

「PSF550-VDR」を購入して約3年が経ちました。購入後にすぐCNC化しましたが駆動ねじはノーマル仕様の台形ねじをそのまま使用していました。当初はそんなに気にしなかったのですが台形ねじのバックラッシが大きくて思うような精度が出ないのが気になりはじめました。交換作業も出来るぐらいスキルが付いたと思うのでボールねじに交換をする事にしました。とりあえず全軸ボールねじ化を考えています。なんせ素人で初めて交換するので勝手が全然分かりません。時間の制約も有る中での交換作業になります。交換計画と致しましては1軸ごと交換して行きます。まず初めにY軸を交換します。初心者?でも交換は可能ですので同機種のユーザーはこの記事を参考にしてもらえると幸いです。この記事は交換作業記録(MY備忘録)です。
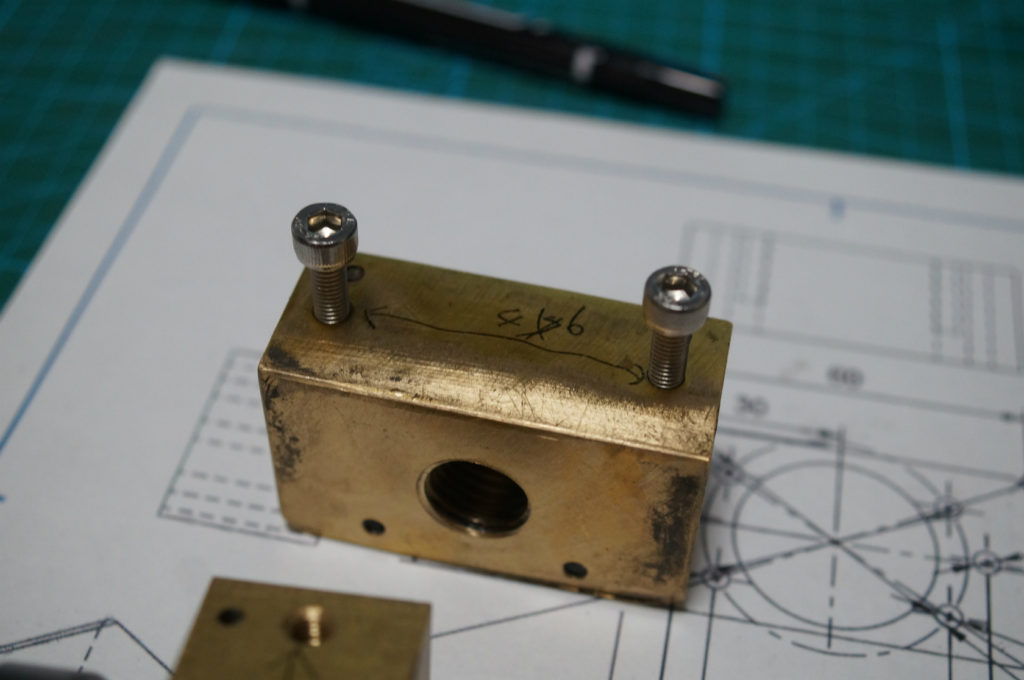
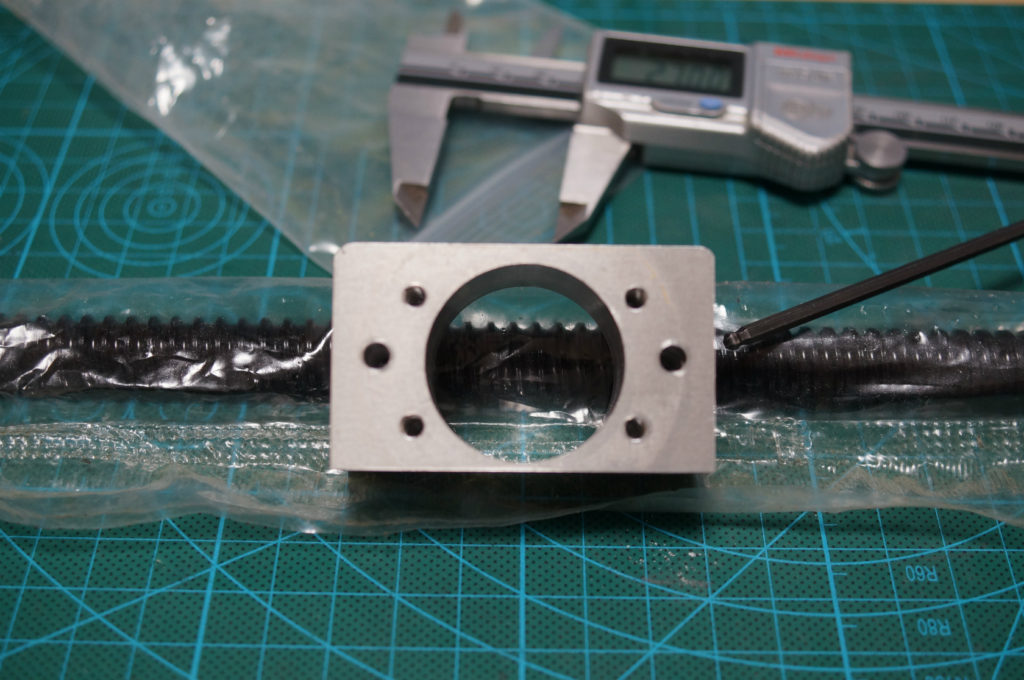
真鍮製台形ねじナットブロックを採寸
前記事(Part1)では台形ねじを外しましたが外す前にこのY軸サポートの寸法取りをしボールねじナットに合うサポートをこのCNCフライスで作って置かなければなりません。

このブロックはM5ボルト2本で固定されています。ちょっと頼り無いサイズですね。改造するときはM6以上で止めたいです。

ブロックの大きさを正確に測ります。中華製なので個体差によって細かい寸法は違ってくるかもしれません。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/1da6d91f.545fbc7f.1da6d920.46dd02a6/?me_id=1303755&item_id=10137994&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fpainttool%2Fcabinet%2Fmem_item%2F659%2Fmecx-tnf250h-1.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")

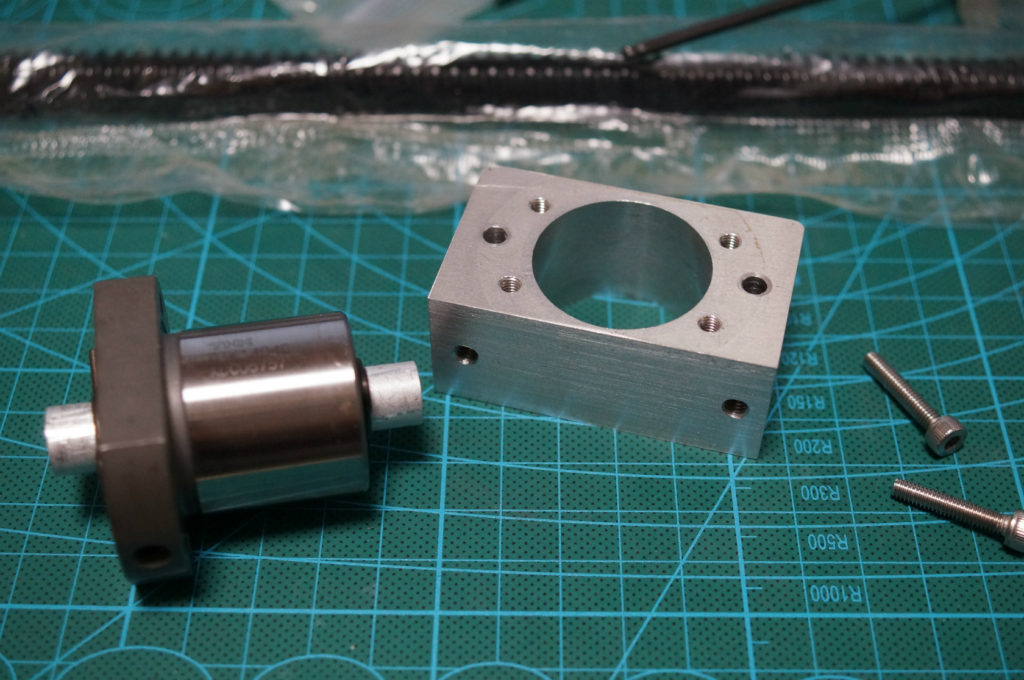
ボールねじナットブラケット製作
Part1ではY軸の分解まで完了しました。続きまして「PSF550-VDR」CNCを使用してボールねじナットブラケットを製作します。
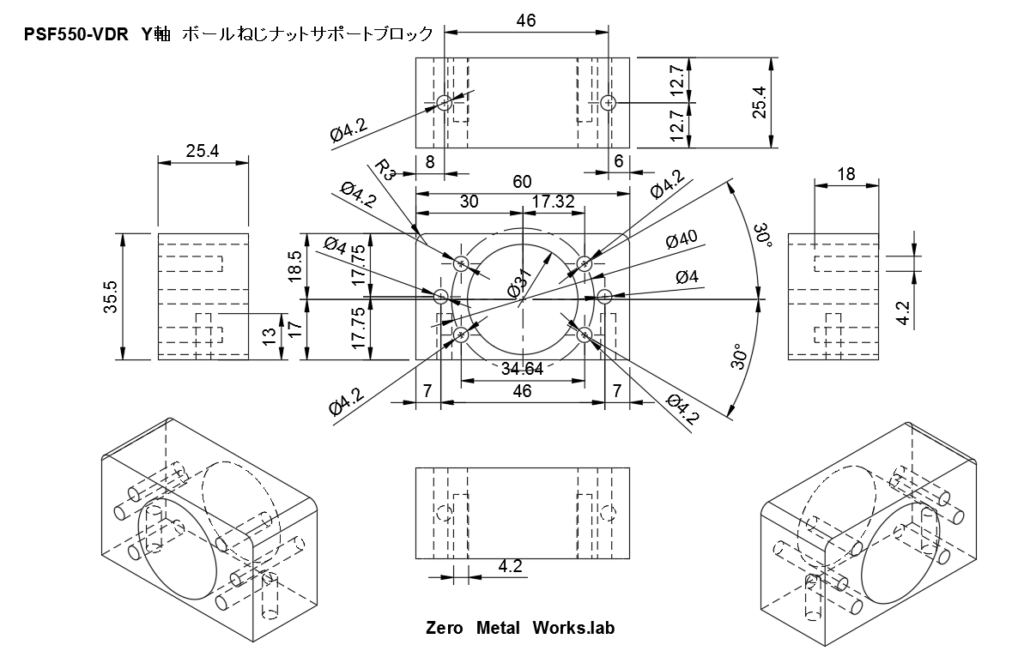
取り合えず設計はこんな感じです。ナットが収まる様にし尚且つ、ねじの中心は純正の台形ねじと変えない設計です。
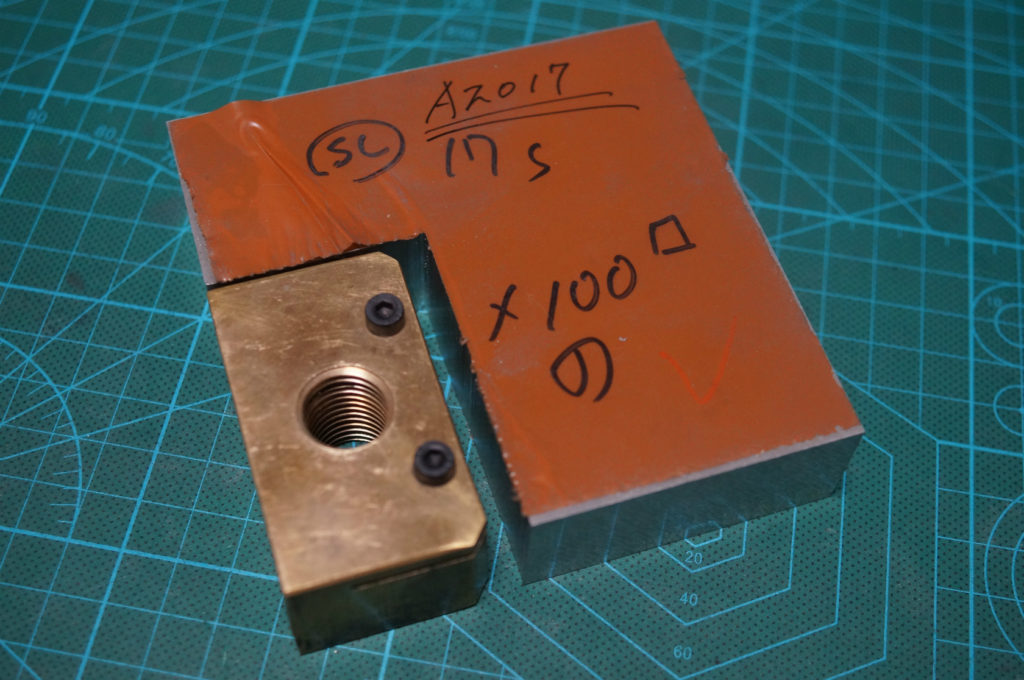
材料は アルミ A2017 厚25mm100×100の新品を購入。このサイズで3個位取れます。X軸もこれを使用予定。
サポートユニットは強度を出すためにA2017ジュラルミンで製作しました。
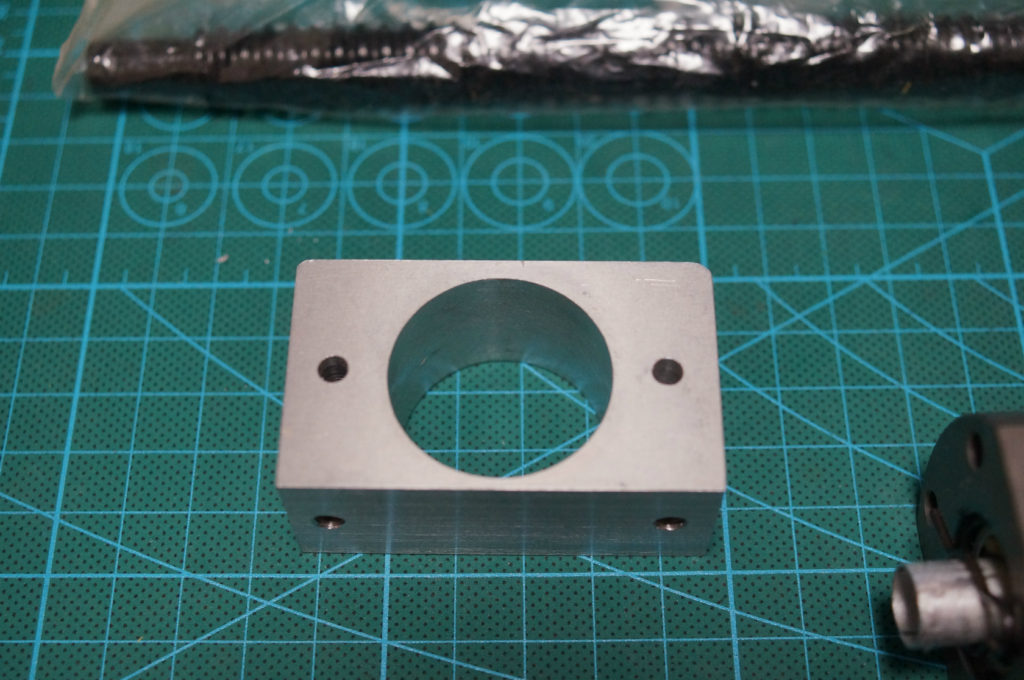
CNC切削でまぁまぁ綺麗に切削ができました。

下部のねじ穴は採寸から出た数字で加工しました。
ナットの固定はM5ボルト4本でキッチリ固定します。

フランジの一方は無加工でOK

片方のナットフランジが無加工では干渉してしまい取り付け出来ないので下部を切削しました。

台形ねじのCNCですがまぁまぁの精度でナットが収まりました。
Y軸ボールねじブラケット取り付け

ブラケットのベースです。平面が出ているのかは謎ですけどとりあえず付けて見ます。
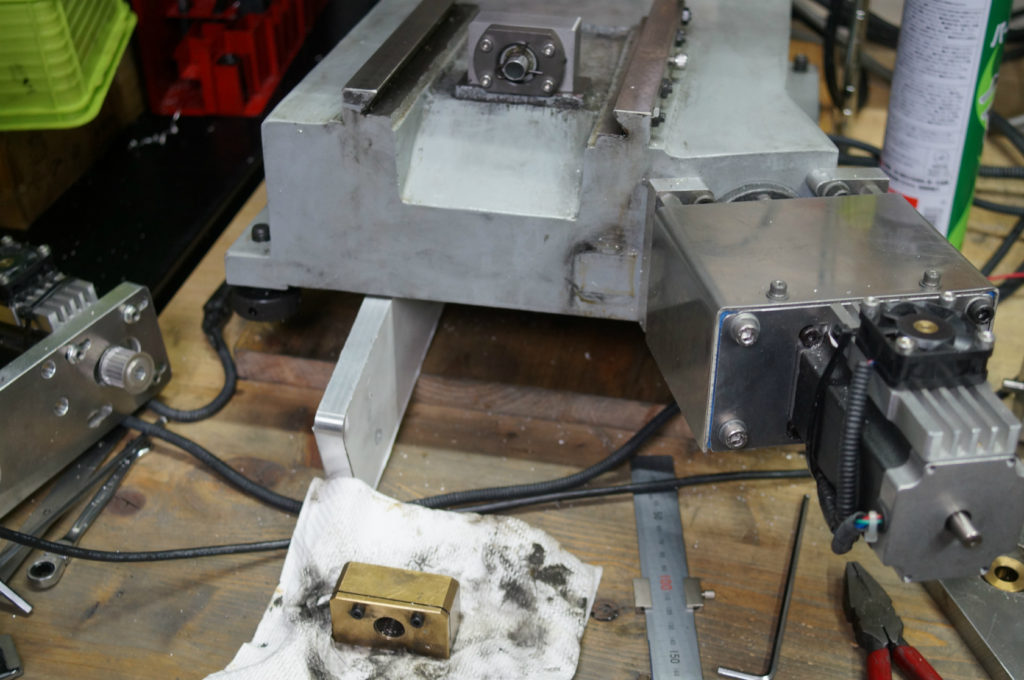
ブラケットの固定はベース下部からなのでベースを持ち上げての作業です。重量物なので危険な作業です。安全確保は確実に!!

アリ溝を基準にスコヤを使用して水平、垂直を大まかに出して固定しました。
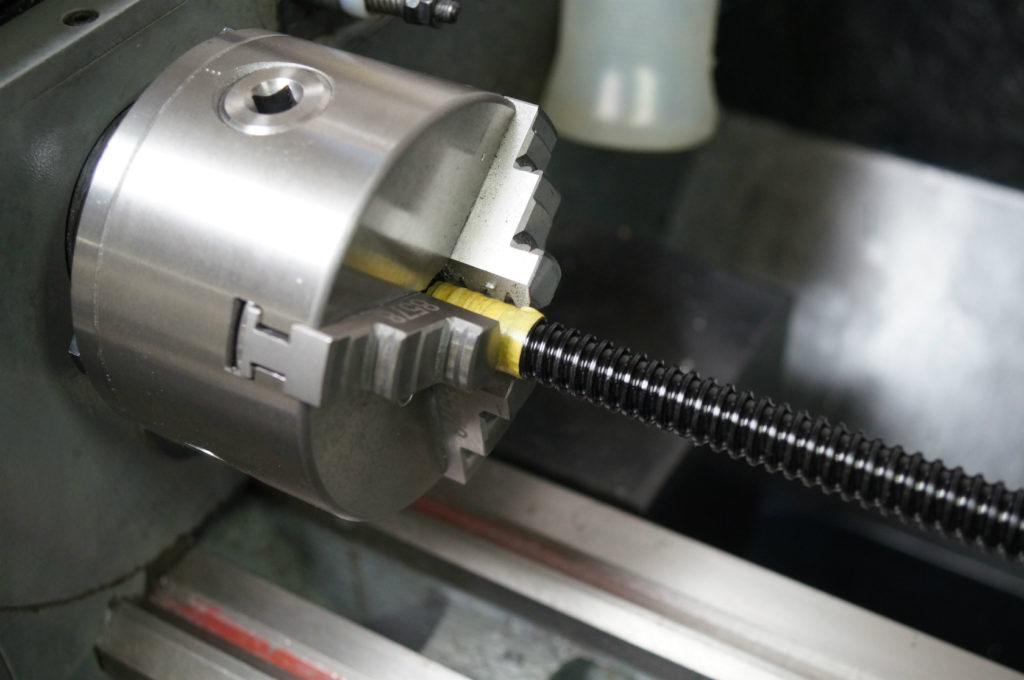
THK BTK1404-3.6ZZ BALL SCREWS ボールねじ加工(難加工)
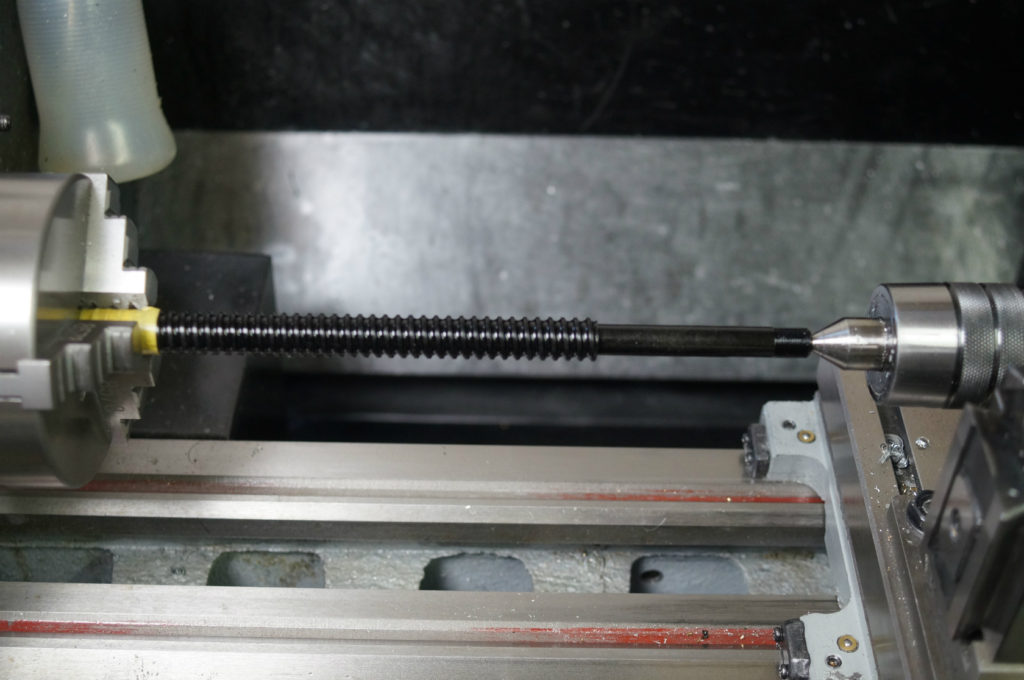
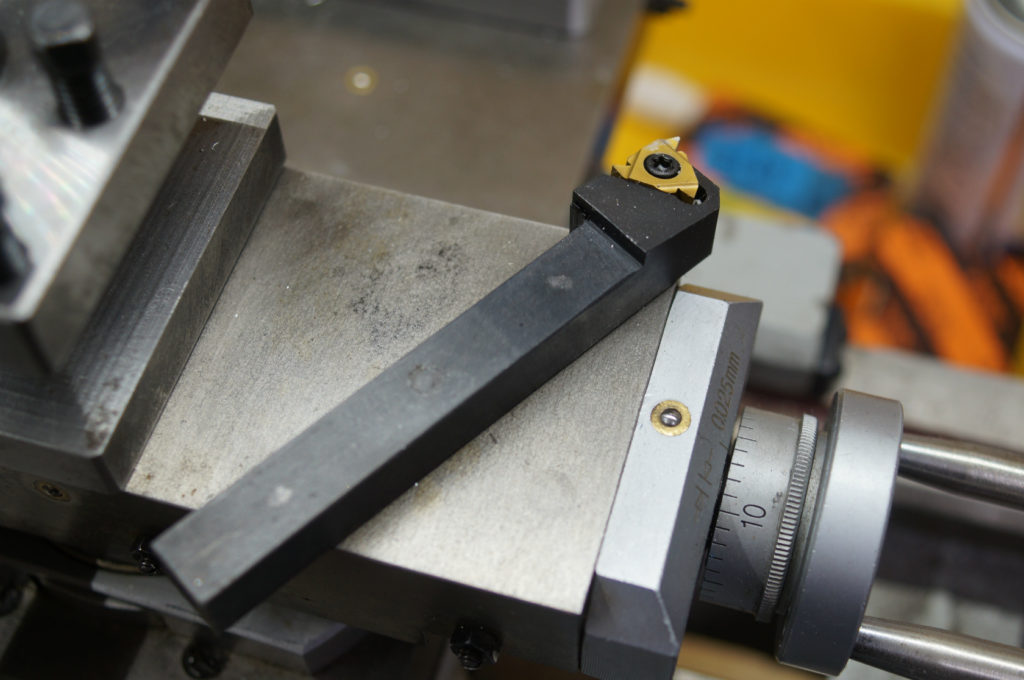
ボールねじを旋盤で加工します。

ボールねじの長さを台形ねじと同じにする事にしました。ねじの有効ストローク長を見極めながら加工します。手前側はボールねじナットの突き出しているフランジ厚み分、稼働範囲が短くなります。よく考えて加工しないと失敗してしまい、最悪使い物にならなくなってしまいます。

サポート側は無加工でそのまま使います。

引きねじ側を加工します。

ボールねじナットの奥側は5mm程度、突き出しているのでその分長くしました。

引きねじサポート部分はΦ12mm

元々の引きねじはM8ですが当方はM10でねじ切りします。(M10×1.5)
ねじ部分は本来、銅版等でチャック跡防止の保護しますが今回は大丈夫だと思い省略しましたw(手抜き)
Φ14mmのボールねじをΦ12mmまで削ります。

焼入れ加工がされているボールねじの加工は非常に難しいです。焼入れされている材料加工の予備知識が無い為、通常の超硬チップで加工しましたが全然削れませんでしたww
焼入れ加工がされているワークはCBN(Cubic Boron Nitride )チップの使用が有効らしいです。次回、削ることがあればCBNチップを試してみようと思います。
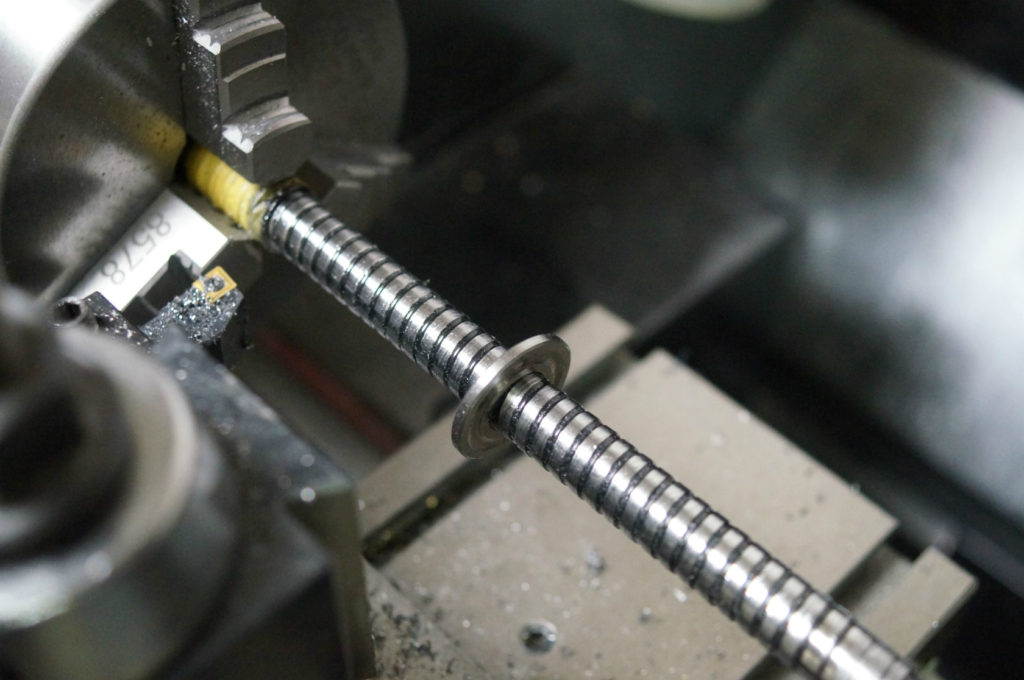
超硬チップを何度か交換しつつ、時間を掛けて少しずつ削りました。それ以前に、やはり旋盤の剛性が貧弱な為、バイトがワークに負けています。ねじ部分はねじの溝があるのでねじのピッチごとに衝撃があり精度出しは困難です。

Φ12mmまで削りました。作業時間は1時間弱!!難加工でした。
サポートを通して最終チェツク。

高速切断機 CC14SFで規定寸法にカットします。

高速切断機はとても便利!硬い材料の切断には必須です。バンドソーとはまた違う仕事が出来ます。DIYの必需品!?

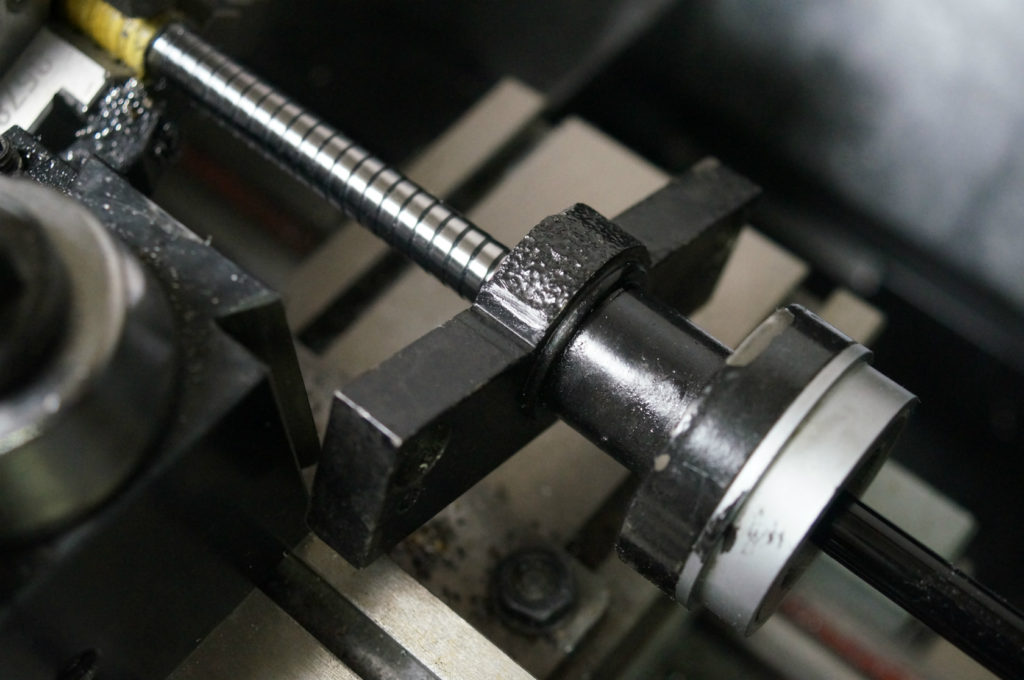
ここに引きねじを作ります。

旋盤にセット
ボールねじの黒い部分(黒染め焼入れ部分?)とねじ山がなくなると超硬チップでも比較的楽に切削出来るようになりました。さすがの日本製THKボールねじは硬いので剛性は期待できます。

ねじ切りは自作のCNC旋盤で行ないました。旋盤市場の「PSL550-VDR」を自作でCNCに改造した機械です。
このCNC旋盤は今年度に製作したものでまだまだ使いこなせておりません。経験不足ですがこの旋盤でねじ切りチャレンジ!!

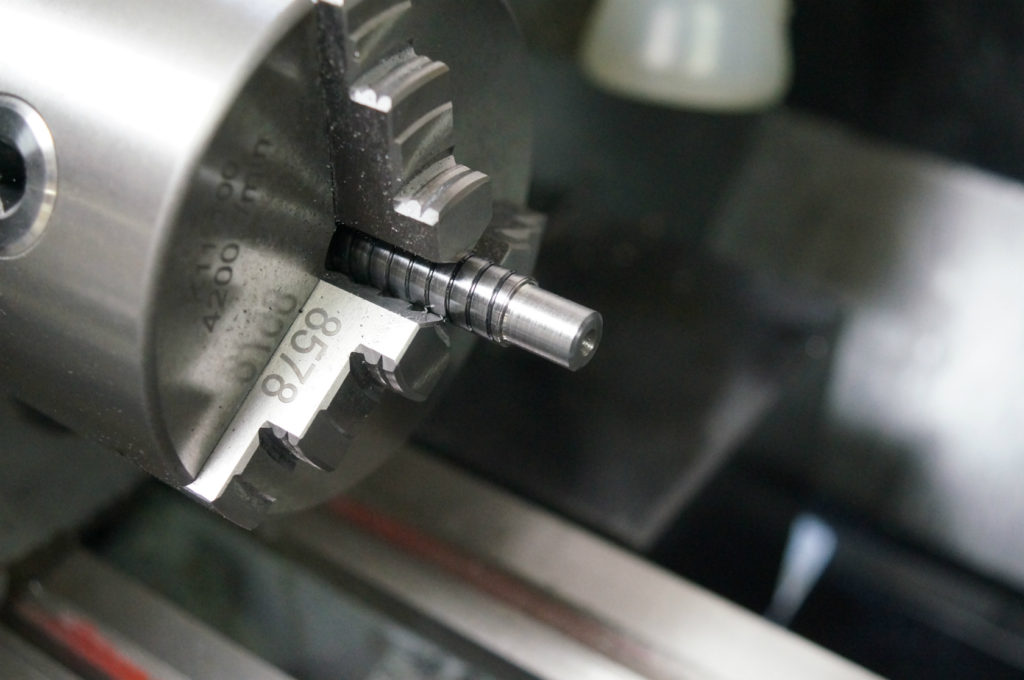
M10のピッチ1.5mmで切削
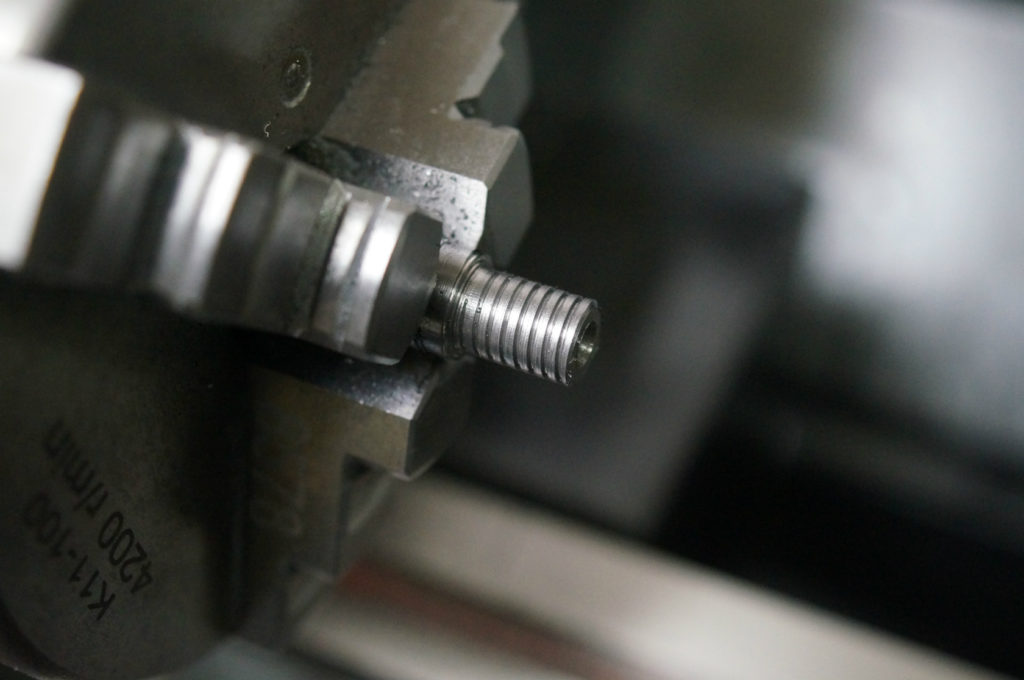
CNCねじ切りは見事に失敗ですww。下地の径がちょっと太すぎました。ナットがきついです。何度もナットを回し押し込んでいたらナット側のねじ切り部分が削れて入るようになりましたが満足できる物ではないですね。ナットもこのナット以外は入らない専用ナットになりました。修正は保留にしときます。
<修正方法>
- 削り直してM8にダウンする。
- M10ねじ切りダイスで手回しで修正。
<初心者CNCねじ切り失敗原因の考察>
- 下地の径が太すぎた。
- 加工原点合わせがイマイチ。
- ねじ切りの切り込み不足。
- etc・・・
まぁ総じて経験不足ですね。修行が必要です!

ナットはモノタロウ品番FN-M10を使用しました。ナットの端面部分に止めねじを取り付ける予定です。
Part3へ続く
にほんブログ村


コメント