

TACKLE in JAPAN(タックルインジャパン) アユプロ・ノットマスターX・B typeまたは自作編込みホルダーに装着するラインスプールホルダーをDIY自作で製作してみました。支柱に取り付けて使用するタイプのラインスプールホルダーです。アユプロ・ノットマスターL typeまたは別売りのラインスプールホルダーを使用していましたが、取り外し等の使い勝手が自分には合っていなかったので自作しました。スプールは回転させたかったので挟み込みの「ばねテンションブレーキ方式?」で製作。完全固定もできるように2種類のハンドルを作りました。ばねのテンションで微妙なテンションとブレーキを付けてますのでラインスプールがベイトリールのようにバックラッシュをするのを防げています。スプール留めの円盤もアルミ板から削り出しで製作したので部品の自作率が高い作品になりました。
製作工程概要
上記でも書いた通りの「ばねテンションブレーキ方式?」と銘打ってラインスプールホルダーを設計・製作しました。取り外しも比較的容易に出来るので無難な所で完成しています。今後はワンタッチで脱着が出来たり「ばねテンションブレーキ方式?」ではなくラッチ機能でスプールにブレーキを掛ける方式にして行きたいです。
ちなみに下記は以前に使用していた「アユプロノットマスター マルチスプールホルダー」

取り付けが少し面倒で後方支柱が長くなる為、少々バランスが悪かったかな?
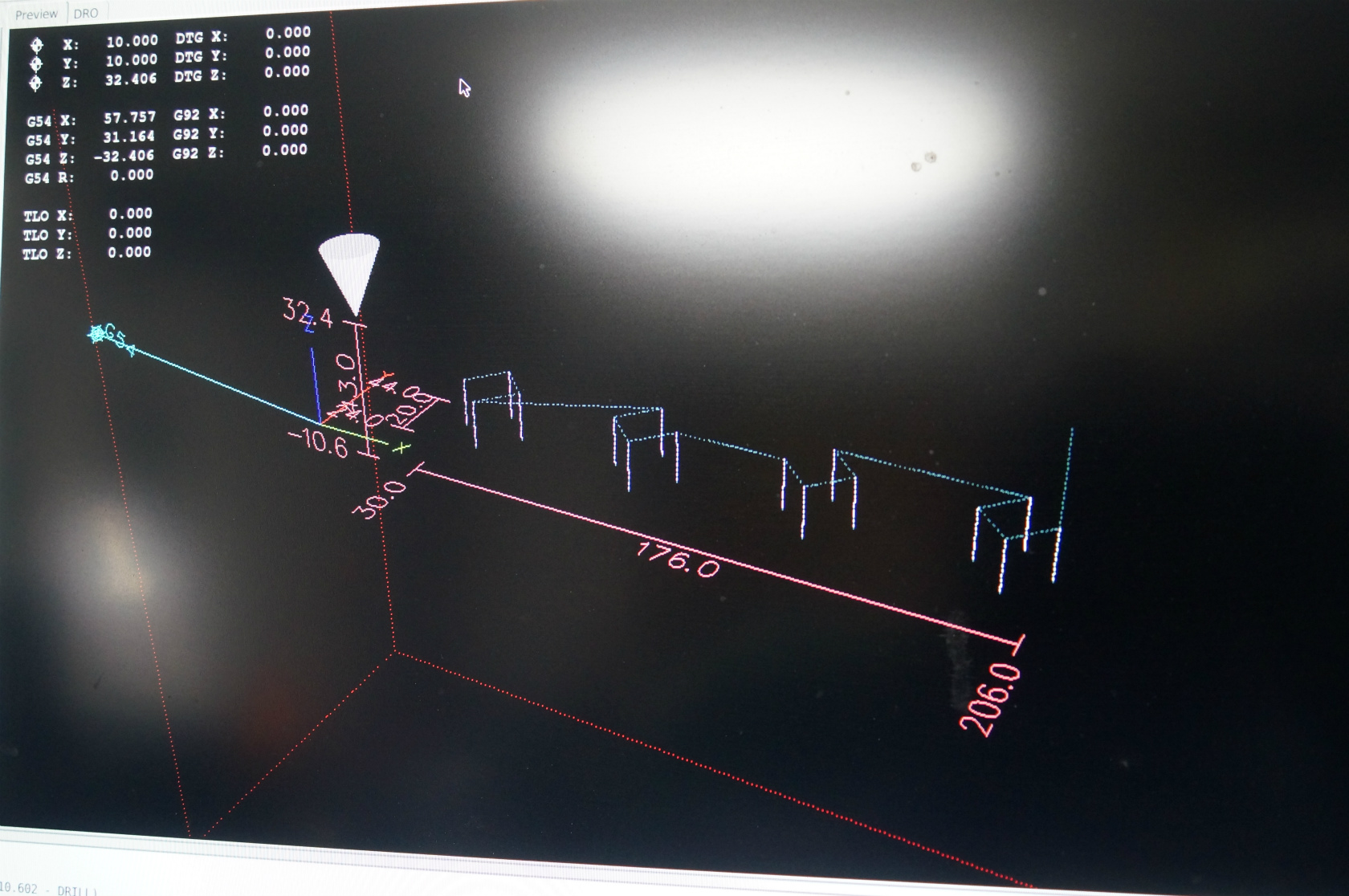
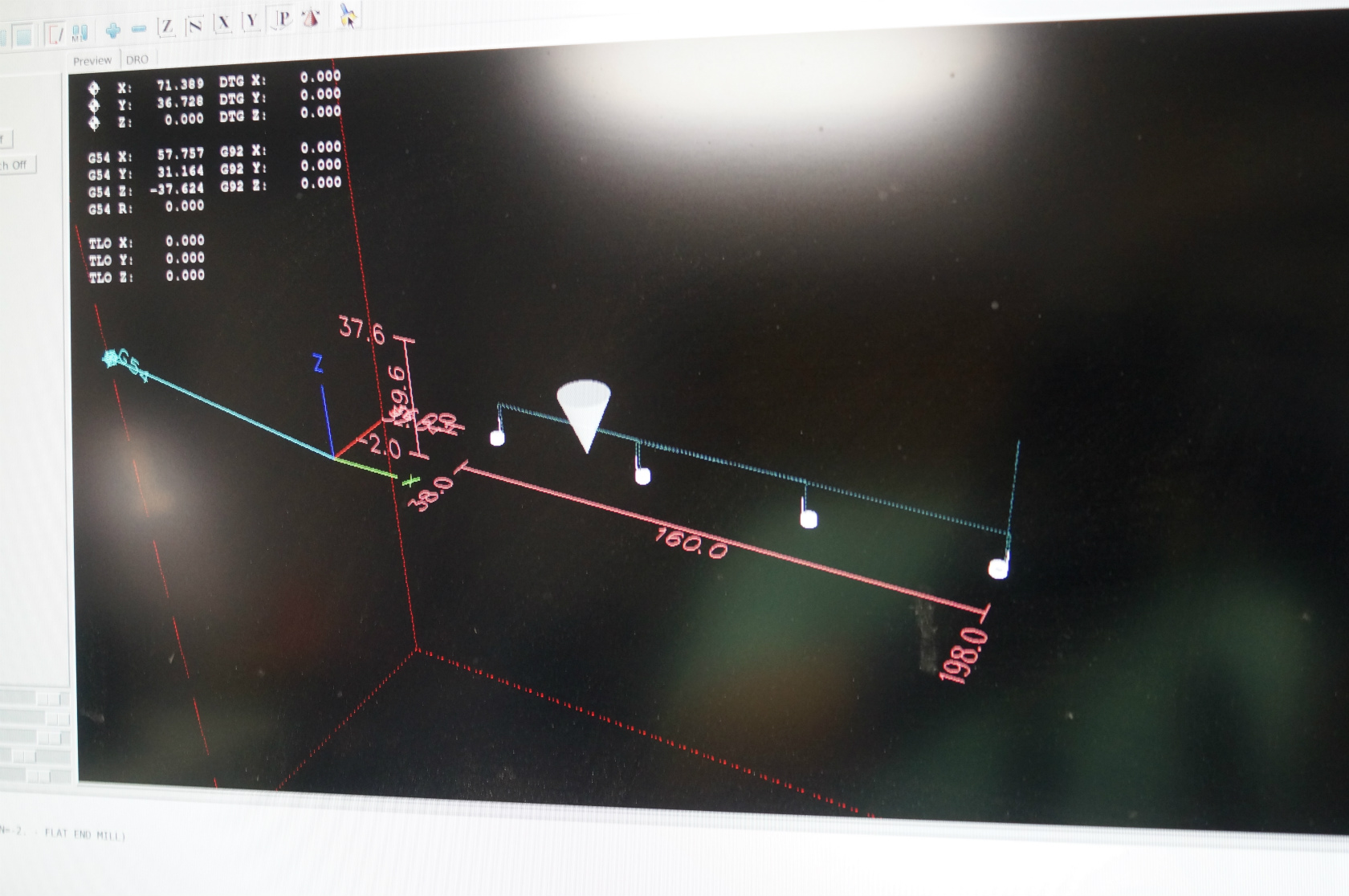
設計
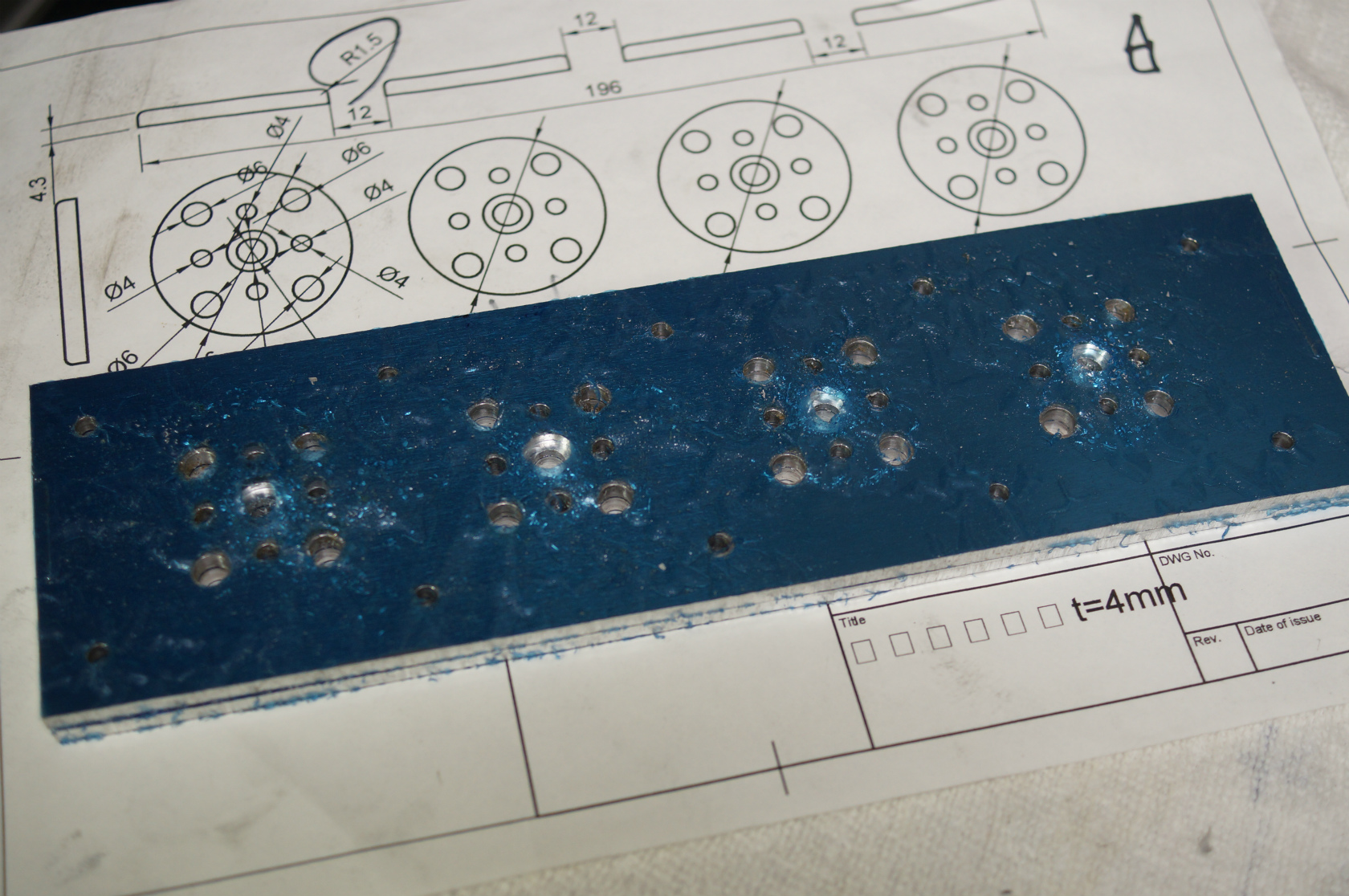
設計図は以下の通りです。
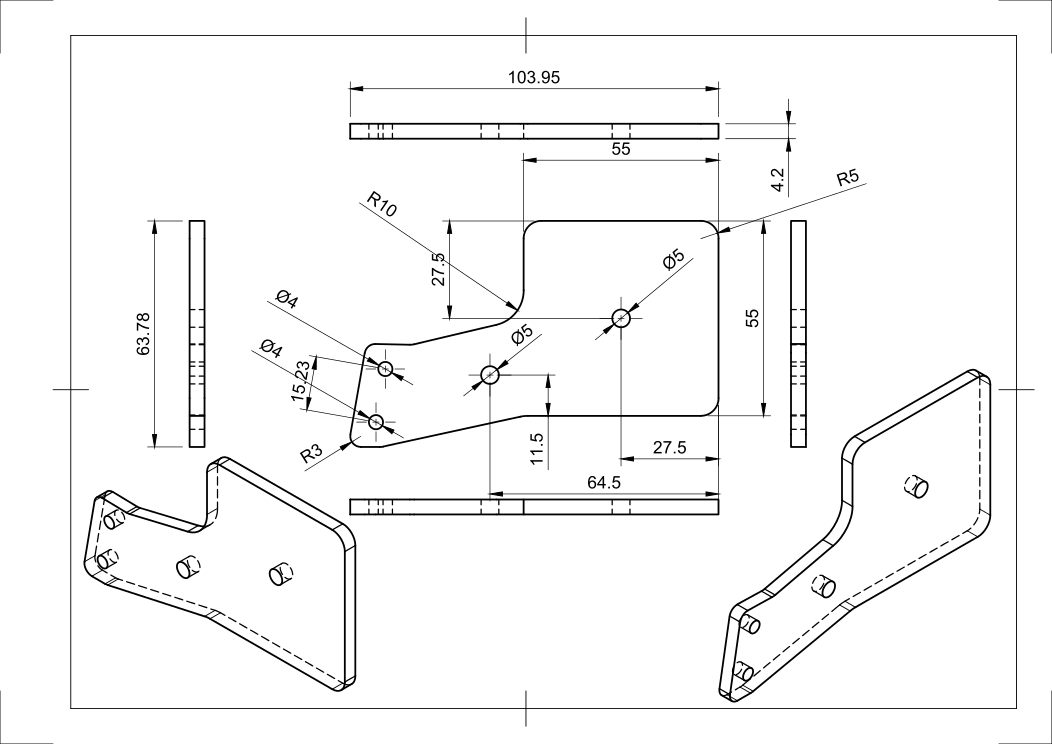

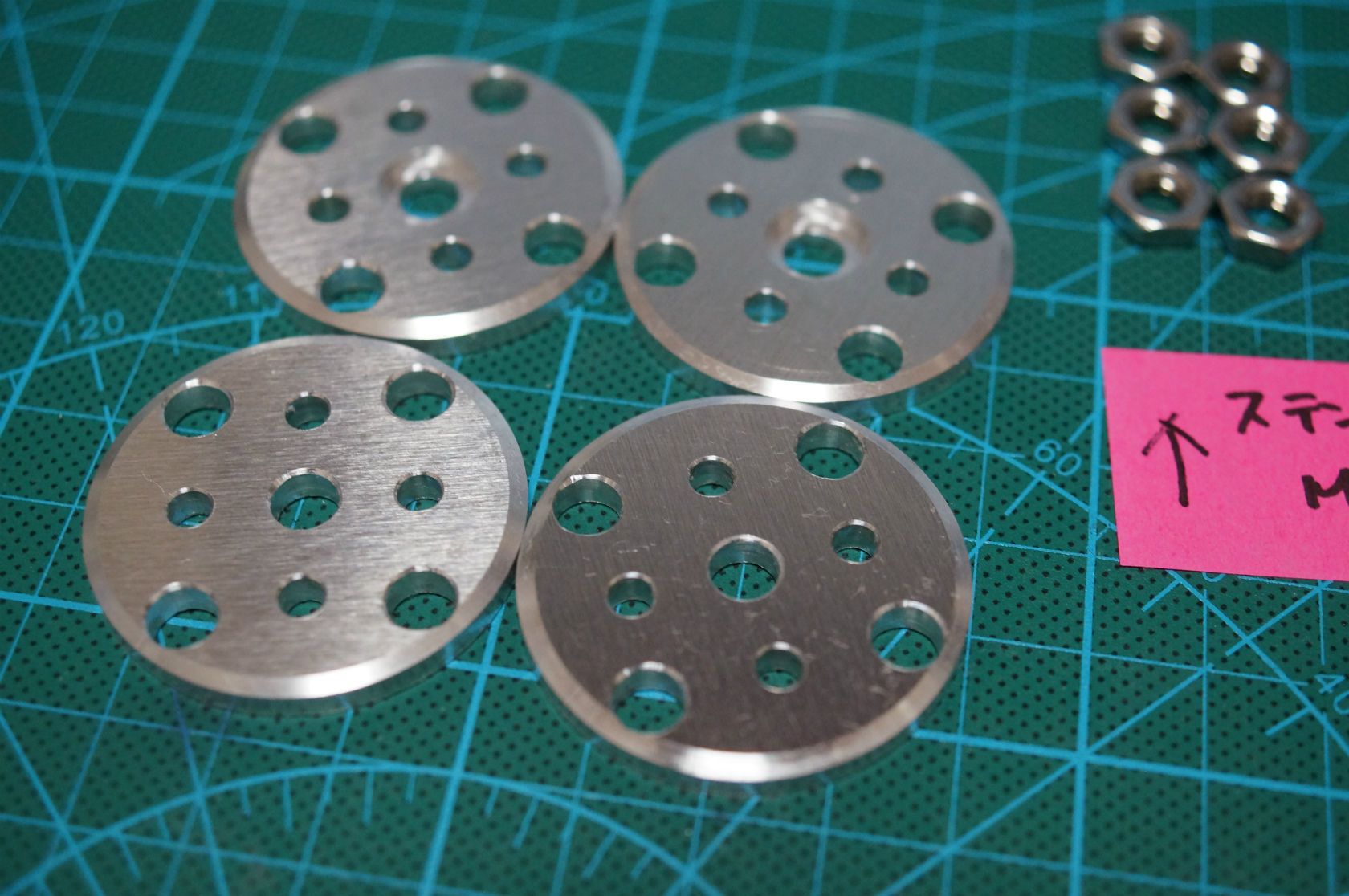
スプール留め円盤は当初、既製品のステンレス特大ワッシャー(丸ワッシャー 特寸(ステンレス)を使ってましたが価格が高いのでやめて自作に切替ました。デザインは軽量化を狙い丸穴のデザインにしました。手間は掛かりますが見た目が良いのでこのデザインで落ち着いてます。
・M6.5、外径40mm、内径6.5mm、厚さ1.5m 丸ワッシャー 特寸(ステンレス) byモノタロウ
材料
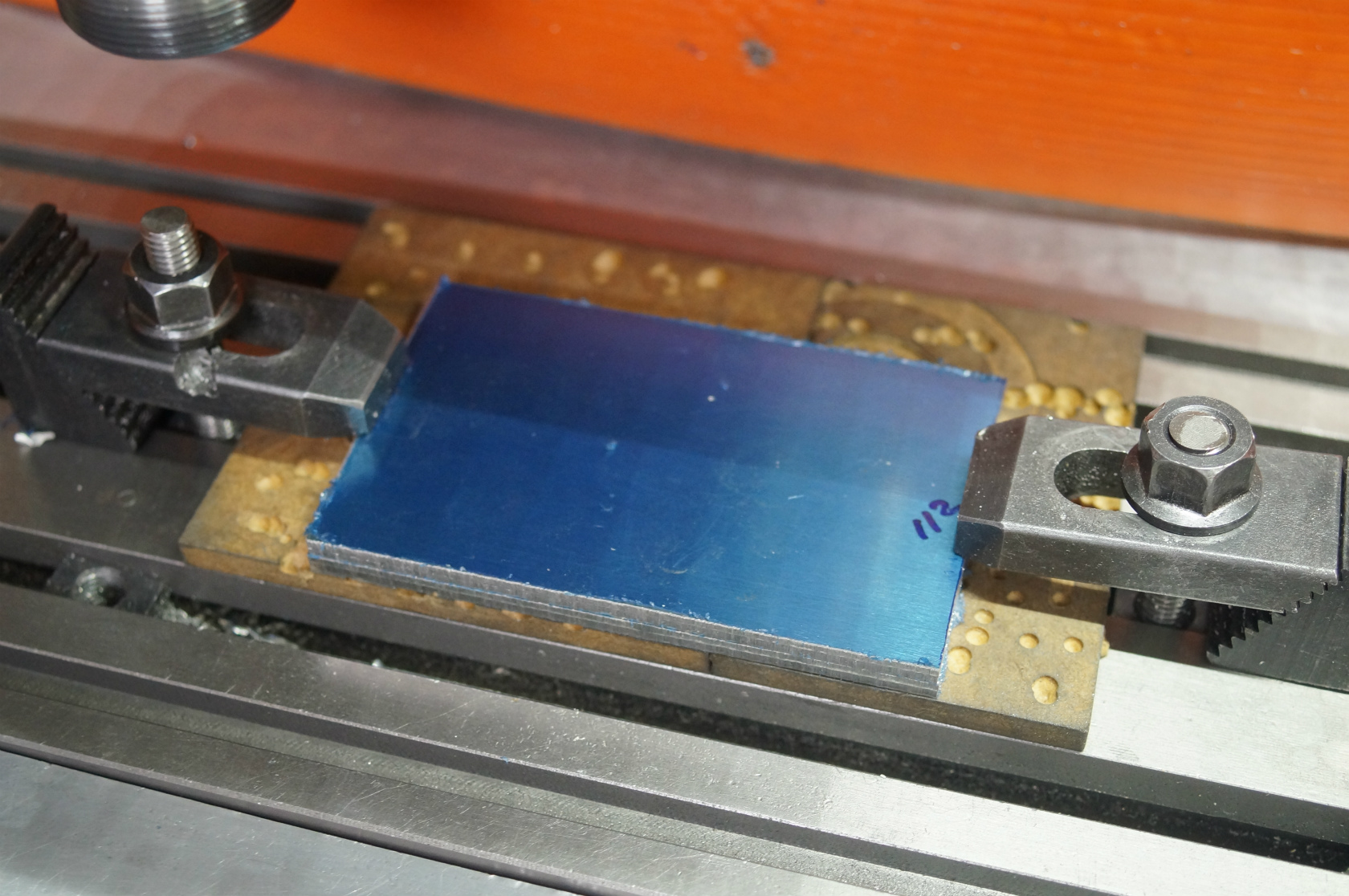
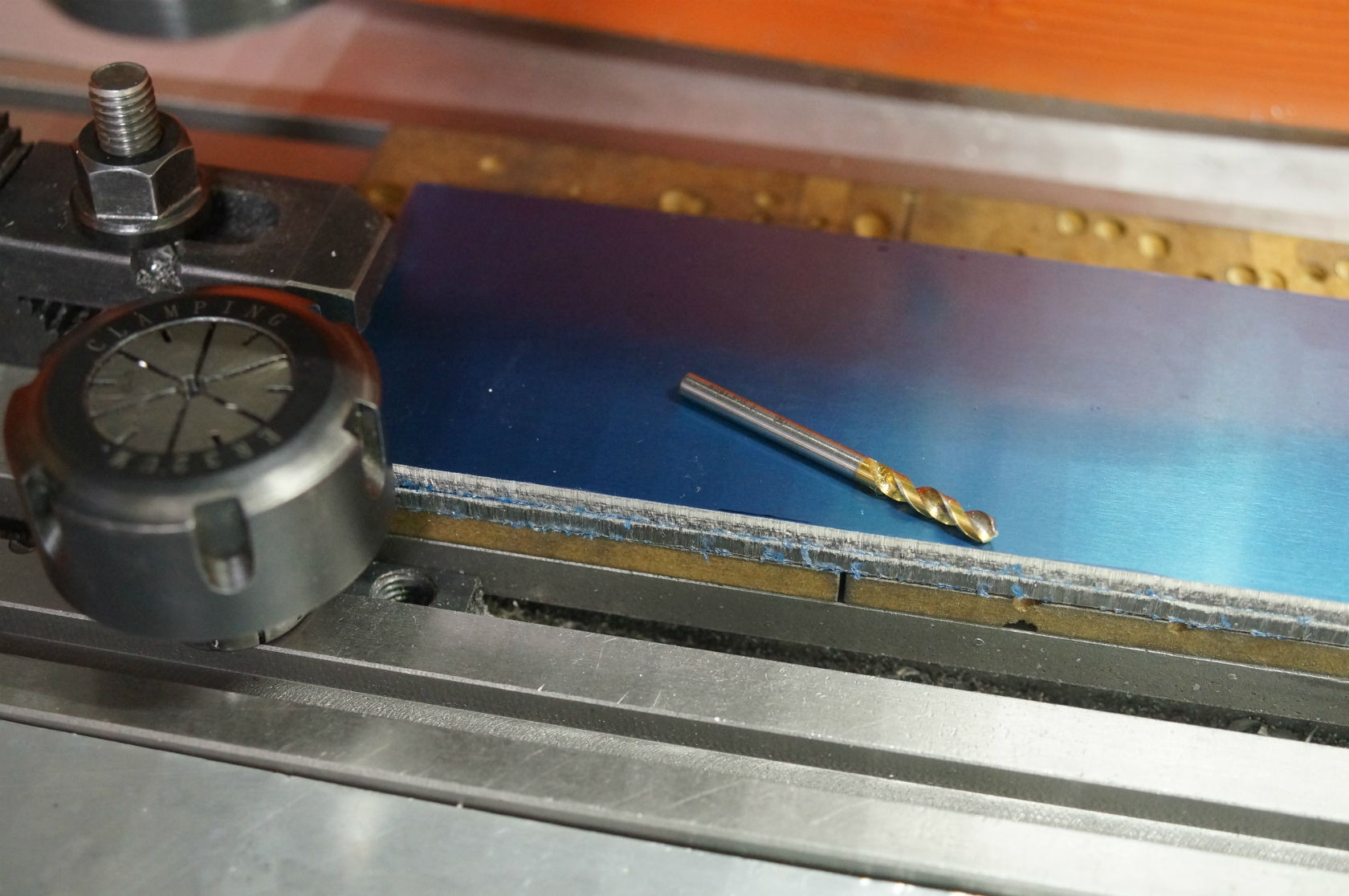
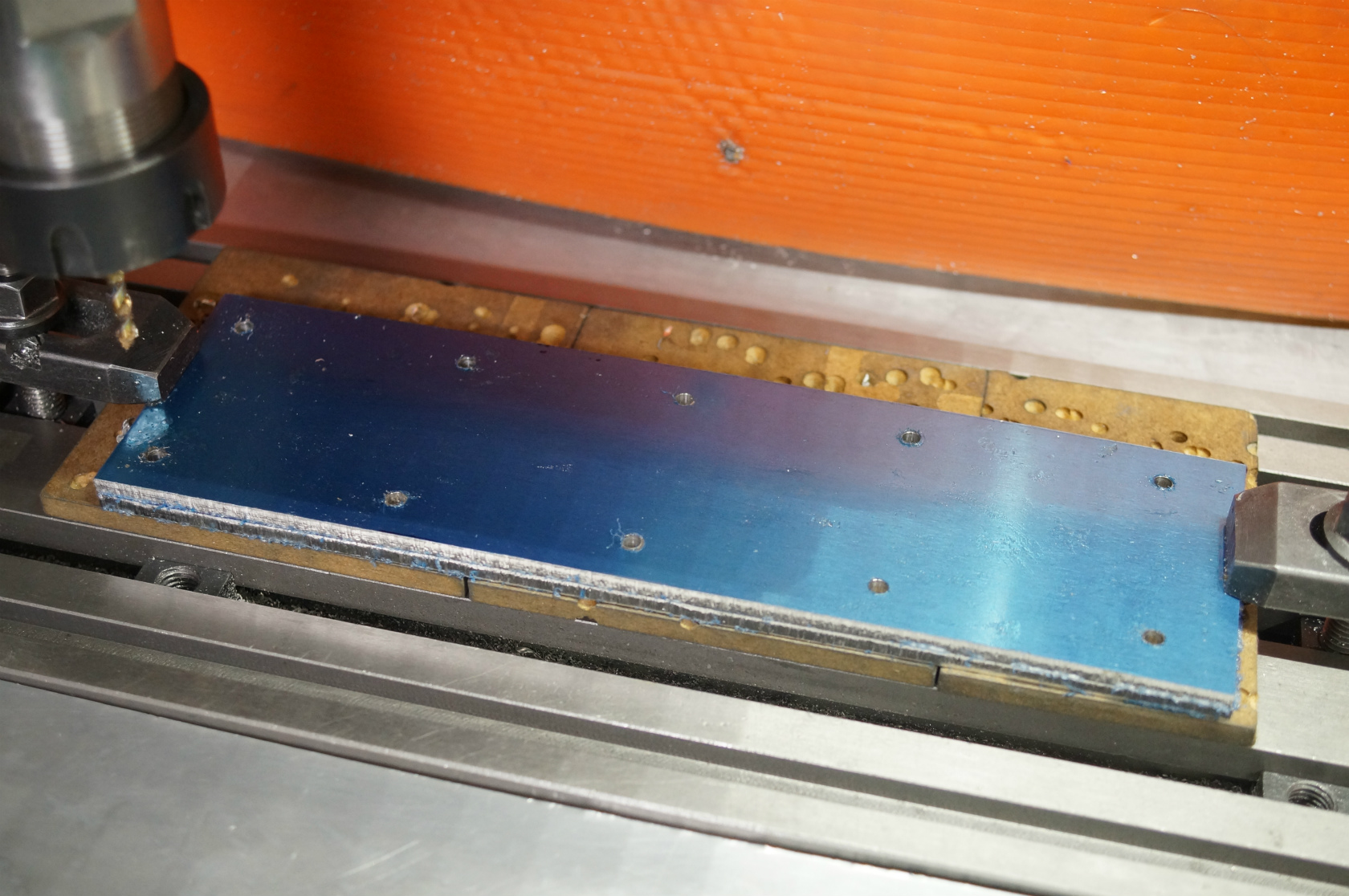
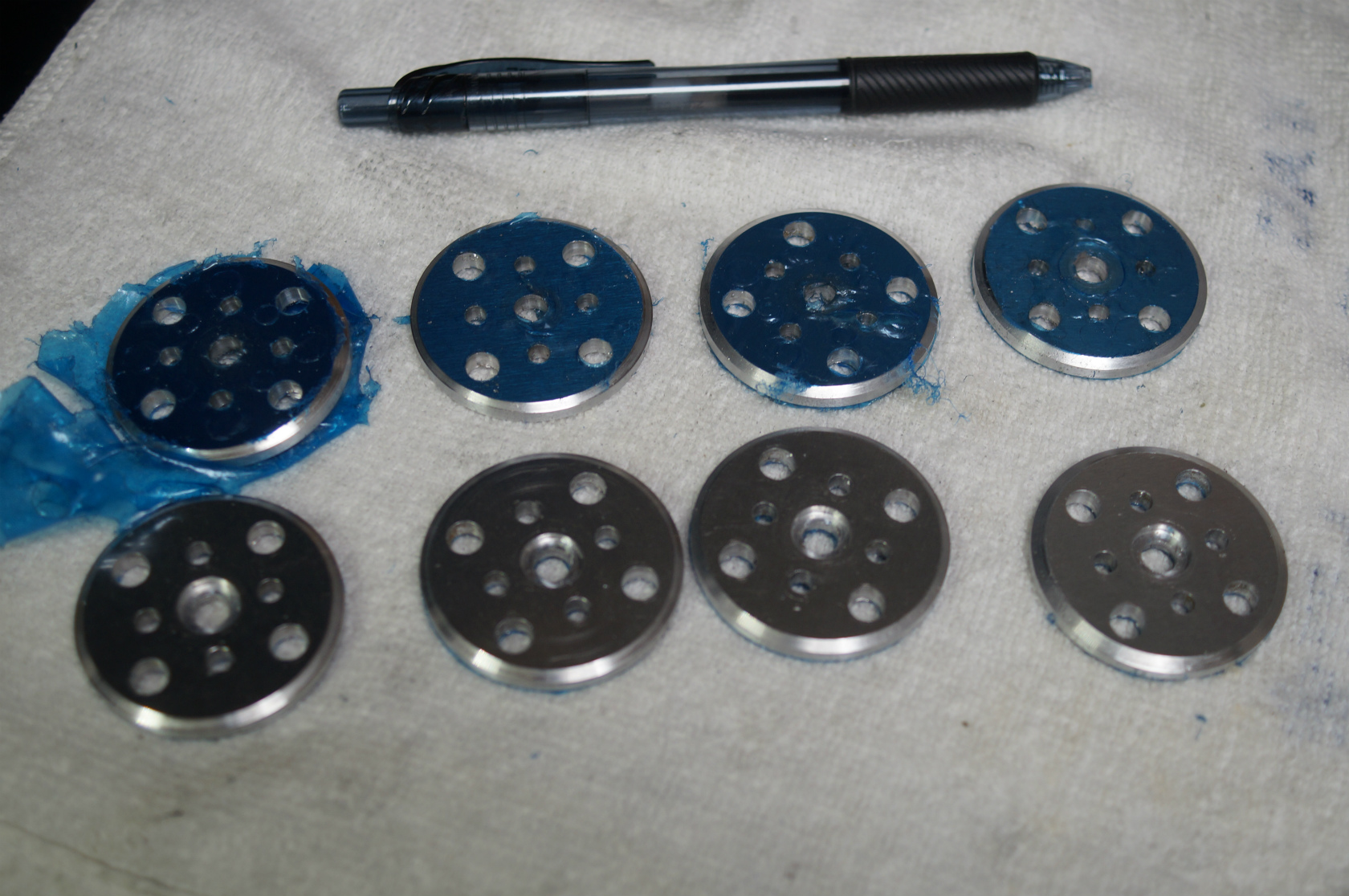
材料となるアルミ板は主にA5052系でアルミ合金のUACJ製。ベースと円盤、共に板厚4mmです。今回の材料は表面保護シートが機械加工に不向きなブルーフィルムですので加工途中に剥がれてしまいます。アルミに傷を付けない様に注意しながらの加工になります。
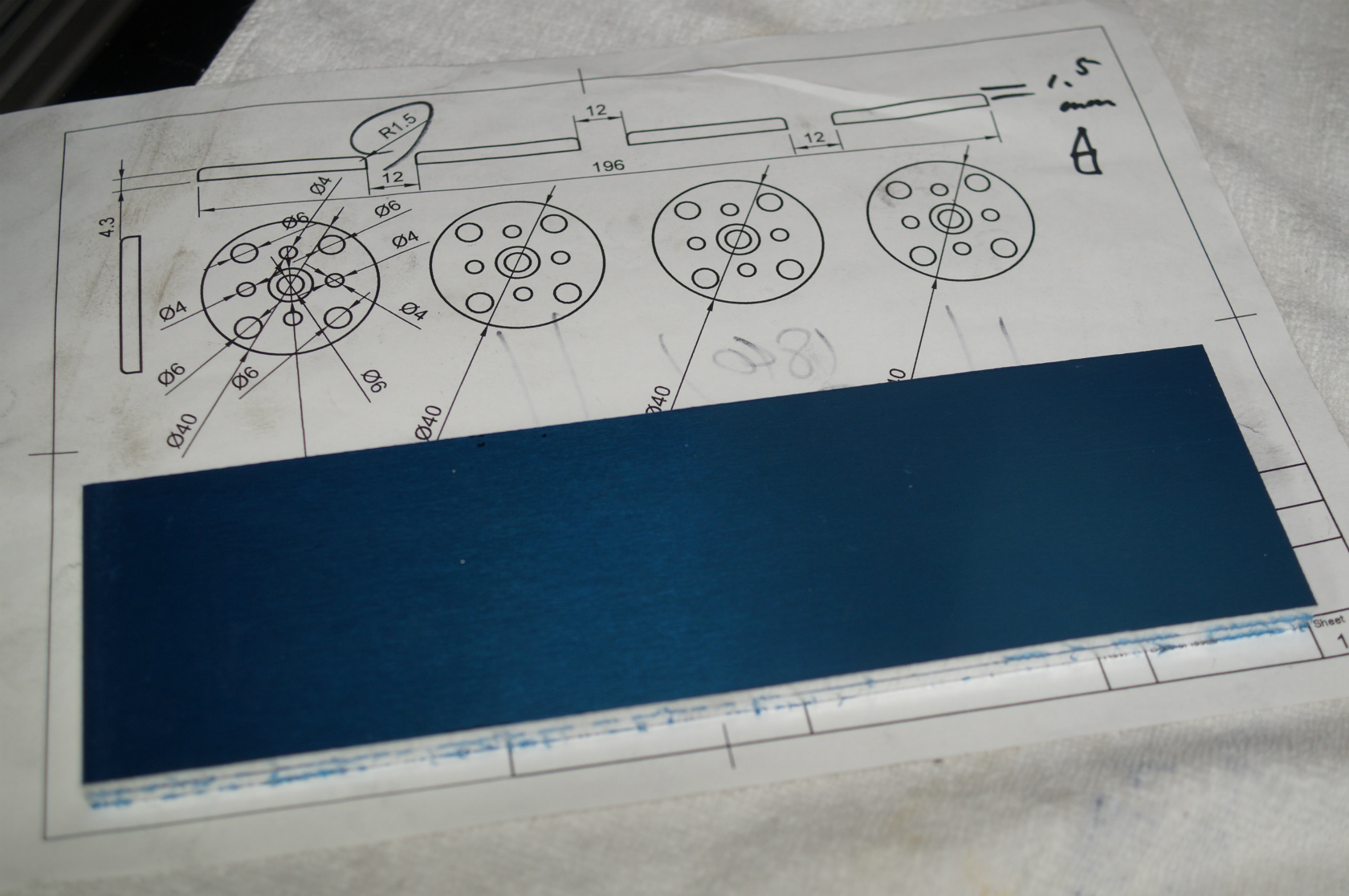
上記の写真はスプール留め円盤の材料で70mm×245mmの板を2枚重ねて使用。円盤を合計8枚作ります。
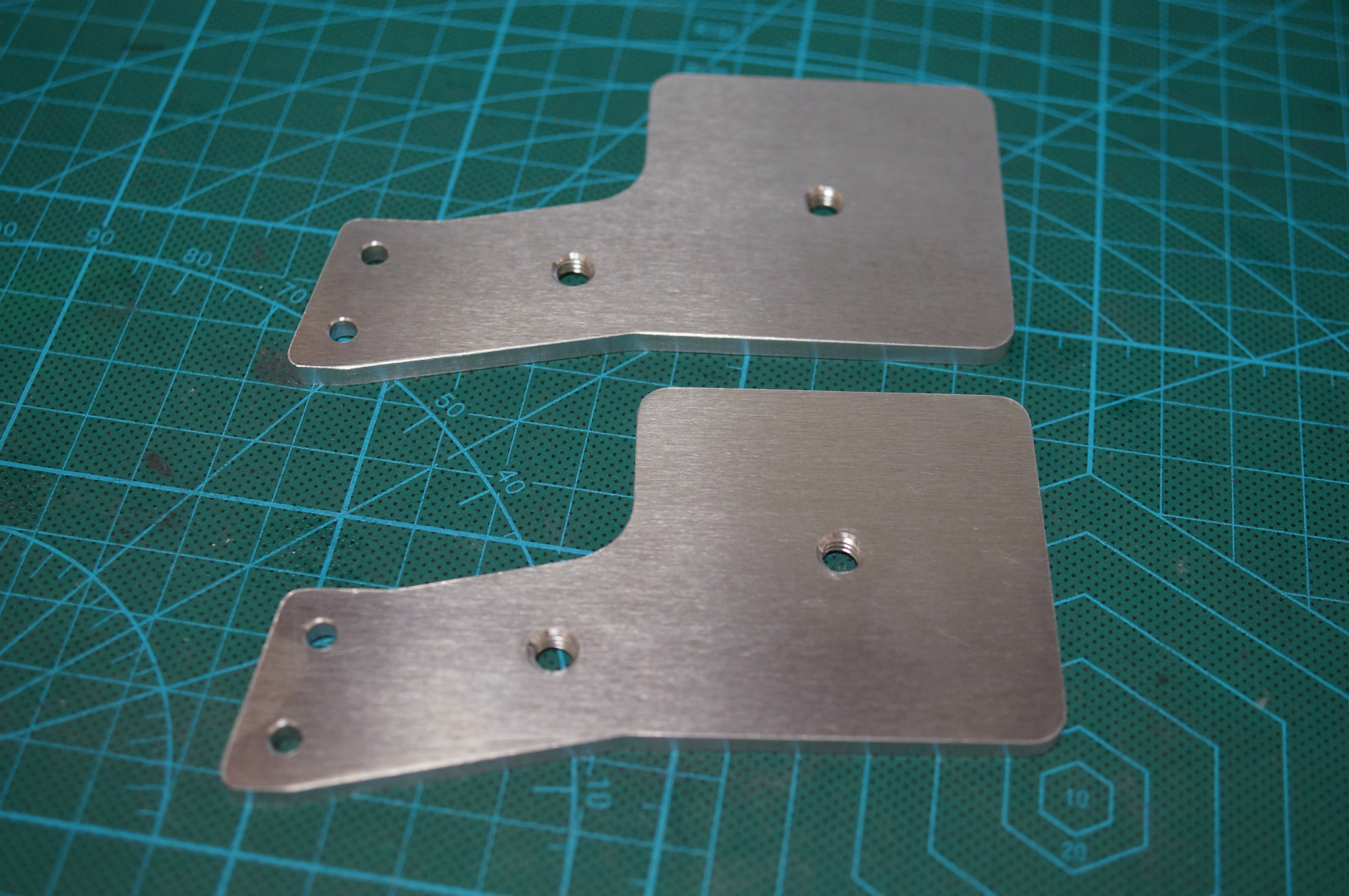
上記の写真はラインスプールホルダーベースの材料です。70mm×112mmでカットしたものを2枚使用。2枚削り出します。
自作ラインスプールホルダーベース 製作工程
先ずはベースの製作から・・・
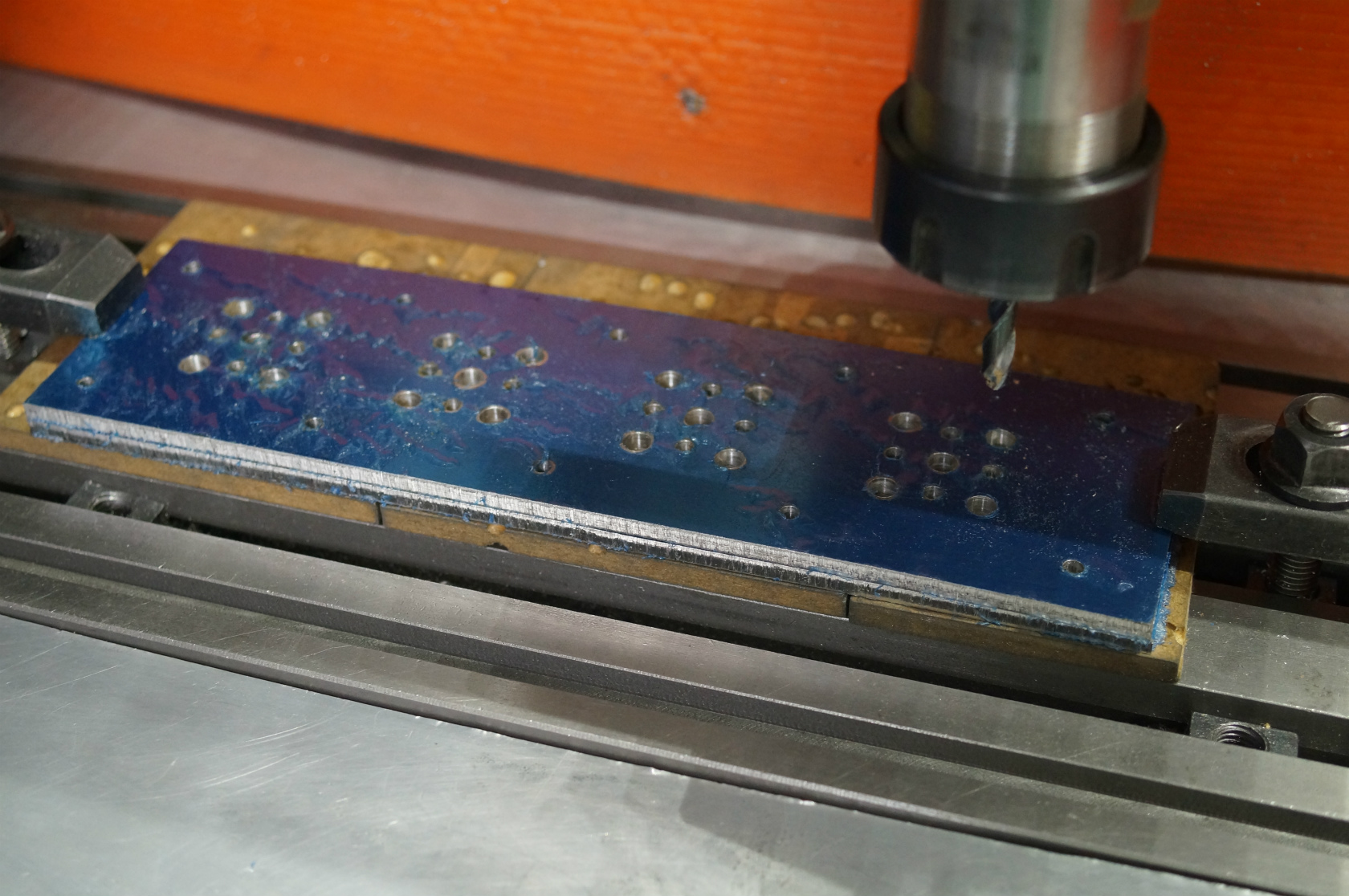
ワーク(材料)をフライスにセットし穴あけをします。

ドリルはOSGのΦ4
4mm穴、4個所開けます。

次にM6の下穴になる5mmの穴を2個所開けます。ドリルはOSGのΦ5
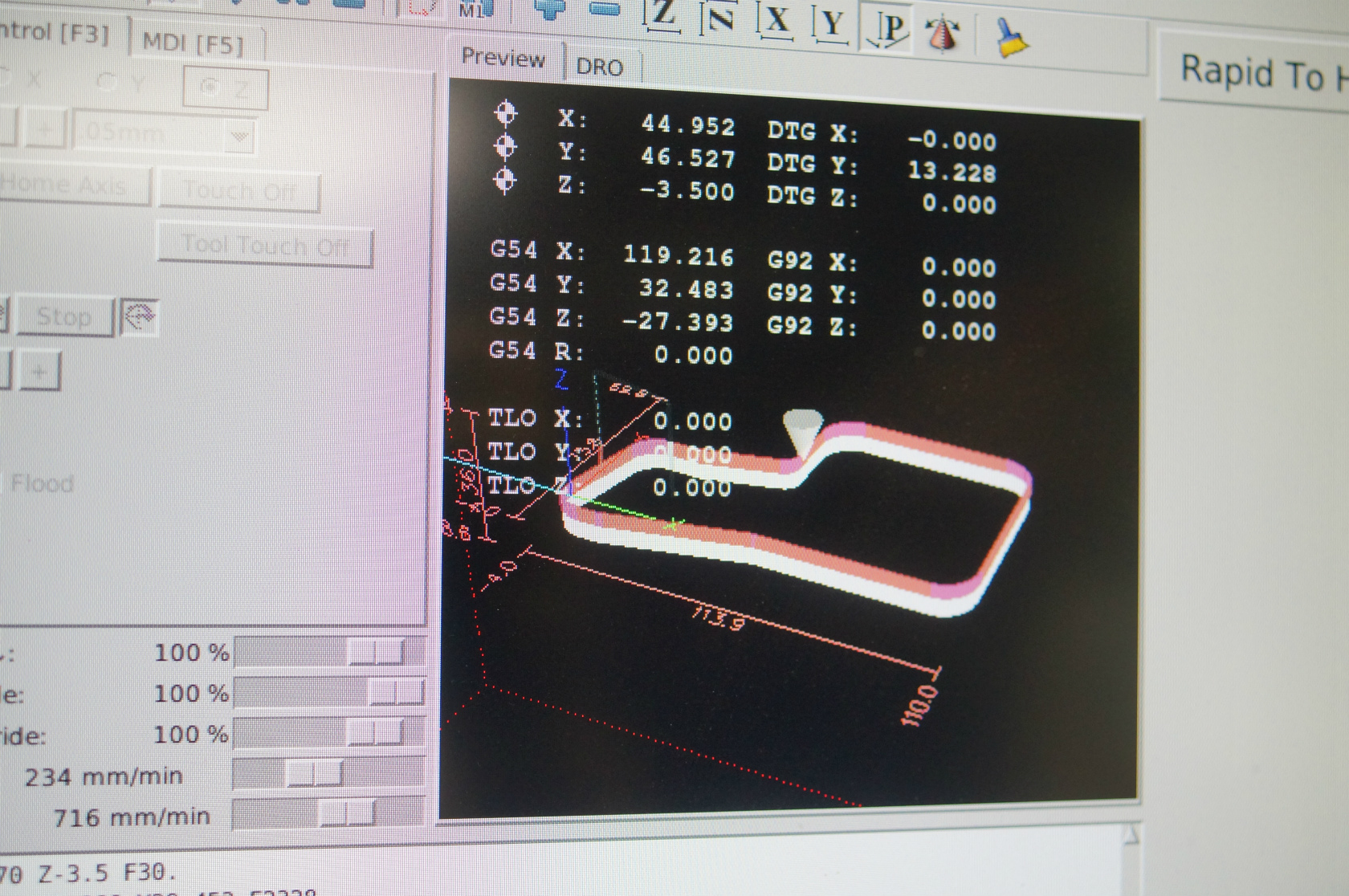
穴あけ加工が終わったら一旦、ワークを外し輪郭切削で取り残してしまう部分をチェックしてバンドソーで予めてカットしておきます。この作業をしないと切削しきれなかったアルミ塊が切削最後、エンドミルに絡みついてステッピングモーターの脱調を引き起こす可能性が発生します。そうなると加工失敗になってしまうので重要な工程です。何度も失敗しました。

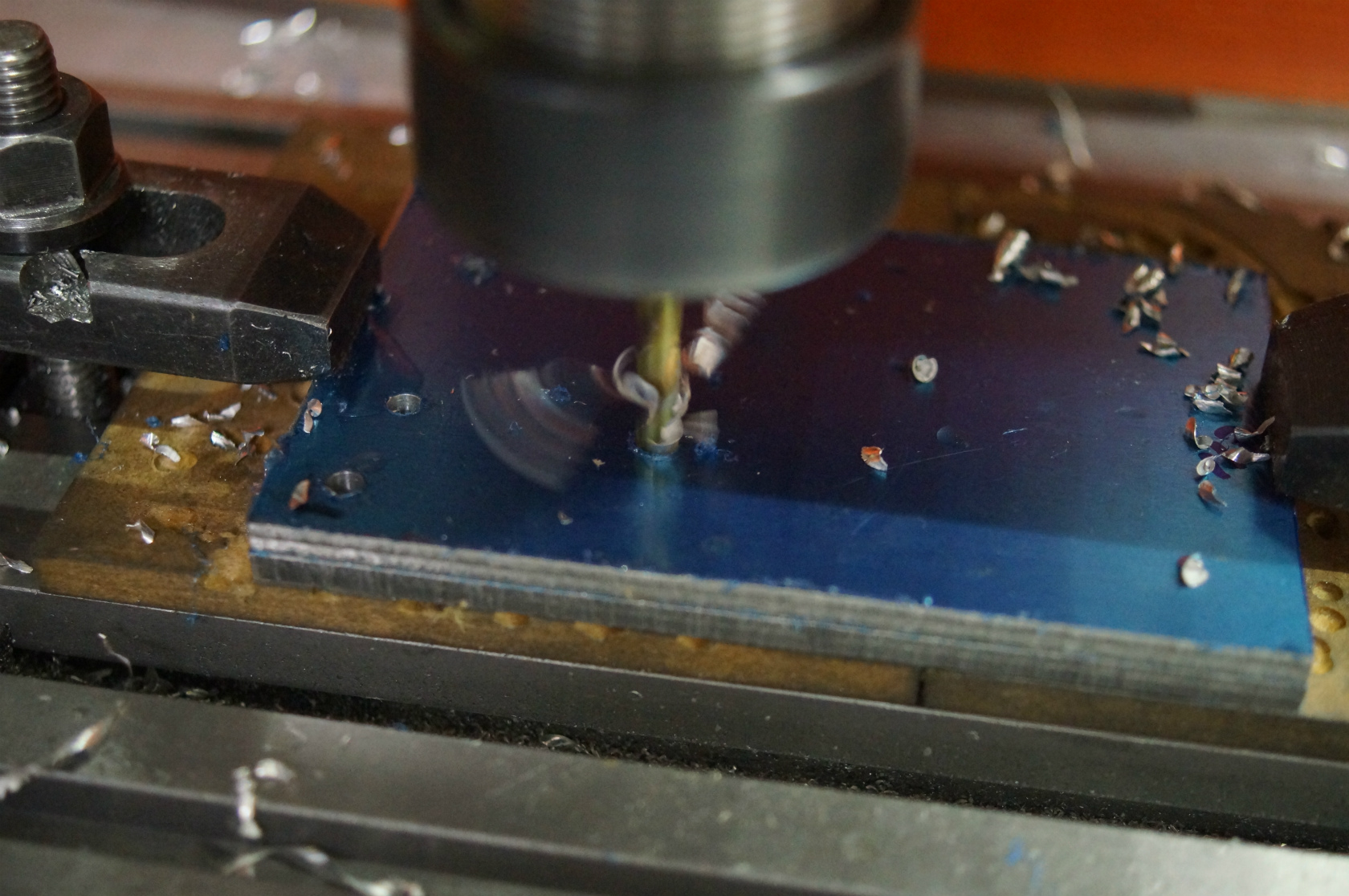
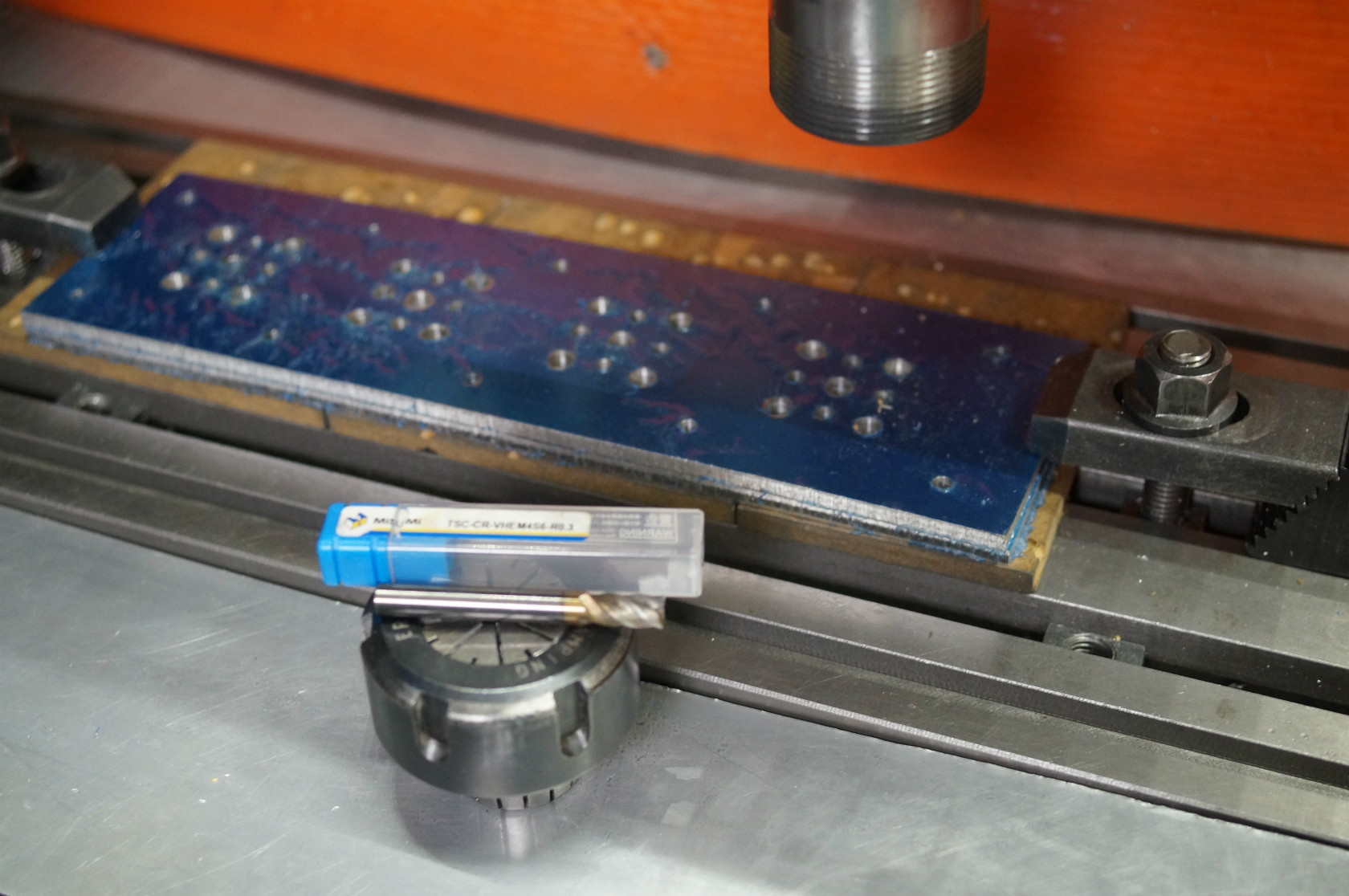
輪郭切削はエンドミルΦ10(ミスミTSC-CR-VHEM4S10-R0.3)で切削。
約20分で切削終了。今回は仕上げ切削はなし。
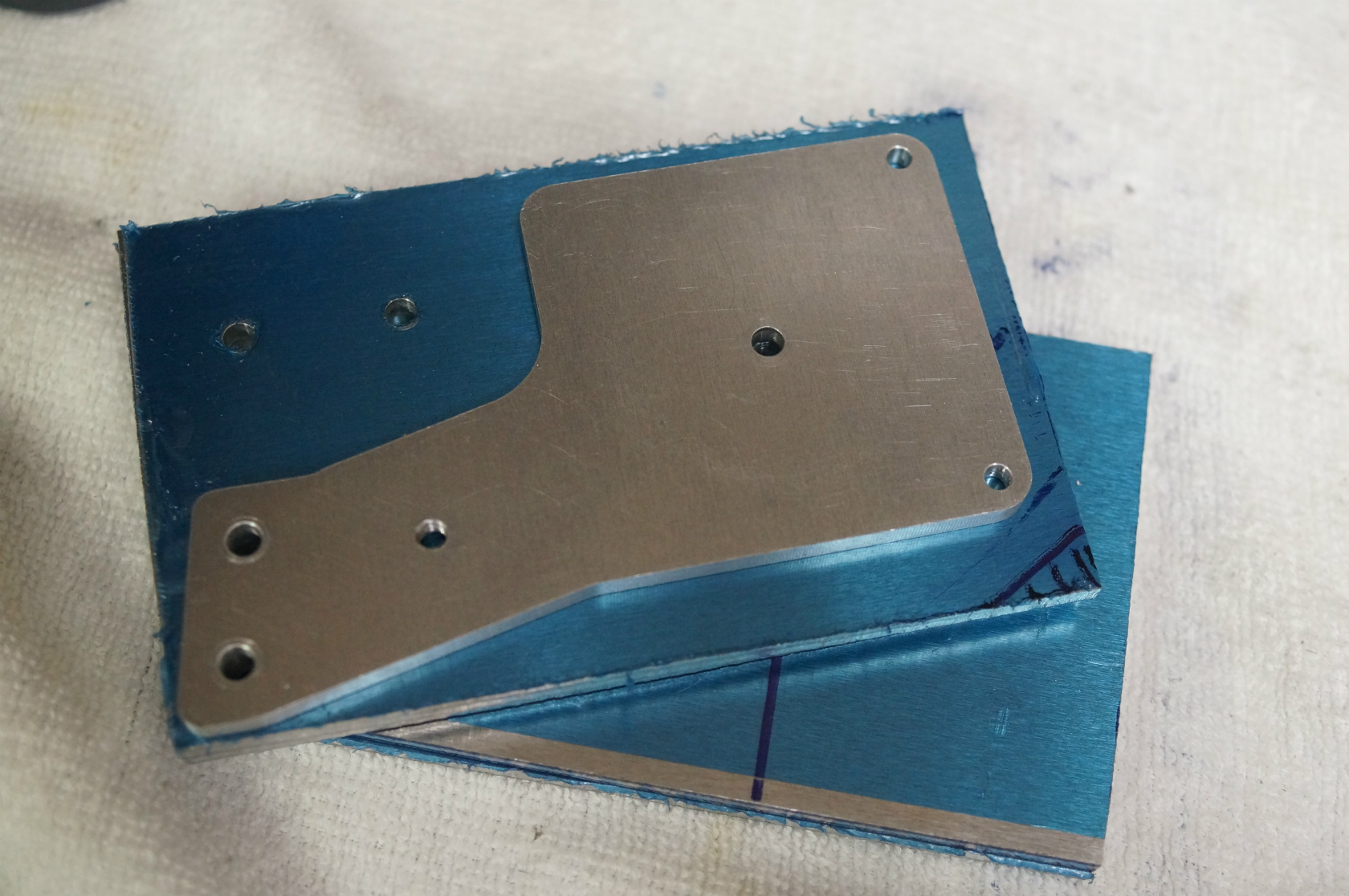
清掃後はこんな感じになります。
無駄な部分が出ますが仕方ありません。
ホルダー中心とハンドルを保管しておくねじ穴(M6)をタップします。
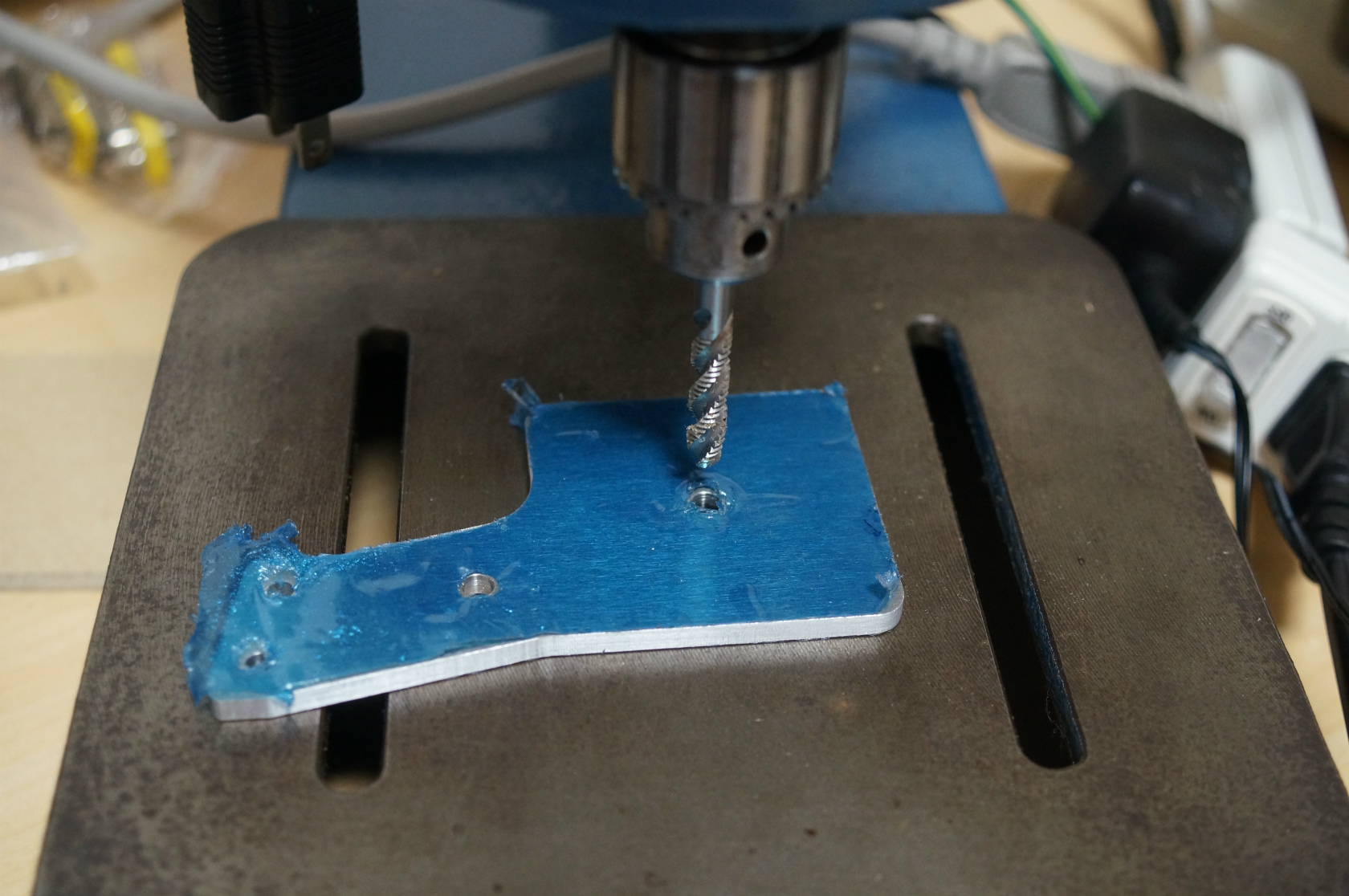
垂直にねじ切をする為に最初のねじ切はボール盤のチャックを手で回して1~2周は手でねじ切りします。
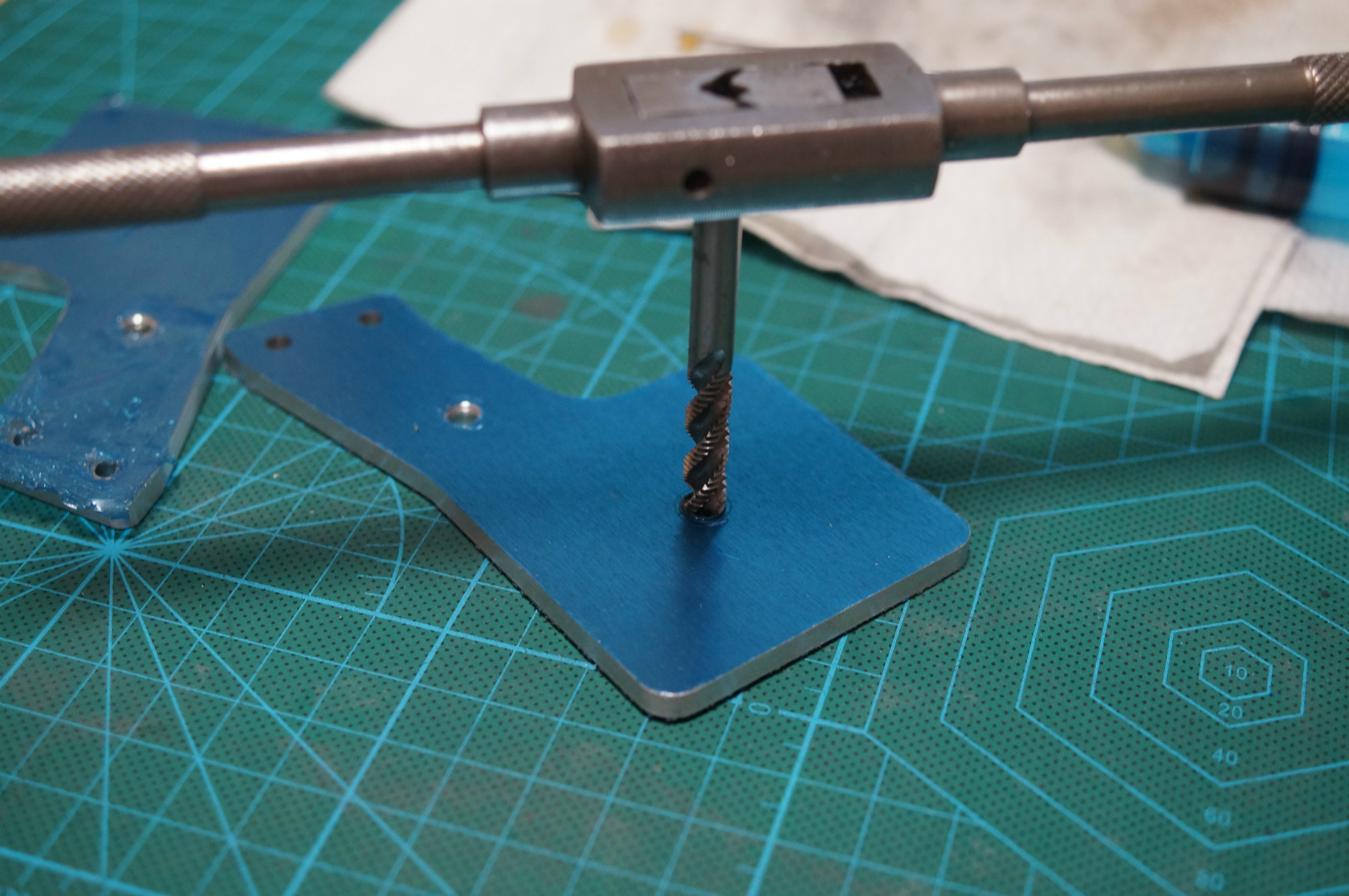
ボール盤でタップの導入切り込みが入っているのでそれをガイドにハンドタップします。垂直にタップ出来ます。ハンドタップのみで垂直にタップすることは自分には至難の業ですのでこのようなタップになります。
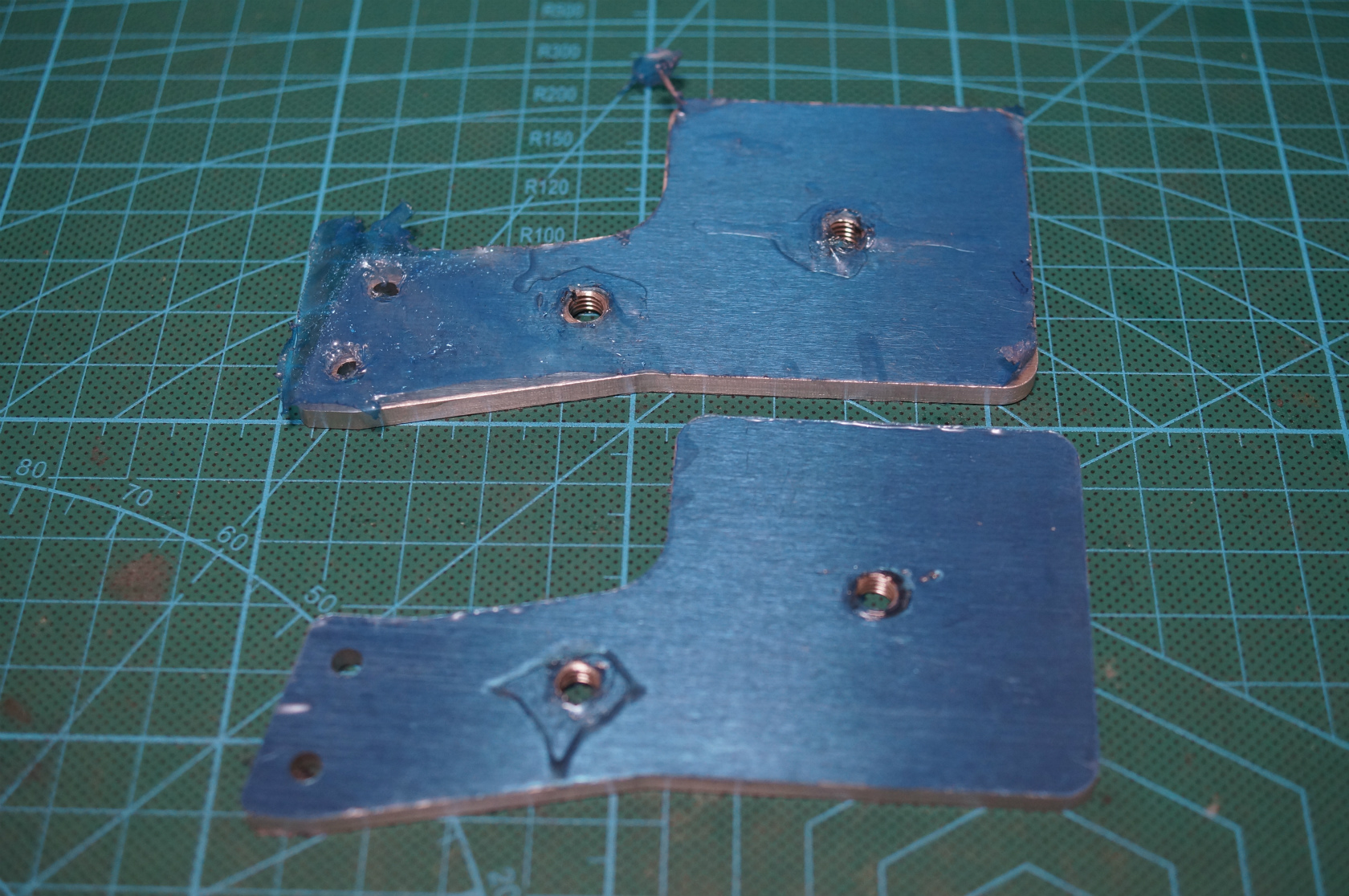
M6タップ終了。
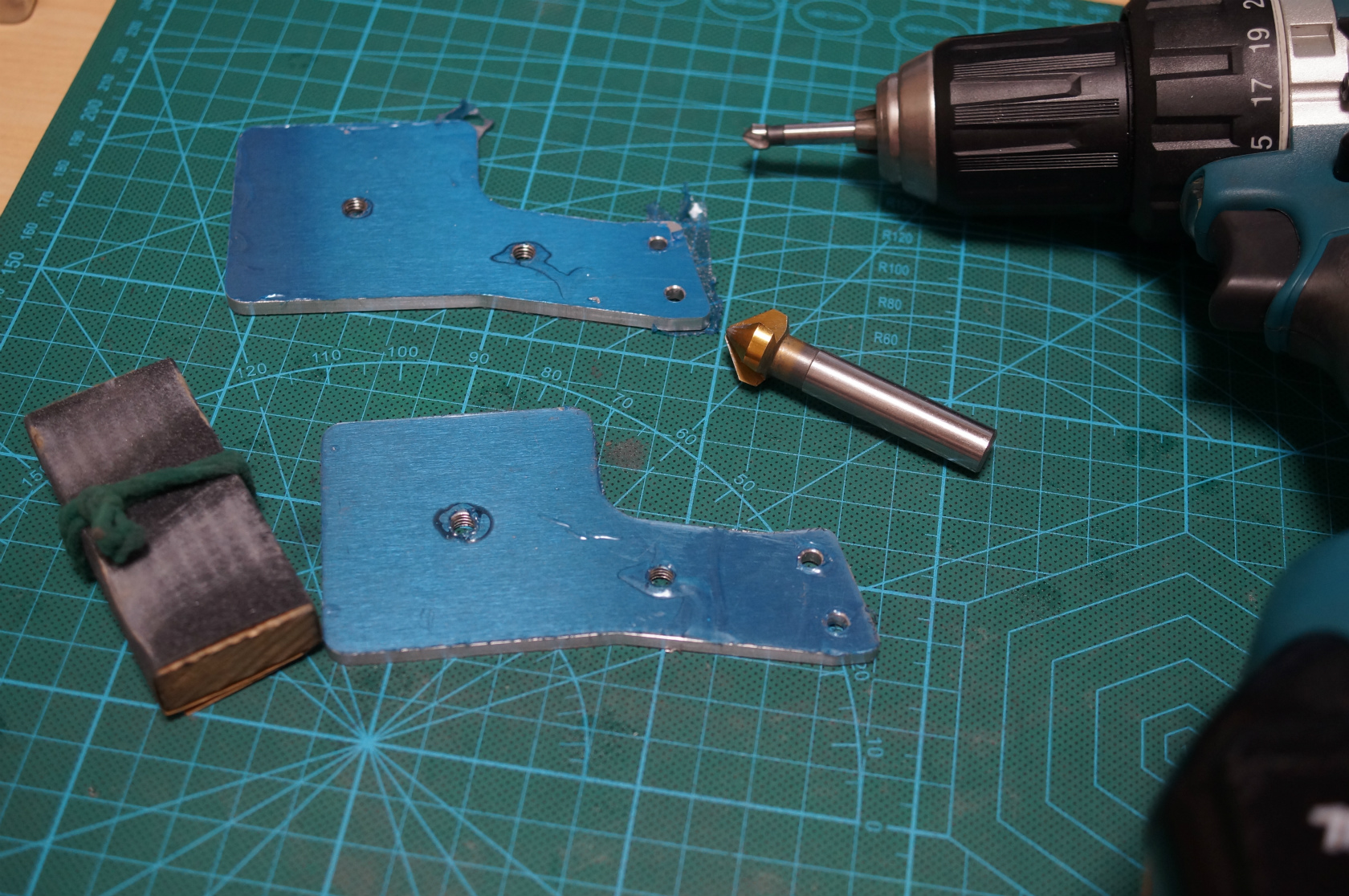
穴の面取り作業です。マキタのドライバードリルでテンポ良く面を取ります。
サイドの面取りおよび研磨後、お湯洗いをして完成です。
スプール留め円盤 t=4mm Φ43 製作工程
意外と時間と手間が掛かる円盤の製作です。
ドリル(OSG EX-SUS-GDS 4.0 )で貫通穴を開けます。ワーク留め8箇所
次に4mm穴を16箇所開けます。
6mmの穴を20箇所開けます。
ばね受けの溝をエンドミルΦ6mmで切削します。深さは2mmです。


穴あけ~溝加工は終了です。一旦外します。

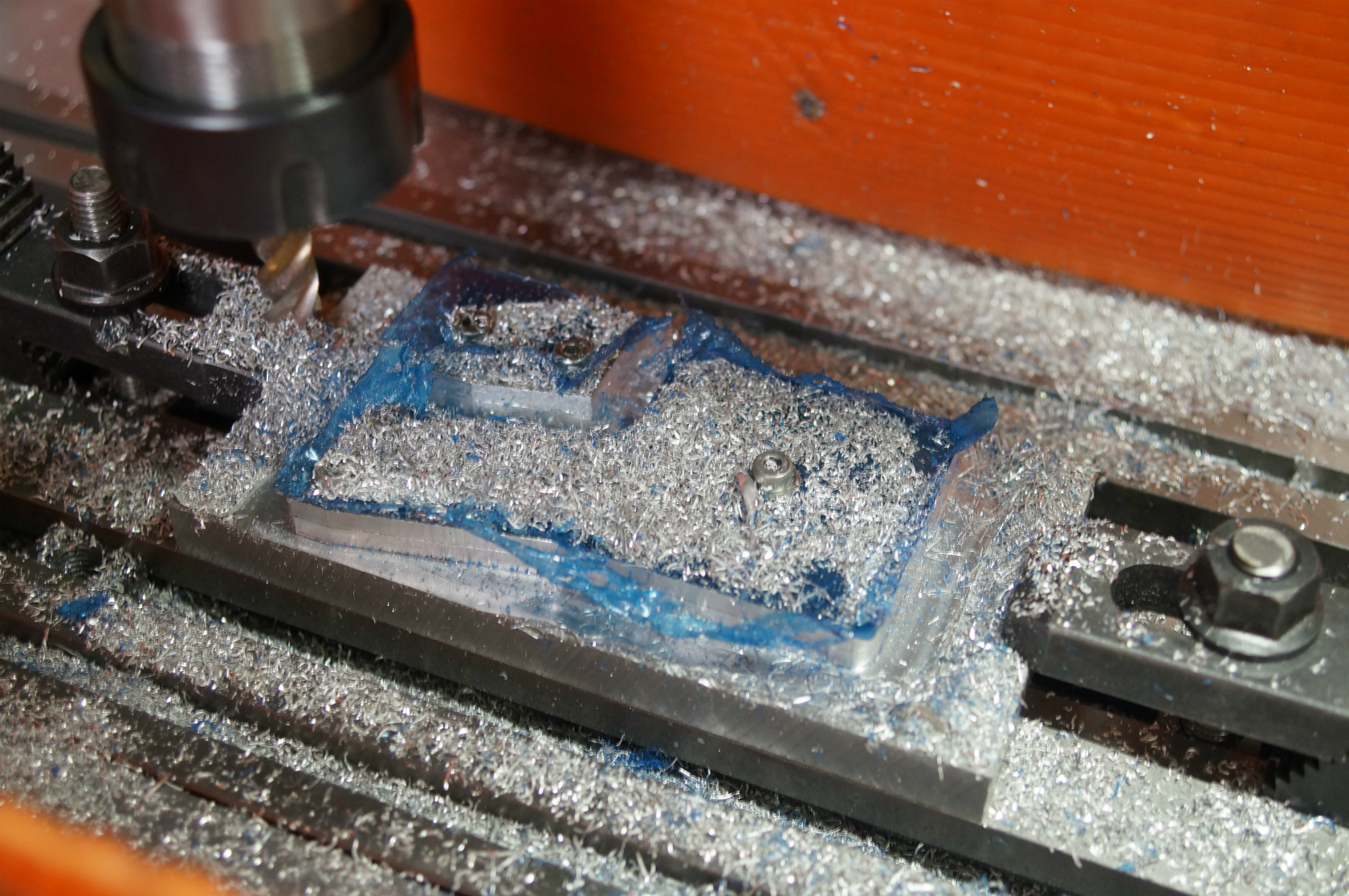
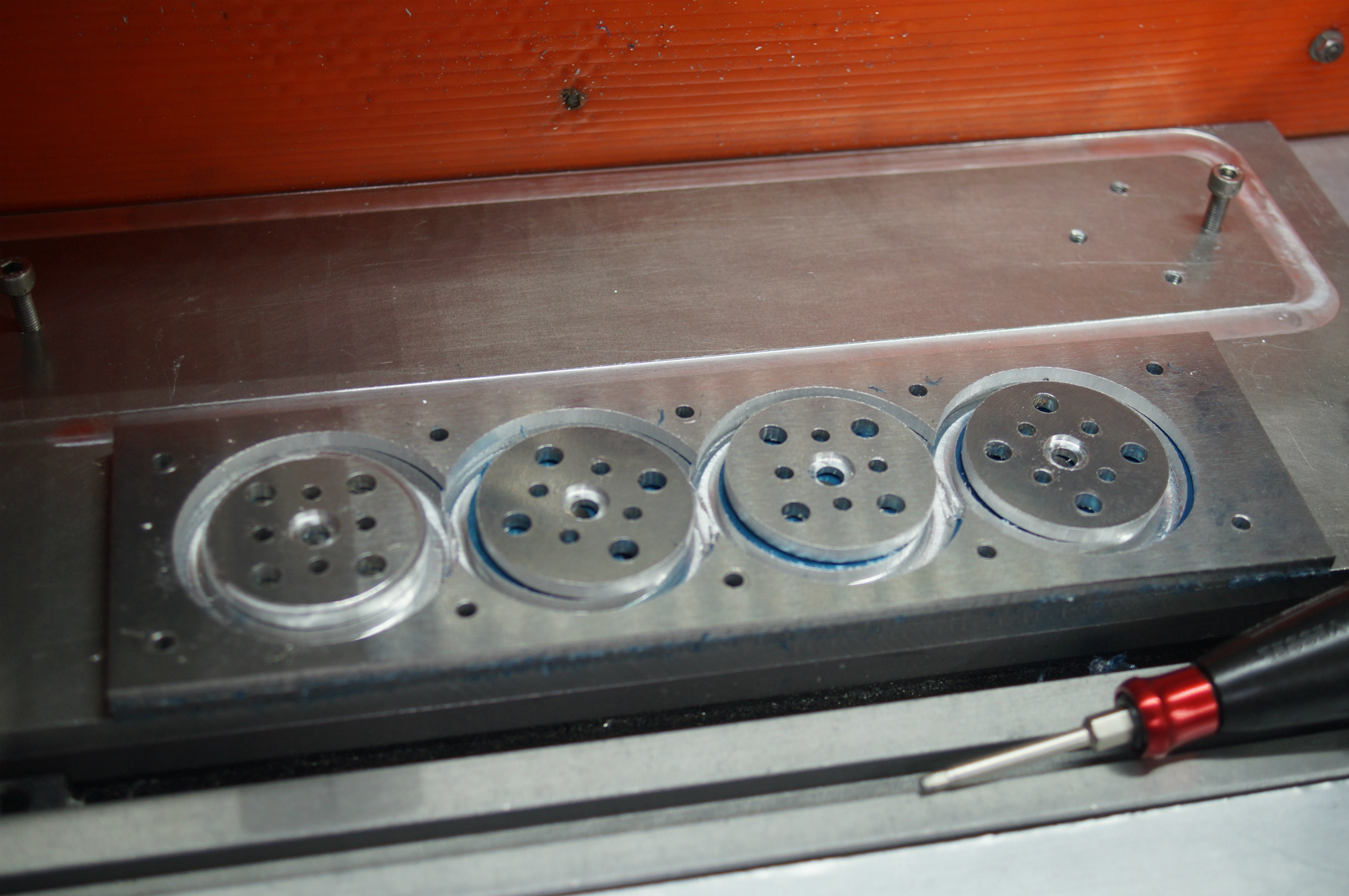
ワーク(材料)をベースのアルミ板にボルトで固定しエンドミルΦ6で切り出します。
少し大きめのΦ44で切削します。

切削時間は約60分

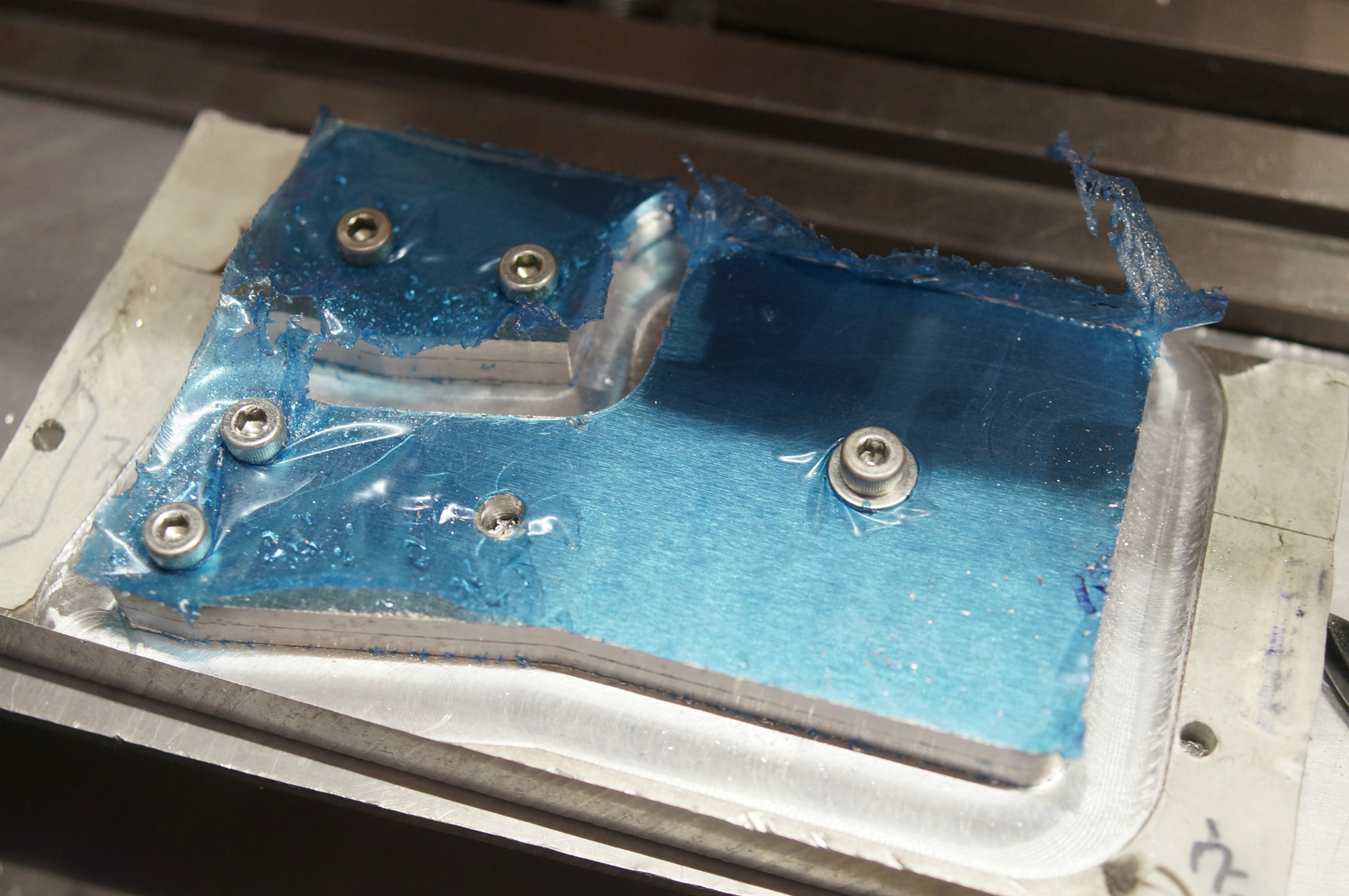
切子が大量に発生します。

清掃後はこんな感じになります。
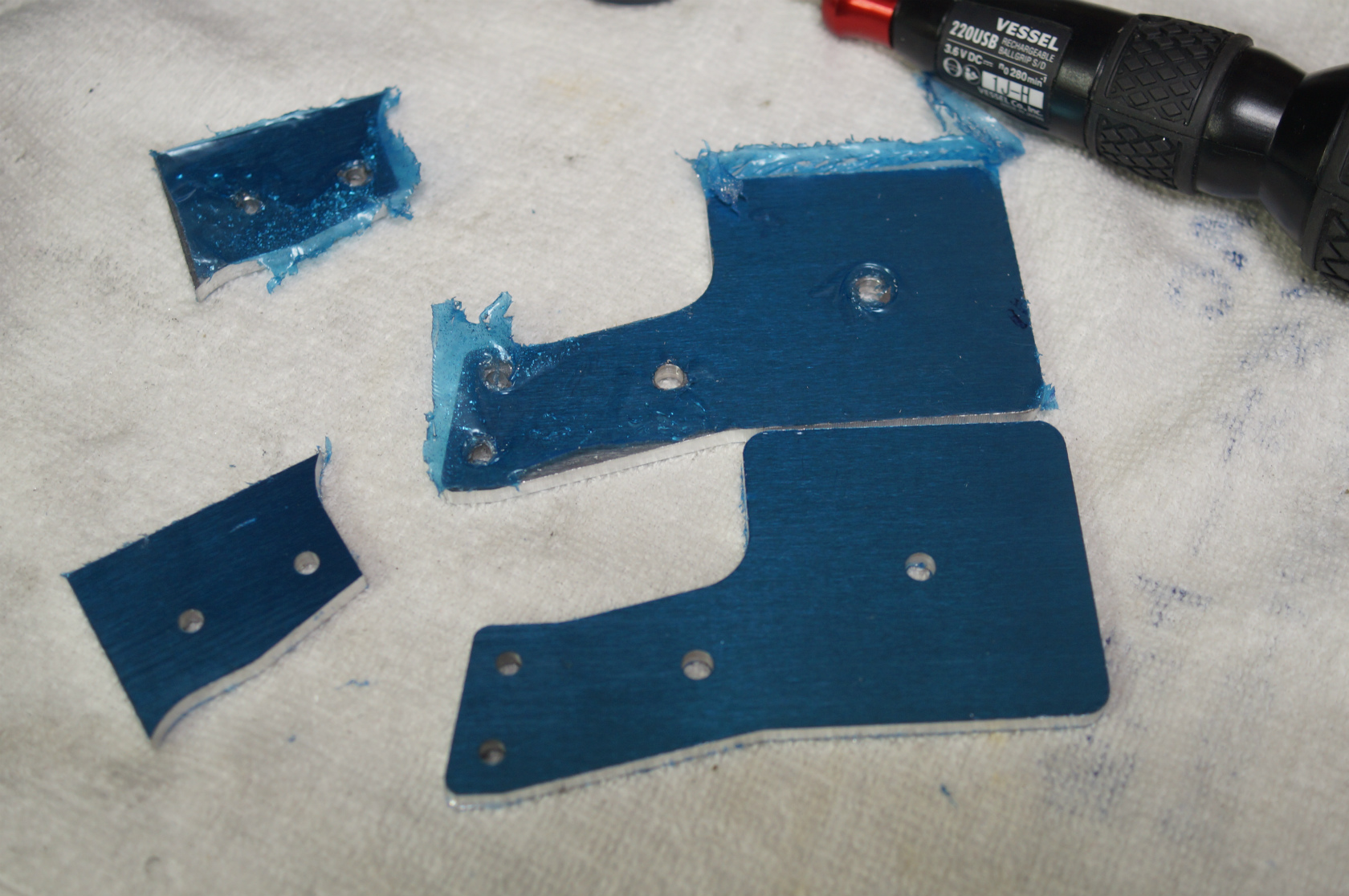
ボルトを外して旋盤作業になります。
ボルトが沢山あるので最近はVESSELの電動 ボールグリップ ドライバーで回しています。本締めはレンチで行ないます。電動 ボールグリップ ドライバーは結構便利で手放せなくなりました。

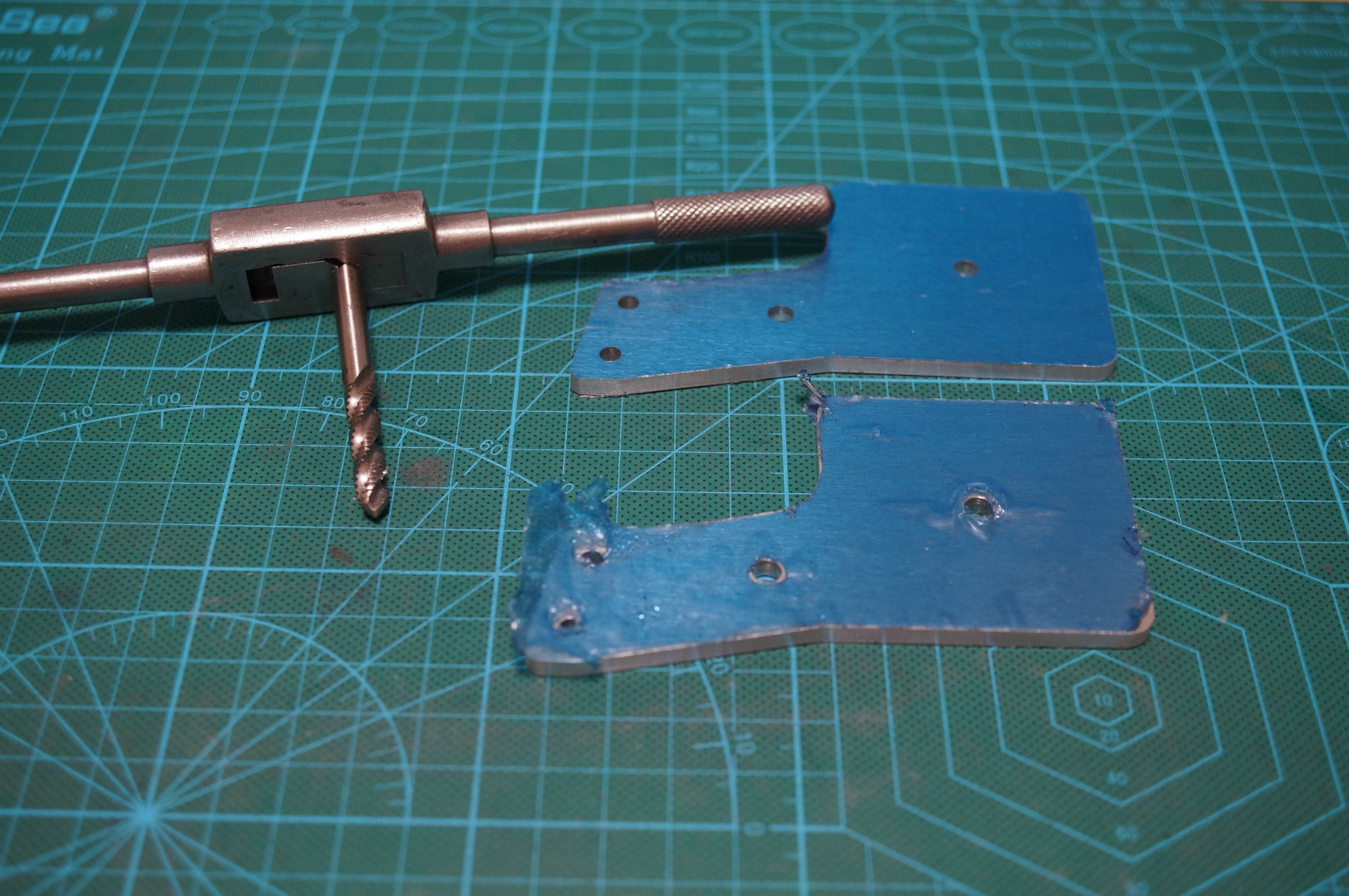
バリが有りますが旋盤で大体の真円に仕上げ切削しますので問題なしです。

M6ボルトを利用したジグにセットします。
旋盤にセットし真円に仕上げます。
バイトで全ての円盤を同じ大きさに揃えます。

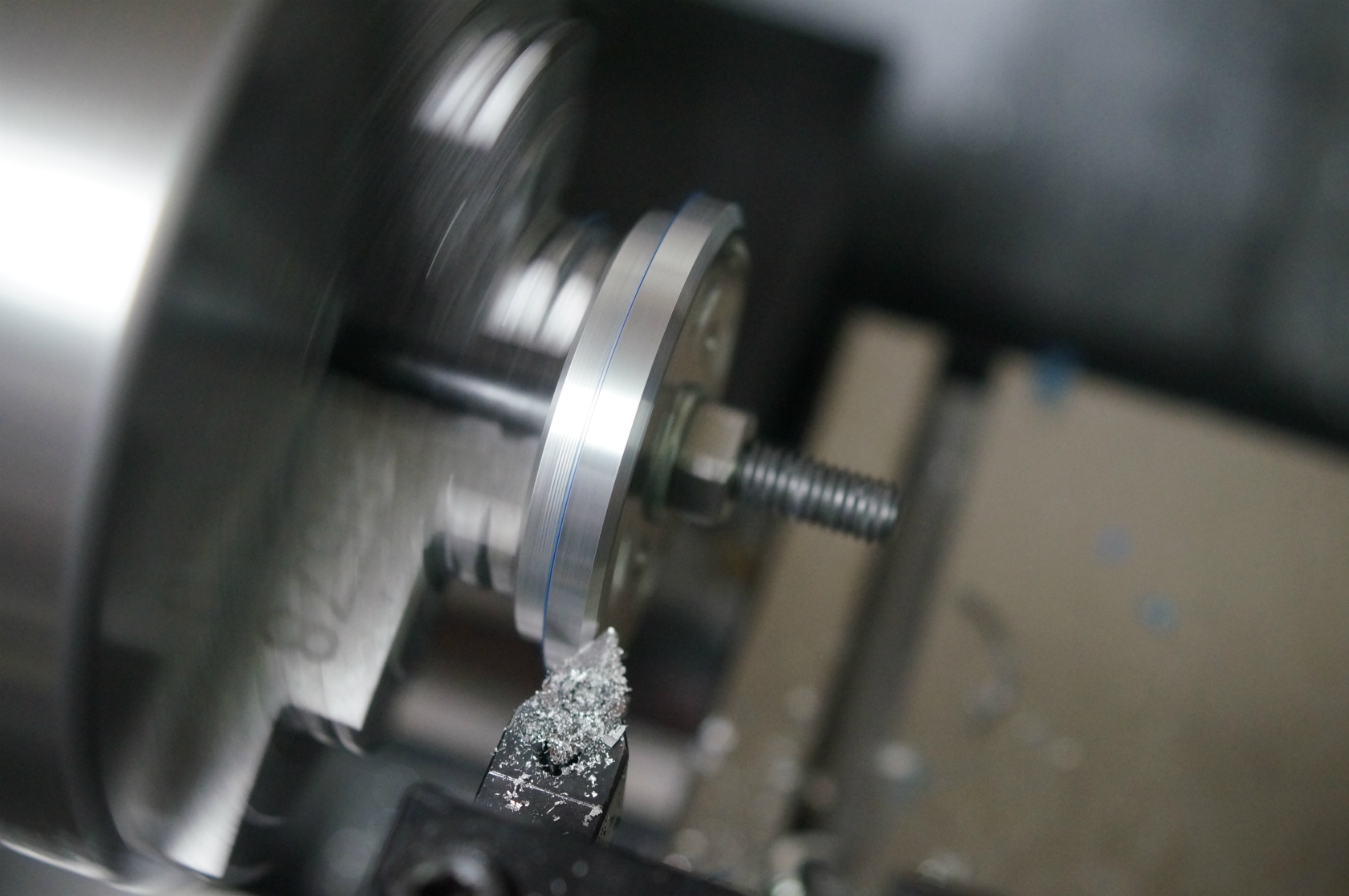
仕上げで研磨パッド #320 でピカピカに仕上げます。
その後、一枚一枚仕上げで表裏の面取りをします。
剣先バイトで1.5mm程度切り込み、幅2mm程度の面を取ります。(表面)
コツコツと一枚一枚の表裏の面を取ります。非常に手間が掛かります。
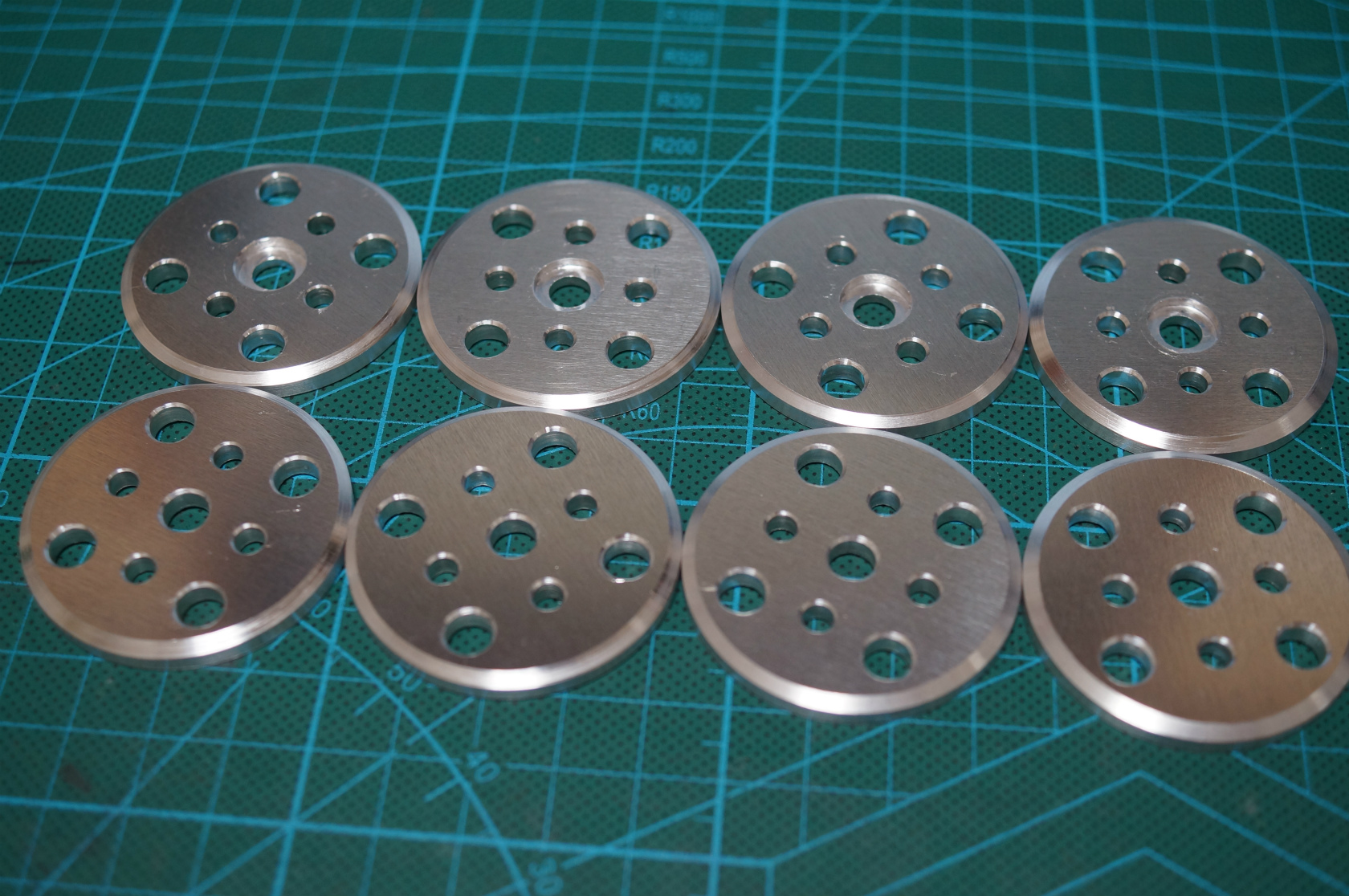
8枚の円盤が取れました。
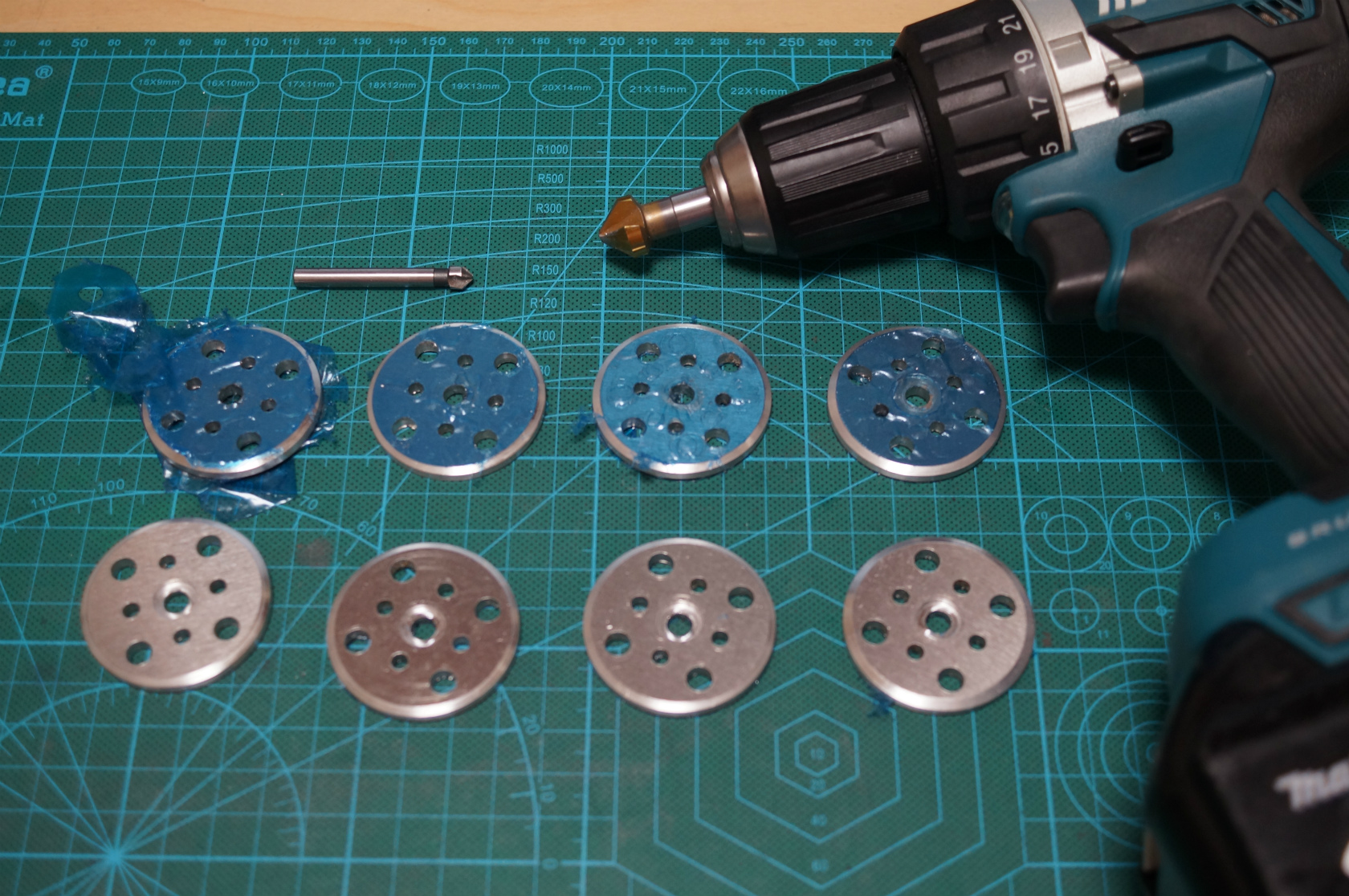
最後に4mm&6mm穴の面取りをして洗浄後、終了です。
表面保護シートのブルーフィルムが途中で剥がれてしまうので若干キズが付いてしまいます。
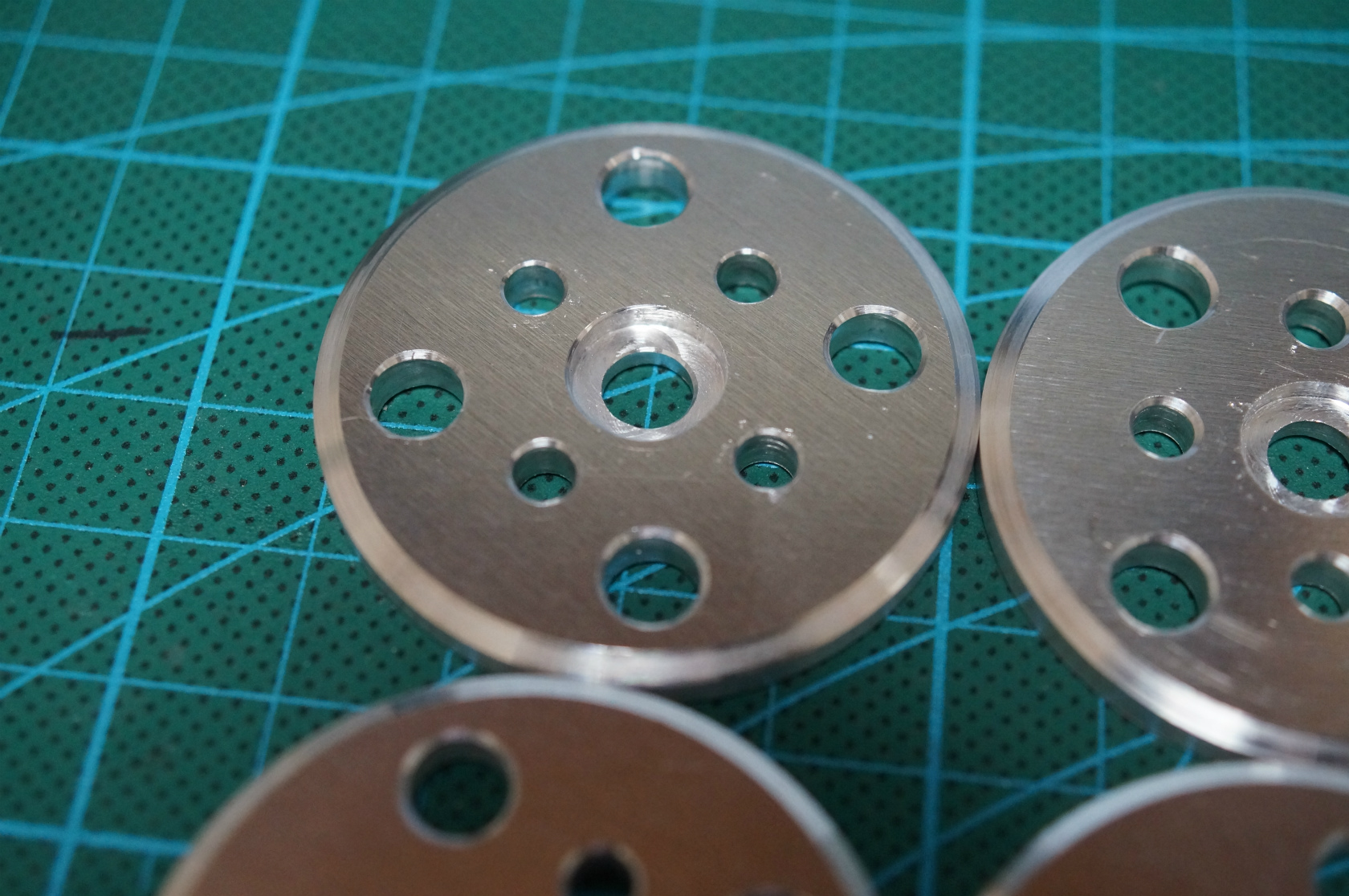
ばねテンションハンドル用円盤
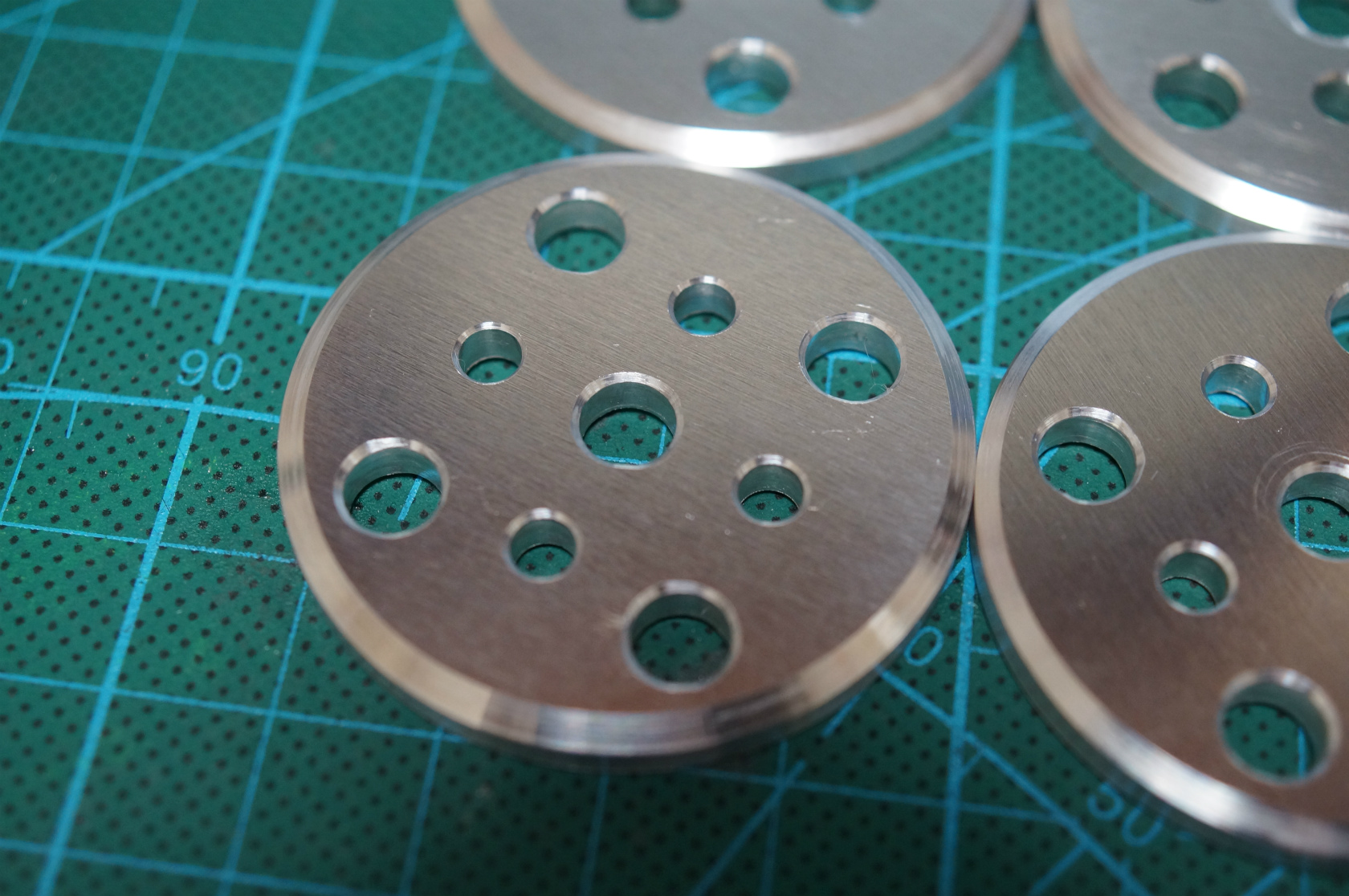
スプール完全固定用円盤
スプールホルダー組立て
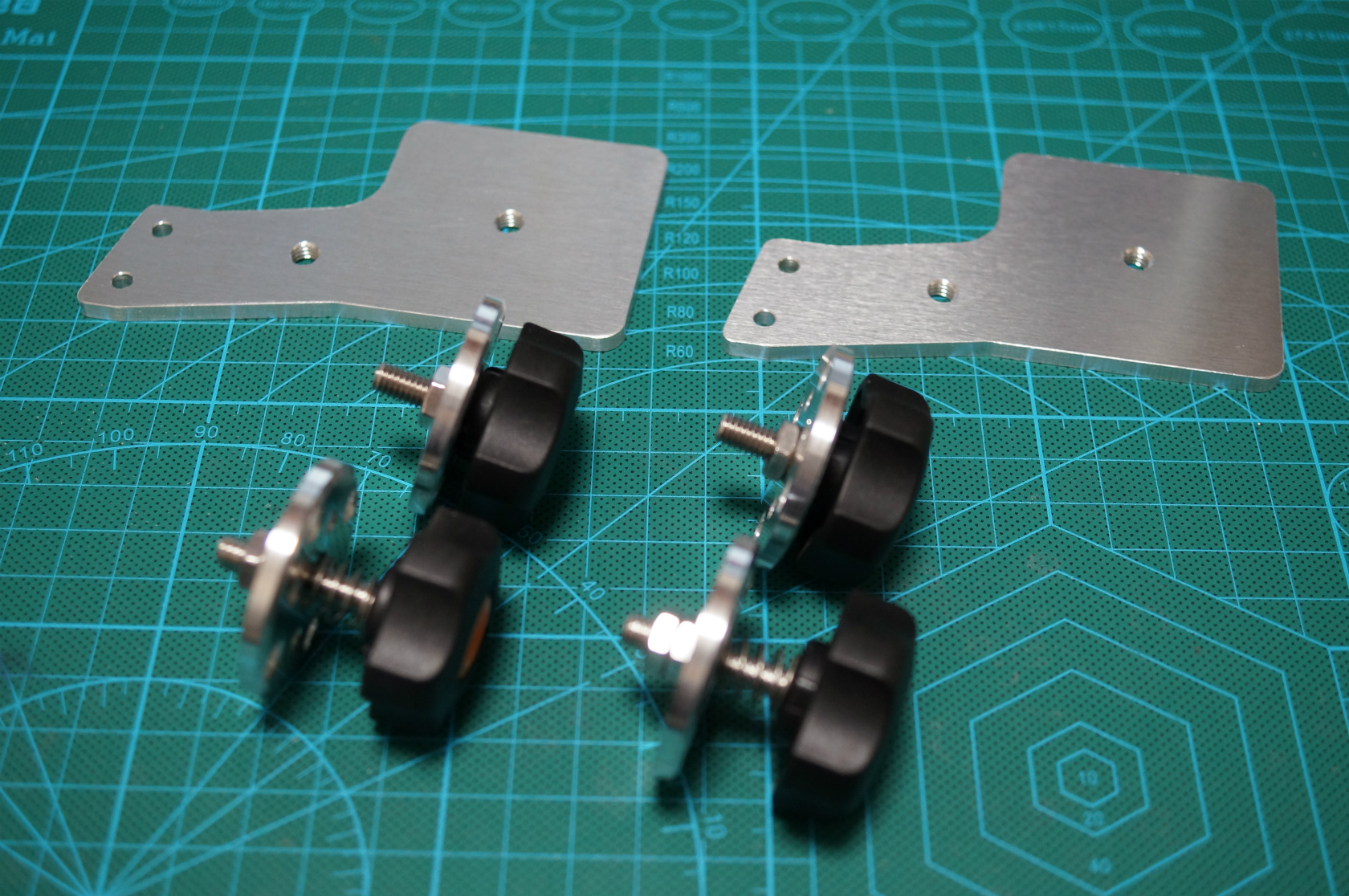
アルミ部分のDIY部品が完成したので組立て作業になります。
2種類のスプール固定ハンドルを組立てます。
材料は以下の写真の通りです。
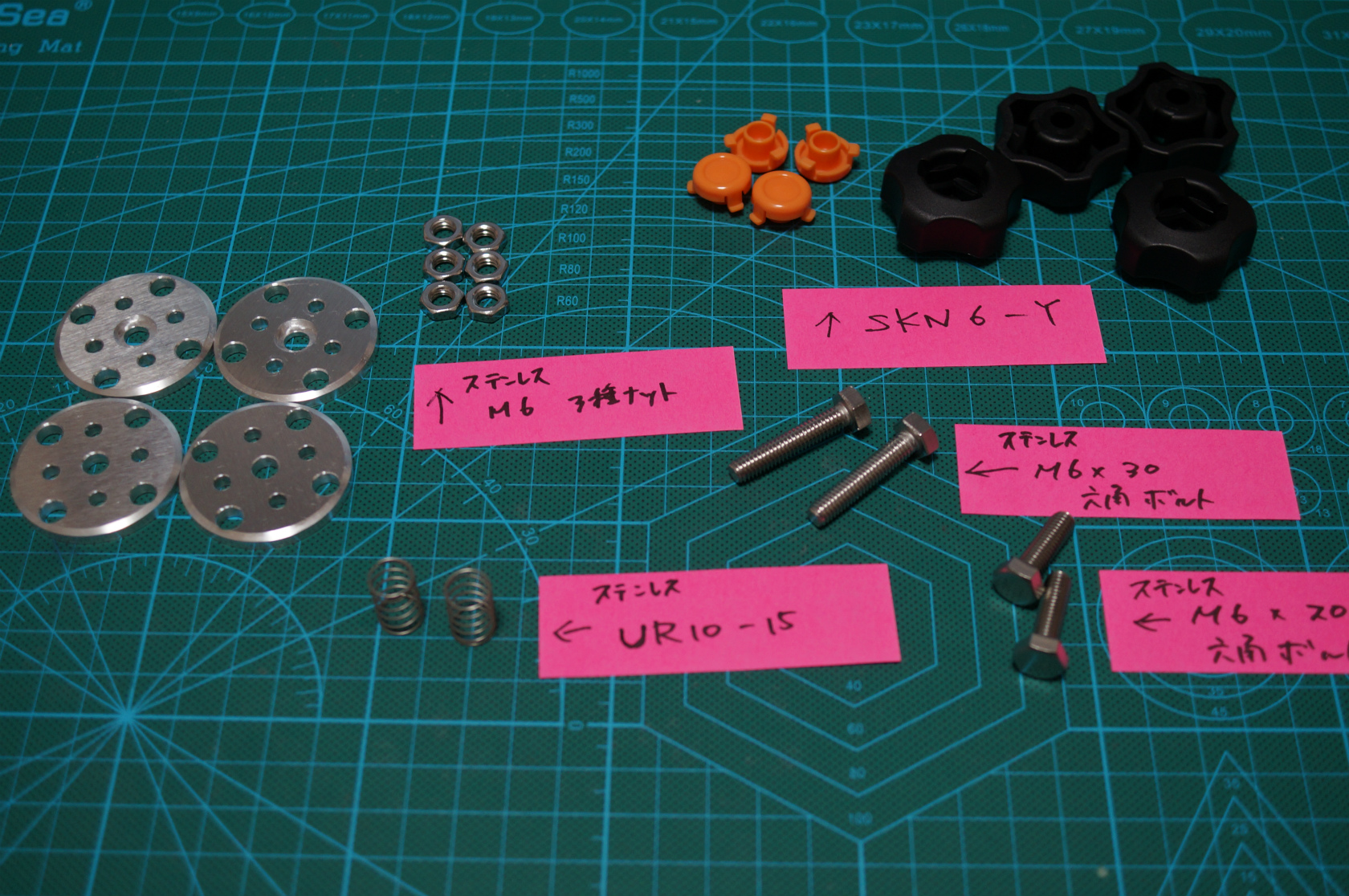

軸はM6のボルトになりますのでナットはM6用を準備。幅の薄い3種ナットを使います。

ハンドルは既製品の樹脂ハンドルです。
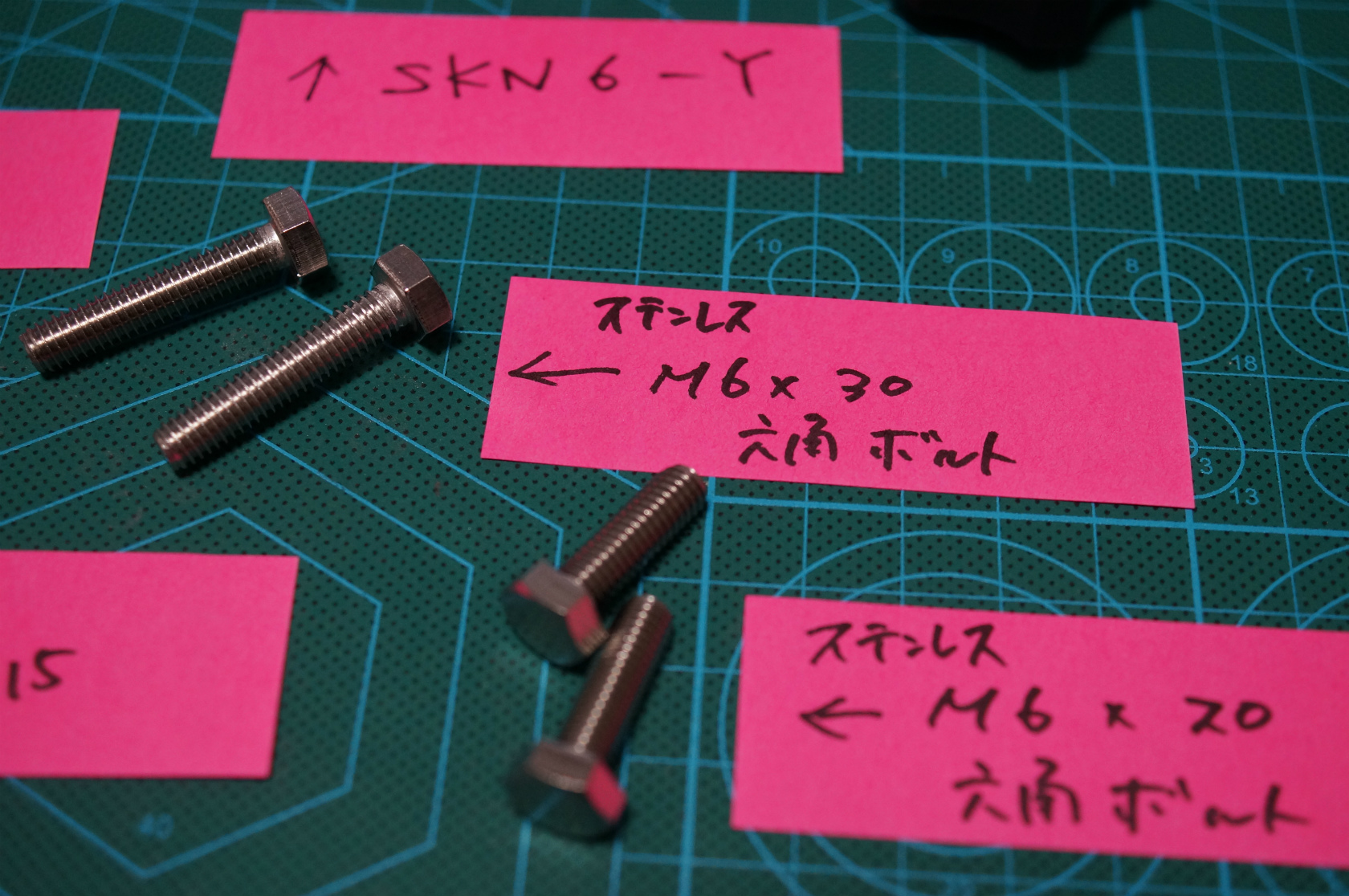
ボルトは一応、ステンレスを採用。
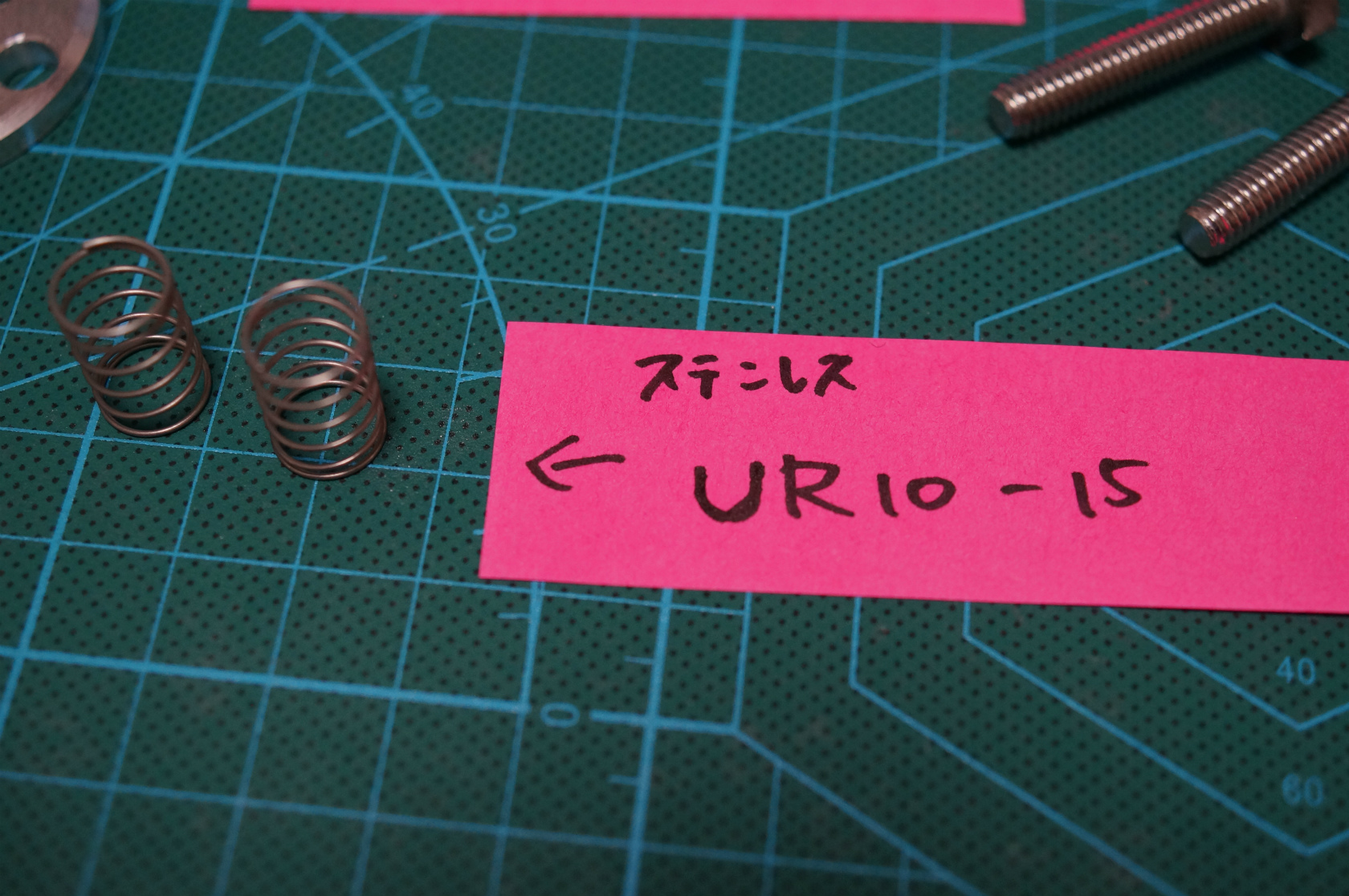
ばねテンションに使用するミスミ製「UR10-15」。色々と試しましたがこれに落ち着きました。テンションを強くした時は線形の太い物と交換すれば強くなりますが強すぎても使いにくいのが実情です。
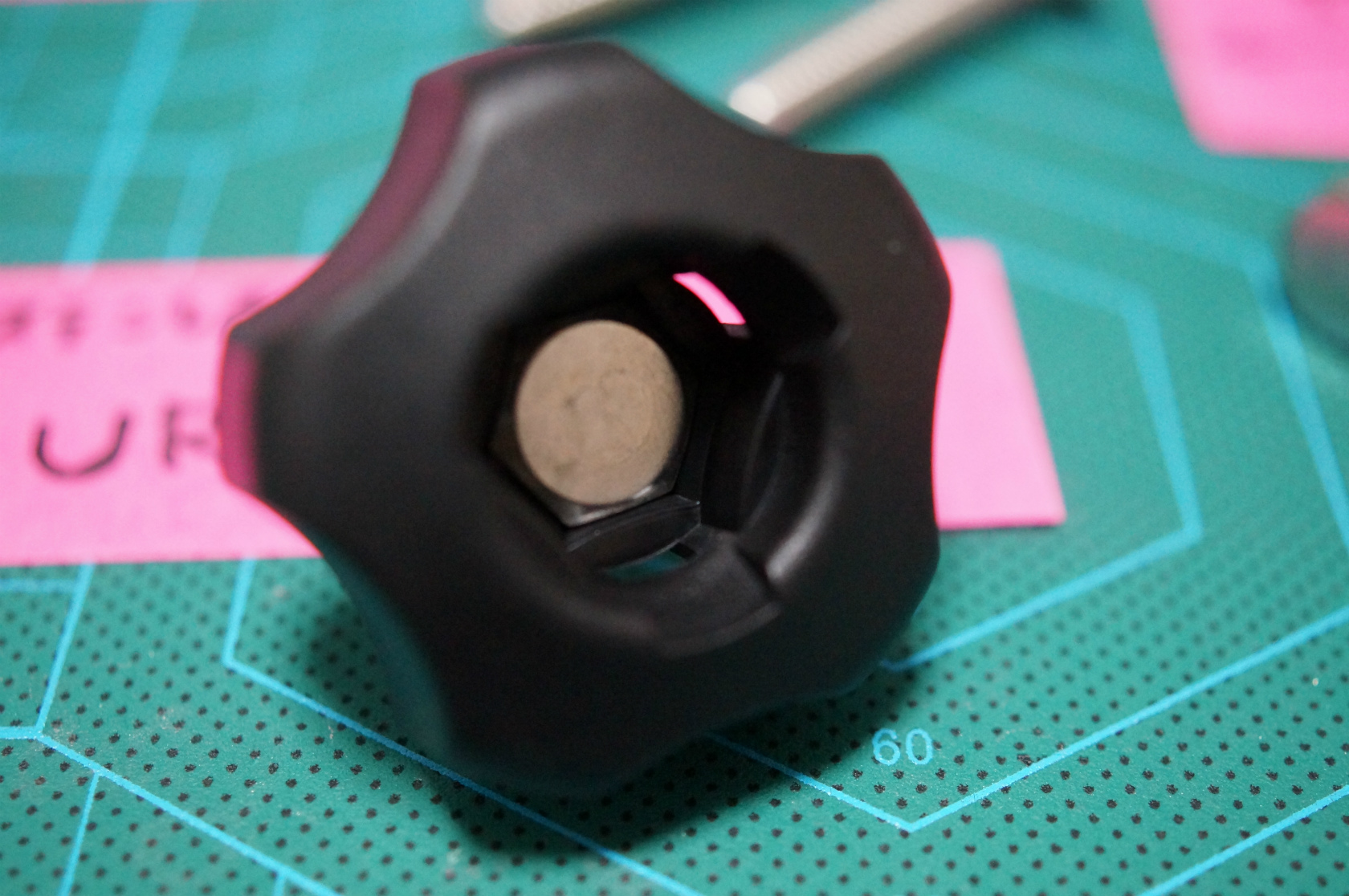
最初に完全固定用ハンドルを作ります。ステンレス六角ボルト20mmをハンドルにセットします。


溝を掘らなかったフラットタイプの円盤を軸に通します。

固定はM6 3種ナットを使用。10mmレンチで締めます。
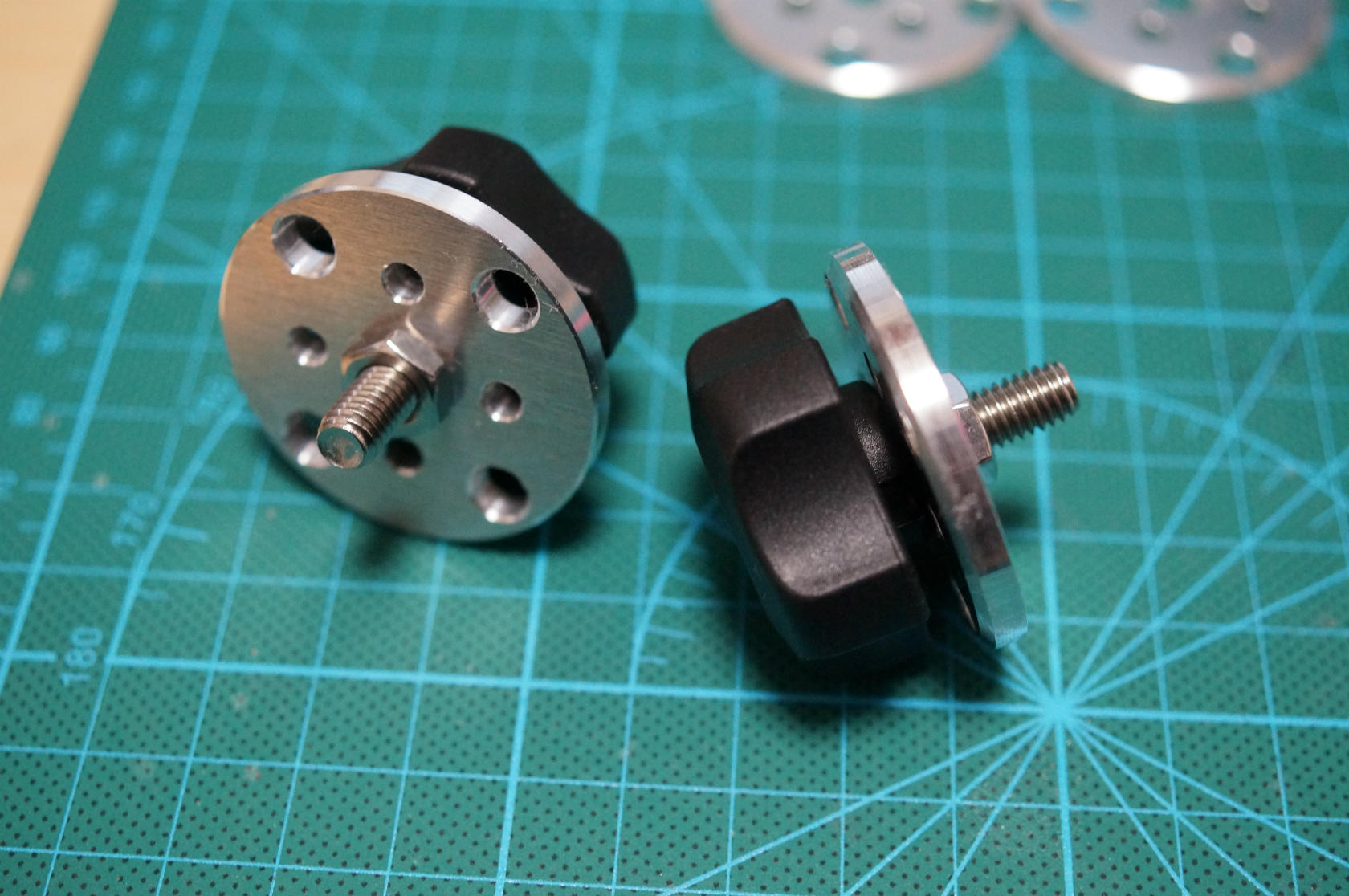
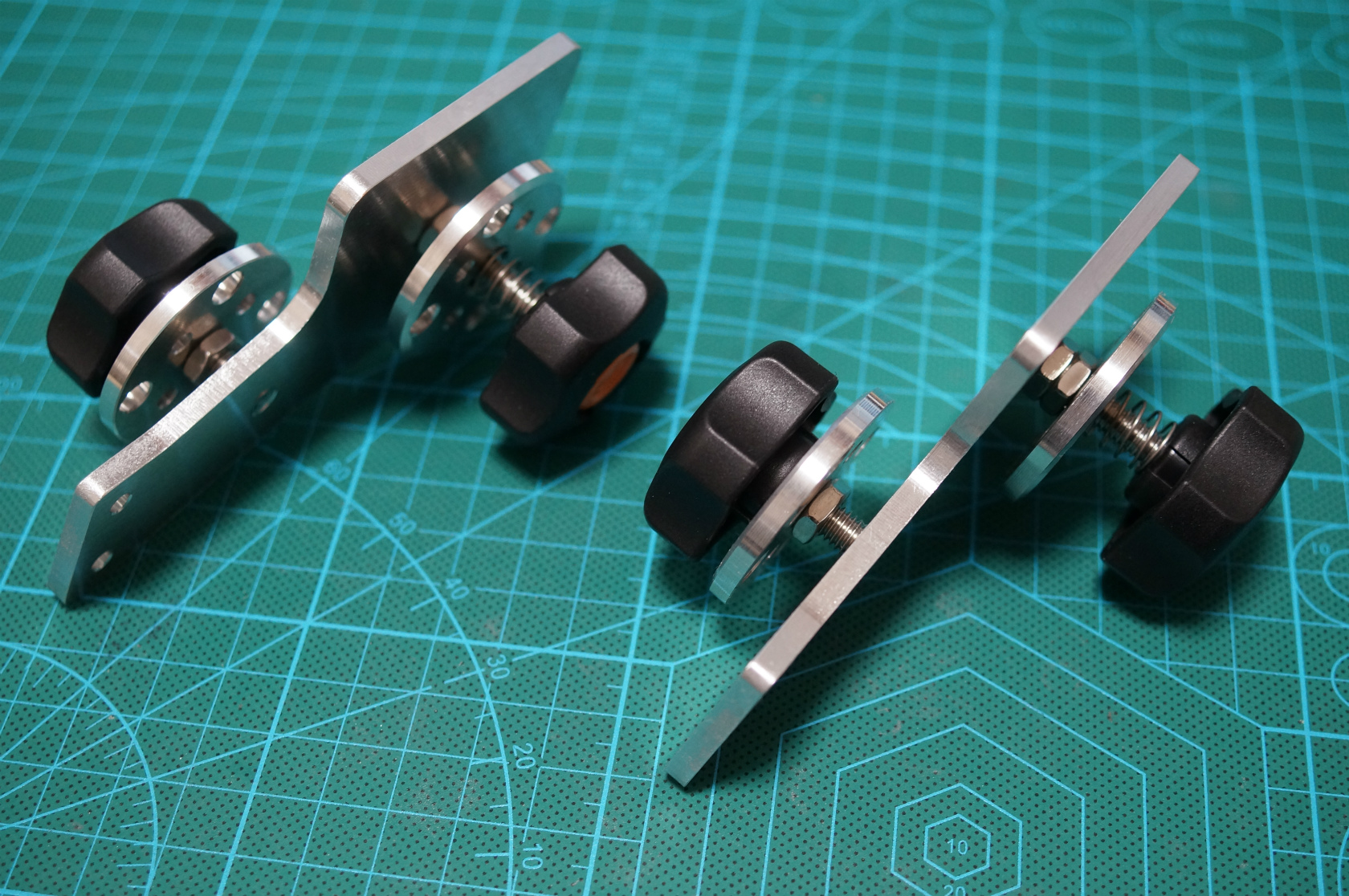
完成です。

次にテンション用ハンドルです。上記同様、六角ステンレスボルト30mmをセットします。

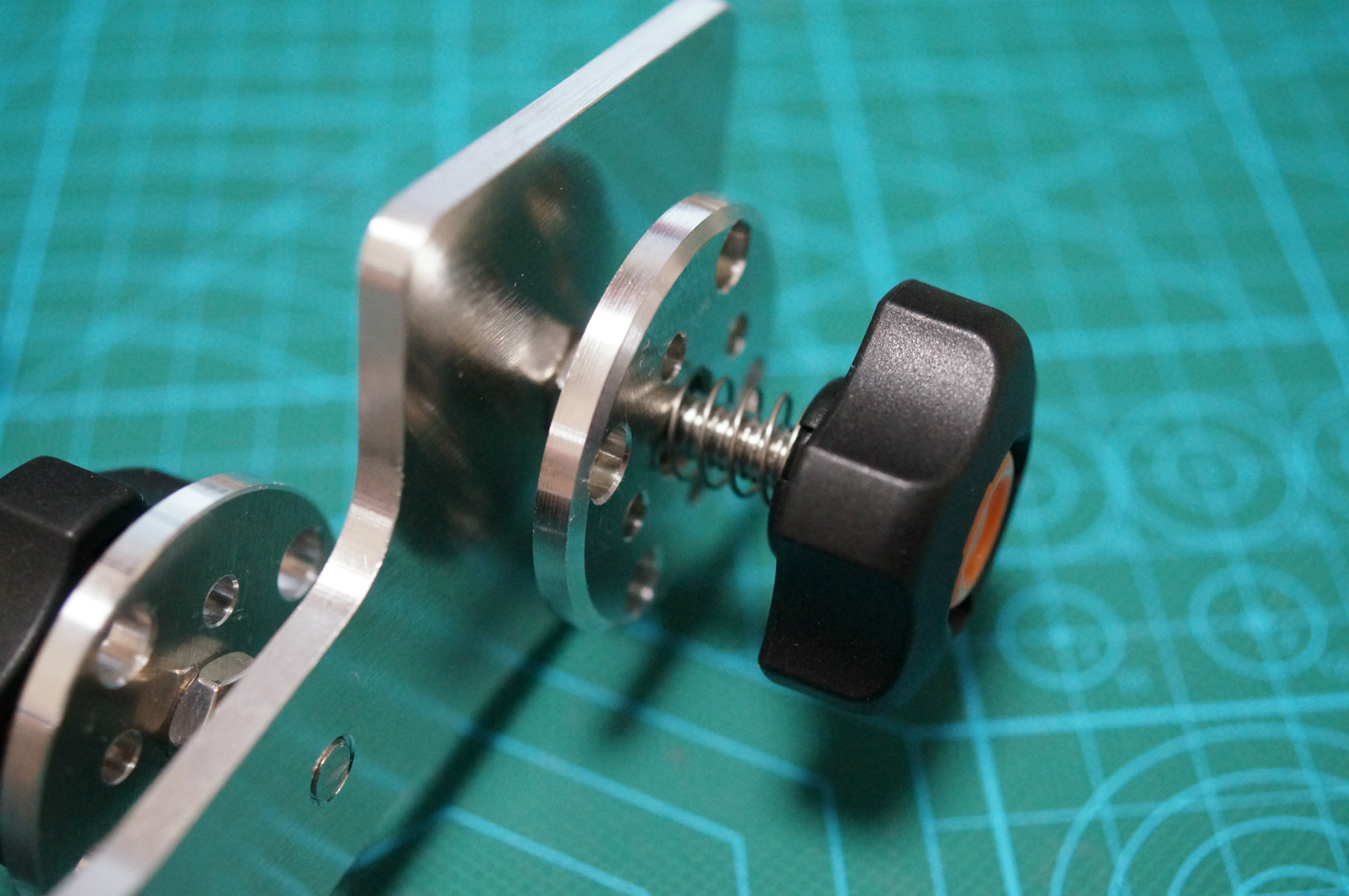
ばねをセット。

溝がある円盤をセットし適切な位置でダブルナット締めします。
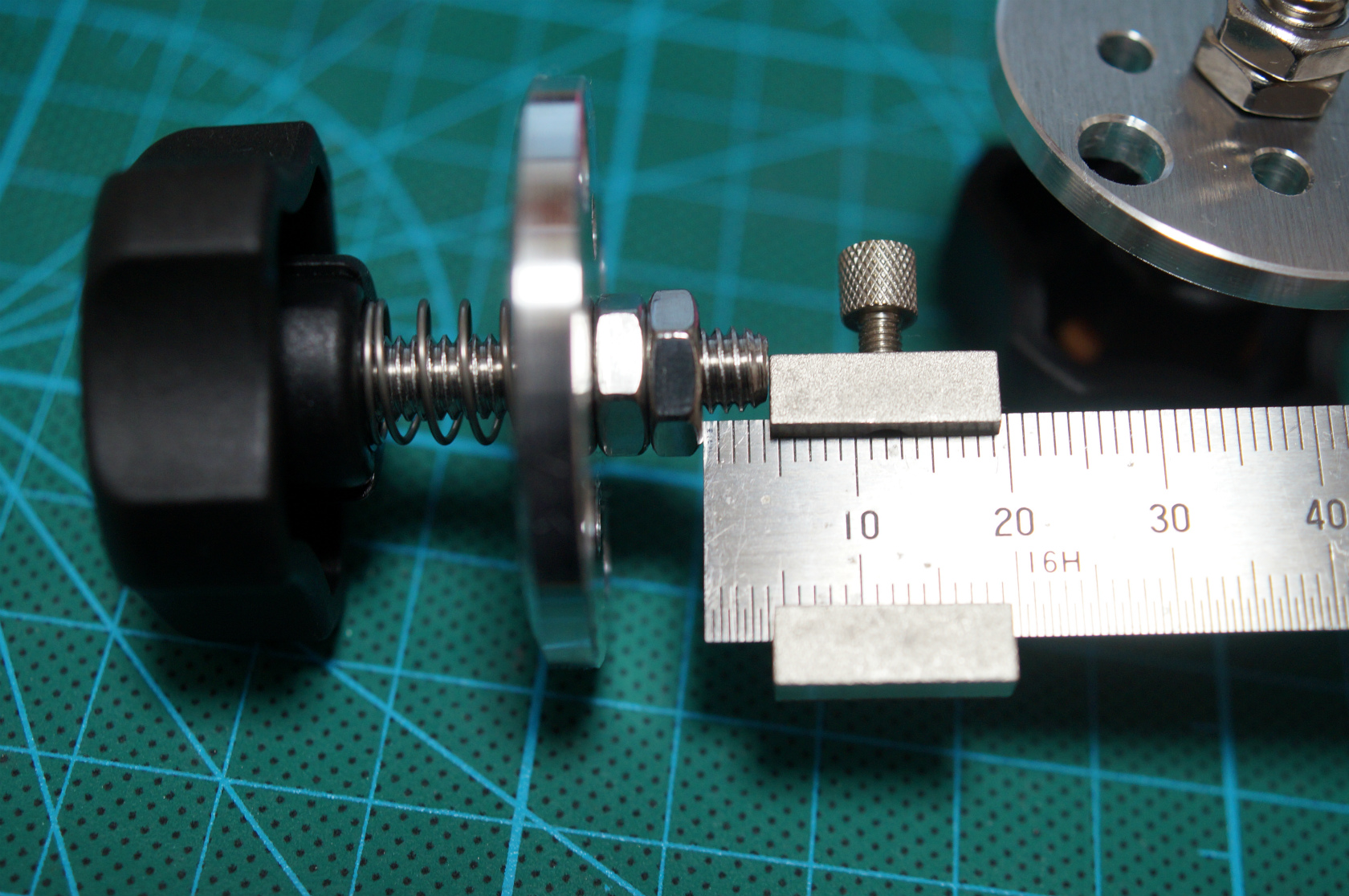
ボルトの先が4mm程度出るところで設計してあります。
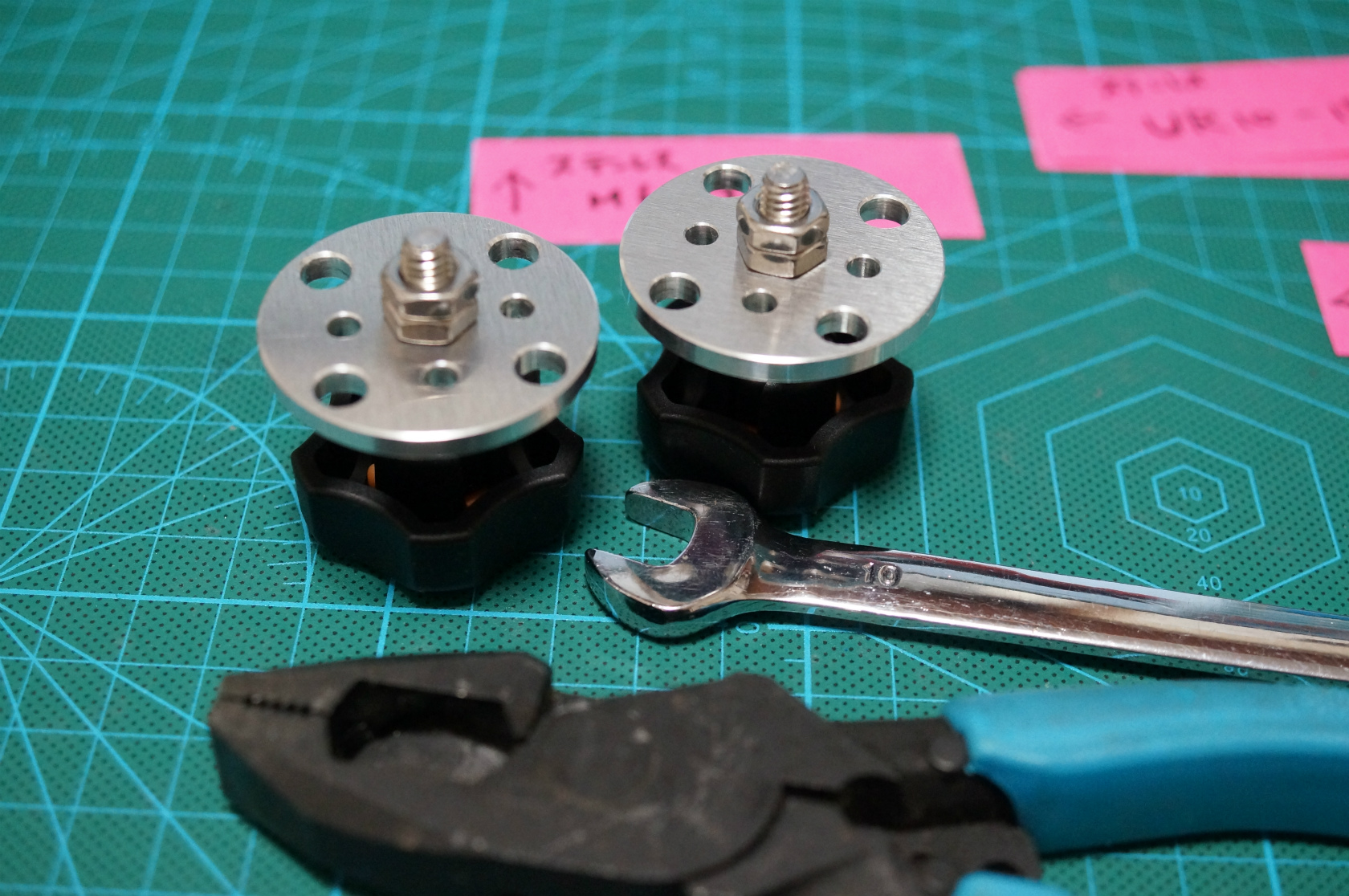
締め付けはプライヤーと10mmレンチで締め付け。
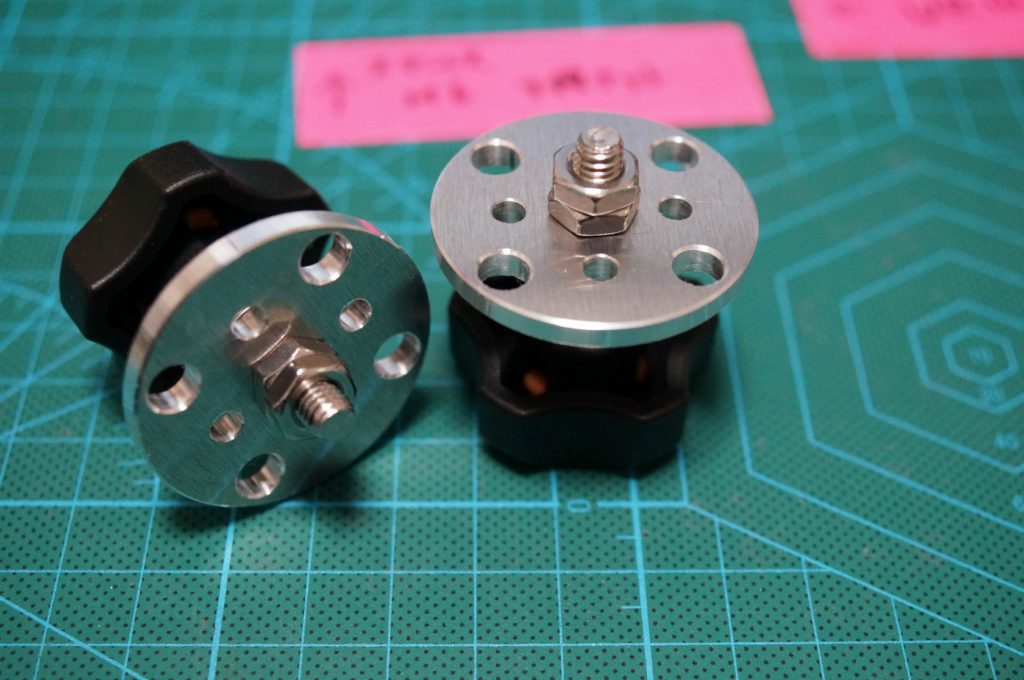
ばねテンションハンドルも完成!

インプレッション
特筆する事もありませんが自作ユニットで巻き取りもスムーズに行なえます。ばねのテンションも強すぎると巻き取りが困難になり、使い辛くなってしまいます。
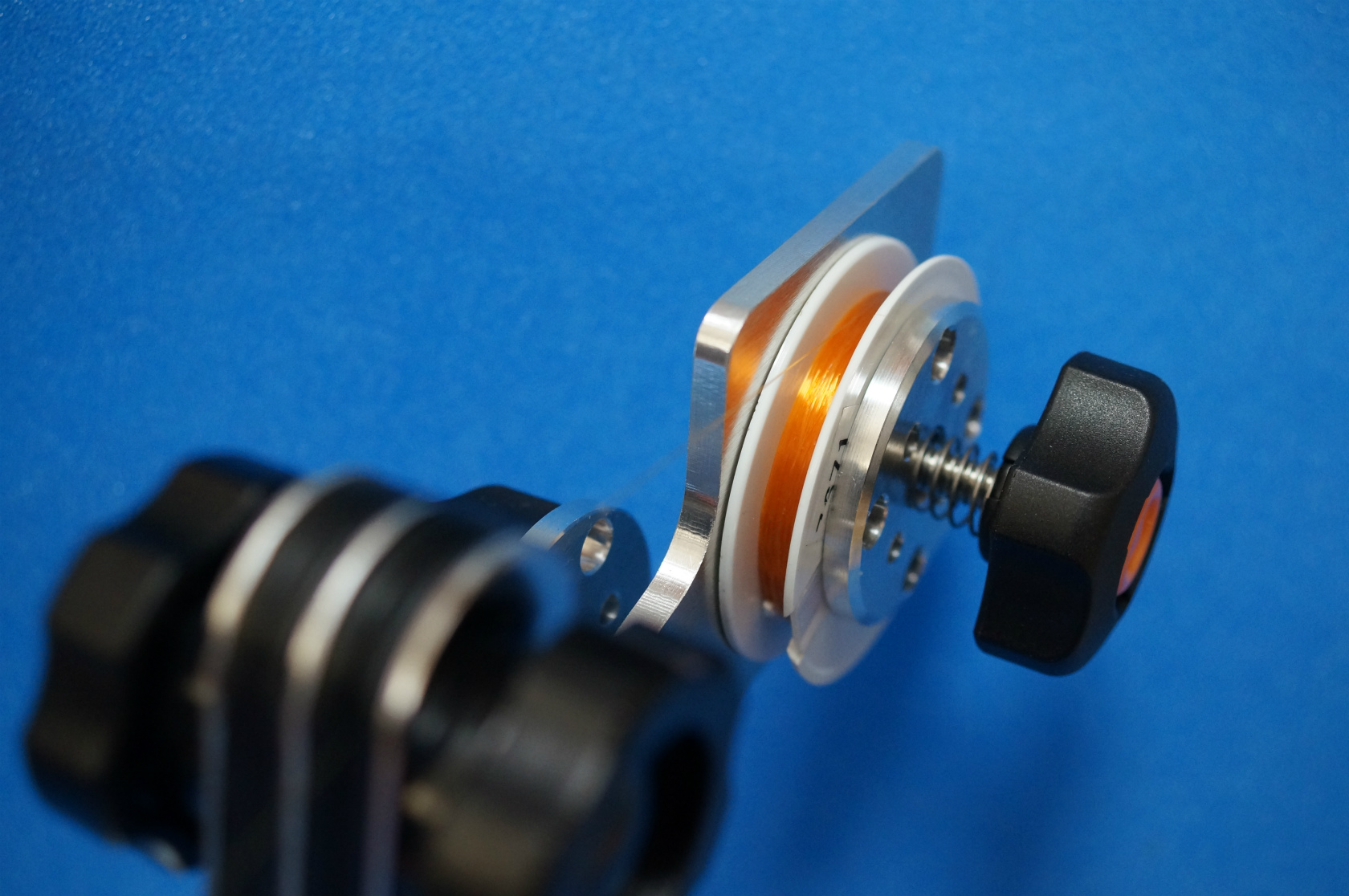
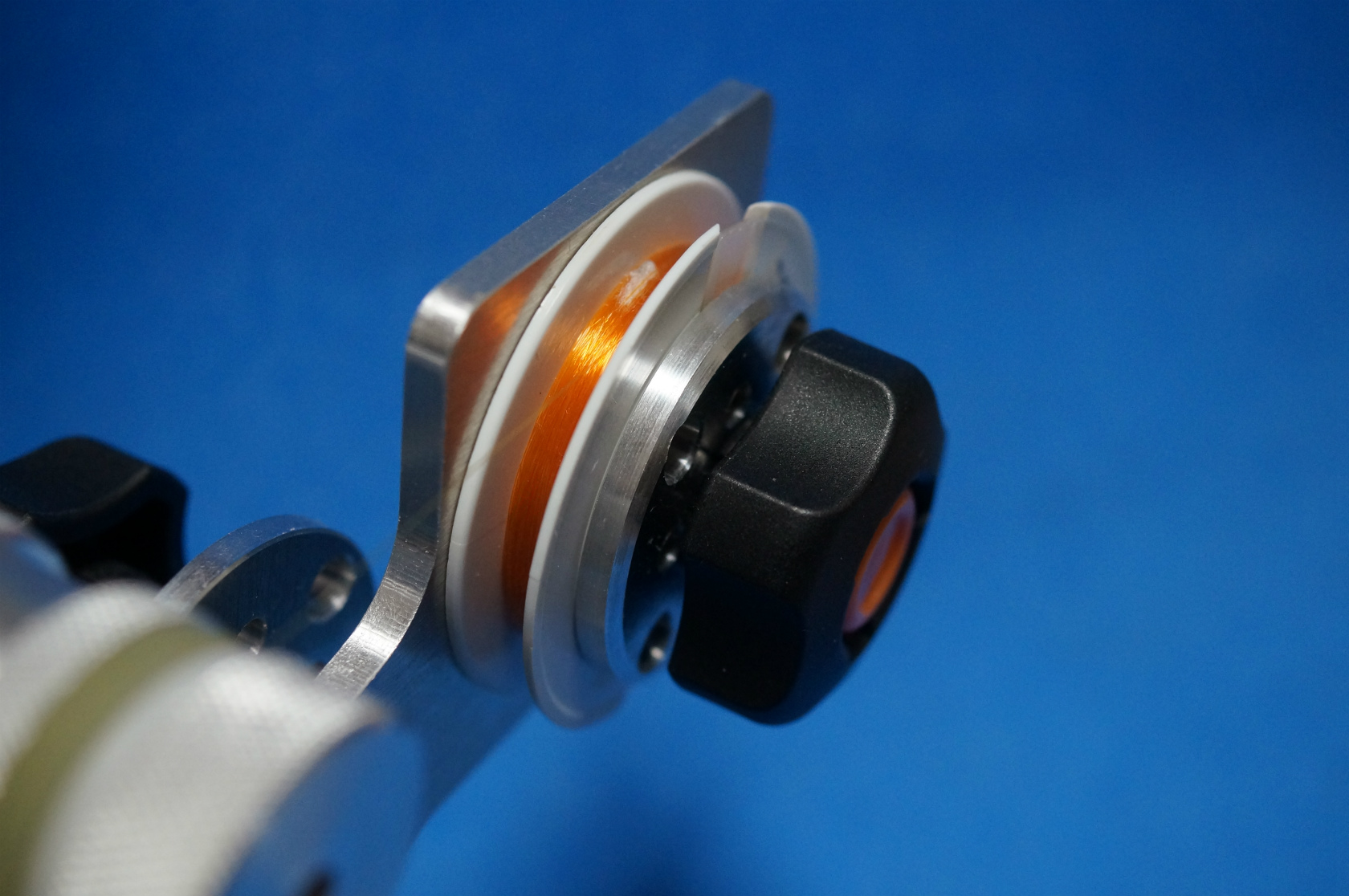
市販品のラインスプールは中央にシールが貼ってある物がほとんどなので、ハンドル軸を通す為にシールにΦ15mm程度の穴を開ける必要があります。
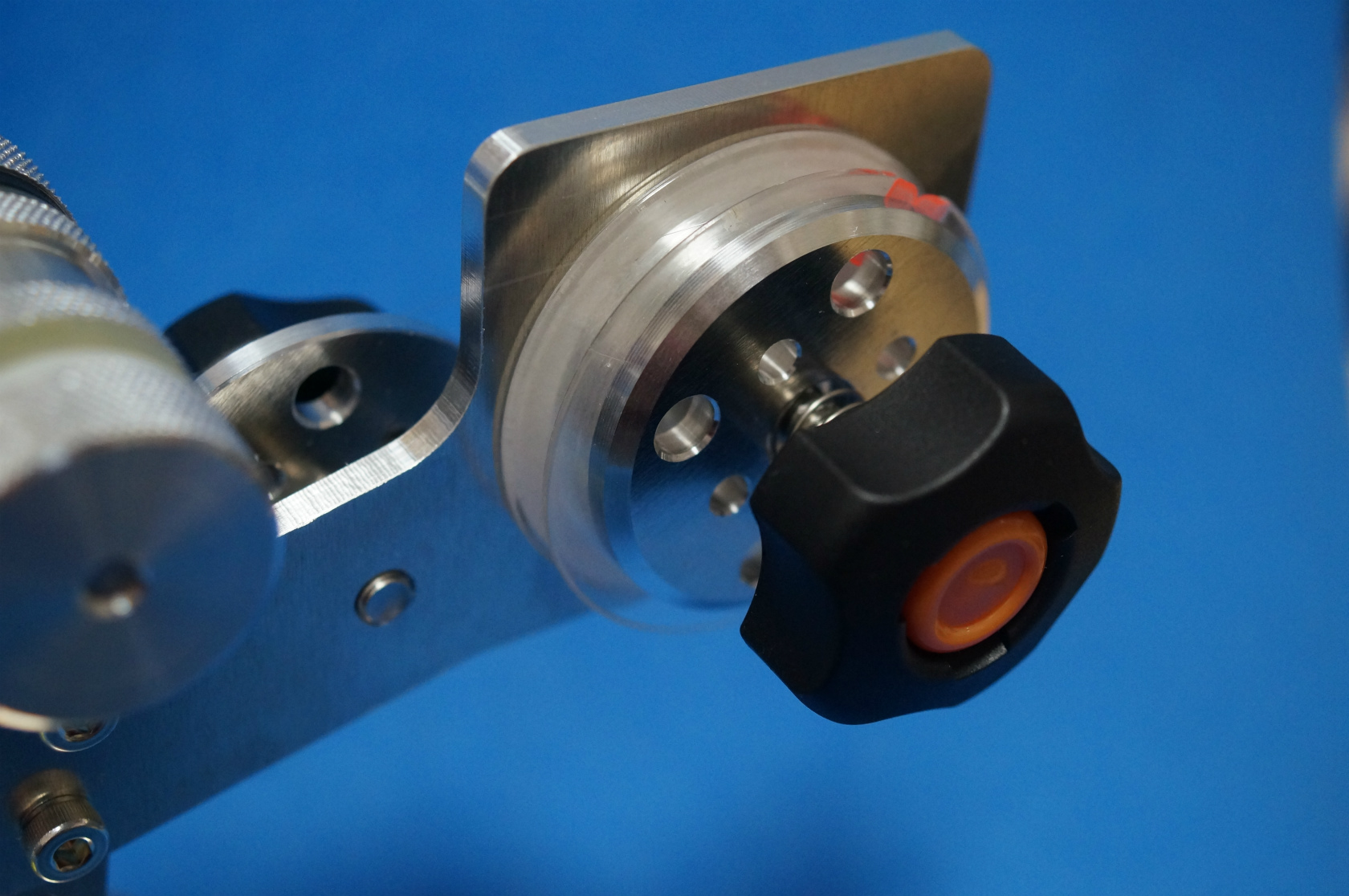
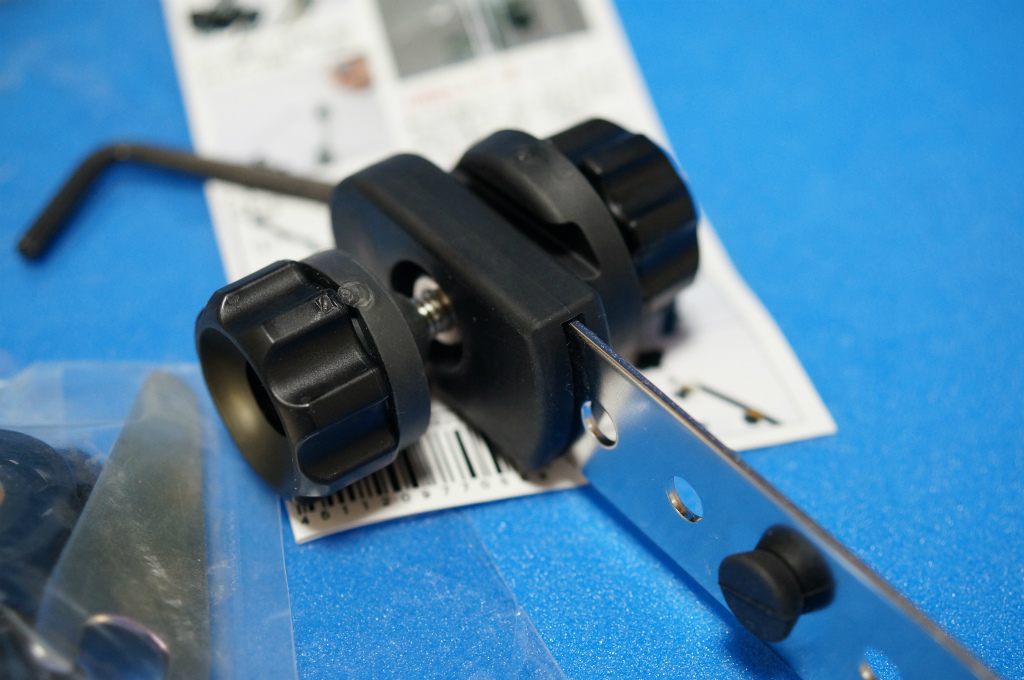
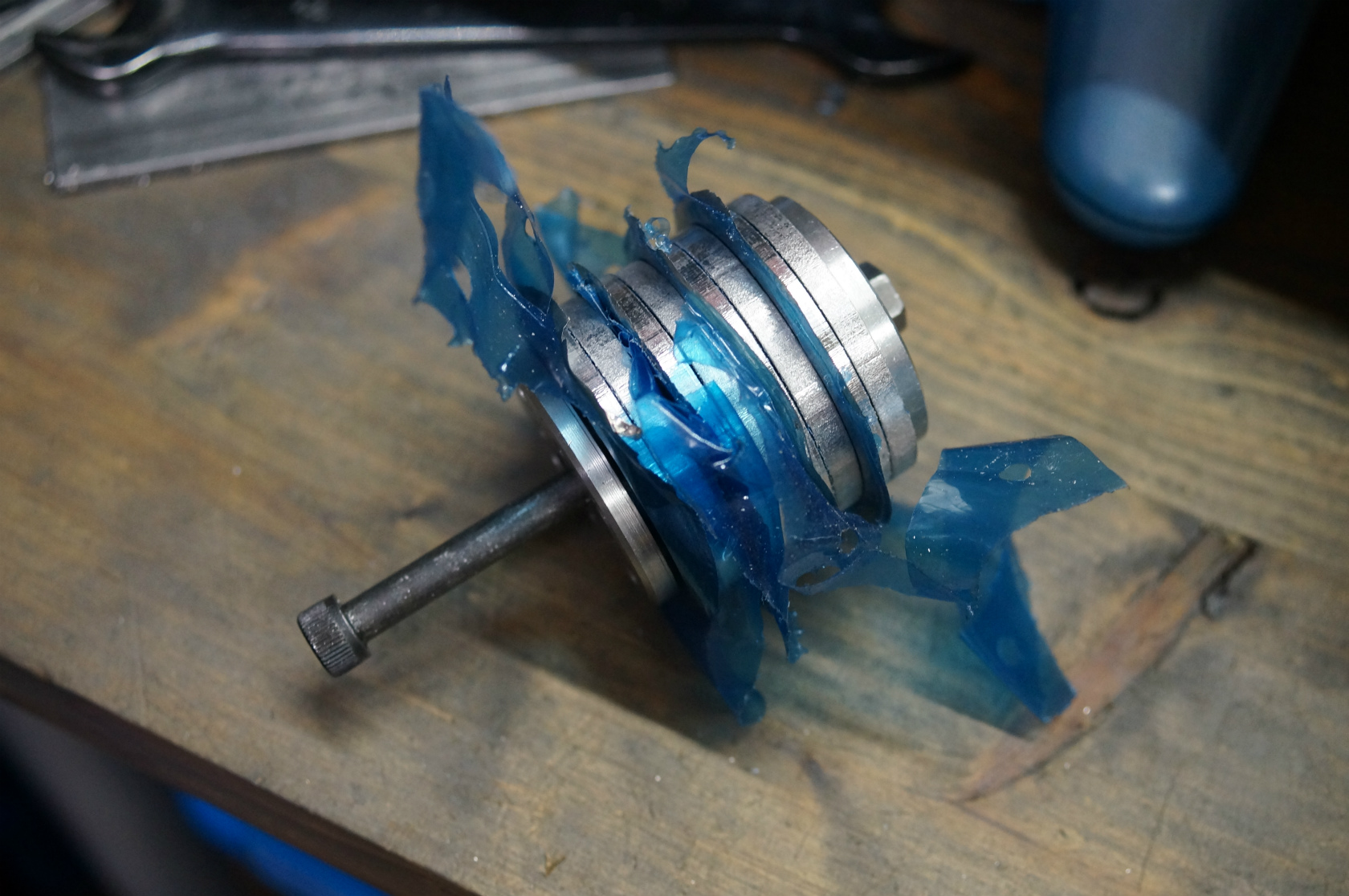
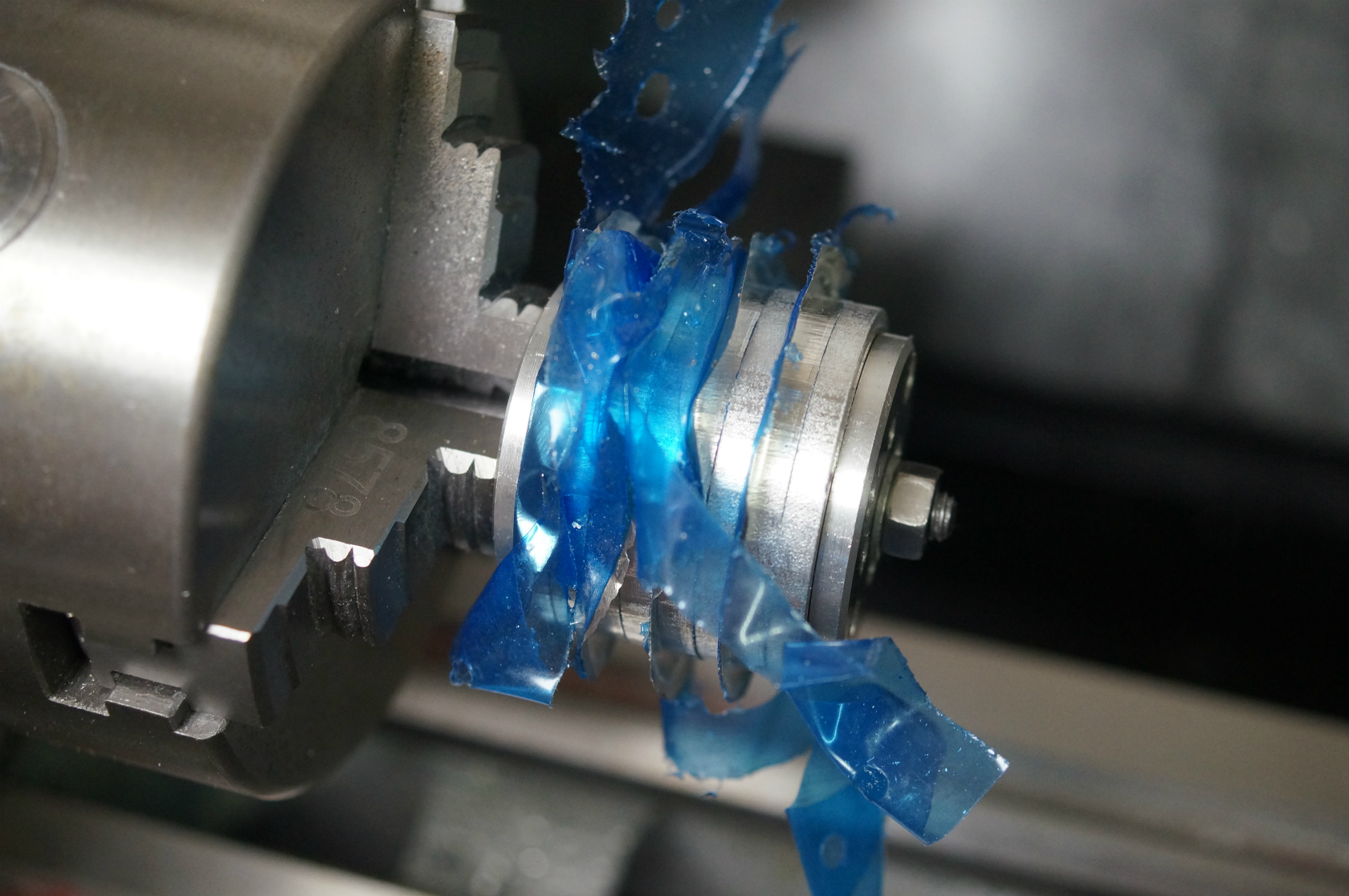
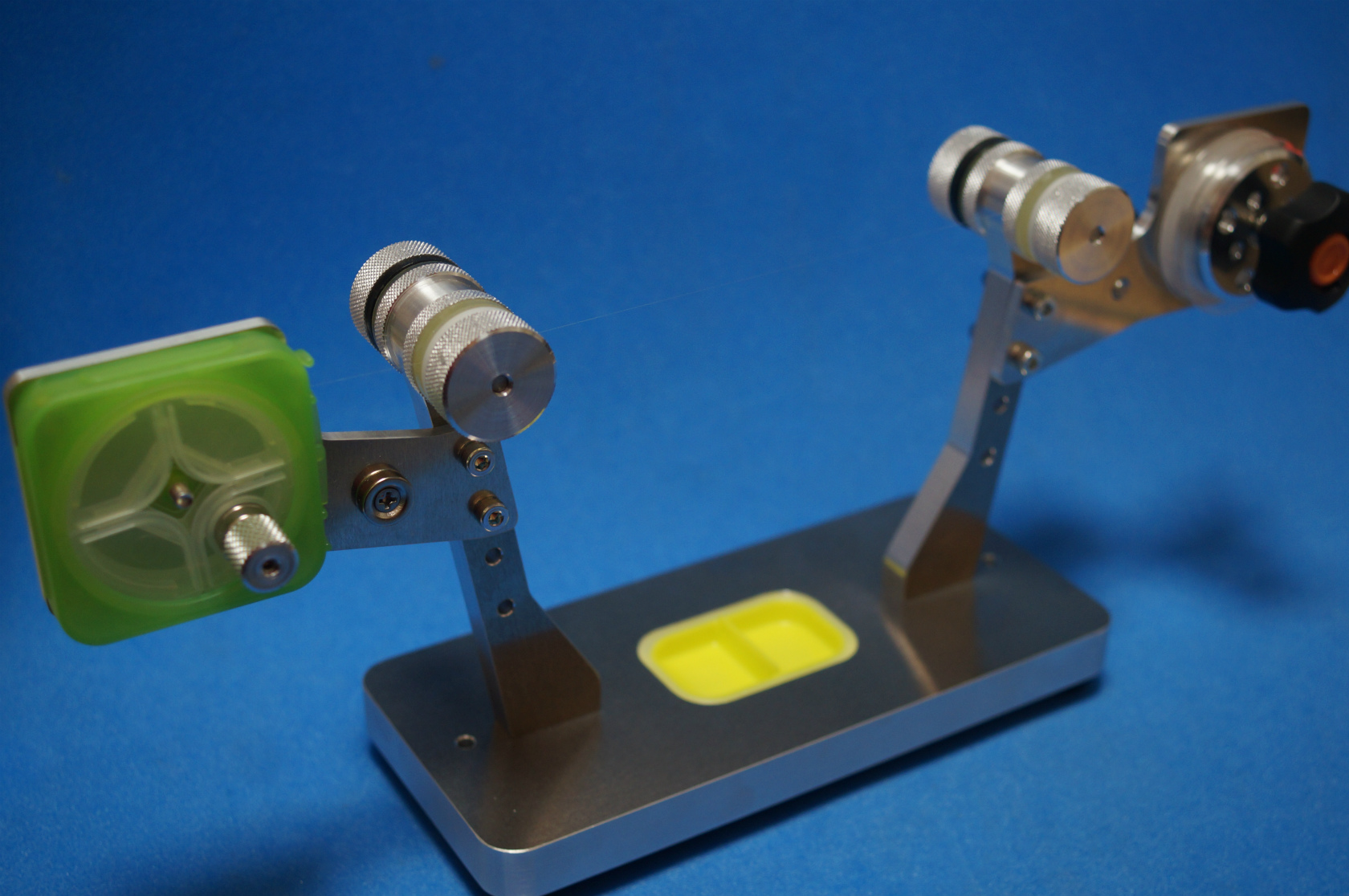
スプールをセットした状態です。スプール全体を円盤で押さえ込む方式なっています。ちなみに写真のスプールはオーナーのナイロン0.25の小さめのスプールです。です。
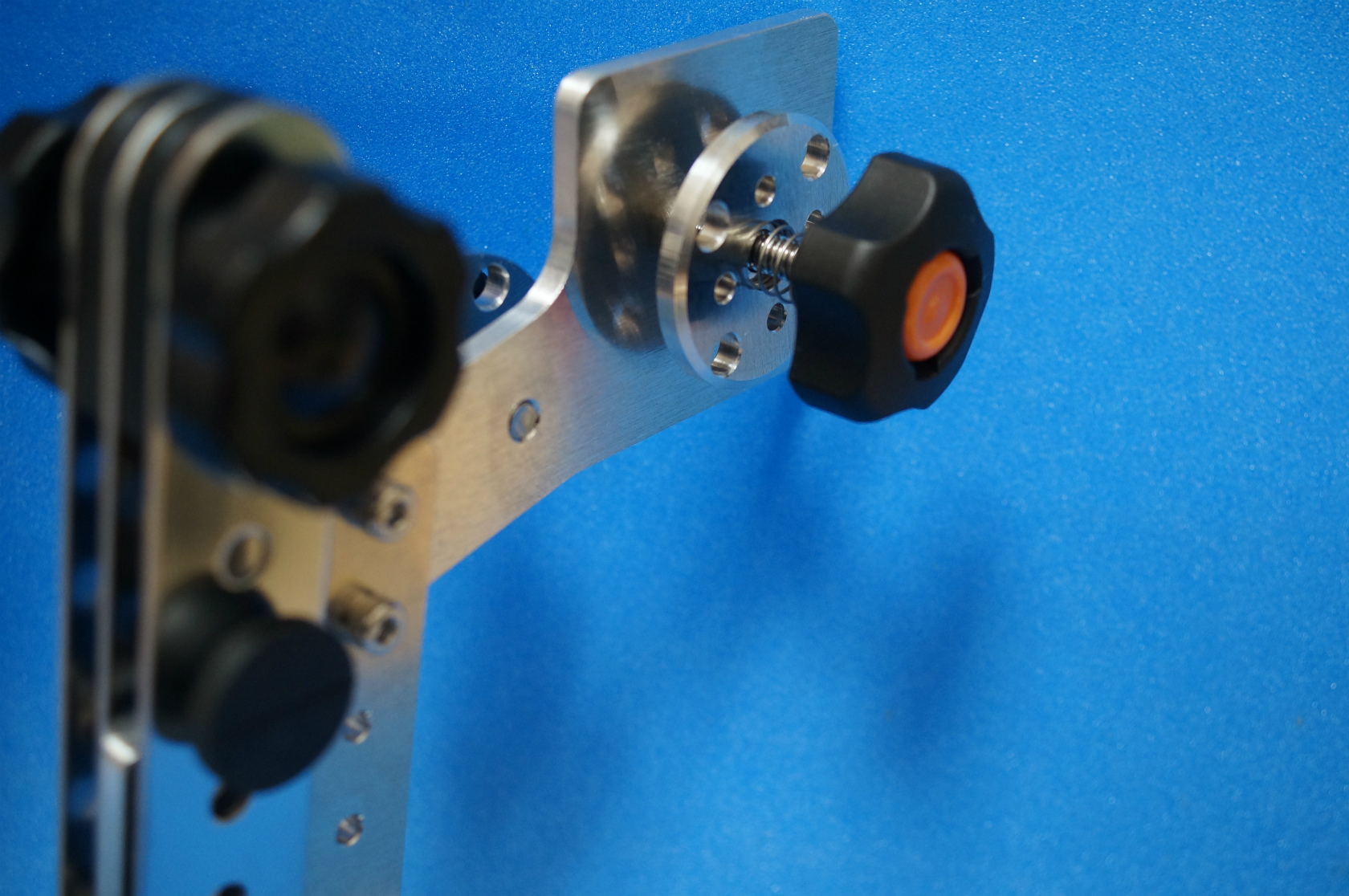
ベースの裏面です。紛失防止のM6ねじ穴に完全固定用のハンドルを収納しています。
アユプロに装着した状態です。

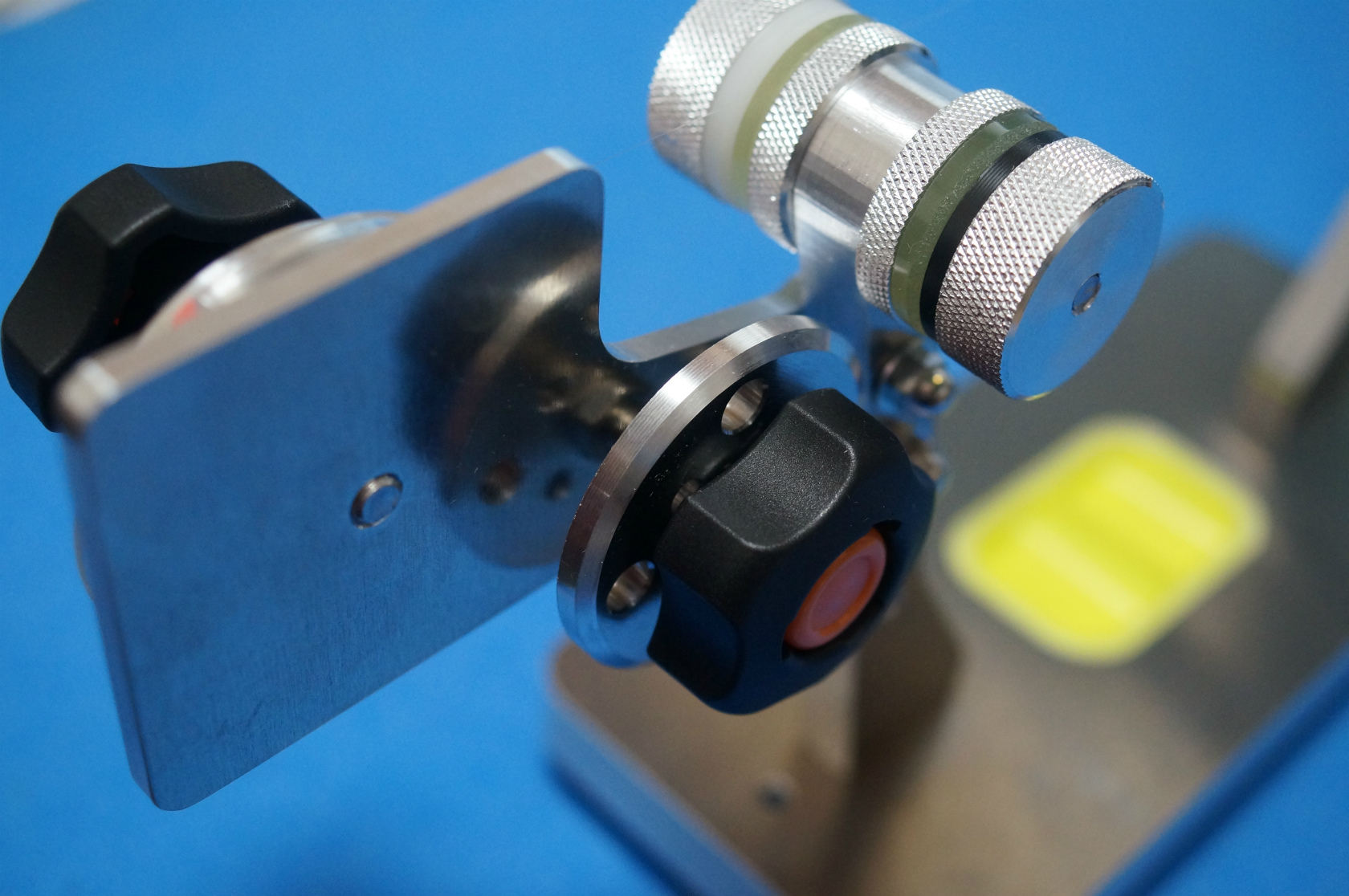
完全固定ハンドルを装着。スプールは完全に止まりますので編み込みホルダー後方のラインクリップを使う必要がなくなります。

アユプロ&自作編み込みホルダーのラインクリップ中央付近にラインが通るように設計しています。完全ではありませんが・・・
こちらの作品も改良点がまだまだ有りそうです。

にほんブログ村
コメント