
当方所有のPSF550-VDRをCNC化してから3年目を期に自作でCNCを構築しています。Y軸に続きまして今回はX軸です。X軸はまだボールねじには交換していませんが、今後交換予定です。その前のX軸キット化です。Y軸同様にオリジナルでタイミングベルトテンショナー付きのベースを製作しました。製作記録です。
X軸 CNCキット化計画&自作ベースの作製記録概要
基本はY軸同様で本体に取り付けてある六角支柱はすでに穴開け&タップ加工は施工済みなのでそこは既存のまま設計します。
ステッピングモーターは現在、当方が使用している中華製モーター(Nema23)で設計します。モーターとドライバー、制御基盤&電源がセットでアマゾン等のネットショップで手軽に手に入るので専用設計にします。下記の物です。
AliexpressのRattm Motor Storeでも購入できます。
加工の詳細はY軸編で詳しく書いたのでX軸は簡潔?に書きます。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/1da6d91f.545fbc7f.1da6d920.46dd02a6/?me_id=1303755&item_id=10137994&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fpainttool%2Fcabinet%2Fmem_item%2F659%2Fmecx-tnf250h-1.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")

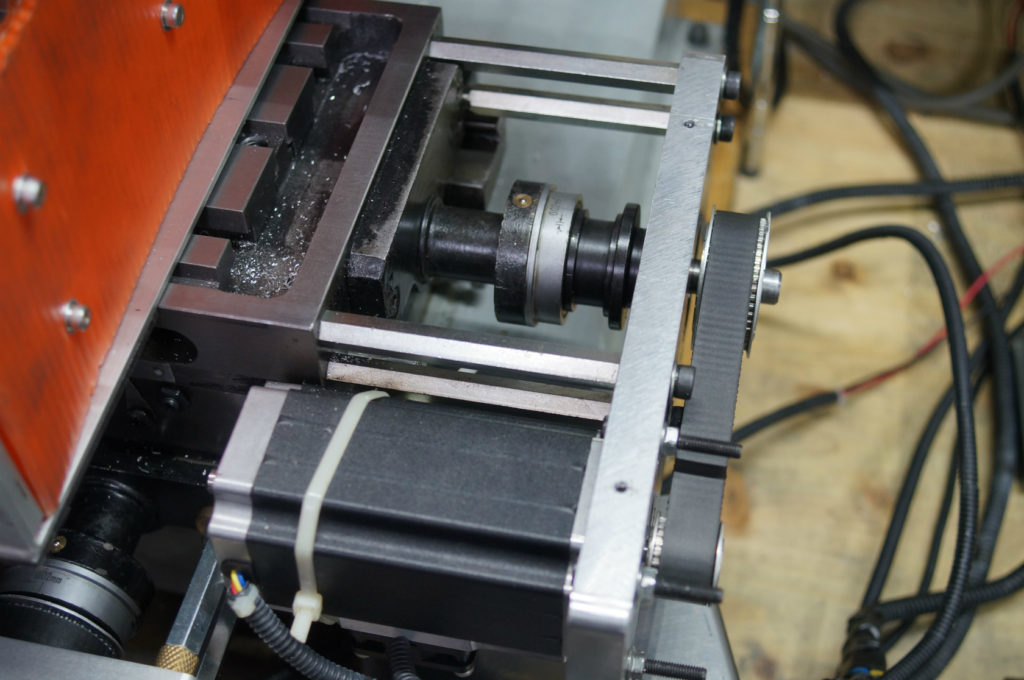
現在のCNC<X軸>を分解してみる。<問題点考察>
この項目もY軸同様にオリジナルにベースを製作するにあたり既存のX軸を分解して問題点を考慮して設計をして見ました。
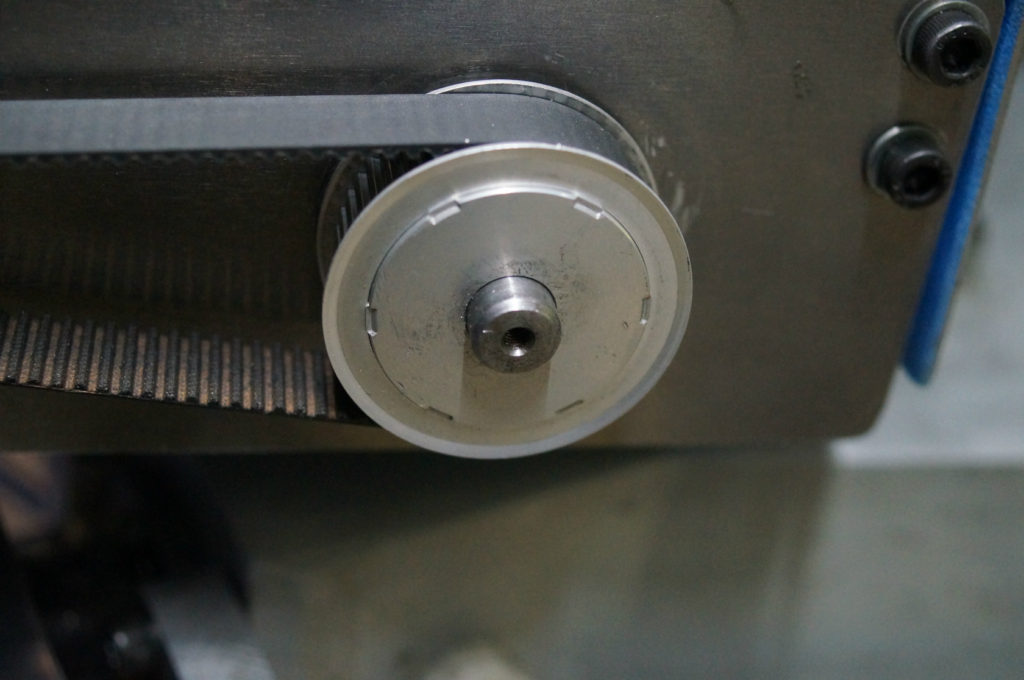
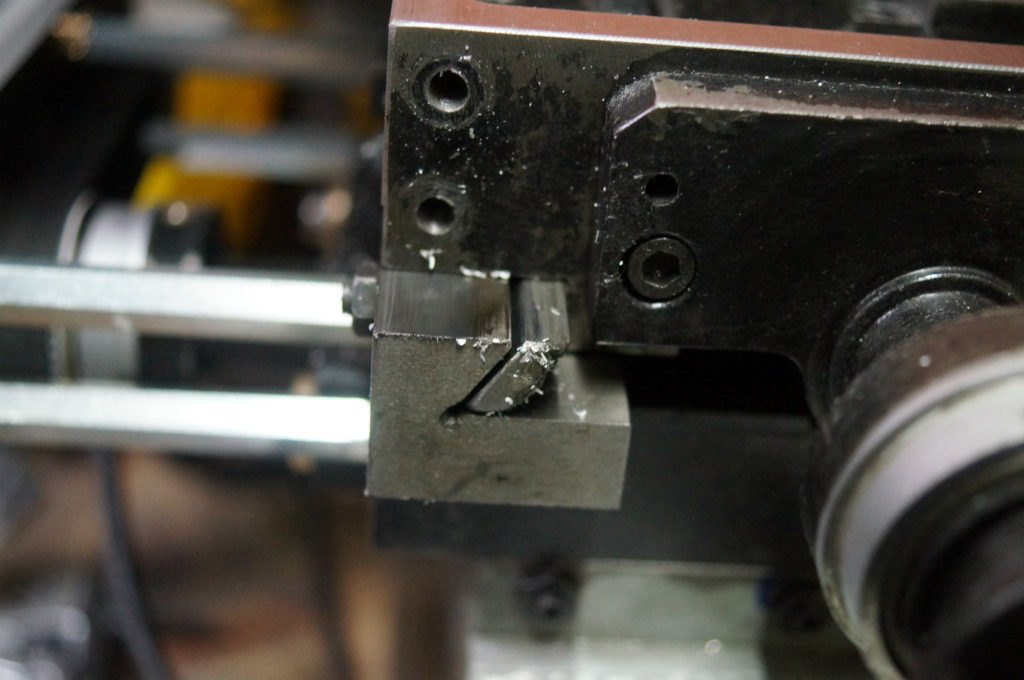
左側部分のM6取り付けボルトがベルトに干渉しそうなのでボア加工をしてここを改善します。
タイミングプーリーは純正の軸位置です。
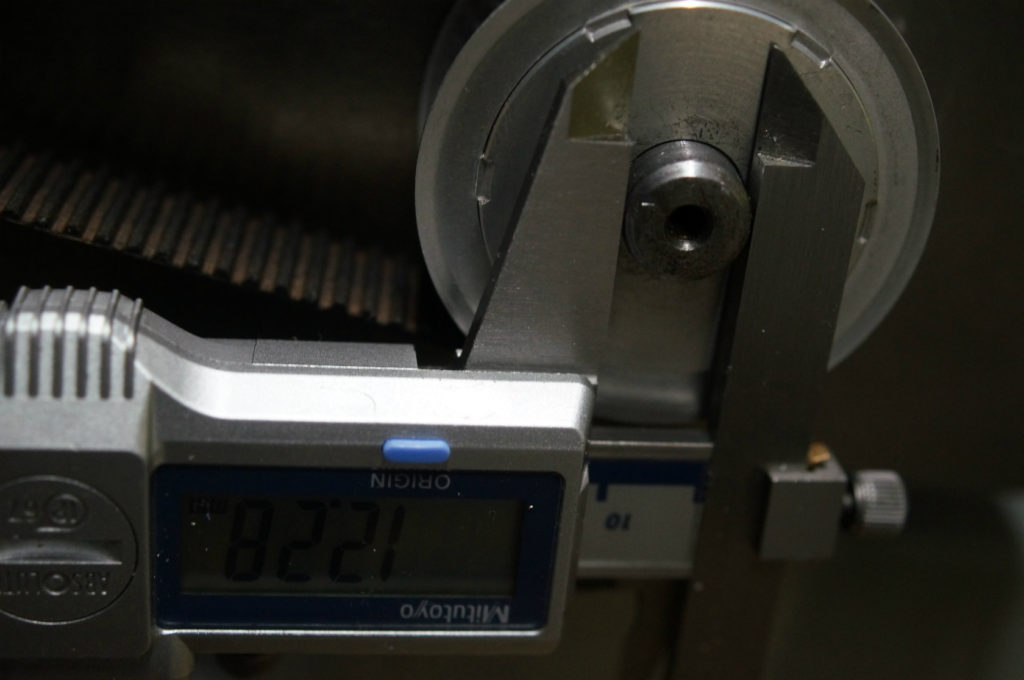
X軸台形ねじの端部軸径はΦ12mm
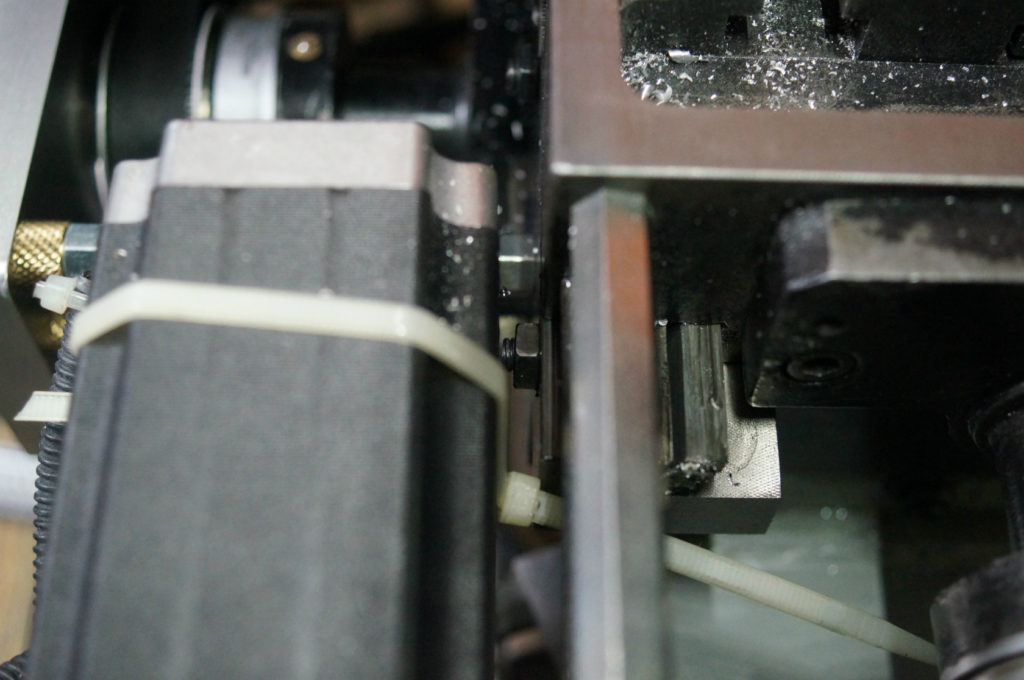
ステッピングモーターがX軸のカミソリ調整ねじにギリギリで干渉しません。取り付け位置によっては干渉してしまうのでその場合にはイモねじを短くする必要があります。

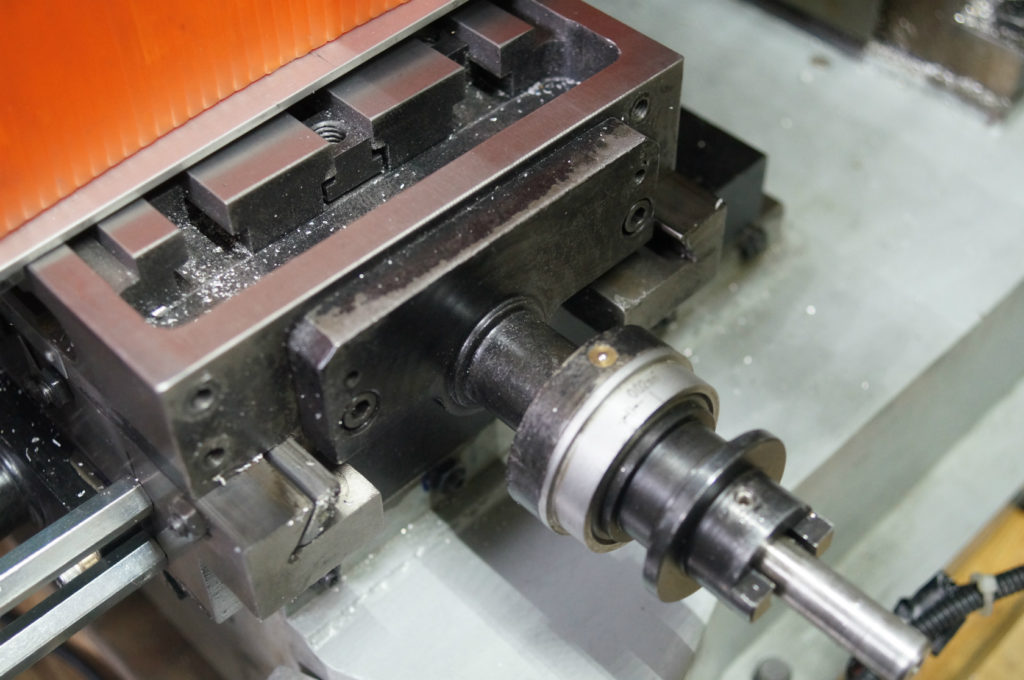
純正のハンドルを取り外しただけで本体の軸には加工をしてありません。要するにポン付けのCNC化になっています。
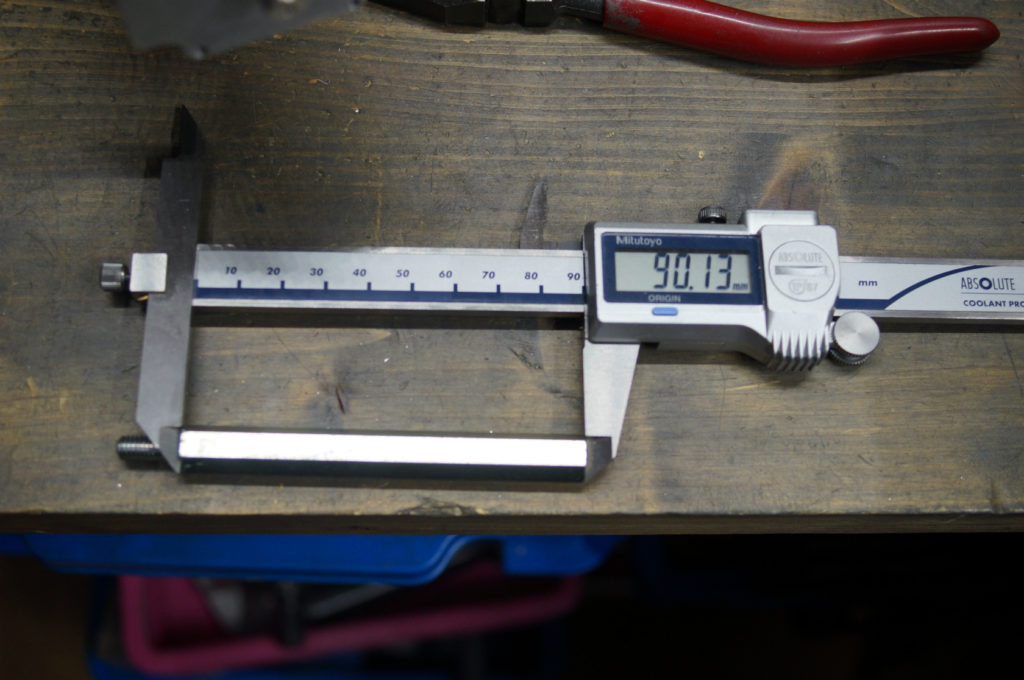
六角支柱の長さはは90mmです。
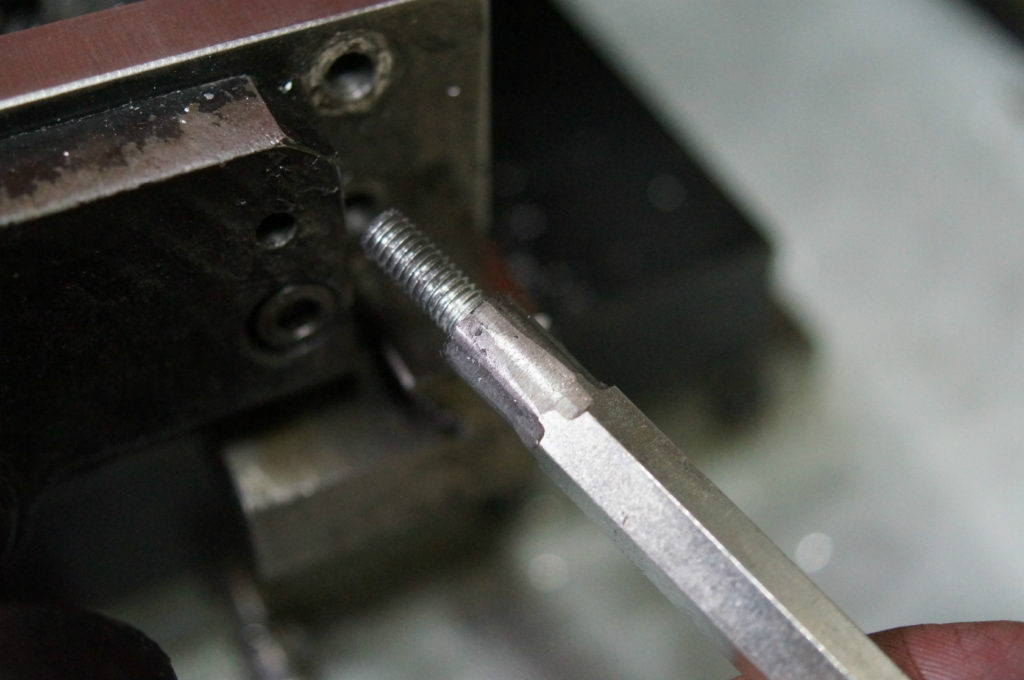
右下の六角支柱が取り付け時に干渉したためかグラインダーで削った跡があります。
Y軸よりは若干施工精度(ボルト穴位置)が良いようですが、目視レベルではズレが感じられます。

右下は結構ズレてます。
分解終了。現状のボルト穴を計測して設計します。キット化する場合は右のボルト穴を現状より右方向にずらす予定です。
ZEROオリジナル X軸取り付け穴位置だしプレートの作成
Y軸同様で当方のPSF550-VDRは取り付けの要となる六角支柱ボルトの施工精度(位置)が悪いです。そこで誰でも正確にポンチ(ケガキ)が出来るように専用の「取り付け穴位置だしプレート」を製作してみた。
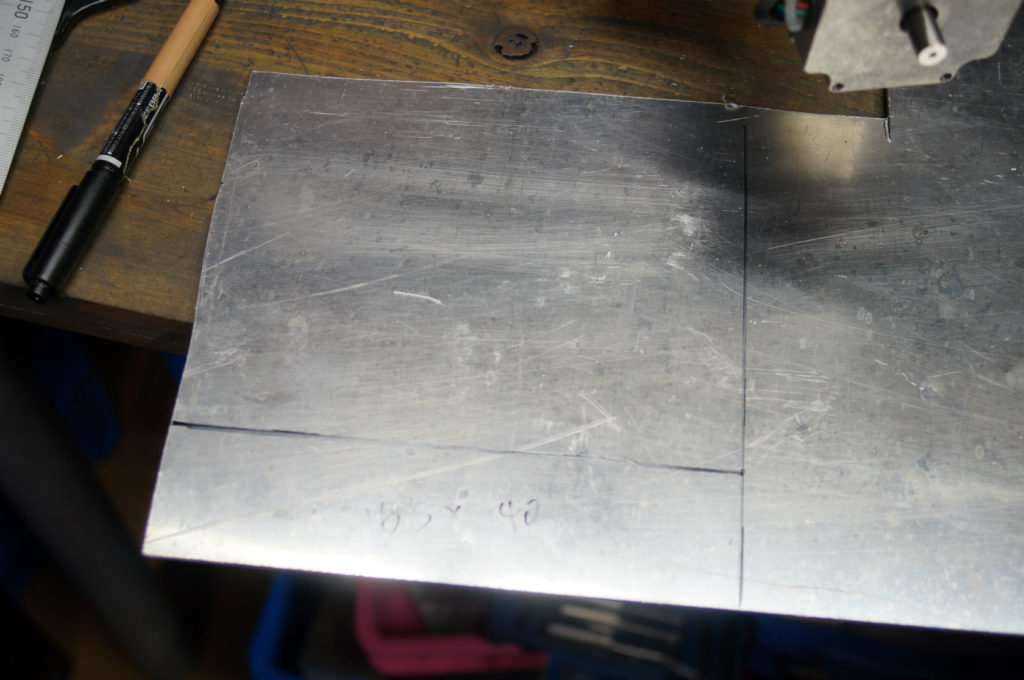
厚さ2mmの端材アルミ板を使用。

165mm×40mmにバンドソーで2枚カットしてクランプ固定します。

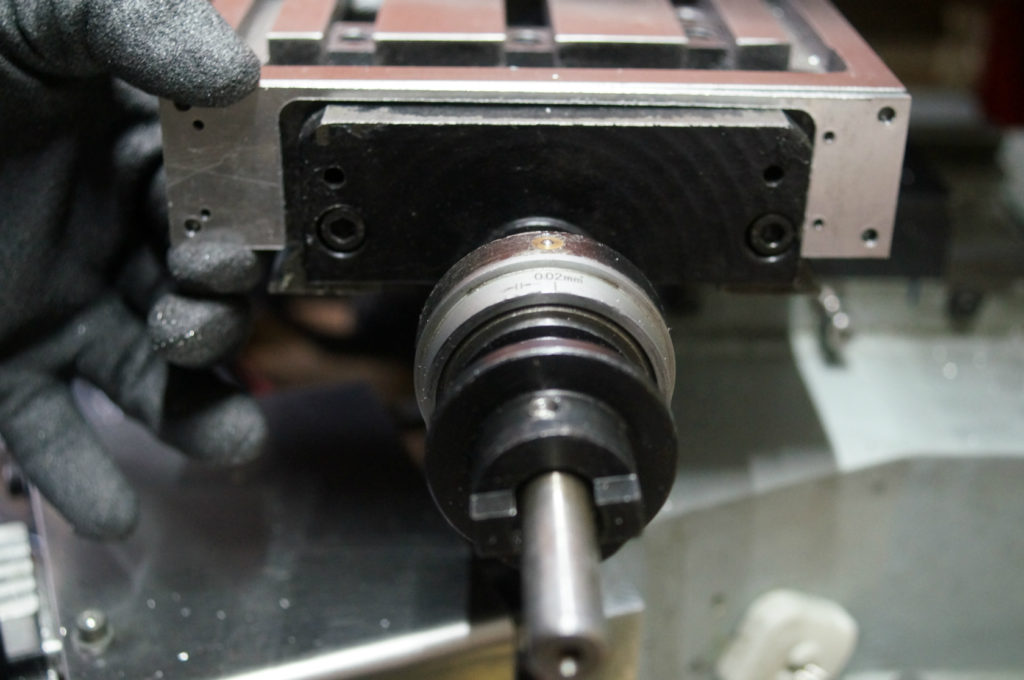
Y軸同様ベース治具にボルトで固定して輪郭を切削します。

エンドミルΦ5mmを使用。
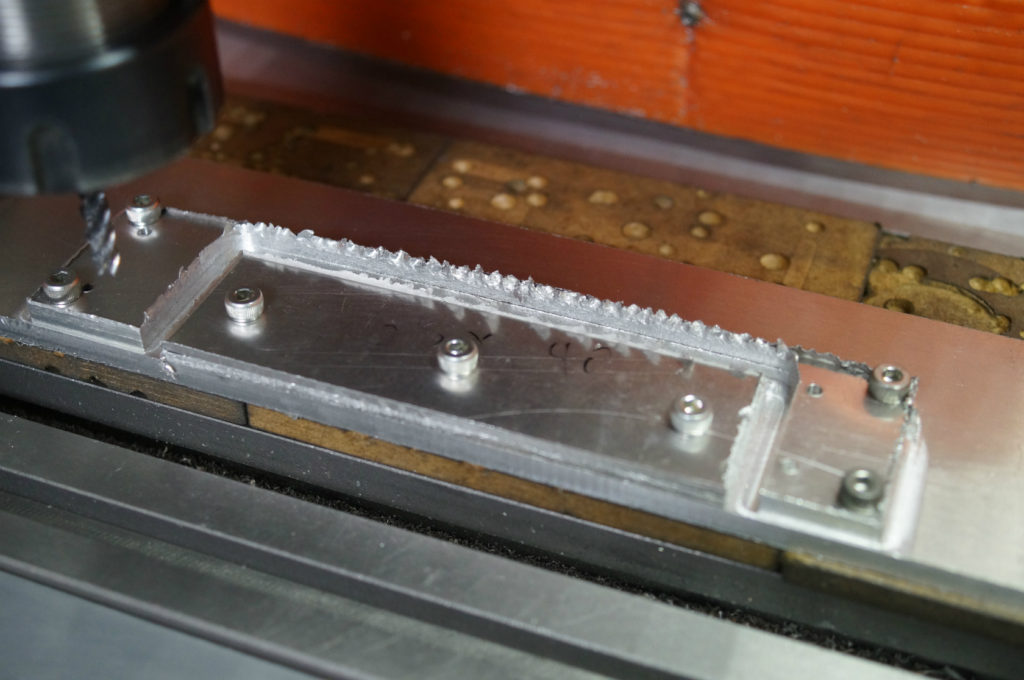
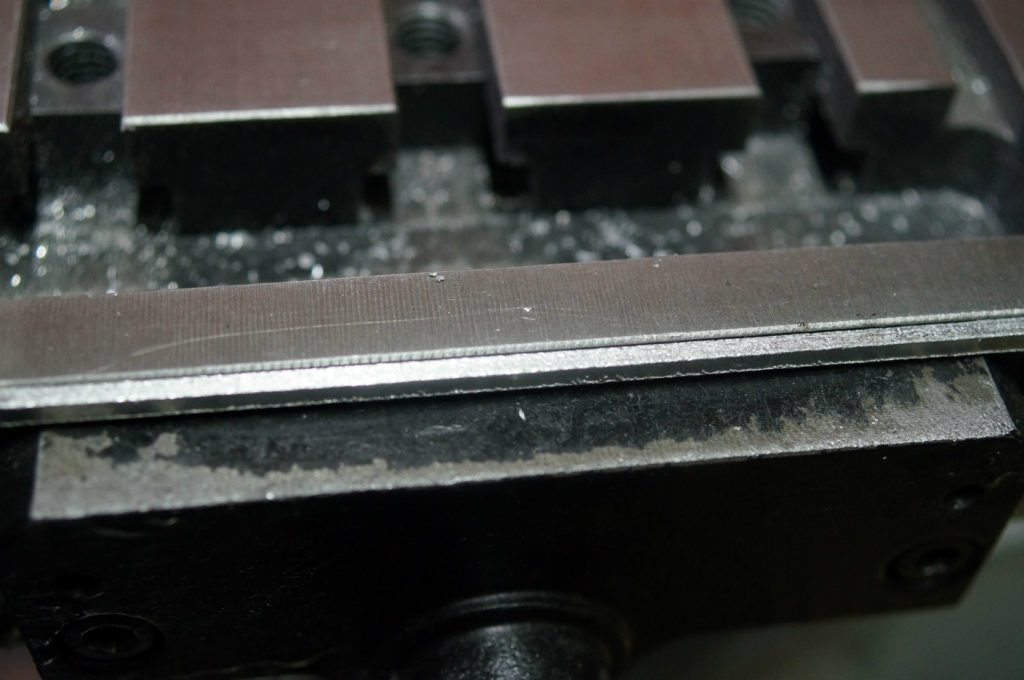
薄板で中央付近に歪み(盛り上がり)がある為、一回目の切込み量が大きくなってしまいバリが発生します。
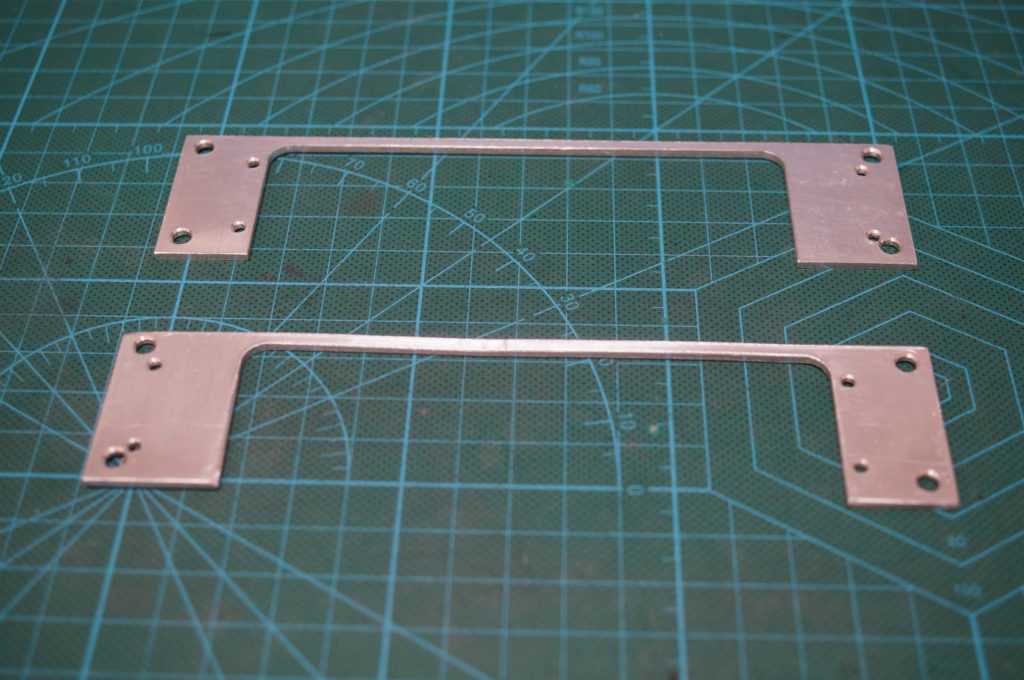
バリ・面取りして、完成です!!

合わせ位置は上部の側面とサイド側面を平行に合わせます。
Φ2.5mmの穴がボルト穴中心です。
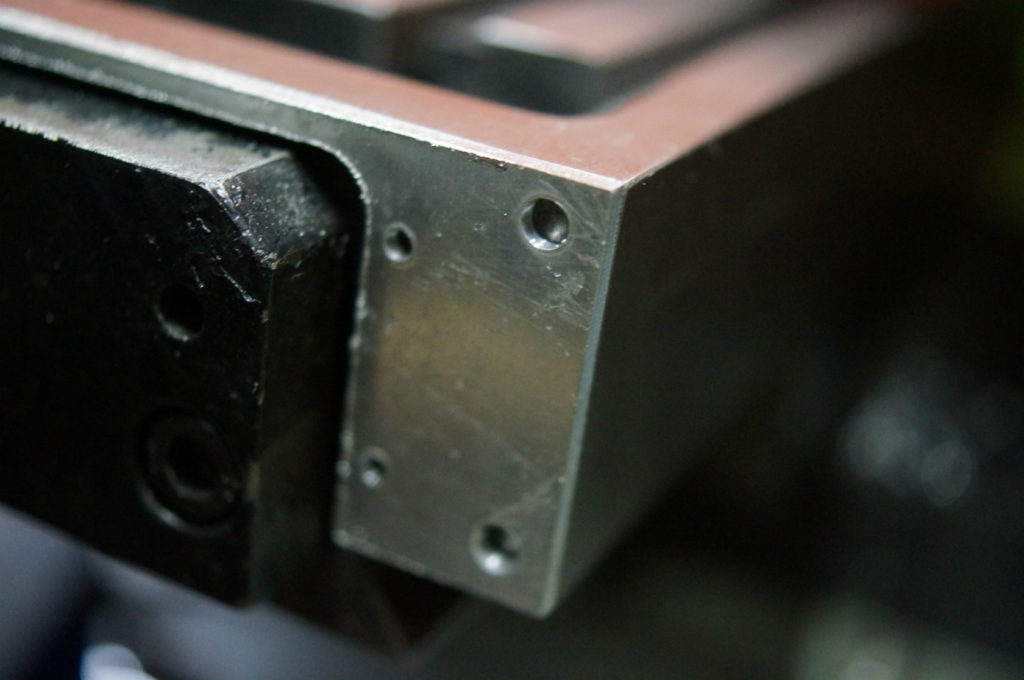
固定は両面テープで張り付けるとケガキがし易いと思います。
このプレートで正確な位置だしが出来ます。
オリジナルX軸ベースプレート作製 基本設計編
オリジナルX軸ベースプレート作製です。材料はアルミ厚15mmでUACJ製FP52を使いました。Y軸で使用した余りです。

既存のプレートを取り外して寸法取りをします。基本の穴の位置は大体同じですが微妙にオリジナルの寸法に変更しました。
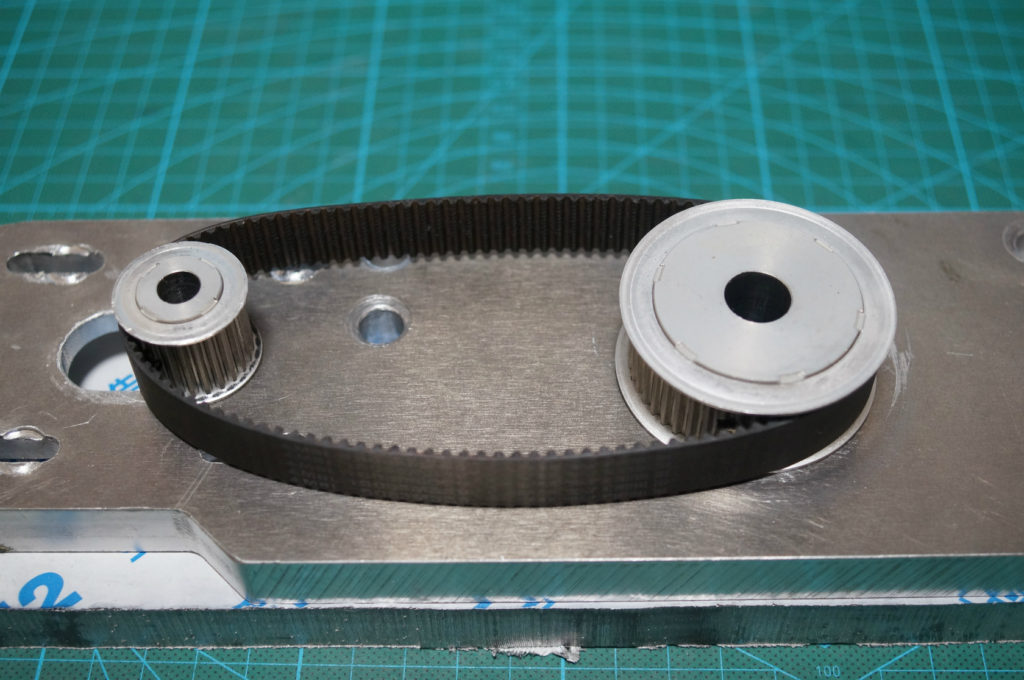
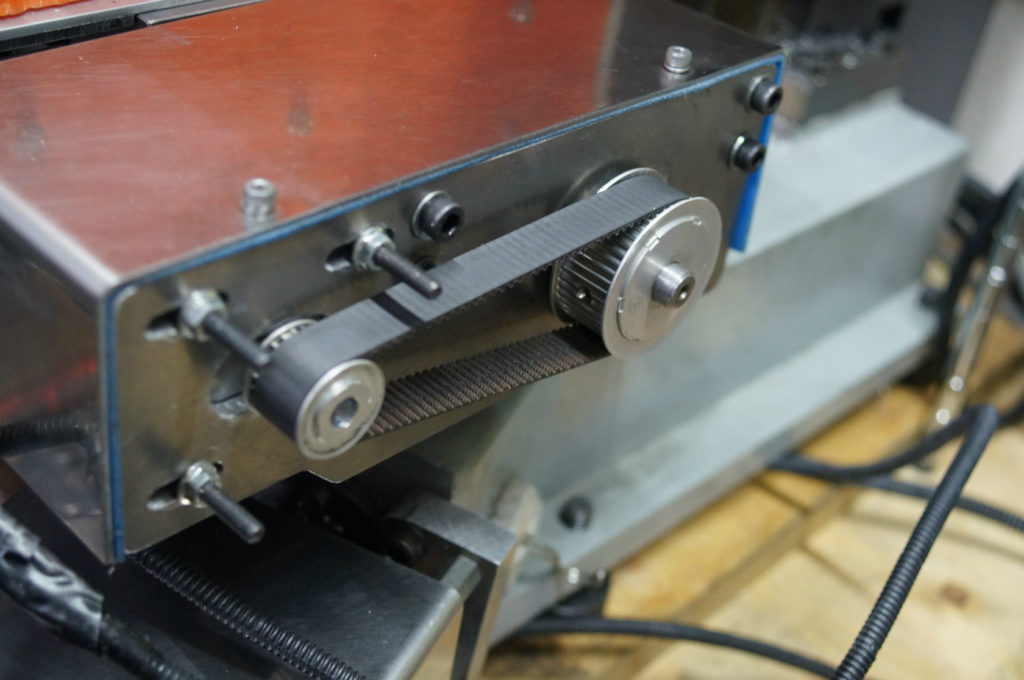
タイミングプーリー&タイミングベルトは変更しません。
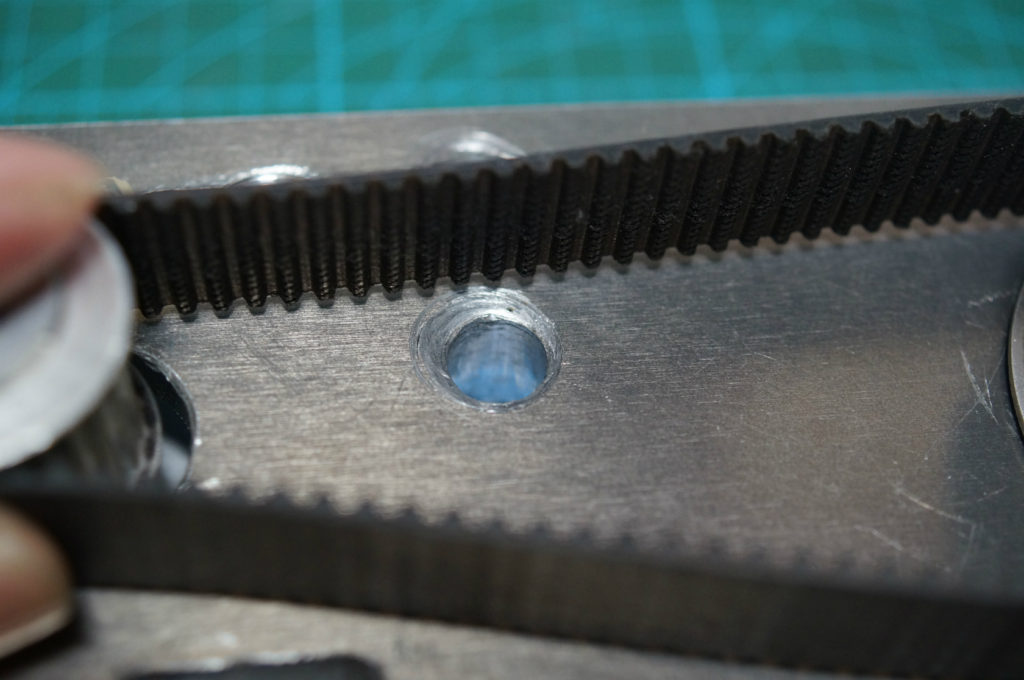
左側の取付けボルトがベルトに干渉することがあったので改善します。
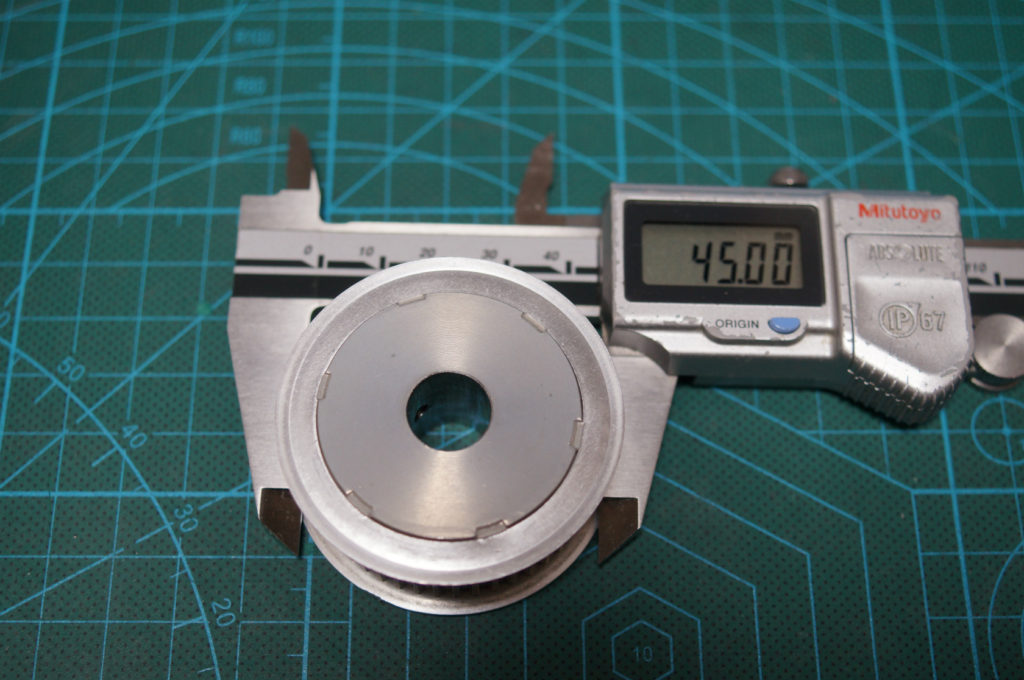
台形ねじ側タイミングプーリー:外径 約45mm 歯数48T ピッチ3mm (中華製)
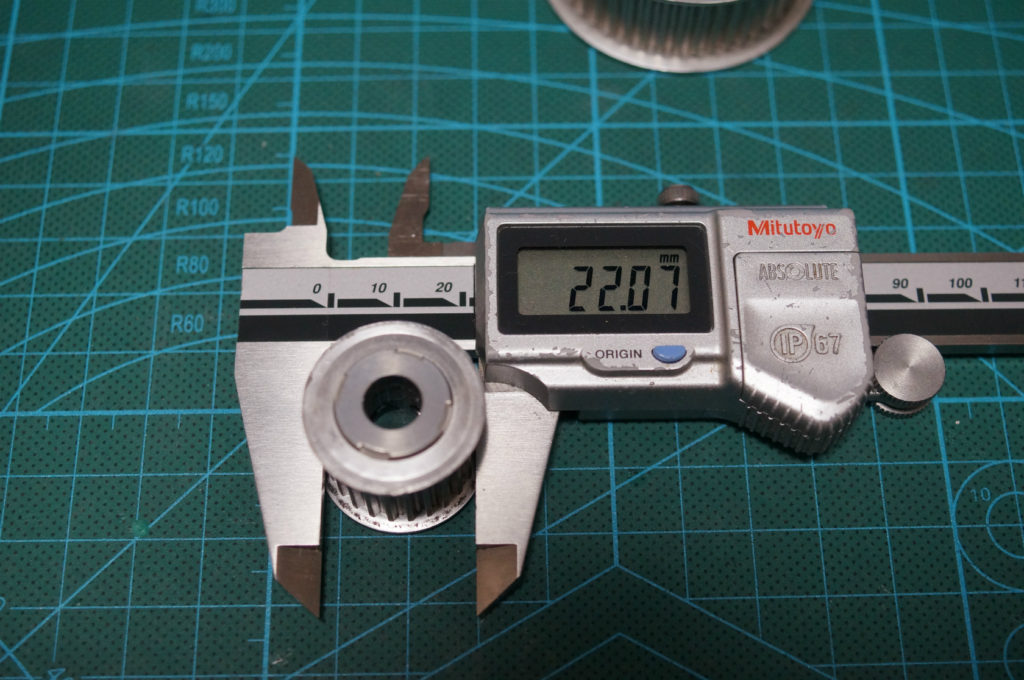
モーター側タイミングプーリー:外径 約22mm 歯数24T ピッチ3mm (中華製)

タイミングベルト:全長339mm ピッチ3mm 幅15mm (中華製)
上記のタイミングプーリーにより減速比(speed raitio )は1対2になっています。
この組み合わせで脱調しないスピードを探りLinuxCNCのパラメータを設定します。
Part2へ続く
にほんブログ村


コメント