用タイミングベルトテンショナーの製作 組立て
構成は以下の通りです。
ボルトで締めて終了です。



PSL550-VDR CNC旋盤用の取り付けイメージ
現在、取り付けはしていませんがイメージで取付け位置を考えています。PSL550-VDR 自作CNC旋盤のご紹介は別記事にて掲載する予定?です。

ボルトを取り付ける位置は限られているので難儀します。
ベルト接触部分はこんな感じになりそうです。

つまみ易いか?・・・
Z軸も取り付け予定ですが、取り付け位置等はまだ決め兼ねています。
取り合えずベルトテンショナーが完成したので目的達成です。
完
にほんブログ村


コメント